
Abstract
Carbon fiber reinforced cement-based composite material (CFRC) is a novel type of composite material that involves the incorporation of carbon fibers into ordinary concrete. This addition effectively enhances the tensile strength, deformation performance, and dynamic load resistance of reinforced concrete structures. Consequently, CFRC has found increasing applications in the construction industry. The objective of this research is to investigate the wear mechanisms of diamond tools during the sawing process of CFRC and offer guidance on cost reduction through the optimization of processing parameters. The wear analysis of diamond segments can be divided into two categories: matrix wear and diamond particle wear. The diamond particles can exist in different states, and the formation of voids resulting from the detachment of diamond particles is considered as a reference point. The analysis reveals that abrasive wear is the main mechanisms of matrix wear in CFRC sawing. The wear resistance is strongly influenced by the proportion of diamond particles in favorable states, which is determined by the applied loads and operating parameters. The proportion of diamond particles exhibits a clear variation with adjustments made to the feeding speed. Notably, an increase in feeding rate results in a significant decrease in the percentage of blunt particles, reducing it from 28% to 6%. To achieve a lower wear rate, a predictive model was established using Design Expert software based on the experimental results. The model demonstrated that a wear rate as low as 268.5 mm/m2 can be achieved with a flywheel speed of 78 r/min and a feeding speed of 90 mm/h. The optimization process, aimed at minimizing wear rate, was successfully carried out without compromising productivity.
Introduction
Carbon fiber reinforced cement-based composites (CFRC) represent a novel class of composite materials, consisting of cement paste, mortar, or concrete as the base material and carbon fibers as the reinforcing agent.1,2 The incorporation of carbon fibers provides several advantageous properties to the concrete matrix, including enhanced crack inhibition, improved tensile strength, increased impact resistance, and enhanced seismic capacity. Additionally, CFRC offers the potential for reducing the weight of building components, such as partition walls, compared to conventional concrete. Partition walls made from CFRC can have thicknesses 1/2 to 1/3 thinner while reducing weight by 1/2 to 1/3.3–5 The distribution of carbon fiber materials and concrete raw materials within CFRC composites is achieved through methods like vibration and centrifugal casting, ensuring a homogeneous mixture. Subsequently, the mixture is shaped into boards using processes involving sawing, grinding, and polishing. However, it is crucial to consider the specific requirements of construction projects, particularly concerning the thickness, surface characteristics, and structural design of CFRC components. 6 These factors significantly influence the performance of CFRC and must align with moderate thickness, lightweight, good surface quality, mechanical strength, and structural stability criteria. Consequently, the sawing process becomes essential for processing CFRC components. It not only impacts the cost and efficiency of the overall procedure but also affects the subsequent grinding and polishing processes in terms of both efficiency and quality.
Diamond tools, commonly used in the process known as “sawing,” are typically utilized in the form of segments or beads, which are mounted on metal components and then sintered or brazed with diamond particles.7,8 As these diamond tools come into contact with hard, brittle materials such as carbon fiber reinforced cement-based composites, cracks start to develop, leading to the removal of the material in the form of swarf. Simultaneously, the diamond tools themselves undergo various forms of failure during the processing operation. The wear and consumption of these diamond tools, which directly impact the processing cost, serve as crucial indicators for evaluating the equipment’s performance.
Numerous investigations have been carried out to explore the mechanisms of wear in diamond tools and optimize their performance. Konstanty and Tyrala 9 compared the wear characteristics of diamond particles and their impact on diamond tools in various sawing equipment. Zhao and Duan 10 introduced the effects of diamond retention capacity of matrix on diamond segment wear, summarized methods to improve diamond retention capacity. Tönshoff et al. 11 described the formation of swarf and the properties of contacting between stone and diamond segments, further dividing segment wear into matrix wear and diamond wear. Aydin et al. 12 investigated the effects of operating parameters on diamond segments, found that the most important factors were peripheral speed of circular saw and the physical properties of workpiece. Turchetta 13 established models to predict diamond segment wear, sawing force and energy. Huang and Xu 14 ensured the superior performance of brazed diamond wire in the comparison with sintered diamond wire. Zhang et al. 15 compared wear mechanisms of diamond segments in a traditional frame saw and an eccentric frame saw, confirmed that tails formed behind diamond particles on the segment can provide a stronger holding strength. Similarly, extensive studies have been conducted on related area like wear characteristics of the cutting tool,16–20 sawability,21,22 and sawing performance.23,24
Existed literatures have proved the complexity of wear mechanism of diamond tools. Except for randomness in the brittle material processing, varies of factors can make impacts on diamond tools wear. Totally, the wear rate of diamond tools was required to fit with the hardness of workpiece. 25 To keep the balance between sawing performance and wear rate, the selection of operation parameters as one of the few controllable factors is always a vital problem. Meanwhile, operating parameters determined the productivities and the consumption of diamond tools, its economic effects are nonnegligible.
This study aims to offer guidance and assistance in reducing the cost of diamond tools by investigating wear mechanisms and optimizing processing parameters in the CFRC sawing process. Experimental investigations were conducted using a frame saw, and subsequent analyses were carried out to determine the principles for parameter selection. The wear of diamond segments was examined from both macro and micro perspectives using scanning electron microscopy and a three-dimensional imaging system. Variation analysis was employed to establish a predictive model, and optimization was performed through the use of Design Expert.
Experimental procedures
Experiment set up
The experiments were conducted on a diamond frame saw which is usually used in the production of slabs, produced by Rizhao Hein saw industry co, LTD. The prototype of the frame saw is shown in Figure 1.

