
Abstract
The aims of this work were to investigate the printability of high-fraction wood and sodium-silicate composites (WSSC) for additive manufacturing and to develop a screw extrusion-based process to demonstrate this approach for building construction applications. A custom additive manufacturing system was fabricated, and mixtures of 40%–60% wood fiber and 60%–40% sodium silicate were printed. The printability of these formulations was determined by observing their viscosity, extrudability, print-bed and layer adhesion, and curing characteristics. Fiber to resin ratios of 45:55 to 50:50 were the most suitable for printing. The printability was also affected by printing temperature and nozzle travel speed. The mechanical properties of printed and cured WSSC, were determined by three-point bending, tensile, and compression testing. Tensile strength, bending strength, and elastic modulus were found to be comparable to those of 3D printed concrete and other wood-plastic composites reported in the literature. The WSSC was successfully printed into a panel indicating promise for use in additive manufacturing.
Introduction
Affordable housing is a reality for only one half of households, 1 and at the same time, buildings are responsible for emitting more than one-third of greenhouse gasses globally. 2 Additive manufacturing (AM), also known as 3D printing, has many advantages over traditional fabrication techniques 3 and can provide solutions to many of the affordability and environmental challenges of housing. 4
Concrete is currently the primary material for AM construction because of its strength, flow characteristics and curing behavior 5 ; however, the use of concrete is problematic for a number reasons. Concrete production produces significant amounts of CO2 6 and is more costly than other bulk construction materials. 7 Concrete is very dense, which causes a significant transportation burden 8 and has a low flexural-to-compressive (F/C) strength ratio of 14%. 9 Despite its shortcomings, the concrete AM housing industry has made significant progress in bringing AM building to reality.
The popularity of using renewable resources such as wood has increased in AM as it can help make it more affordable and reduce the environmental impact of today’s construction practices. 10 Sawmill residues (sawdust and planer shavings) and other sources of natural materials could provide a suitable supply for the construction industry. Over the past 30 years, lumber mills in the United States have produced an average of 143.3 million tons of wood-based product annually. The manufacturing of these products generates 84 million tons of sawmill residues per year. 11 While many examples of using natural material in general AM exist,12–23 using the aforementioned sawmill residues in emerging construction AM techniques has had little scientific study.
The complexity of wood as a heterogeneous lignocellulosic polymer coupled with its hygroscopic nature and dimensional instability makes additive manufacturing of wood-based material more challenging compared to common 3D printing polymers alone.5,24 The predominant challenges associated with the 3D printing of wood-based composites are the flow properties and curing behavior of the fiber-matrix composition. Further, it is desirable in housing applications to use thermosetting polymers for their superior temperature, creep, and fire resistance instead of thermoplastics which are generally inferior in these performance categories. Thermoplastics are also problematic in large-scale construction applications because excess energy is needed to produce and heat large amounts of these materials, and it would be preferable to replace significant amounts of expensive binder/matrix materials with an inexpensive reinforcement phase (fiber or filler). In other words, the higher the volume fraction of filler the better.
Many studies worldwide have focused on the use of additive manufacturing with mineral-bound materials such as concrete for construction.25–32 In 2021, Printed Farms completed the first 3D printed building in Florida, a 71 m 2 storage unit using a COBOD gantry printer. 33 Currently, the world’s largest community of 3D printed concrete homes is being built in Austin, Texas by ICON in collaboration with Lennar construction firm. Henke et al. 34 explored the use of wooden chips and several types of binding agents to define suitable combinations to be used in 3D printing processes with special regard to applications in construction. Henke et al. 35 also aimed to develop a method for additive manufacturing of large scale building elements via extrusion of wood chip concrete. Additive manufacturing using concrete has its drawbacks though. Specifically, its limited recyclability and the fact that it requires significant non-renewable raw materials or non-renewable primary energy. 36 As previously mentioned, replacing concrete with natural materials in construction applications could provide significant environmental benefits. Examples of wood being used as the primary material in additive manufacturing specifically for construction are scarce, however, some studies show promise for using wood as a filler for thermoplastic. 37 The University of Maine 3D printed a bio-based home components using a wood/PLA composite at ratios of 20%–40% wood flour and found that this produces about half the amount of CO2 as a traditional stick-built home. 38 There are other examples of using wood in AM that do not involve thermoplastics. Eversmann et al. 39 used solid wood filament from willow twigs and glue to 3D print large-scale timber components using a robotic arm similar to that of a veneer-based lamination process. Ghanbari-Ghazijahani et al. 40 evaluated the feasibility of printing composite sandwich beam elements with honeycomb cores made from timber and PLA to compare the flexural capacity of conventional beams used in the construction industry. Kromoser et al. 36 combined starch, lignosulfonate, and wood particles into a granulate to 3D print a “Biowall” with variable thicknesses with either a solid or hollow wall structure and performed mechanical, sorption, and fire resistance tests.
