
Abstract
Natural fiber composites offer a range of advantages, from biodegradability after the component’s lifespan little to no output of greenhouse gases and reduced pollution. These properties have made natural fiber composites popular in military, automotive, aerospace, and residential spaces. Bamboo Stem Ash Powder (BSAP) is one example of a commonly found natural fiber composite. This research looks into its effect on the physical and mechanical parameters when added to pure aluminum. The 0, 2.5, 5, 7.5, and 10 weight percent of BSAP were added in addition to the secondary reinforcements in the matrix. Parameters such as density, porosity, hardness, compressive strength, X-Ray Diffraction analysis results of BSAP/composite mixture, as well as Thermal Gravimetric Analysis (TGA) findings for the BSAP itself were all studied. The highest values of hardness 239.66 HV and compressive strength 308.32 MPa have been observed with 7.5 weight percent BSAP addition. It can be confirmed that these natural fiber composites can improve standard materials’ behavior when used correctly and can be potential candidates for many engineering applications.
Introduction
Jute and various other natural materials were used as reinforcements in mud composite structures since ancient times. Advancements in composite technology have enabled the use of metal matrix composites (MMCs) to strengthen metals. 1 Their mechanical properties make them popular for automotive, military, aeronautics, and structural domains. Since the 1960s, MMCs have been successfully reinforced with whiskers, continuous fibers, or particles for enhanced durability. 2
The use of composite materials in modern industrial applications is rapidly increasing due to their numerous advantages. Their characteristics include a high strength-to-weight ratio, stiffness-to-weight ratio, fatigue strength and low density, which all result in less fuel consumption and longer service life.3,4 Additionally, they offer good heat resistance and wear resistance with relatively low cost. They are quite commonly used in large-scale projects such as cylinders block liners for engines, car drive shafts, pistons for automobiles and even bicycle frames.5–7
One of the main reasons for developing new materials for automotive and aerospace applications is to reduce the weight of the vehicle and improve fuel efficiency. However, it can also be critical to make vehicles look esthetically pleasing. 8 Composite materials are light, resistant to fatigue, and able to be molded into many different shapes, making them attractive alternatives to traditional metallic materials for these types of uses. By harnessing improved manufacturing processes, design optimization, and better materials overall weight reduction can be achieved.4,9 The effect of particle size on microstructure, mechanical, fractography and wear characteristics was carried out. 10 Also, investigation on microstructural evolution, tensile failure, and fatigue behavior and wear properties of Al2O3 reinforced Al2014 alloy T6 heat treated composites. 11
Manufacturing industries have increasingly adopted natural fiber composites as an alternative to traditional composite materials. The biodegradability and eco-stability of these replacements contribute significantly to their attractiveness. Bamboo fibers, in particular, are beneficial for the reinforcement of composites due to their ecological protection, reusability and recyclability as well as their mechanical qualities.12,13 Of all tropical and subtropical regions that bamboo species grow in around the world, Asia being the notable leader with 65% of global production, Africa has seen increased activity among its native species.14,15 Research into using bamboo from African nations for building materials is gradually being conducted. 16 The detail investigation on review of sustainable and renewable green materials based on plant fiber based on bio-composites was carried out. 17 Also, a critical review on wood-based polymer composites, its processing, properties and prospects was carried out. 18 The investigation on bamboo fiber reinforced concrete composites was carried out and it was found that reinforced bamboo can significantly strengthen the mortar and reduce overall weight of the laminate due to its high strength to weight ratio. 19 The investigation on mechanical characterization of ceramic nano-B4C-Al2618 alloy composite synthesized by semi solid-state processing was carried out. 20
It’s been demonstrated that the structural properties of the lower (larger-diameter) and upper (smaller-diameter) portions of a split bamboo stem, along with sample age and moisture content all significantly influence tin bamboo’s compressive strength.14,21 On an average, bamboo that has low moisture content produces a stronger compressive force than those specimens that have higher levels of moisture.16,22
Figures 1 and 2 depicts contribution of bamboo as a continent and bamboo plant and its cross-sectional microscopic images respectively. Figure 2(a) to (f) shows the cross-section of bamboo and microscopic views of its parts at various cut sections. This research focuses on the effects of BSAP on monolithic aluminum with three secondary reinforcements – MoS2, B4C and Al2O3. This is a unique undertaking since combinations of four (Tetra hybrid) reinforcements are rarely used with aluminum matrices. This study aims to measure the changes in mechanical and physical properties of pure Aluminum caused by the various weight percentages (0, 2.5, 5, 7.5, & 10) of BSAP proportions. There is very little or almost no research work done on Aluminum metal matrix with BSAP and other reinforcements through powder metallurgy production rote.

