
Abstract
This study used friction stir welding to make comparable (AA2219-AA2219 and Cu-Cu) and dissimilar (AA2219-Cu) lap joints. The tool retained its rotating speed at 1500 rpm and tilt angle at 2°, while welding speed varied from 23.5 mm/min to forward. Changing work-piece material affects welding speed, joint strength and hardness, and intermetallic compound formation. Similar lap joints have a welding speed window of 23.5–475 mm/min for Cu-Cu lap joints and 23.5–275 for AA2219-AA2219. However, dissimilar welding had a significantly smaller window of favorable speed: 23.5–30 mm/min for AA2219-Cu joints and 23.5–37.5 for Cu-AA2219 joints. The tensile strength analysis showed a maximum lap shear strength of ∼33 MPa for similar joints at extreme speeds, whereas dissimilar joints achieved ∼23 and ∼12 MPa for AA2219-Cu and Cu-AA2219 configurations, respectively, at 23.5 mm/min, mainly due to the formation of IMCs. Hardness testing indicated a significant increase to ∼79 Hv in dissimilar joints at 30 mm/min when copper was layered over AA2219, a result of extrusion and stirring effects. The high hardness in the dissimilar Al-Cu joints can be attributed to the formation brittle IMCs AlCu (Al2Cu) and Al4Cu9.
Keywords
Introduction
Friction stir welding (FSW) is considered as a green welding process because it is an environmentally friendly technique to create welded joints of metals and their alloys. FSW has proved as a feasible technique for joining difficult-to-weld (say Cu, Al, Mg) and dissimilar metals.1–3 FSW as a new solid state joining technique was first developed by Wayne Thomas (TWI Ltd UK) in 1991. 4 This method relies on friction heating and a downward tool’s pressure to consolidate the material broken by the tool’s pin while stirring action. 5 The temperatures generated during the process are well below the melting point of materials and thereby resulting in a sort of solid-state hot forge welding. The FSW processing, as a result, causes modification in the microstructure and mechanical properties of the base materials. The facility of automation, low production time and cost, reduced defects, improved mechanical properties, and minimized emissions render FSW a competitive technique among several available welding processes.
During friction stir welding (FSW), the quality of the welding joints is influenced by two primary factors: the geometric characteristics of the FSW tool and its process parameters. Regarding tool geometry, the dimensions of pin diameter, pin height, and shape play a critical role.6,7 Similarly, the tilt angle, angular velocity, and linear velocity of the tool are regarded as crucial factors in the process parameters.
Nevertheless, the welding speed has a significant impact on both the quality of the weld joints and the efficiency of production. Efficient welding speed is essential in manufacturing industries to boost productivity and optimize profits.8,9 It is crucial to have a thorough understanding of the correlation between welding speed, weld quality, and other relevant parameters. Having a deep understanding of this subject is crucial for maximizing the effectiveness of welding techniques and ensuring optimal performance.
In this regard, Lee et al. 10 investigated the effect of friction stir welding speed on mechanical properties and microstructure of similar AA2195 lap joints. They set to vary welding speed from 120 to 360 mm/min at rotational speed from 350 to 800 rpm. They reported that the effect of welding speed was sensitive to the mechanical properties of the specimens welded at 800 rpm and failed on the advancing side of the joint. The highest strength was observed in the joints that were welded at 600 rpm and the welding speed of 240 mm/min. Similarly, Karrar et al. 11 welded 4 mm thick two pure copper plates at constant rotational speed (900 rpm) and increased welding speed from 80 to 150 mm/min. They found that increasing welding speed resulted in fine grained structures and improved mechanical properties.
Shen et al. 12 studied the behavior of the mechanical and microstructure properties of pure Cu butt joints when welding speed was increased from 25 to 200 mm/min at a constant rotational speed of 600 rev/min. They reported that tensile strength and % elongation showed a fluctuating trend with welding speed. Initially, % elongation and ultimate tensile strength of the welded joints increased and then decreased with increasing welding speed while a slight change occurred when welding speed was in the range of 25–150 mm/min. Heidarzadeh and Saeid 13 developed a regressive model for pure copper welded joints to predict the mechanical properties with changing welding speed, rotational speed, and plunge force. They observed a direct relation between welding speed and hardness.