The specific process of material deposition 3D printing with high content wood residues combined with thermosets has also not been widely explored. Orji et al. 41 investigated the flow properties and curing behaviors of wood-sodium silicate (SS) mixtures at different compositions (50% wood:50% SS and 60% wood:40% SS) for their rheological suitability for AM. SS is inexpensive to produce and possess excellent physico-chemical and mechanical properties, including high strength, micro- or nano-porosity, negligible shrinkage, thermal stability, high surface hardness, fire, and chemical resistance. 42 The aim of this study was to develop a device and method to 3D print wood-SS composite (WSSC) for construction applications and to evaluate basic mechanical properties of the resulting printed products.
Materials and methods
Screw extrusion system
A screw extrusion system was developed for use with wood composites. The system was powered by a gearmotor capable of providing a torque of 178 Nm and a maximum speed of 40 RPM. A variable frequency drive with 120 V single-phase input and a three-phase 208 V output provided current to the gearmotor. A 35 mm ID cylindrical steel barrel with an internal screw with a compression ratio of 1:1 and length to diameter ratio of 12:1 was used with the screw being affixed to the motor output shaft via an adapter. An externally threaded steel die with a 22 mm inside diameter was bolted to the exit end of the barrel. A ZHYQ N70 pressure transducer was used to measure pressure during extrusion. Material was fed into the barrel via a port and funnel. Friction between the WSSC and the inside of the barrel generated a significant amount of heat, so a cooling system was added to the exterior of the barrel. 41
A 76.2 mm diameter steel pipe was welded over the barrel and fitted with inlet and outlet fittings to function as a counter-flow heat exchanger. An aquarium pump was used to circulate room temperature water from a tank through the exchanger at approximately 272.7 L/h. A schematic representation and photograph of the screw extruder system are presented in Figures 1(a) and (b), respectively.

(a) Schematic representation showing the single screw extruder and (b) photograph of screw extruder system.
Design and fabrication of 3D printer
A 3D printer with a build volume of 950 mm × 650 mm × 600 mm was designed and fabricated for this study. The design consists of a welded steel frame that supports linear screws driven by stepper motors to move the print head. This design used one 750 mm enclosed linear screw for the X-axis, two 1000 mm enclosed linear screws for the Y-axis and two 825 mm non-enclosed linear screws for the Z-axis. Enclosed linear screws limited the amount of dust and debris that could obstruct the path of the X–Y axes. Two screws were needed for the Z-axis motion to maintain bed alignment by applying equal force to each side of the print bed. The X- and Y-axes were powered by NEMA 23 stepper motors, and NEMA 34 stepper motors powered the Z-axis. The print bed was made from a 3 mm thick aluminium sheet stiffened with c-channel bolted to its underside around the perimeter. Four 762 mm long ground and polished 1566 steel rods, each with 121 mm flange-mounted linear ball bearings were positioned at the corners of the print bed to keep it level and aligned with the frame and linear screws.