Contribution of bamboo as a continent. 16

Materials and methodology
Materials
Bamboo ash powder extraction
Bamboo with the age of 2–3 years was cut and dried in sun for about a week. After a week, the bamboo was burnt in open air and the ash (charcoal) was collected and calcined at 800°C (depending on the thermal analysis result of the bamboo) for 2 h. to remove the volatile materials such as carbon, cellulose, lignin and hemicellulose. The calcined bamboo then was crushed using mechanical crushing methods (mortar and pestle) and sieved using a 100-micron sieve.
Materials selection
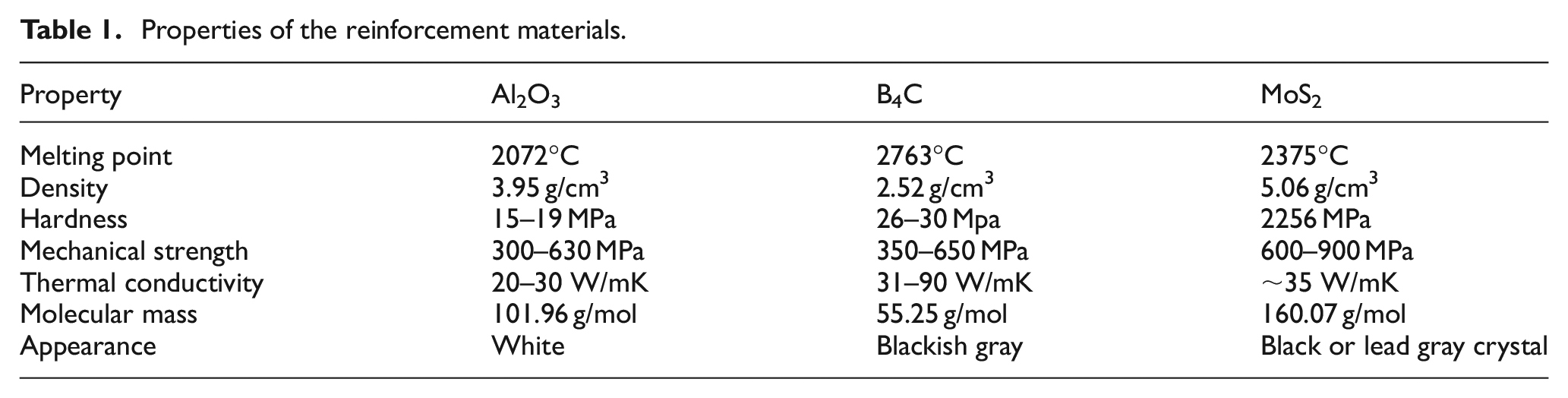
The mechanical and physical properties of the reinforcements Al2O3, B4C and MoS2 of mesh size 200 have been shown in Table 1. Table 2 shows the sample composition design in weight percentages.
Properties of the reinforcement materials.
Sample composition design (a) in weight percent.

Sample preparation
Laboratory grade pure Aluminum powder for matrix, Al2O3, B4C, and MoS2 was procured from the local market. After preparation of the powder, BSAP, and weighing the appropriate amount of the powders, mixing was performed using a High Energy Ball mill for 2 h. After the mixing process, using a 20 mm diameter die and punch, pressing of the milled powder was done at 60 MPa holding for 20 min to ensure the compaction process to yield green compacted samples. The green compacted samples then were sintered at 550oC for 2 h. The necessary characterizations and tests were performed to carry out the physical and mechanical behavior of developed composite material.
The six compacted green pellets through hydraulic press have been shown in Figure 3.