The prototype of the frame saw.
The sawing was taken by a set of sawblades set up on a giant saw frame which is motivated by motor via crank and connecting rod. Meanwhile, the CFRC workpiece is lifted by the feeding mechanism. Diamond segments made by powder metallurgy which are main undertakers of sawing are welded on the sawblades. Information of the diamond frame saw is shown in Table 1.
Information of the diamond frame saw.

Details in experiment
The length of the carbon fibers used is generally 2–5 mm, and the diameter is in the range of 7–20 μm, while the tensile strength ranges between 0.5 and 0.8 Gpa. The test specimens were prepared using the wet mixing method. The specimen production process begins by weighing 60% of the total water required to prepare concrete (at a temperature of approximately 20°C). Sodium carboxymethyl cellulose is then added to the water and mixed slowly until it fully dissolves. Once the dispersant is dissolved, carbon fiber filaments and defoamers are added, after which the mixture is stirred slowly until the carbon fibers achieve a uniform dispersion state. The next step involves pre-mixing the weighed cement, sand, fly ash, water, and water reducer in a mixer for 1 min. Subsequently, the dispersed carbon fiber solution is gradually added to the mixing pot and stirred for 3 min. The addition of the water-reducing agent aims to adjust the fluidity of carbon fiber reinforced concrete, so the appropriate amount should be added based on the mixing condition and concrete mix proportion. The preparation process of the carbon fiber reinforced concrete (CFRC) workpiece is depicted in Figure 2.
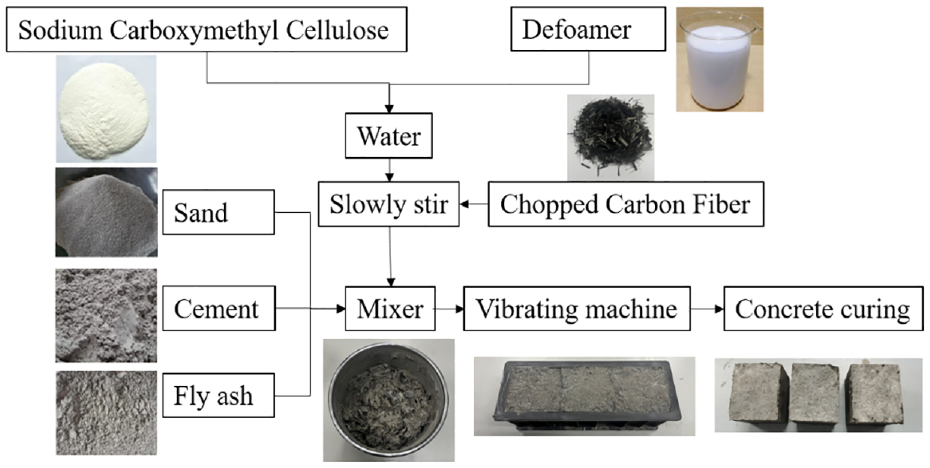
The reparation process of CFRC.
The sawblade is made of 75Cr1 and the size is 4100 mm (length) × 150 mm (height) × 3.5 mm (thickness). A total of 80 sawblades were used in the experiment and each sawblade has 25 diamond segments welded. The detailed information of diamond segments in the experiment was shown in following Table 2.
Information of diamond segments used in the experiment.

The sawing was composed by the reciprocating motion of saw frame and the feeding of the workpiece, thus the operation of diamond frame saw was conducted via flywheel speed and the feeding speed. To increase the reliability of the experiments, parameters in this experiment are selected from industrial production to simulate actual sawing. Flywheel speed and feeding speed were chosen form four level and combined randomly. The experiments were spaced distantly to ensure a complete independence from each other. Total 16 experiments were conducted, parameters of each experiment were shown in Table 3.
Parameters used in the experiment.