For the machine to function as a 3D printer, it was necessary to couple the frame/gantry system to the extruder. A 1220 mm long, 22 mm ID polytetrafluoroethylene (PTFE) chemical hose with stainless-steel braided reinforcement was selected for this purpose because it offered more chemical resistance and better strength compared to other chemical hose types. Joint Industrial Council (JIC) fittings were used to firmly secure the hose connection to the threaded die. The other end of the hose was connected to a nozzle with a 76.2 mm by 0.35 mm rectangular opening.
A rectangular nozzle does not allow for printing in both the X and Y directions without being rotated 90 degrees. To make the nozzle rotate, a hinge mechanism was designed and implemented. The mechanism was actuated by a linear actuator capable of providing 957 N holding force. The rotating nozzle assembly was affixed to the linear guide.
Pronterface was used as the graphical user interface to control and monitor the printer from a USB-connect computer. The stepper motors were sent commands using a SmoothieBoard V5. The Smoothie firmware is configured by editing a ‘config’ text document located on its micro-SD-card. An open-source default config file for 3D printing was downloaded from smoothieware.org and edited as needed. A schematic representation of the 3D printer frame and connected screw extruder are presented in Figures 2(a) and (b), respectively. A photograph of the final 3D printer frame and screw extruder are shown in Figure 2(c).
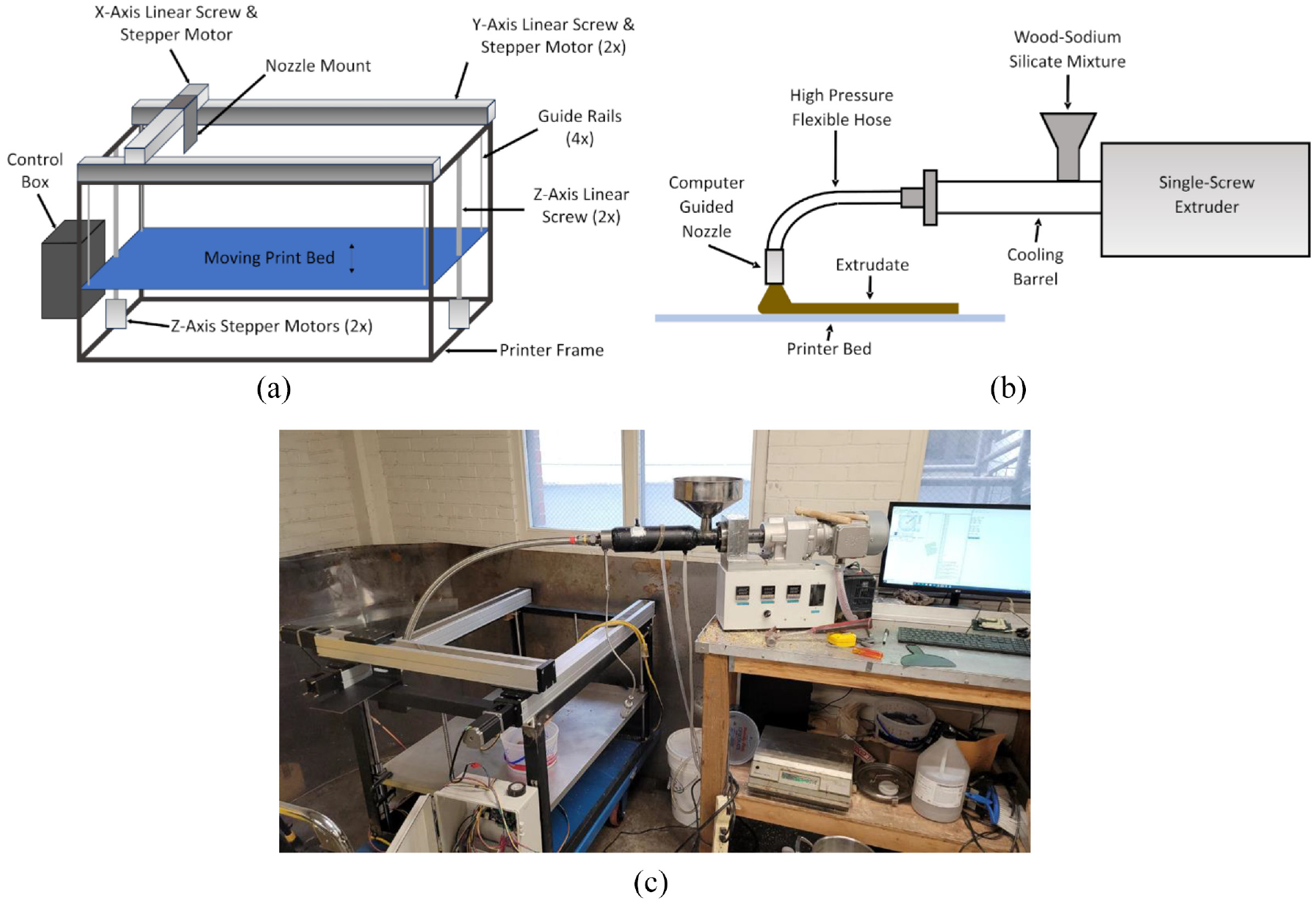
(a) Schematic representation showing 3D printer, (b) Schematic representation showing screw extruder connection to 3D printer, and (c) Final setup of integrated 3D printer-extruder system.