The green sample pellets after compaction.
Methodology
Phase analysis: The XRD characterization of the BSAP powder and the composite were performed using X-Ray Diffracto-meter (XRD) through SHIMADZU Corporation (Japan) Model: XRD-7000 MAXIMA and were analyzed using Origin and Xpert high score plus soft wares.
Density and porosity analysis: Using the Archimedes principle and the ASTM standards, the density of the composites was determined. The specimen was initially discovered as a sintered mass and its dry weight was measured. Thereafter, for a total of 2 h, the specimen was kept in a 70°C temperature of hot water bath to facilitate the pores filled by water. The mass was measured and then weighed to determine its saturation. Finally, a water-filled beaker was used to quantify the suspended mass after the weight of the composite was determined while the specimen was suspended in the water. Using the Archimedes principle, the weight of sintered, wet, and submerged samples were determined.23,24
The density can be found from the formula:

Also, the porosity of the composites can be found from the formula:
Hardness analysis: The hardness test was carried out using micro-Vickers hardness tester (Model: HVS-50 PC), test was carried out at a load of 10 kg and a dwell period of 7 s was maintained to avoid spring back effects, as per ASTM standard E92-17. The sample surface was, given a fine finish by polishing it through series of emery papers of increasing grit 800 up to 2000 before going to hardness test. Vickers hardness of the sintered MMCs was then determined by dividing the applied load to the impressed area. The load was, applied through a diamond pyramid having the face angle of 136° between the opposite faces at the vertex. Hardness test in porous materials associated with a big variation in test results, to minimize uncertainties arising from this variation, at least three tests at random locations were, done on each sample to minimize the effect of the inhomogeneity of the microstructure and to make sure that all phases and features were, covered by indenter. The results were, reported as the average value along with Standard Deviations (STDV).
Compression Strength analysis: Compression testing machine was used in compression tests to analyze the behavior of materials under escalating compressive loads. Compression tests check for material’s reliability, robustness, and integrity. To assess the compression qualities of the material being tested, pressure was applied to a specimen during the test using compression platens or unique instruments installed on a testing machine. Compressive strength of a material is, defined as the ability of the material to withstand compressive loading without failure. Compression test is, done by compressing a standard specimen using a UTM, analyzed as per the ASTM standards such as ASTM E9 with length of 25 mm and 12.7 mm diameter. The effect of the reinforcement composition, compaction pressure and sintering time on the compression test is, done. ASTM E9 testing covers the apparatus, specimens, and procedure for axial-load compression testing of metallic materials at room temperature. The data obtained from a compression test may include the yield strength, the yield point, Young’s modulus, the stress-strain curve, and the compressive strength. Actual Young’s modulus can be expressed as:

where
E is the Young’s modulus (modulus of elasticity)
Results and Discussion
Phase analysis
From the XRD graph of BSAP I Figure 4 after calcined at 800°C, it can be seen that the crystallinity of the powder was increased as it was calcined at elevated temperature. This was due to the crystals which got enough energy to rearrange themselves. The peaks at 26.63 (011), 49.95 (112) belongs to silica in agreement with (JCPDS card No. 85-1780) and the peaks at 12.69 (026) 27.39 (240) (JCPDS card No. 71-0261) belongs to silica including the peaks at 42.76 and 60.45 which belongs to silica (JCPDS card No. 89-3434). 25 This shows that BSAP was rich in silica which is ceramic reinforcement for Aluminum and its alloys.

XRD graph of bamboo stem ash powder.
The X-Ray Diffraction graph of the prepared samples, Figure 5 reveals that the addition of BSAP does not appear to affect the phase of the matrix (aluminum). This is because there is no observed chemical reaction between the matrix and reinforcements. The small peak related to SiO2 at 26.63 degrees is shown for BP-7.5 & 10 samples but not for the previous composites. The reason, why the small peak is not appearing in the other composite (BP-01—BP-5) graphs is due to a comparatively low weight concentration ratio as compared to aluminum levels, which take precedence in XRD tests. But when the concentration of BSAP is increasing, the peak of silica is appearing due to the increased concentration.