A wide range of technical tools, such as scanning electron microscope (SEM), energy-dispersive X-ray spectroscopy (EDS), electron backscatter diffraction (EBSD), transmission electron microscopy (TEM), and X-ray diffraction (XRD), are extensively employed for the microstructural characterization of metallic materials (e.g. titanium alloys, high-temperature alloys, aluminum alloys) as well as hard and brittle materials (e.g. SiC, ceramics, stone).26–29 These tools serve as essential resources for investigating the wear characterization methods of diamond tools in this study. During the sawing process, the diamond segments used in the experiment were subjected to measurement and observation using a digital vernier caliper and a scanning electron microscope (ZEISS EVO 18) to explore the wear mechanism of the diamond segments and provide a basis for optimization. In order to acquire more detailed information regarding the wear morphologies, a three-dimensional imaging system was incorporated in the experiment. A total of 100 segments were measured and observed during the investigation. The counting and measurement processes were repeated three times, and the average values were calculated to ensure the accuracy of the statistical results.
Results and discussion
Diamond segments are consisted of metal powder and diamond particles. In the sawing, diamond particles will be damaged and fall, and matrix will be consumed to expose more functional diamond particles. This process will be continued until the segment were wear up. Thus the wear mechanisms of diamond segments need to be investigated from the matrix and diamond particles.
Wear characteristics of diamond segments
The wear of matrix
In a macro-perspective, the wear of diamond segments corresponds to the loss of matrix height. The wear resistance of diamond segments is significantly affected by the performance and properties of the matrix. Generally, matrix wear is caused by abrasive, impact, erosion, and fatigue. 30 The abrasive wear of the matrix is closely related to the condition of diamond particles. Abrasive tracks are more frequently observed near blunt particles or holes left by diamond particles. Due to the lack of functional particles, these areas are susceptible to scratching by the CFRC workpiece, as shown in Figure 3.

Abrasive wear of matrix.
Erosion occurs around diamond particles, primarily due to the combination of cooling liquids and swarf. 31 Unlike other diamond tools, the matrix of the frame saw has few cracks caused by impact forces because of its continuous sawing motion.
Fatigue wear, which occurs at both ends of diamond particles, has a detrimental effect on the matrix. In contrast to circular saws or wire saws, the reciprocating motion in the frame saw prevents the formation of tails behind diamond particles. Consequently, the diamond particles in frame saws are prone to falling off without the support of tails. Moreover, the presence of more holes leads to more severe abrasive wear caused by the CFRC workpiece. This is one of the reasons why the working lifespan of diamond segments in diamond frame saws is shorter than that of other diamond tools. The differences can be observed in Figure 4.

Contrast between diamond particles with tails and without tails.
The wear of diamond particles
According to existing literature,31–34 the state of diamond particles can be divided into six types: Fresh, Whole, Micro-fracture, Macro-fracture, Blunt, Fall-out, as shown in Figure 5. The states and proportions of diamond particles, which are determined by loads controlled by operating parameters, are believed to reflect the working conditions in a convincing way.

Different states of diamond particles: (a) fresh, (b) whole, (c) micro-fracture, (d) macro-fracture, (e) blunt, and (f) fall-out.
If the loads are insufficient, only the cutting edge of diamond particles comes into contact with the CFRC workpiece, which is harmful to the sharpness of the diamond particles. This may have a negative impact on sawing forces and the quality of slabs. More matrix will be consumed due to abrasive wear caused by blunt particles, known as the “polish saw” condition. 31 Meanwhile, more power will be consumed as friction increases due to blunt particles. 35 If the loads are appropriate, the diamond particles can develop in an optimal manner, achieving a balance between sawing performance and wear rate. However, if a heavy load is applied, the diamond particles will quickly develop into macro-fracture or fall-out, leading to rapid consumption of the matrix and reduced working life of the diamond segments.
In summary, it is crucial to find proper operating parameters that match the specific diamond segments. Differences in loads can be reflected by the proportion of diamond particles. In this paper, a new method was attempted by applying a three-dimensional imaging system in the experiment.
The surface holes on the matrix are caused by the falling of particles. The depth of these holes is considered to reflect the states of diamond particles before falling. In this experiment, the depth of the holes was measured as a reference to assess the loads acting on the diamond particles, which may contribute to the investigation of proper loads and operating parameters. Based on the six types of diamond particle states mentioned above, the fall-out diamond particles were further categorized into shallow-hole and deep-hole based on their measured depths in the experiment. Different types of holes are shown in Figure 6.