Kah et al. 14 welded 1060 Al and pure Cu through laser welding, friction stir welding, and brazing. They observed the formation of intermetallic compounds and further their degree depended on welding speed, heat input, the thermal properties of the base metals. Further, they reported that formation of intermetallic could either have a positive or negative effect on the joint strength. Bisadi et al. 15 analyzed the influence of welding speed and rotational speed on the welding temperature of Al 5058 and the pure Cu lap joints. They concluded that either increasing rotational speed or decreasing welding speed caused an increase in welding temperature. The very high welding temperature resulted in lower ultimate tensile strength, the formation of intermetallic compounds, and several other defects.
Although some studies have investigated the effects of different welding speeds on the strength of joints,16–19 there is still a significant gap in the existing literature addressing the relationship between different material types and the optimum welding speeds necessary for establishing successful joints. In addition, most of the previous research has focused on butt joints, resulting in a considerable lack of understanding regarding lap joints, especially when it comes to dissimilar materials. The objective of this study is to investigate the unexamined factors of welding speed and material type and their impact on the quality of the joint.
Two similar lap joints (AA2219-AA2219 and Cu-Cu) and one dissimilar lap joint with two stacking positions (AA2219-Cu and Cu-AA2219) are produced. A tungsten carbide (WC) tool with square-pin is employed at constant rotational speed of 1500 rpm and fix tilt angle of 2°.
Materials and methods
In the current studies, a squared pin tungsten carbide (WC) FSW tool with specifications shown in Figure 1, was utilized. Similar metals lap joints: AA2219-AA2219 and Cu-Cu, and dissimilar metals lap joints: AA2219-Cu and Cu-AA2219 lap joints were developed by utilizing the blanks of 100 mm × 70 mm (Length × width) AA2219 and pure Cu (Figure 2(a) with dimensions and mechanical properties listed in Tables 1 and 2). Then oxide layers from the surface of sheets were removed by SiC abrasive paper and the samples were firmly held in a fixture assembled at working table of BYJC vertical milling machine as shown in Figure 2(b). Among the process parameters only welding speed (F, mm/min) was varied while tool rotational speed, titled angle, and dwell time were kept constant at 1500 rev/min (S, rpm), 2°, and 20–35 s, respectively. Experiments were carried out at the starting linear speed of 23.5 mm/min. The choice of selected constant parameters was driven by successful lap joints developed in previous studies. 20 Here, it is important to mention that this was the minimum possible welding speed available for utilizing existing setup. Welding speed was set to increase in the following experiments till a defective joint was noticed.

(a) Tungsten carbide (WC) tool utilized and (b) dimensions of WC tool.

(a) Schematics of FSW lap sample, (b) setup for clamping FSW sample, (c) lap shear sample, (d) sample for microscopy and hardness testing, and (e) loci of Vickers hardness test on welded sample.
Dimension of the utilized blank of AA2219 and Cu.

Mechanical properties of base metals/alloys.

Various mechanical and metallurgical tests were performed to analyze the effect of change in lap material on welding speed. The strength of lap joints was evaluated by conducting lap shear tests according to the method specified by Akbari et al. 21 on the Universal Testing Machine 5567 (Instron Corp., Norwood, MA, USA): The geometry of the test sample is shown in Figure 2(c). Moreover, a sample (size: 16 mm) was cut from cross sectional area using a CNC EDM wire cut machine (Figure 2(d)) and a series of abrasive paper of silicon carbides of grit size: 220, 320, 500, 800, 1000, 2400, and 4000 followed by “Velvet Polishing” and “Kemet lubricating oil GW-2” used for polishing. The Vickers micro-hardness test (micro-hardness tester NABEYA) was performed by applying a load of 1 g mass with dwell of 15 s. The zones of interest were stirred zones exactly at 1 mm below and above the interface of the two plates as shown in Figure 2(e). For microstructure analysis optical microscope (OLYMPUS, Tokyo, Japan) and scanning electron microscope (TESCAN, Brno, Czech Republic) attached with EDS and were used.