XRD graph of the HAMC composites.
Thermal analysis of Bamboo Powder
Thermo-gravimetric analysis (TGA) was used to examine the change in weight of BSAP materials as a function of temperature, whereas differential thermal analysis (DTA) was used to examine the phase shifts of BSAP materials as a function of temperature. The thermal analysis is used to determine the calcination temperature of the powder.
The experiment (Figure 6) reveals that when heated at a rate of 20°C/min, the powder experienced 6.85% mass loss upon reaching 100°C, attributed to external trapped water and moisture evaporation from the powder. At temperature ranging from about 200 to 463°C, organic compounds’ volatilization caused an additional 94.69% in mass loss. During this period, two exothermic peaks were observed due to the breakdown of volatile substances into three primary components – cellulose, hemicellulose and lignin. 25 Moreover, BSAP thermal patterns between 463 and 900°C has small mass loss, about 0.504%, and it is almost stable. 26 This shows that there are thermally stable contents like SiO2, K2O, CaO and others available in the powder. 27

Thermal analysis of bamboo powder.
Density and porosity analysis
Figure 7 reveals that introducing up to 10 wt. % BSAP, reduce the density of the composites lower than pure aluminum, resulting in lighter weights. This is beneficial for aircraft, cars, and ships since it knocks payloads and lowers fuel consumption.
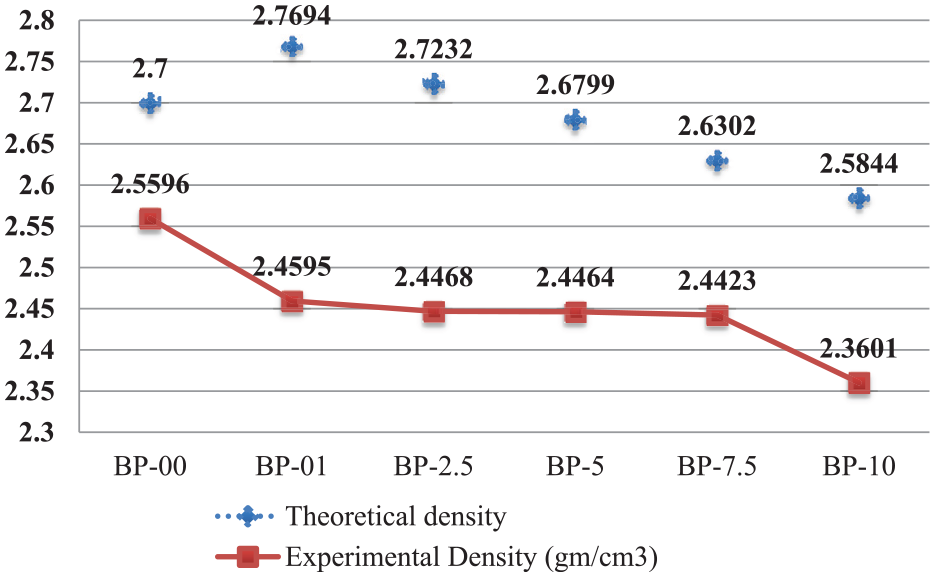
Theoretical and experimental density of the composites.
It is observed from BP-01 (0 wt.% BSAP) that the theoretical density increases due to the addition of higher density reinforcements (Al2O3 & MoS2) which are harder materials. Even the experimental density of it is lower than the density of pure aluminum. BP- 01 has lower value than pure aluminum because of the weight percentage of higher density materials (Al2O3 & MoS2) and percentage of lower density material (B4C) resulting in lower density than pure Aluminum. Porosity is also another factor for the reduction in density. The theoretical density of the composites with the addition of BSAP reduced linearly as the weight percent of BSAP increases. This is due to the reduced density of BSAP. Similarly, the experimental density was reduced as the weight percentage of BSAP was increased. This was due to the addition of lower density reinforcements (BSAP &B4C). Up to the addition of 7.5 wt.% BSAP, the density reduction was slight but on and after 10 wt.% BSAP, the density falls to lower as compared to the other composites. This is due to the porous nature of the plant extract.
In the porosity analysis from Figure 8(a) and (b), the composite with 0 wt.% BSAP (BP-01) has a greater porosity compared to the other composites. BSAP functions as filler and tempering agent when milled using high energy ball milling, which can boost cohesion between particles – leading to lower agglomeration. The samples with 2.5–7.5 wt.% have increased porosities, while 10 wt% causes an abrupt increase in porosity due to air and moisture absorption from the plant extract. 22 In addition, because of high particle size of ash compared to matrix materials, density similarly increases with higher percentages of BSAP resulting in higher hardness of these composites. Figure 9 shows the hardness test interface and test indentation. The measure of porosity is the amount of water absorbed, however this varies greatly depending on the way of immersion, that is, duration and temperature. 25

(a) Porosity of the composites and (b) error graph for Porosity of the composites.