WSSC preparation
Sawmill residues were obtained from Plummer Forest Products, Post Falls, ID., USA, then sieved using a generic 40 mesh electric vibrating machine. Sieve analysis was performed on 100 g of screened wood fibers for 10 min using a standard shaker to pass through 40, 60, 80, 100, and 200 US standard mesh screens. Total weight of samples between sieves was determined and the cumulative percent weight was determined to ascertain size distribution. Wood fiber moisture content was determined using a HB43-S Halogen Moisture Analyzer (Mettler Toledo, Columbus, OH, USA) for 2.6–3.5 g of samples in triplicate. Commercially available SS solution (37 wt%) (Na2 SiO3) was purchased from ThermoFisher Scientific, Waltham, MA, USA, pH 12.5, 1.39 g/cm3 at 20°C was used as received for the matrix component for the manufactured composite in this study.
Additive manufacturing of wood sodium silicate composite
A preliminary screening was conducted to determine the effective fiber to resin ratio for the additive manufacturing of WSSC using the screw extrusion-3D printing system. Fiber to resin ratios ranging from 30:70 (wt.%:wt.%) to 60:40 were qualitatively assessed for flow and material characteristics that included extrudability, printability in terms of adhesion to print bed during deposition, post-printing defect due to differential drying, and transportability effect on the system components. The results (Table 1) showed that the fiber to resin ratios of 45:55 and 50:50 was most suitable for the AM of the WSSC.
Printability of different fiber:resin ratios.

– Not tested
To understand the flow properties for extrudability and transportability of the WSSC, wet discs, 2.00 mm (h) × 25 mm (d) of fiber to resin ratios of 40:60, 50:50, and 60:40 (wt.%:wt.%) were molded in a pellet die for dynamic rheology measurements of complex viscosity (η*) at 25°C from 0.05 Hz to 50 Hz and performed on a Discovery Hybrid Rheometer (DHR2, TA instruments, New Caste, DE, USA) between two serrated parallel plates. To align with the goal of using high fraction of wood waste and lowering the volume of resin, the fiber-to-resin ratio of 50:50 was selected for the AM of the WSSC and further investigations. The wt.% of the resin was based on the active ingredient percentage in the sodium silicate solution. Hence, to obtain a 50:50 fiber-to-resin weight ratio, 2.7 g of the 37% sodium silicate solution was added for every 1 g of wood flour. The weighed wood flour and SS solution were pre-mixed by hand. Thereafter, the blend was thoroughly mixed in a high shear-rate processor for 10 s before feeding the compounded mixture into the extrusion barrel. The extrusion of the WSSC was performed using a zero-compression screw at the maximum motor speed of 40 rpm at a room temperature of 22°C ± 1°C.