Results and discussion
The experiment entailed the production of Cu-Cu lap joints by placing a 1.65 mm thick plate of pure copper (Cu 1) on top of a 3 mm thick pure copper blank (Cu 2). A tungsten carbide (WC) squared-pin tool was utilized to determine the range of welding speed (mm/min) that produced satisfactory results. The tool was rotated at 1500 rpm and maintained a fixed inclination angle of 2°. The range of acceptable defect-free joint formation was determined to be between 23.5 and 475 mm/min. Nevertheless, joint failure was the result of surface fractures at welding rates of 750 mm/min and higher, as illustrated in Figure 3. Similarly, a comparable methodology was implemented for the development of AA2219-AA2219 lap joints, which was also employed for the development of Cu-Cu lap joints. It is imperative to note that all parameters were maintained at a consistent level, with the exception of the welding speed. During all of these experiments, welded joints without any visible defects were observed at welding speeds ranging from 23.5 to 275 mm/min. Nevertheless, a visible breakdown occurred at a speed of 375 mm/min and higher (Figure 4) due to insufficient mixing and plastic deformation of the material. The results suggest that Cu-Cu lap joints were formed at a greater welding speed compared to AA2219-AA2219 lap joints. This finding demonstrates that the conductivity of the material is a critical component that determines the range of welding speeds that may be achieved.

Cu-Cu lap joints produced at welding speed: (a) 23.5–95.0 mm/min and (b) 150.0–750.0 mm/min.

AA2219-AA2219 lap joints fabricated using WC tool at various welding speeds.
Moreover, a material that possesses high conductivity needs greater speed in order to create the necessary welding temperature. The high thermal conductivity of copper, which is measured at 385.0 W/m-K, results in rapid heat dissipation. This characteristic might provide challenges in maintaining the required welding temperature if the process speed is insufficient. To counterbalance this fast dissipation of heat, it is sometimes necessary to increase the speed at which the welding is performed. By increasing the speed, heat generation becomes more rapid, allowing the welding temperature to be maintained even with the material’s high thermal conductivity. 22
Furthermore, a series of experiments was performed where AA2219 was placed on the top of 1.65 mm thick pure copper and dissimilar AA2219-Cu lap joints were produced by keeping all parameters constant. It was observed that sound welded joints were achieved only for a small range of welding speed (23.5–37.5 mm/min) as shown in Figure 5(a). The range of successful welding speed for dissimilar aluminum-copper lap joints decreased significantly, owing to the difference in thermos-physical properties of dissimilar alloys. 23 Furthermore, the possibilities of formation of brittle intermetallic compounds might increase during dissimilar lap joints of AA2219 and Cu 24 and therefore, only smaller range of welding speed was found effective to develop sound joints.