Hardness test interface and test indentation.
Hardness test analysis
The hardness of the composites from Figure 10(a) and (b) reveals that hardness was increased as the composition of the bamboo powder increased up to 7.5 wt.% (BP-7.5) by 4.27 times, or 427.2% as compared to pure Aluminum. The BP-7.5 AMC sample has a maximum hardness value of 239.66 HV. This was due to the addition of BSAP fine particle. These fine particles fill the inter-molecular void and increase the surface area of the composites. As the sintering temperature increased beyond 400°C there was a tendency to form oxide layer on the surface of aluminum matrix composites. The formation of this oxide layer and grain refinement increases the hardness of the composites. 28 The hardness of the composite decreased when 10 wt.% of BSAP was added, and this was due to delamination of the reinforcement (BSAP) because of exceeding the optimum weight that was added in the composite. The micro-hardness of the tetra hybrid composites was raised beyond the composites with single and double reinforcements, which was above that of the matrix metal, through the addition of smaller grain sizes, higher modulus powders, and multiple reinforcements. The expensive and less abundant conventional ceramic reinforcements can be optimized by replacing them with low cost and available materials like BSAP which is important for the development of hybrid aluminum metal matrix composites. This is an important development because agro-industrial solid materials like BSAP, which have low density, lightweight, and easily available, create a clean and safe environment. 29 The use of two or more reinforcing materials in HAMCs allows for the optimization of some features while also potentially lowering costs. 30 The most important hardness influencing factors are volume, size, and kind of reinforcing particles. 31 So, it can be seen that adding BSAP in aluminum matrix composite have a great role for the increment in hardness of the composites with a reduced cost and weight.

