
Abstract
The lengthy time required for conventional boilers to attain a steady state, their sizable size, the substantial pressure drop, and their high cost are all disadvantages. The objective of this study was to develop a novel design for a boiler to achieve better performance based on a sprayed water boiler (SWB) through injectors with a specific spray rate in a near-atomized form over tubes containing hot gases. As the water temperature in the SWB is equal to the temperature of the water sprayed by the injectors, the temperature difference between the hot gases and the water is higher than in the conventional boiler. A parametric study was conducted to investigate the main parameters affecting the boiler performance, such as the steam quantity and quality, the time required to reach the steady state condition, the size of the boiler, and the drop pressure on the hot-gas side. The results showed that the size of the SWB was significantly smaller than that of a conventional boiler. When generating steam of the same quantity and quality, the size of the SWB is one-third of the conventional size. This reduces the manufacturing costs of the boiler and the pressure drop of the hot gases inside the boiler. It was also found that the thermal efficiency of the SWB was higher, and the start-up time to reach a steady state of operation was less than 1% of the time required for the conventional boiler. To close the gaps in the theoretical design, an experimental test should be performed.
Introduction
A boiler is an enclosed vessel with tubes and a furnace in which steam is produced from water to drive another system such as a turbine or engine. It is used globally in various industries and power plants. Messner and Westerman 1 have dealt with different types of boilers, including industrial, biomass, commercial, residential, and cogeneration boilers. However, based on the principle of operation, there are two main types of boilers: fire tubes and water tubes. In a fire tube, hot gases from the fire flow into tubes inside a sealed water container. The heat from the gas is transferred through the tube wall by thermal conduction to heat the water and produce steam. The technical description and specifications of fire tube boilers are presented in Ref. 2 In a water tube, the water is inside the tube and the gases are outside. Vivek et al. 3 analyzed the design and performance of the water tube boiler in detail. Moreover, Patro 4 presented a summary of both types. The steam or hot water produced can be used for various purposes, including space heating, sterilization, drying, humidification, and power generation. A large proportion of the energy consumed is mainly used in boilers, whereas a slight improvement in efficiency leads to significant savings in fossil fuels and a reduction in CO2 emissions. The amount of energy consumed in boilers was investigated by Barma et al. 5 They presented methods for evaluating efficiency, losses, and their causes, and showed that substantial energy is wasted by high-temperature flue gas or boiler exhaust. Moreover, Men et al. 6 reviewed the advanced technologies employed for boiler waste heat recovery in the medium-low temperature range.
Several studies have been conducted to improve boiler performance. Drosatos et al. 7 investigated the operation of a pulverized lignite boiler furnace at a very low thermal load (35% of the nominal one). This is lower than the current operating load which is 55% of the nominal one. They revealed that a supporting fuel from the co-firing system was required to operate the boiler in a stable condition at 35% load. In addition, Ohijeagbon et al. 8 developed an analytical method for industrial steam boilers using physical and chemical exergetic analyses. Alternatively, an exergy audit method for steam boilers was initiated to identify the main sources of exergy losses. 9 In a later study, 10 calculation methods were presented for the operating factors of steam boilers under varying operating conditions based on computational thermodynamic modeling. They determined the changes in boiler efficiency and basic boiler parameters during operation at different partial loads. Operating the boiler under different conditions significantly impacted its performance. Maakala et al. 11 studied the effects of geometry on the energy efficiency of recovery boiler power plants. They demonstrated a numerical optimization framework and optimized the geometry of the region of the superheater. They determined an optimal design for a typical existing recovery boiler. The results showed that the uniformity of the flow field could be improved and the heat transfer rate increased by 5%. Chen et al. 12 proposed an advanced steam generation system. This system is based on the deep recovery of low-grade industrial waste hot water. They showed that this system is better for recycling wasted hot water with a 60.59% exergy efficiency higher than the heat pump system. Recently, Jack et al. 13 studied the impact of material properties, thermal efficiency, and safety features on the design and fabrication of steam boilers. They found that the determined geometric efficiency was 79.7% and larger boilers improved efficiency as they can handle higher pressures.
In a conventional boiler, designers need to increase the area of the boiler to compensate for the decrease in potential heat transfer force from heat transfer of temperature differences (ΔT) to extract more heat from the hot gases. This increases the cost of the boiler and the pressure drop of the hot gases in the boiler. Increasing the size of the boiler will increase the amount of water inside the boiler to cover all the tubes for heat transfer and consequently increase the time required to reach the steady-state condition of operation of the boiler. Many researchers have studied various aspects of boilers in detail.14–16 Although it was conducted in 1996, Seyedan et al. 14 has presented the most interesting work. In this work, an optimization design was developed for the waste heat recovery boiler of a combined-cycle power plant. They recommended considering the total weight as an objective function for the optimization. According to their study, the most important factors for optimizing the boiler were the tube diameter and the fin thickness. However, a clear procedure was not presented for the design of the heat recovery steam generator (HRSG). In contrast, Stecco et al. 17 attempted to reduce the size of the heat exchangers forming the boiler in a steam power plant by reconfiguring the heat exchanger arrangements according to the type of steam power plant (single, dual, or triple).
Bejan 18 performed a thermodynamic analysis based on the minimization of entropy generation. The study focused on the optimal design and operation of an HRSG to produce saturated steam for a combined gas–steam power cycle. They showed that an optimal saturation temperature exists for the least irreversible operation of an existing HRSG with a specified exhaust gas from the gas turbine of the topping cycle. In addition, operating the HRSG at the maximum load reduces entropy generation. Bejan has again shown that the optimal thermal system is the least irreversible system a designer can afford. The steam generator should run at maximum capacity for the available exhaust gas (mass flow rate and specific heat). Stecco and Desideri performed a thermodynamic analysis for the design of the HRSG. Unfortunately, they did not provide information on the practical constraints to be considered and their implications. In recent years, Sergio recognized that using a binary mixture as a working fluid in bottoming cycles (steam turbine cycles) improved the combined cycle efficiency. 19 These two studies provided general criteria for designing a heat recovery boiler for a binary mixture by showing the influence of different dimensional parameters on the heating surface and the pressure drop on both the cold and the hot sides. The heat transfer coefficients and pressure drops on the hot side were computed using correlations from the literature. However, a small number of studies dealt with components of plants using fluids other than water, and in particular binary mixtures. Recently, another study 20 was conducted to overcome the shortage of pure fluids with constant phase change temperatures. Zeotropic mixtures were used to construct an organic Rankine cycle system for waste heat recovery of exhaust gases from boilers in coal-fired power plants. Thermodynamic models were created with and without the internal heat exchangers.
Referring to a previous study, Seyedan et al. 14 attempted to increase the overall heat transfer by varying the dimensions of the tubes inside the HRSG or by changing the material of the tubes to minimize construction costs. In the best case, they succeeded in reducing the overall size of the HRSG by 2%. No attention was paid to the potential force of a heat exchanger (temperature difference between the two fluids ΔT). The standard equipment consists of a combined power plant, an air compressor, a gas turbine, a steam turbine, and different pumps and valves in varying sizes. A waste heat recovery steam generator (WHRSG) is usually the only key component designed and built for each plant. Several studies have been conducted to improve the efficiency of conventional boilers. However, none of the previous studies have investigated the basic operation of boilers. Few studies considered water spraying on heat exchangers. Vende et al. 21 developed water spraying for an embedded air conditioning application equipped with atomizers. The authors revealed that heat transfer enhancement is higher at low heat exchanger surface temperature as the steady-state condition was reached approximately after the same time as heat transfer enhancement. Prabakaran et al. 22 proposed a novel low-pressure-aided spray cooling system for the first time. The spray cooling performance was influenced by air velocity, temperature, and spray flow rate. Lee and Kim 23 performed a chain-block structure analysis method for heat recovery boilers using water sprayed into the inlet air stream. This method was validated and the boiler system was investigated practically. The efficiency was expected to achieve up to 95% with reduced NOX emission. To reduce the cost of generating power, Taner24–26 developed sugar production processes based on the data provided by a real plant. Based on their analysis, the unit cost for the turbine power plant is determined to be 3.142 $ / kW, and the payback period was calculated as 4.32 years.
This study aimed to design a boiler founded on an innovative boiler operation concept. The proposed novel boiler design is predicated on a sprayed water boiler (SWB). SWB may supplant conventional boilers. The SWB is intended to model a new design based on spraying water through injectors at a specific spray rate in an almost atomized form over tubes containing hot gases. The same input data is provided for both proposed boilers (SWB and conventional) to compare the time required, the size of each type, and the pressure drop on the hot gas side for each boiler to produce the same quantity and quality of steam. A computer program was developed to determine the boiler size and the drop in the exhaust gas pressure of each boiler. The authors hold the view that the complete realization of the SWB concept’s potential for steam generation has not yet transpired. Consequently, our investigation could be considered a significant contribution.
Principle of operation
Conventional boiler
The operating principle of a conventional boiler is shown in Figure 1. As with a fire-tube heat exchanger, a certain amount of water surrounds the hot tubes. The boiler is equipped with a drum to trap the evaporated water. Irrespective of the type of fluid flowing in the heat exchanger, the temperature of the hot gases decreases during the transition period when the heat is transferred to the water, whereas the water temperature increases. This leads to a reduction in the temperature difference between the two fluids and, consequently, a reduction in the heat transfer rate. Therefore, a longer time was needed to reach the steady state. During the steady-state condition, the water temperature was kept constant and corresponded to the saturation temperature of the water at the desired pressure (Tsat). The operation of the boilers can be explained as follows: heat transfer takes place in the heat exchanger of the boilers when there is a temperature difference between the two fluids (normally hot gas and water). This heat is directly proportional to the logarithmic mean average (log-mean) temperature difference between two fluids (