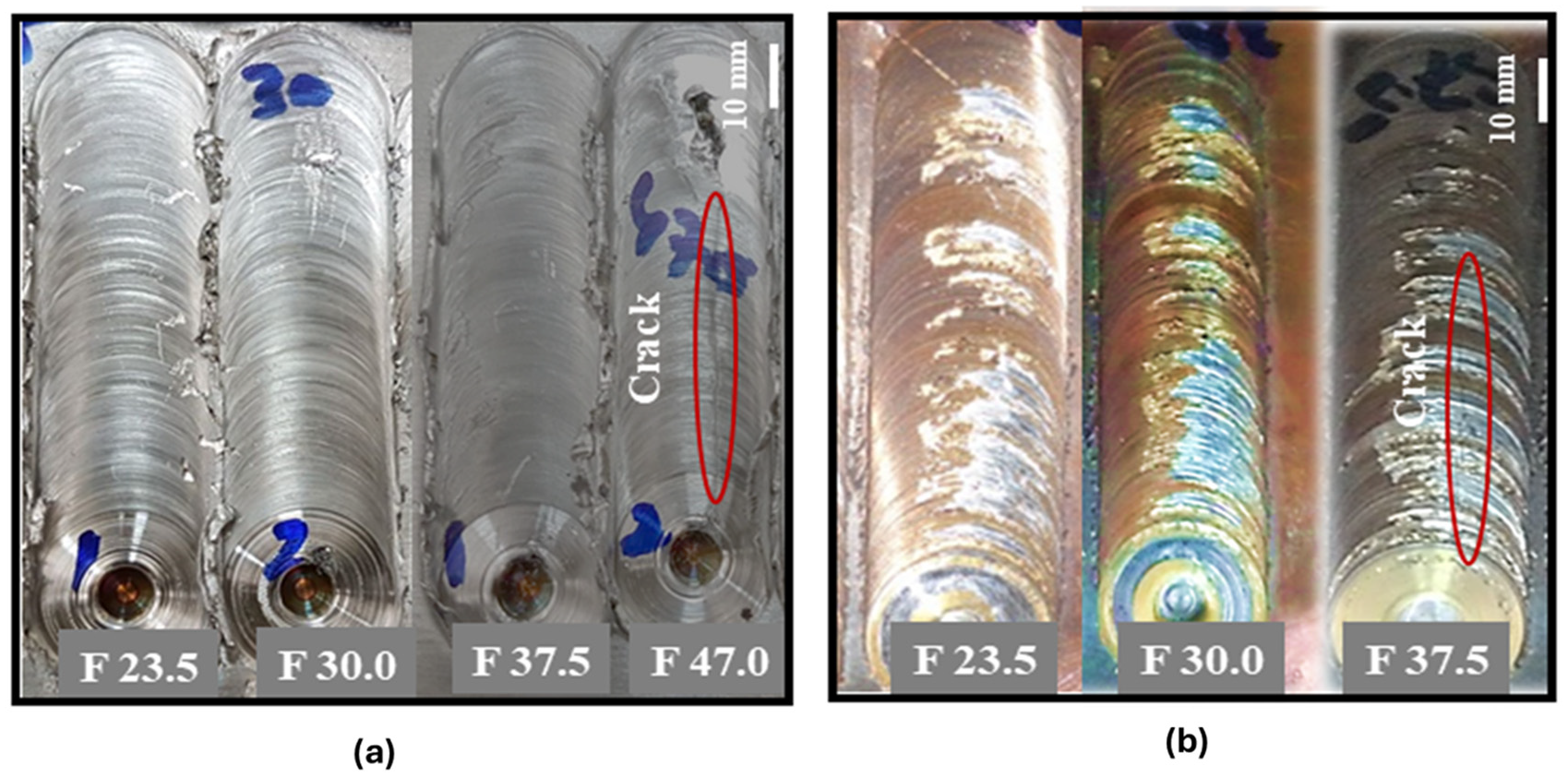
(a) AA2219-Cu lap joints and (b) Cu-AA2219 lap joints fabricated WC tool with Cu2 as a heat sink.
Finally, pure Cu of thickness 1.65 mm was placed on the top of AA2219 by the applying heat sink (3 mm pure Cu) according to the methods suggested by Wei et al., 20 then defected free weld joints of dissimilar Cu-AA2219 lap joints were produced at welding speed from 23.5 up to 30 mm/min as represented in Figure 5(b). The copper plate, due to its higher conductivity, on top rapidly transfers heat to the aluminum plate at the bottom leading to premature crack. Therefore, the copper plate was placed at the bottom of the aluminum plate as a heat sink to impart only the desired amount of heat needed to develop sound lap joints. 20
Figure 6 illustrates the comprehensive experimental study that demonstrates the impact of welding speed on different work piece metals/alloys while keeping all other parameters constant. Typically, a large range of welding speeds may be used for similar lap joints made of pure materials. However, for lap joints using alloy materials or dissimilar metals, the appropriate welding speed is limited to a restricted range.

Welding speed window for successful similar and dissimilar Cu and AA2219 lap joints.
In order to investigate the relationship between the type of material, welding speed, and the shear strength of weld joints, lap shear experiments were conducted. Figure 7 displays the strength trend of several welded joints in relation to welding speed. The Figure illustrates that the joint strength of identical metals exhibited a changing pattern as the welding speed increased. However, in general, the joint strength tends to increase as the welding speed increases. Several variables, such as heat input, 25 material flow dynamics, 26 metallurgical alterations, residual stresses, 27 and tool condition, may influence the variation in lap shear strength in friction stir welded joints between Cu and Cu and AA2219 and AA2219 metals as welding speed increases. The lap shear strength may vary because each of these factors can influence the microstructure and mechanical properties of the weld joint differently, depending on the welding speed.

Lap shear strength versus linear welding speed of similar and dissimilar Cu and AA2219 Lap joints.
The Cu-Cu lap joint exhibited a peak strength of ∼33 MPa at the two extreme welding speeds, specifically 23.5 and 475 mm/min. The maximum tensile strength (∼34 MPa) in the AA2219-AA2219 joint was very similar to that of the Cu-Cu joint. However, the welding speed required for optimal results differed between the two joints, with values of 95 and 235 mm/min observed for the AA2219-AA2219 joint and the Cu-Cu joint, respectively.