Different holes formed by the falling of diamond particles.
According to diamond segment detection and observation, the proportion of different diamond particles was illustrated in Figure 7 under an experiment with a rotation speed of 70 r/min and different feeding speeds. The proportion of diamond particles shows a clear variation with the adjustment of feeding speed. As the feeding rate increases, there is a noticeable reduction in blunt particles, which decreased from 28% to 6%. At the same time, there is a significant increase in the proportion of macro-fractured and fall-out diamond particles. The other types of well-state diamond particles also increased to varying degrees. Both whole and micro-fracture particles reach their maximum at 80 mm/h. The effects of load and feeding rate on the sharpness of diamond segments have been confirmed. The results indicate that selecting appropriate operating parameters can achieve better states of diamond particles.

Proportion of different diamond particles under 70 r/min and different feeding speed.
The measurement of hole depth did not provide clear results as assumed. As mentioned, the depth was defined as the distance between the surface of the matrix and the bottom of the hole. However, differences caused by unexpected factors such as vibration and machining errors existed in matrices at different positions. Additionally, a deep hole may become shallower due to matrix consumption. Therefore, the depth of holes was considered for reference purposes only in the analysis. It can be confirmed that the depth of holes increases with the increasing feeding rate. However, it should be noted that diamond particles may fall off much earlier when subjected to heavy torque, which could be detrimental to the wear resistance of diamond segments.
The wear rate of diamond segments
According to the wear rate shown in Figure 8, the trend of wear rate variation is consistent with the analysis of diamond particles. The wear resistance of diamond segments increases with the increasing proportion of well-state particles (whole, micro-fracture), and decreases with the increasing proportion of worn diamond particles (blunt, macro-fracture, fall-out).

The wear rate of diamond segments.
Furthermore, the results also confirm the effect of operating parameters on wear rate. In general, the load is related to the feeding rate, which is controlled by parameters. If the feeding rate is insufficient, the applied loads cannot break the CFRC material, resulting in abrasive wear of the matrix and a decrease in the sharpness of diamond particles. Conversely, if the load is too heavy, more diamond particles will be damaged or pulled out, leading to rapid consumption of the matrix. Therefore, it is necessary to optimize the operating parameters to achieve the optimal working condition of diamond segments.
Optimization of operating parameters
To establish principles and provide guidance for selecting operating parameters in production, it is necessary to develop a predictive model for the wear rate of diamond segments and operating parameters. In this study, the flywheel speed and feeding speed were set as variables, and the wear rate of the diamond segment was set as the independent variable. Design Expert and Analysis of Variance (ANOVA) were used to establish the model and perform optimization. The details of the design variables (flywheel speed and feeding speed) are presented in Table 4.
Information of design variables.

Based on the statistical analysis, various models were employed to predict the wear rate based on flywheel speed and feeding speed. Table 5 presents the results, indicating that the quadratic model demonstrates the highest statistical significance in terms of R2 for the prediction analysis.
Different models for the prediction of wear rate.