Schematic representation of a conventional boiler and temperature difference.
Sprayed water boiler
The operating principle of the SWB is quite simple. Hot gas passes through tubes (fire tubes) at a relatively high temperature. The water does not surround the tubes as in the conventional boiler but is sprayed over the hot tubes in an almost atomized form, as shown in Figure 2(a) and (b). The water was sprayed by injectors at a specific spray rate. This spray rate must be controlled to suit the heat transfer rate to convert the fine spray into superheated steam. The water temperature was always the same as the water temperature after injection. This temperature is much lower than that of a conventional boiler, which corresponds to the saturation temperature at boiler pressure. This means that the temperature difference between the hot gases and the water is higher in the case of the SWB than in a conventional boiler. Figure 2(b) shows a schematic and T-S diagram of the pumping and injection processes of the SWB. It is imperative to determine how to obtain the temperature of the water sprayed over the hot tubes, which is needed to calculate the log-mean temperature difference between the hot gases and the water in the SWB. It is assumed that compression takes place at a constant entropy (isentropic process), and injection at constant enthalpy (throttling process). At a boiler pressure of 100 bar, the saturation temperature of water is 311.06oC (in the case of a conventional boiler), while the water temperature in the case of the SWB is 100°C, after injection. This applies for a boiler pressure of 100 bar (P2), an end process pressure (P1) of 1 bar (which corresponds to the inlet pressure of the pump), and a pressure at the injector of 1 bar (P3 = 101 bar). According to the principle of operation, fine particles of water are sprayed over hot tubes and all particles of water are forced to get in touch with hot tubes. The thermal resistance to heat transfer is reduced, which leads to the enhancement of the heat transfer rate. Additionally, the driving force for heat transfer will increase (temperature difference between two fluids).