The extruded WSSCs were air-cured at an ambient room temperature of 22°C ± 2°C for 2 weeks prior to mechanical testing. Two batches were extruded on different dates. It was observed that the different batches cured at different rates due to impact of seasonal variations in the ambient room conditions during the curing periods. The batches were thus classified as Batch A and Batch B to investigate the effect of the observed cure difference on the flexural properties. Tensile and compression tests were conducted only with specimens obtained from Batch A.
Mechanical properties of extruded WSSCs
The flexural, tension and compression properties of the extruded WSSCs were investigated according to ASTM D1037-12 to determine the flexural strength, flexural modulus of elasticity, tensile strength, Young’s modulus, compressive strength, and compressive modulus of elasticity. The WSSCs had thicknesses of 9.19 ± 0.23 mm and widths of 43.10 ± 0.66 mm. The properties of wood composites at the surface often differ from the bulk as noted in ASTM D1037-12. Therefore, to eliminate the effect of machining, the WSSCs’ cross-sections were maintained and tested for flexural properties as manufactured. Test specimens, 273 mm long, were cut to accommodate the required bend test span of 24 times the specimen’s thickness. The flexural test via three-point bending was performed using a 2.5 kN capacity Mecmesin MultiTest-dV (PPT Group, United Kingdom) equipped with VectorPro Lite Software at a crosshead test speed of 4.5 mm/min. The flexural test was performed with a total of 10 specimens, five per extrusion batch.
For the tensile test, 176 mm × 25 mm × 5 mm (length × width x thickness) samples were processed from the manufactured WSSCs using a sander and cross-cut saw. A hand-held rotary tool and an appropriate jig were used to cut the samples into tensile dog-bone specimens. The reduced section of the tensile specimens was 14.5 ± 0.5 mm wide and 68 mm long. The tensile test was performed at a test speed of 5 mm/min using a 5 kN capacity universal testing machine 5500 model R1122 with pre-installed Bluehill® software (INSTRON®, Norwood, MA, USA) and further equipped with an Epsilon extensometer model 3542-0503-050-ST (Epsilon Technology Corp, Jackson, WY, USA). Five specimens were tested for tensile properties.
Due to a high possibility for the occurrence of buckling failure under compression force in the rectangular geometry of the WSSC, rod-like specimens with 21 mm diameter were extruded and crosscut into 102 mm long for the compression test. The compression test was performed at a test speed of 0.5 mm/min using a 100 kN capacity universal testing machine 5500R3213 model equipped with Bluehill® 3 software (INSTRON®, Norwood, MA, USA). A total of 10 specimens were tested for compressive properties.
Statistical analysis
A two-sample t-test 43 was conducted to compare the densities and flexural properties of Batch A and Batch B WSSCs. Prior to the t-test analyses, assumptions of normality for the density and flexural data were tested using the Ryan-Joiner test. Homoscedasticity assumptions for normal and non-normal data distributions were tested using the F-test of equality of variances 44 and Levene’s test, 44 respectively. The correlation between density vs. flexural properties such as flexural strength versus flexural modulus of elasticity, tensile strength vs. tensile modulus, and compressive strength versus compressive modulus were determined using Pearson correlation. All statistical analyses were performed at 95% confidence level.
Results
Fiber characterization
The moisture content of the screened wood fiber ranged between 5.2% and 7%. Sieve analysis plot for generic 40-mesh screened wood fibers is shown in Figure 3. Sieve analysis of the fibers shows the 40−20 mesh (250–420 μm) fraction was 27 w/w% while the size range 60–200 mesh (73–250 μm) contained 20 w/w%. 53 w/w% of fibers was >40 mesh (>420 μm).