On the other hand, both dissimilar lap joints exhibited a continuous decline in strength as the welding speed increased. A significant increase of ∼53% in joint strength was seen when AA2219 was positioned on top of Cu (AA2219-Cu), as compared to lap joints where Cu was on top of AA2219 (Cu-AA2219). Furthermore, the AA2219-Cu alloy exhibited a maximum strength of ∼23 MPa, whereas the Cu-AA2219 alloy had a maximum strength of ∼12 MPa when the welding speed was set at 23.5 mm/min. The loss in strength might be related to the development of IMCs between aluminum (Al) and copper (Cu), which are known to have a detrimental effect on bond strength. The degree of IMC formation reduces as the welding speed increases. 28 Furthermore, the high welding speed resulted in an incomplete weld contact mostly due to the creation of cavities and voids. This, in turn, led to a decrease in the strength of the Al-Cu joint. 23
The vickers micro-hardness test was conducted on all samples to examine the relationship between the material, welding speed, and hardness value. A load of 1 g was applied to two locations, and the average hardness value of these points was determined, as seen in Figure 8. The Vickers micro-hardness value for Cu base metal is around 105 Hv. Following the formation of Cu-Cu lap joints, the hardness value of all lap joints was much lower than that of the base metal, falling below the range of 70–90 Hv. This fact suggests that the friction stir process caused the Cu metal, which is a pure metal, to soften and resulted in the coarsening of its grain structure. Nevertheless, the highest recorded hardness values of ∼89.5 Hv were reported at a speed of 90 mm/min, maybe attributed to the fine grain size resulting from minimal heat input.
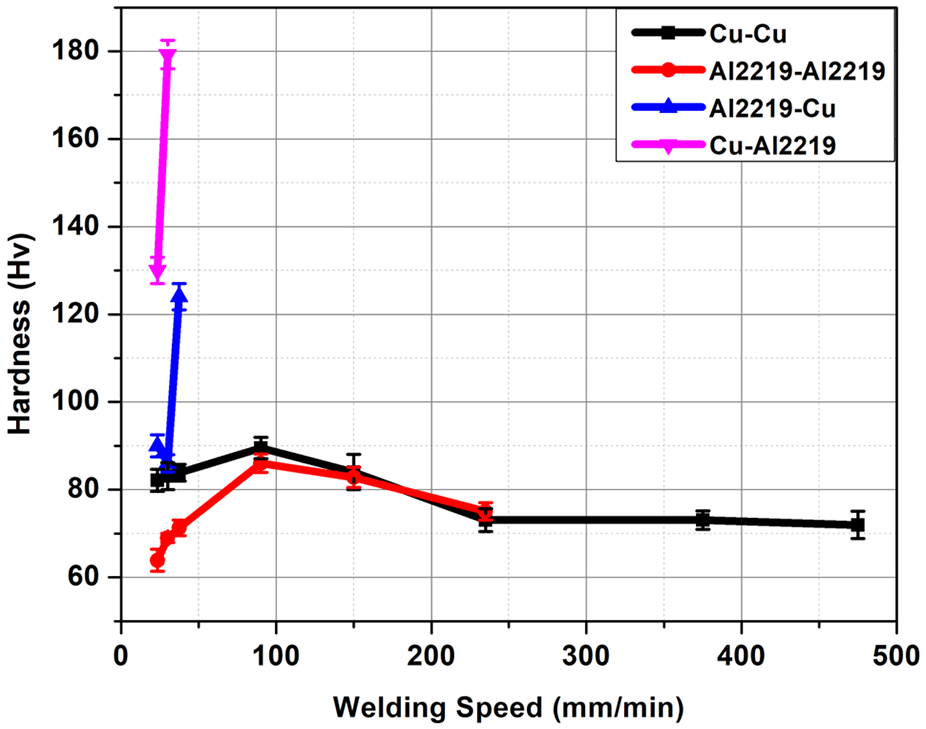
Microhardness versus linear welding speed of similar and dissimilar Cu and AA2219 Lap joints.
Similarly, the hardness of the base metal AA2219 was around 52 Hv. However, in the case of lap joints made of AA2219-AA2219, the hardness value rose from 55 and 64 to 86 Hv. At a lower speed, the hardness value is ∼64 Hv, which increases by ∼25% at a speed of 90 mm/min. As the welding speed increased further, there was a minor reduction in the hardness value. The presence of copper in AA2219, which is an aluminum alloy, increases the probability of IMC production during friction stir processing. This leads to a higher hardness value compared to the base metal alloy.