(a) SWB principle of operation and temperature difference (b) T-S diagram for the injection process (2–3) of the SWB.
At an end-process pressure of 1 bar, the saturation tables of Ref. 27 were used to determine that the entropy (S1) is 1.3026 kJ/kg. k. To obtain the properties of the compressed liquid after compression by the pump at P3, because the pressure is 101 bar and the entropy at point 3 is equal to the entropy at point 1 (isentropic compression), the enthalpy at point 3 (h3) was found to be 426.6 KJ/Kg using the compressed liquid tables from Ref. 22 Finally, at point 2, the pressure (P2) is 100 bar, the enthalpy is 426.6 KJ/Kg and the properties of water can be determined using Moran’s compressed liquid tables. It is found that the temperature of the water after injection (T2) is equal to 100°C. This means that more heat can be extracted from hot gases with the SWB, and the size of the SWB required to extract the same heat from hot gases is less than that of a conventional boiler. The water does not boil as in a conventional boiler. Based on this concept, the heat transfer parameters between gas and water were determined and compared with those of the conventional boiler.
Mathematical modeling
Heat transfer calculations
In heat exchangers, heat transfer occurs when there is a temperature difference between two fluids (usually hot gas and water). In this study, the LMTD method was used to analyze the heat transfer in the heat exchanger, as it is the most commonly used method for such analysis and is described in the Tubular Exchanger Manufacturers Association (TEMA) standards and other well-known industry references. The heat is directly proportional to the log-mean temperature difference between two fluids (