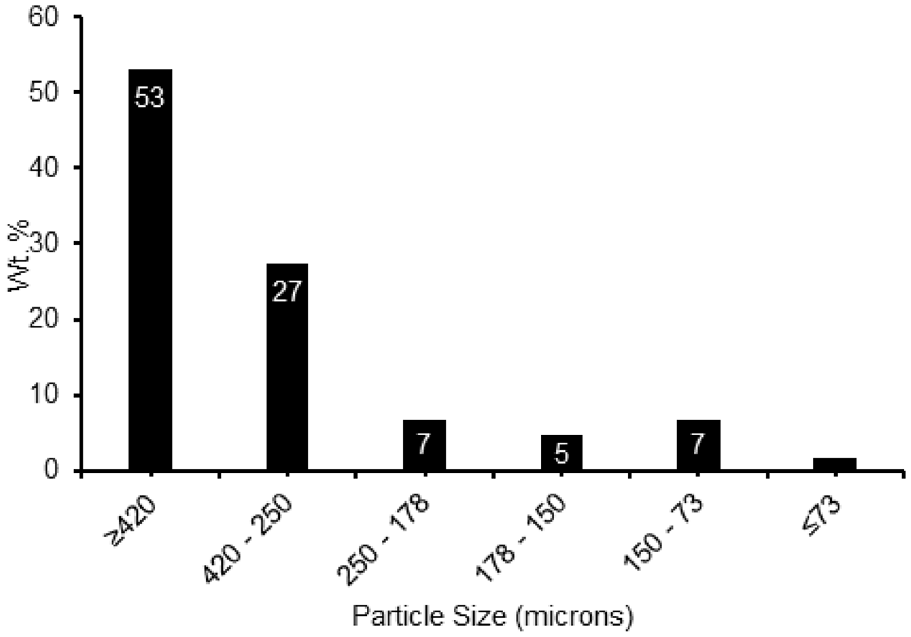
Size distribution curve from sieve analysis done on the generic 40 mesh screened wood fiber.
Screw extrusion and 3D printing of WSSC
Dynamic rheology was used to study the minimum and maximum viscosities off the WSSC able to be extruded and transported to the print bed without causing failure to the fittings. The flow curves (complex viscosity (η*) vs shear rate) for wet WSSC are shown in Figure 4 and η* values at 1 Hz are documented in Table 2. The η* of 40% wood fiber at 1 Hz was 212 kPa.s and decreased to 89.7 kPa.s upon addition of wood fibers to 50%. Adding more wood fiber to 60% decreased the η* to 72.8 kPa.s. The acceptable range for the WSSC to extrude and be transported to the print bed without failure is between 40% and 50% wood fiber.

Flow curves (complex viscosity (η*) vs shear rate) for wet WSSC at 40%, 50%, and 60% wood content.
Dynamic viscosity values at 1 Hz.

The screw extrusion system could convey the WSSC mixture out the die, forming rod-shaped extrudate. We found that WSSCs extruded without the cooling system had characteristics drastically different from when the cooling system was running. As the temperature of the die and barrel increased to ∼50°C, the extrudate became darker, more brittle, and was unable to flex after exiting the die (Figure 5), which we attribute to partial in-barrel curing. The brittle nature and premature curing of the WSSC without the cooling system caused large cracks to form when flexing the material, therefore testing on this material could not be conducted. It also crumbled when manually compressed, both onto the print bed and onto previously extruded pieces. In contrast, with the cooling system active, a steady-state barrel temperature of 23.1°C was maintained, preventing premature curing within the barrel. The cooled barrel enabled the WSSC extrudate to be handled without cracking or breaking, and when pressure was applied, the extrudate flowed slightly securing it to the print bed and previous layers.

WSSC extruded at barrel temperatures of 23.1°C (top) and 52.5°C (bottom).
When the extruder was connected to the printer, WSSC was successfully conveyed from the die through the reinforced hose without cracking, breaking, or becoming lodged inside. The nozzle reshaped the WSSC from the circular cross-sectional geometry of the hose to the desired rectangular geometry for panels. With the stated configuration, the print head was able to move at a maximum rate of 60 mm/min, though printing speed was constrained by the available volume flow rate of the extruder at maximum rotational speed (2.3 × 10−5 m3/min).
Panels were printed to demonstrate the function and capability of the printer. The largest was a single-layer panel of dimensions 610 mm × 458 mm, was printed with side-by-side deposits. This panel took approximately 122 min to print. Figures 6(a) to (c) show pictures of typical panels and layering. Qualitatively, using a 45:55 wood to SS weight ratio gave the best interlayer adhesion in the green uncured state. The printing process parameter which gave the best results for this demonstration are shown in Table 3.