(a) Vickers Hardness of the composite and (b) error graph for Vickers Hardness of the composite.
Compression test
As can be seen from the Figure 11(a) and (b), the compressive strength (CS) of the composites, as compared to the pure Aluminum, increase as the weight percentage of BSAP increases. The increase in the CS is due to the addition of the particulate BSAP and the secondary reinforcements. 32 The compression strength has been demonstrated to increase with the usage of hybrid reinforcement. The inter-particulate space between the matrix (Al) and BSAP particles shrunk, which raised the dislocation pack. 27 Since BSAP contain high strength ceramic material which is SiO2, 33 it affects the CS of the composites positively. 27 The maximum compressive strength was found at 7.5 wt.% of BSAP introduced in the hybrid reinforced composite which was 308.32 MPa and this was 2.825 times the pure Aluminum. After the addition of 7.5 wt. % the compressive strength falls down. The reason for the fall down of CS of the composites is due to the fact that as the percentage of the plant extract increase, the inter-particle physical bonding of the composites weakens. So, it can be said that the addition of BSAP on aluminum metal matrix can improve the compressive strength and can be used for components needing high compressive strength like aircraft main frame, engine block, and other structural applications. Figures 12(a) to (e), 13 and 14 depicts the SEM micrographs of Aluminum, B4C, Al2O3, BSAP, MoS2 powders, sintered Aluminum base material and highest percentage reinforcement composite respectively.
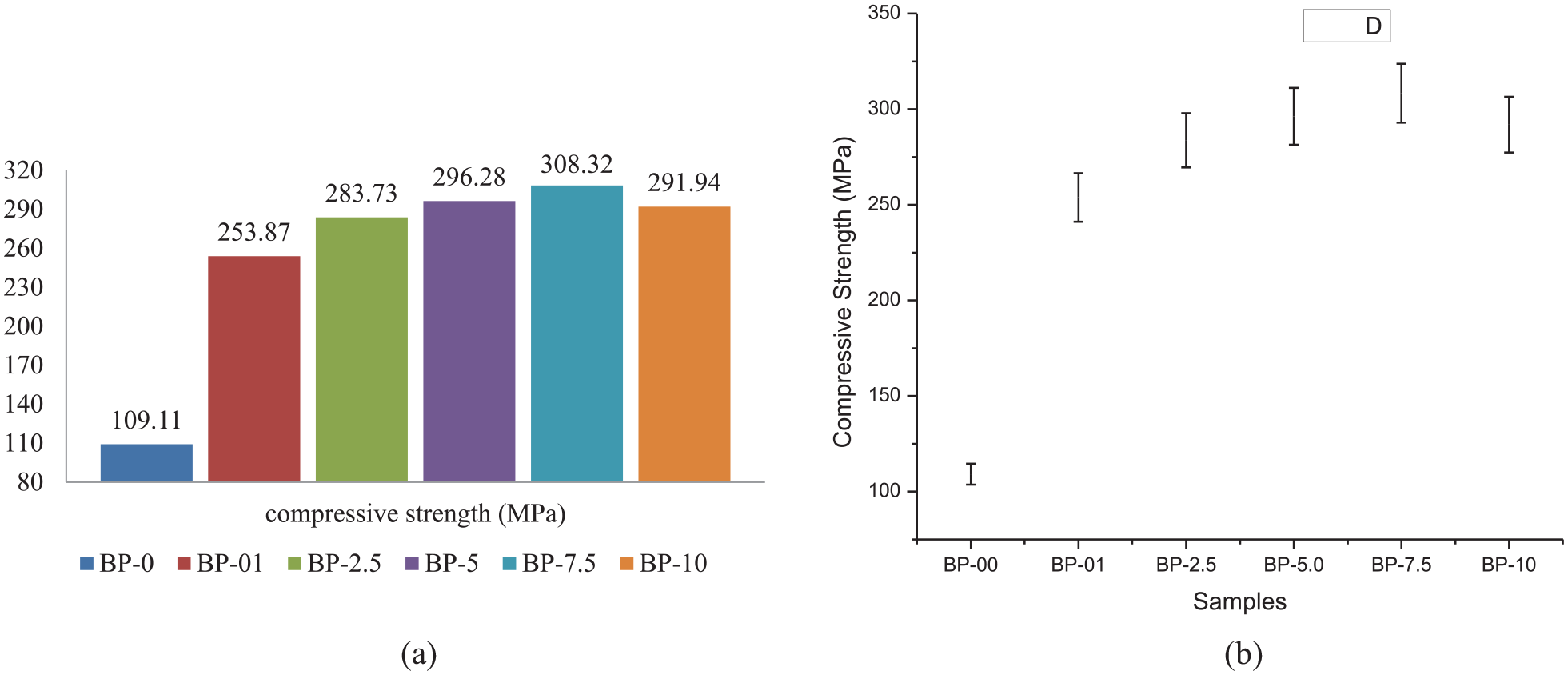
(a) Compressive strength of the composites and pure Aluminum and (b) error graph of Compressive strength of the composites and pure Aluminum.

(a) SEM micrograph of Aluminum powder, (b) SEM micrograph of B4C powder, (c) SEM micrograph of Al2O3 powder, (d) SEM micrograph of BSAP, and (e) SEM micrograph of MoS2 powder.

SEM micrograph of sintered Aluminum base material.

SEM micrograph of highest percentage reinforcement composite.
Conclusions
In this study, the tetra-hybrid reinforced aluminum matrix composites were synthesized via powder metallurgy. The results of the study can be concluded as follows;
From the XRD graph, the major peaks are related to Aluminum due to mass proportion. As the weight percentage of BSAP increase, the silica peaks appear. This shows that the tetra-hybrid composites were effectively synthesized through powder metallurgy process.
The thermal analysis (TGA/DTA) graph showed that BSAP was stable at high temperature and the composite can be used for reinforcing high temperature working components.
Tetra hybrid reinforced Aluminum matrix composite’s density and porosity marginally reduced as the wt.% of BSAP enhanced, while the HAMCs’ hardness and compression strength improved up to 7.5 wt.% of BSAP and subsequently dropped over 7.5 wt.%. Vickers hardness and compressive strength of AS4 were increased over the base material (Al) by 4.27 and 2.82 times, respectively.
Due to the reduced weight of the tetra hybrid reinforced aluminum matrix composite, the developed material can be suitable for the production of automobile and aircraft body, marine components and other light weight needing parts.
By using BSAP, the production cost of components can be reduced by replacing rare ceramic reinforcements and increase the mechanical and physical properties of Aluminum composites thereby maintaining the environment clean and green.
Footnotes
Handling Editor: Chenhui Liang
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.