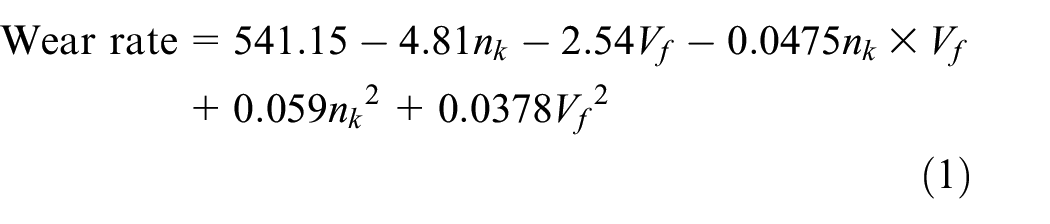
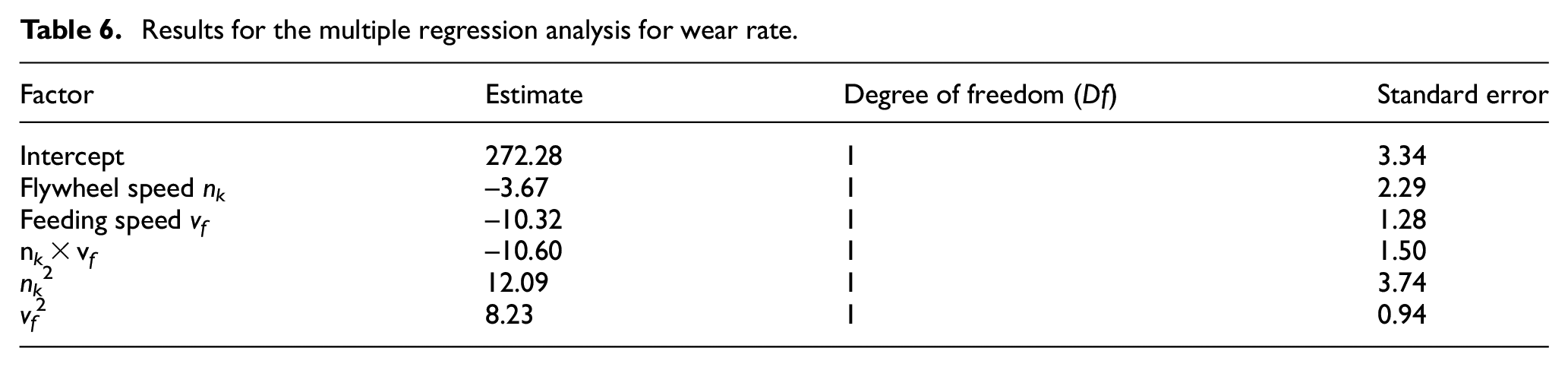
Table 6 displays the multiple regression analysis of the predictive model. The quadratic model was subjected to variance analysis, and the outcomes are presented in Table 7. The coefficients obtained from the analysis in Table 6 confirm that the quadratic model is statistically significant at a 99% confidence level (p = 0.0001 <α = 0.01). The quadratic model for predicting wear rate is expressed as follows:
Results for the multiple regression analysis for wear rate.
ANOVA of the model for wear rate.

To validate the predictive model, a comparison between the predicted wear rate and actual data points was conducted, as shown in Figure 9. The calculation indicates that 94.13% of the variations in the dependent variable can be explained by the independent variables. This confirms that the model (equation 1) can be utilized to predict the wear rate of diamond segments based on operating parameters before commencing operations.

Predicted value and actual points of wear rate.
Following that, optimization was performed using Design Expert. The constraints are outlined in Table 8. The results show that by setting the flywheel speed to 78 r/min and feeding speed to 90 mm/h, the wear rate can be minimized to 268.5 mm/m2, as illustrated in Figure 10. This model and associated analysis will assist in selecting appropriate operating parameters and arranging production, ultimately reducing the wear rate of diamond segments while maintaining sawing performance.
Constrains for the optimization.


The optimization of parameters.
Conclusions and future work
Based on experimental analysis conducted from both macro-perspective and micro-perspective, the wear mechanism of diamond segments was investigated, and principles for selecting operating parameters were identified. A predictive model was developed and operating parameters were optimized accordingly. The following conclusions can be drawn:
(1) The consumption of the diamond segment matrix in the frame saw process was primarily caused by abrasive wear. Alternating loads resulted in the absence of tailings, leading to poorer bonding strength between the matrix and diamond particles. Consequently, the falling of diamond particles caused further abrasive wear of the matrix.
(2) The wear resistance of the diamond segments is influenced by the proportion of different diamond particles. By using a matrix with a higher proportion of functional diamond particles, it is possible to reduce the wear rate without the need for excessive abrasive wear on the matrix.
(3) The condition of the diamond particles is determined by the applied loads and operating parameters. By adjusting the operating parameters, the wear rate of diamond segments in the frame saw process can be minimized. A predictive model for wear rate was established and validated, and subsequent optimization was performed based on this model. The findings from this research can provide guidance for reducing wear rate in production processes.
In summary, this study contributes to the understanding of the wear mechanism in sawing carbon fiber reinforced concrete and provides insights into optimizing operating parameters. However, there is a lack of research investigating the force and temperature during the sawing process, as well as the mechanical performance testing of the prepared parts. Therefore, future research efforts should aim to address these gaps in knowledge. Additionally, it is recommended to explore the preparation of concrete with chopped carbon fibers of varying lengths and properties. Furthermore, the incorporation of other solid waste materials, such as steel slag and sawdust, into concrete can also be investigated.
Footnotes
Handling Editor: Liyuan Sheng
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was funded by the Basic and Applied Basic Research Foundation of Guangdong province [NO.2021A1515110177], the Hubei Provincial Science and Technology Innovation Program [NO.2022BAD053], and the Key Research and Development Project of Rizhao [NO.2021ZDYF010109]. Then the authors are deeply grateful to Hubei Province Huajian Stone CO., LTD. and Rizhao Hein saw industry CO., LTD. for supporting this research by providing the experimental conditions.