(a) A single-layer 3D printed WSSC panel, (b) Multilayer panel curing in air on a perforated steel sheet, and (c) Edge view of cupped layers.
Printing parameters for WSSC panel.

Layers of extrudate were observed during and after curing to assess interlayer integrity. We observed cupping of layers (Figure 6(c)), which limited the area of the surfaces remaining in contact after curing. Bow, crook, and twist were not typically observed. Given this fact, we attribute the cupping to differential curing. Outer surface layers evaporate water faster than internal layers. This led to the outer layers shrinking relative to the inner layers (and the centerline of the outer layers), causing the cupped shape. Where the layers remained on contact, interlayer adhesion was acceptable.
Mechanical properties of extruded WSSCs
The Batch A and Batch B of WSSC samples had similar mean densities of 869 kg/m3 and 891 kg/m3, respectively. The slightly higher mean density of Batch B is attributable to lesser evaporation of the water component of the resin as visibly evident in the observed moist appearance of the samples. The mean flexural strength and mean flexural modulus of elasticity of Batch A WSSC (10.47 and 2266 MPa, respectively) were higher than those from Batch B WSSC (7.23 and 1133 MPa, respectively; Figure 7). The lower flexural strength and modulus of elasticity recorded in Batch B WSSC sample is attributable to the less brittle nature of the composite due to the cure state of the resin. This indicates that the flexural properties of the WSSC depend on its curing. The data obtained for the WSSC density and flexural strength satisfied the assumptions of normality and homoscedasticity. The data for the flexural modulus violated the normality assumption but satisfied the assumption of homoscedasticity for non-normal distribution. The density difference between the batches was not statistically significant (df = 8, T = −1.33, p = 0221) but the difference in their flexural strength (df = 8, T = 5.44, p = 0.001) and flexural modulus of elasticity (df = 8, T = 14.42, p = 0.000) were statistically significant. The WSSC density had very low (r = −0.174) and slight (r = −0.328) negative correlations with the flexural strength and flexural modulus of elasticity, respectively. However, both correlations were not statistically significant (p = 0.630 and p = 0.354, respectively). Conversely, the WSSC’s flexural strength and flexural modulus of elasticity showed a significant and very strong positive correlation (r = 0.927, p = 0.000). Thus, the higher the flexural stiffness (modulus of elasticity) of the WSSC, the higher the ultimate flexural strength. The observed flexure failure mode of the WSSCs was characterized by crack propagation and fiber rupture in the tension-stressed fiber region (Figure 8(a)). The mean flexural strengths recorded for both Batch A and Batch B WSSCs (Figure 7(b)) exceeded the minimum 4 MPa flexural strength perpendicular to the fabrication requirement for extruded boards according to EN 14755:2006 standard.

Interval plot of WSSC (a) density, (b) flexural strength, and (c) flexural modulus of elasticity at 95% confidence interval for the means.

(a) Underside of bending test specimen showing tension failure, (b) Failure of WSSC in tension, and (c) WSSC compression failure.
The recorded mean tensile strength, strain percentage at maximum tensile strength, and Young’s modulus were 5.64 MPa, 0.22%, and 3118 MPa, respectively (Figure 9). A transverse failure mode with a negligible indication of shear failure as shown in Figure 8(b) was observed in the deformed tensile specimens which reflects the brittle nature of the WSSC. There is a strong correlation (r = 0.864) between the WSSC’s tensile strength and Young’s modulus but the relationship is slightly not statistically significant (p = 0.059). The mean tensile strength of the WSSC exceeded the minimum 0.17 MPa tensile strength parallel to the fabrication requirement for extruded boards according to EN 14755:2006 standard. The mean compressive strength and compressive modulus of elasticity values recorded for the WSSC were 17.4 MPa and 1712 MPa, respectively (Figure 9). The mode of compression failure was mostly crushing of the WSSCs at regions closer to the axially loaded end than the fixed end as observed in 90% of the tested specimens (Figure 8(c)). There is a significant (p = 0.002) strong correlation (r = 0.840) between the WSSC compressive strength and compressive modulus of elasticity.