Where U can be calculated as a function of the following terms: U = f (hg, hw, k, do, di), where hg is the heat transfer coefficient of the hot gas side (W/m2. k) and hw is the heat transfer coefficient of the water side (W/m2. k), where k is the thermal conductivity of the tube material (W/m. k); di and do are the inner and outer diameters of the tubes (m), respectively; and F is the correction factor.

The heat transfer coefficient (

This can be observed from the fluid properties at any given temperature. The Nusselt number (Nu) was calculated using the Gnielinki correlation:

The ranges of validity for this equation are: L/di ≥ 10; 0.5 < Pr < 106 and 2300 < Re < 5 × 106. The ReD can be expressed as follows:

Where
However, the heat transfer coefficient for a confined flow over the tubes is given by

Where k is the thermal conductivity of the fluid in (W/m. k). Nusselt number (Nu) can be calculated using the Churchill–Bernstein correlation 16 :

Its range of validity is also:

According to the operating principle of the SWB, the log-mean temperature difference (ΔTlm) is calculated as follows with reference to Figure 2(a): ΔTlm = (ΔT1-ΔT2)/ln (ΔT1/ΔT2), where, ΔT1 = (Tgi-Tw) and ΔT2 = (Tgo-Tw), Tgi is the gas temperature at the inlet to the boiler (k), Tgo is the gas temperature at the exit of the boiler (k) and Tw is the water temperature after expansion by the injectors from 2 to 3 (k). The properties of the hot gases can be observed from their average hot gas temperature, Tgav = (Tgi + Tgo)/2. The log-mean of the temperature difference was higher when the SWB was used, as the water was sprayed directly from the source over the hot tubes during the transient and steady-state periods. The temperature of the water used to calculate the heat transfer rate, is constant and corresponds to T (P3, h3) after expansion, as shown in Figure 3