In dissimilar metals lap joints, the hardness significantly exceeded that of the base metal due to the formation of intermetallic compounds during the welding process. Furthermore, the hardness exhibited a significant increase as the welding speed rose. This may be due to a greater amount of plastic deformation and dynamic recrystallization, resulting in the development of a relatively large fraction of brittle IMCs. 29 In addition, while comparing different lap joints, a higher hardness value of 179 Hv at a speed of 30 mm/min was obtained. This value was ∼30% higher when copper (Cu) was on top of aluminum (Al), which is consistent with the findings of Akbari et al. 21
Microstructural examination of selected welded joint of Cu-Cu, AA2219-AA2219, and AA2219-Cu are shown in Figure 9(a) to (c). In the case of dissimilar joint (AA2219-Cu), a sample produced at a welding speed of 23.5 mm/min was analyzed. For comparison, a similar weld joint of Cu-Cu and AA2219-AA2219 developed at 23.5 mm/min was chosen. The optical image of Cu-Cu and AA2219-AA2219 joints showing straight and defect free interfaces. However, the SEM image of AA2219-Cu joint presenting zigzag interface where Cu hook (copper ring) was extruded upward from the lower Cu plate into the upper Al plate owing to the extrusion and stirring exerted by the pin tool. 30

(a) Optical image of Cu-Cu weld joint, (b) SEM image of AA2219-AA2219 weld joint, (c) SEM of AA2219-Cu weld joint; EDX spectra of; (d) Cu-Cu, (e) AA2219-AA2219, and (f) AA2219-Cu.
Improper dilution or solubility, which refers to insufficient metal mixing during welding, directly influences microstructure development and, by extension, the mechanical properties of the welded metal. The greatest concentration of copper that may be dissolved in aluminum to produce a solid solution is ∼5.65 weight percent of copper, as shown in the phase diagram in Zobac et al. 31 Consequently, brittle intermetallic complexes can form in the copper’s transition zone when friction welding is used to join metals because the aluminum and copper are not mixed properly. In order to verify, EDX analyses were performed on specific welded samples. At the AA2219-Cu interface, the EDX spectra and phase diagram suggest three potential phases: AlCu, Al2Cu, and Al4Cu9. Various authors have reported similar observations.13,17,32 The mechanical properties of the joint are compromised when these delicate intermetallic complexes are present. 33
In addition, the EDX spectra of similar joints in Figure 9(d) and (e) exhibit minimal amounts of oxygen, indicating the lack of oxides. In contrast, a significant quantity of oxygen is found in the dissimilar joint Figure 9(f), providing confirmation of oxide formation during the welding of dissimilar AA219 and Cu. The reduction in lap shear strength of the comparable Cu-Cu and AA2219-AA2219 welded joints may be attributed to the presence of oxides and their respective proportion at each welding speed.
Conclusions
The study conducted provides significant insights into the friction stir welding (FSW) of aluminum alloy AA2219 and pure copper, particularly focusing on similar and dissimilar lap joints. Below are the key findings and their implications:
For pure Cu metal, similar lap joints can be produced at a wider range of welding speed (23.5–475.0 mm/min) when process and geometric parameters are kept constant.
AA2219 is the alloy of aluminum with copper content with less thermal conductivity than Cu. Therefore, its sound lap joints have been developed relatively at a lower range of welding speed (23.5–235.0 mm/min) as compared to similar lap joints of pure Cu at the same process and geometric factors.
In the case of dissimilar lap joints between AA2219 and pure Cu, sound lap joints were fabricated for a limited range of welding speed.
The range of successful welding speed also depends on the stacking sequence of the plates in dissimilar lap joints. The joints with AA2219 on top of Cu could be produced with wider range of welding speed while speed range in joints with Cu on AA2219 was narrow.
Maximum lap shear strength of ∼33 MPa was observed in similar joints at extreme welding speeds whereas strength in case of dissimilar joints was ∼23 and ∼12 MPa for AA2219-Cu and Cu-AA2219 respectively at the welding speed of 23.5 mm/min. The decrease in the strength can be attributed to the formation of brittle IMCs between Al and Cu.
In the case of dissimilar lap joints, hardness value increased to 79 Hv at 30 mm/min which is ∼30% higher when Cu was on top of AA2219 owing to the higher Cu in AA2219 as a result of extrusion and stirring exerted by the pin tool.
Footnotes
Handling Editor: Sharmili Pandian
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
This work was supported by Researchers Supporting Project number (RSP2024R274), King Saud University, Riyadh, Saudi Arabia