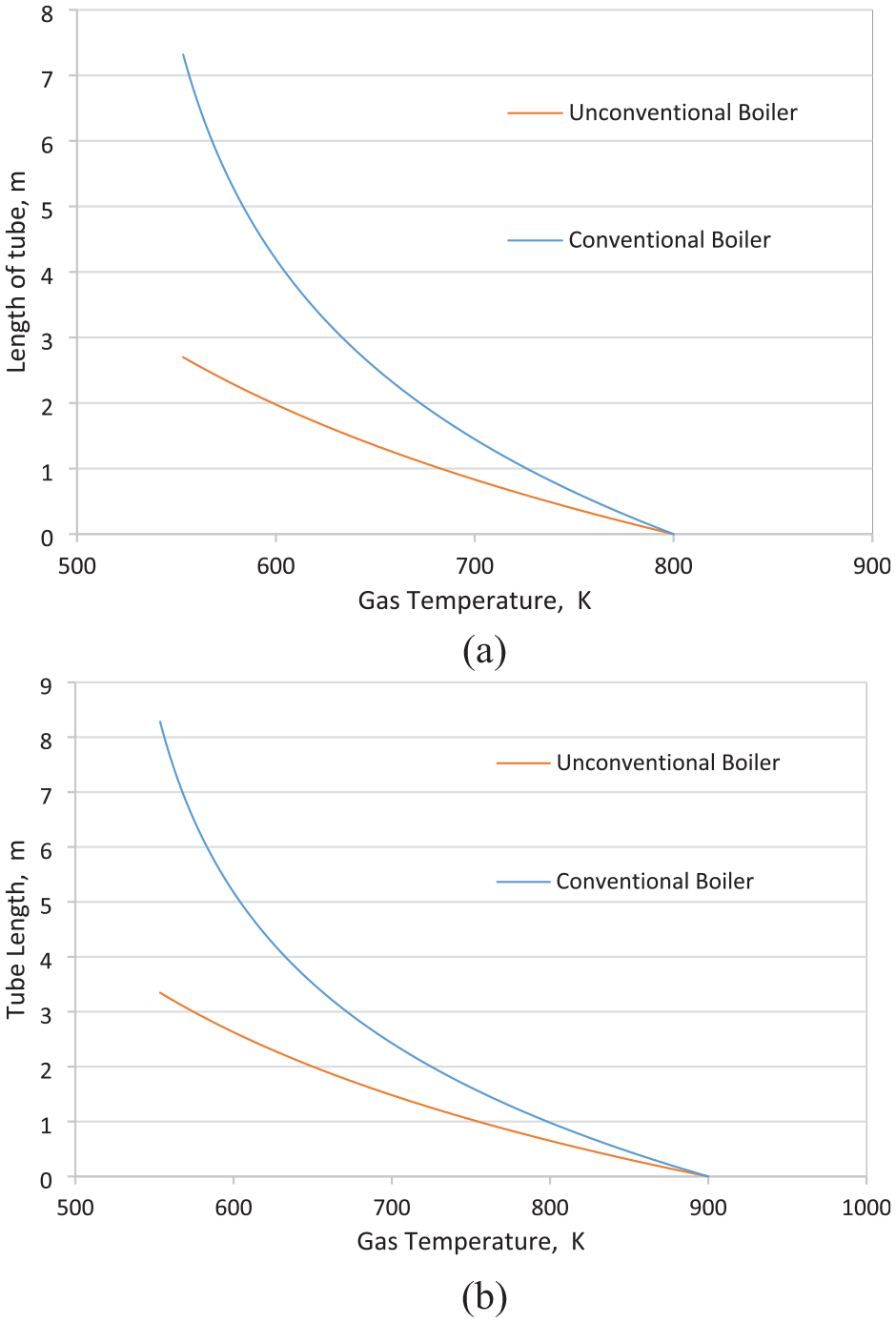
Comparison in size between two boilers at exhaust gas temperature equal to (a) 800 K (b) 900 K.
In the case of the conventional boiler, equation (9) is also used here and in accordance with Fig. 1, ΔTlm = (ΔT1-ΔT2)/ln (ΔT1/ΔT2), where, ΔT1 = (Tgi-Tsat), ΔT2 = (Tgo-Tsat), Tgi-is gas temperature at the inlet to the boiler (k), Tgo is gas temperature at the exit of the boiler (k) and Tsat is saturation temperature of the steam at P3 (k).
Starting time calculations
Referring to Figure 1, the conventional boiler was filled with compressed liquid water during its operation. The quantity (mass) of water (kg) to be evaporated in a conventional boiler (MCB) during the transient period was calculated using the following equation:

where

where

The density of the saturated water vapor at the desired steam pressure was

The start-up time of the conventional boiler (T

For example, if the boiler pressure is 40 bar, according to the tables for saturated water by,
27
it is found that
Pressure drop calculations
The friction factor for the smooth tubes was calculated using the following equation recommended by 28 :

The pressure drop inside the tube (ΔP) is given as follows:
(ΔP) loss = (ΔP) friction + (ΔP) turning
The frictional pressure drop is calculated using the Darcy equation:

Results and discussion
The input data for the SWB and conventional boilers to produce the same quantity and quality of steam were selected to match those given in Table 1. The end process pressure was assumed to be in the range of (0.2–1) bar as most of the boilers worldwide operate in this range either for heating purposes or for power generation. It is worth mentioning here that the limitations of this study are the same as the design of the conventional boilers (metallurgical limits and hot gases temperature must be greater than the dew point of water at exit of boiler to prevent the formation of liquid water). A computer program was developed using LabVIEW software package to determine the main parameters affecting boiler performance. The time required to reach the steady state, the size of each boiler type, and the pressure drop on the hot-gas side were determined. All calculated parameters are discussed in the following sections. The results of the computer program were validated by comparing results from a previous study by Kalyan and Deshpande, 29 where the tube inside diameter was taken to be 32 mms, inlet gas temperature as 1125 k, and saturation water temperature is 450 k, this comparison is shown in Table 2:
Input data used in the study.

Validation results with Kalyan and Deshpande study. 29

Boiler size
The motivation for this study was to minimize the size of a conventional boiler while maintaining its performance. Figure 3(a) and (b) show a comparison between the SWB and the conventional boiler at inlet exhaust gas temperatures of 800 and 900 K. This figure shows the variation in the length of the required tube, which represents the boiler size, with the variation of the gas temperature from the inlet temperature to the preferred outlet temperature (550 K). Figure 3(a) shows that the size of the SWB must be reduced to 37% of the conventional size in order to achieve an exhaust gas temperature of 550 K at an inlet temperature of 800 K. Figure 3(b) shows that the reduction in the boiler size reached almost 40% of the conventional size. As the inlet temperature increased, the tube length increased. When the outlet temperature was lowered to less than 600 K, the curve of the conventional boiler increased dramatically, and differed from the curve of the flash boiler. It can be concluded that the required size of the SWB must be approximately one-third of the size of the conventional boiler to produce the same steam quantity and quality.
In contrast, Figure 4 shows that with a boiler pressure of 40 bar and an end process pressure of 0.6 bar, that if the same tube length is used for both boilers, the required water temperature of the SWB is 359 K and that of the conventional boiler is 523 K. This results in a temperature difference between the two fluids (hot gas and water) in the case of the conventional boiler and SWB. It is evident from the figure that the temperature difference is much higher when using the SWB. This again confirms the reduction in boiler size. The vertical lines represent the minimum temperatures that can be reached by the hot gases during the operation of each boiler. It is clear that this temperature is higher in the case of the SWB, which indicates higher thermal efficiency.

Temperature difference for conventional boilers and SWBs.
Pressure drop
The pressure drops of the hot gases across the boiler are shown in Figure 5(a) and (b) for inlet exhaust gas temperatures of 800 K and 900 K. At an inlet gas temperature of 800 K and an outlet gas temperature of 550 K, the pressure drop for the conventional boiler is almost 10,000 Pa, while for the SWB is less than 4,000 Pa, which is 40% of the conventional boiler and a reduction of 2.5 times. At an inlet temperature of 900 K, the pressure drop for the SWB was approximately 42% of the conventional boiler. The curve also increased dramatically for the conventional boiler when the outlet temperature fell below 600 K. This is very useful if one is using a combined power and power (CPP) plant as the pressure drop affects the performance of the gas turbine plant.

Gas temperature across the boiler versus pressure drop at (a) exhaust gas temperature equal to 800 K (b) exhaust gas temperature equal to 900 K.
Starting time
The starting time of the boiler is the time required to reach a steady state (i.e. to obtain the desired steam quality and quantity). As shown in the calculation, the starting time depends on the size of the boiler and the fluid density. The results show that the SWB time (at 40 bar) is 1/120 of the time of the conventional boiler, as shown in the calculations (equation (13)). In the case of the SWB, the vapor density at the desired pressure was used because the volume of the boiler was occupied by vapor only, whereas in the case of the conventional boiler it was occupied by liquid. In terms of the time required to generate the desired steam, it is evident from the results that the same heat can be extracted from hot gases with an SWB that is only one-third the size of the conventional boiler. Because of the same mass flow rate,
Effect of the inlet gas temperature on the size of the boiler
The effect of the inlet gas temperature on boiler size was compared between the two boilers. Three inlet gas temperatures were selected: 700, 800, and 900 K. The inlet gas temperature was varied at a constant boiler pressure of 100 bar. The effects of varying these temperatures on the two boilers are discussed below.
a.
b.

Effect of inlet gas temperature on size at boiler pressure of 10 bars for (a) conventional boiler (b) SWB.
Effect of the inlet gas temperature on efficiency ratio of boilers (ηSWB/ηCB)
The efficiency ratio between the two boilers (

Efficiency ratio of SWB to conventional boiler at (a) different TGi (b) different boiler pressure.
Effect of the boiler pressure on efficiency ratio of boilers (ηSWB/ηCB)
The boiler efficiency was determined as the heat extracted by the boiler from an existing heat source divided by the heat available from the heat source. This calculation is based on the size of the boiler as the size of the boiler increases with increasing heat extraction. Our study involved a comparison of two boiler varieties that were identical in size, using the subsequent framework: SWB efficiency equals the heat extracted by SWB from a given heat source divided by the heat source itself. Efficiency of the conventional boiler equals heat extracted divided by the amount of heat source available. Therefore, heat extracted by the SWB divided by heat extracted by the conventional boiler equals the efficiency of the SWB divided by the efficiency of the conventional boiler. The process of determining the heat extracted by each boiler was as detailed in Section 3.1. Figure 7(b), shows that the efficiency ratio of boilers
Effect of boiler pressure on the two boilers
The final point to be discussed here is the effect of boiler pressure on boiler size and efficiency. Three inlet gas temperatures were selected for the boiler pressure: 700, 800, and 900 K. The reason for this was to determine the effect of the boiler pressure when varying the inlet temperature. Both boilers are discussed below.
a.
b.

Effect of boiler pressure on the size of (a) a conventional boiler (b) an SWB.
Conclusion
This study was conducted to find an alternative concept for boiler operation to conventional operation. The novelty of this study lies in the development of a novel concept based on spraying water through injectors at a specific spray rate in a near-atomized form over tubes containing hot gases. This was done to achieve a high temperature difference between the two fluids and to be able to reduce the area and size of the boiler. Parametric and comparative studies were conducted to determine the performance of the new concept and compare it with the conventional boiler. The following conclusions can be drawn from the results of the theoretical study. The size of the SWB was much smaller than that of the conventional boiler. It can be stated that the size of the SWB is almost one-third of the size of the conventional boiler while the other parameters are maintained under the same conditions. Therefore, the price will be reduced to almost one-third of the current price. In addition, the time required to produce the same steam properties was shorter when using the SWB. Consequently, the amount of fuel consumed during the transient period decreases. Finally, the hot gas pressure drop is reduced to less than 40% of the conventional boiler as the boiler is smaller. This is very important for combining power and power plants (gas and steam turbines) because the pressure drop of the hot gases affects the output power of the gas turbine. In addition, the temperature at the boiler exit could be reduced to a low value with an acceptable boiler size. To investigate the subject thoroughly, the method of research will continue as a series of research articles to cover all aspect regarding the design and manufacturing SWB, as an example the selection of water sprayers that cover the heat transfer area. This results obtained from this study can be utilized in other branches of science and technology such as cooling solar panels to enhance their performance or manufacturing ice.
While the theoretical investigation suggests that an advanced SWB is possible, more practical and experimental research is required to provide. Therefore, an experimental test should be conducted to fill the gaps in the theoretical design. Future studies should focus on designing the right injectors with appropriate specifications to control water spraying. In addition, the contact area between the sprayed water and the tube surface must be investigated to ensure that the water droplets have a sufficient contact region with the tube surface. In addition, the collection of the vaporized water must be designed to avoid saturation and determine the optimal pathway for its intended function, be it power generation or heating.
Footnotes
Acknowledgements
The authors would like to express their sincere appreciation to Rabdan Academy for their financial support to publish this work. The idea of this work is to study theoretically the principle of operation of new design of boilers in addition to the benefits in comparison with conventional boilers.
Handling Editor: Aarthy Esakkiappan
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.