Interval plot of WSSC (a) tensile strength, (b) tensile strain, (c) Young’s modulus, (d) compressive strength, and (e) compressive modulus of elasticity at 95% confidence interval for the means.
Discussion
Traditional AM processes like fused filament fabrication (FFF) utilize thermoplastic filament or pellets, which are then heated by a hot end, or liquefier, to deposit molten material, which is then deposited and cooled by the ambient air. Unlike FFF, the AM process of WSSC uses thermosets that do not require the fed material to be heated. Pre-mixed high wood content thermoset composite is fed into a screw extruder where it is compressed by a die and transported through a flexible hose to the nozzle and reshaped to the desired geometry before being deposited onto the print bed. The 3D printing of WSSC was affected by WSSC composition, printing temperature, and nozzle speed. The WSSC composition affected the extruder’s ability to transport the WSSC to the print bed. The flow curves for the WSSC blends (0.05–50 Hz) generally followed previously published results. 41 When the wood ratio was too low the WSSC was unable to be compressed and travel through the hose. When the wood ratio was too high, the WSSC viscosity was too low, leading to high pressures which caused the fittings to fail. When the wood ratio was between 45% and 50% the extruder could transport the WSSC the 1220 mm distance to the print bed. Batch mixing of these blends proved to be very labor intensive and potentially inconsistent. Automating this step to a continuous mixing system would allow for much larger prints with improved print quality due to more consistent feeding.
The printing temperature and nozzle speed affected the WSSC ability to adhere to the print bed and interlayer bonding. While molten thermoplastic material is sticky and will adhere to previous layers, WSSC will not in the same way. After curing, chemical bonding between the WSSC layers was evident but wasn’t strong enough to build a lasting connection needed for construction. When the material is compressed within the die, it demonstrates the potential for achieving homogeneity, suggesting that compressing multiple individual pieces together during printing holds promise for enhancing bonding. When the printing temperature was raised from 23.1°C to 52.5°C the outside layer of the WSSC partially cured while being extruded, decreasing the extrudate’s flexibility and ability to bond with itself. When the nozzle speed exceeded 60 mm/min the WSSC did not adhere to the print bed or bond to previous layers of WSSC because of the limitation of the volumetric flow rate from the extruder.
Mechanical properties
One desirable application for WSSC is to provide an alternative material for buildings, potentially replacing 3D printed concrete or other wood products. The results from the strength tests provide baseline values to indicate suitable applications and guide further development and testing. The WSSC flexural strength is 69% higher than the flexural strength of a 3D printed concrete cured under similar conditions. 9 Contrary, the WSSC compressive strength is ∼28% lower than the compressive strength of the referred printed concrete. With strengths comparable to 3D printed concrete, WSSC is a good candidate for load-bearing applications, such as supporting traditional beams and trusses. It could be used to directly print load-bearing cavity walls in the way that 3D printed concrete is currently used33,45 in single-story residential structures. Panel construction using this technique was demonstrated, with further development, factory printed panels could replace stick-built on-site construction. However, the somewhat brittle nature of WSSC and the existence of better panel manufacturing techniques, suggest the first application of WSSC should be print-in place techniques. Compared to other additive-manufactured wood-based composites, the WSSC flexural and tensile strengths are about 12 and 6 times lesser, respectively, than those of 3D printed wood-PLA composites. 14 The WSSC tensile strength is comparable to the tensile strengths (3.6–7.3 MPa) of 3D printed wood-plastic composites (WPCs). 46 Martikka et al. 46 also reported that the tensile strengths of the 3D printed WPCs are between 3 and 6 times lesser than that of pure PLA printed under the same process conditions (i.e. same print and bed temperatures, print speed, and thickness layer).
Considering that the focus of this study was to establish the capability of the AM process, the mechanical properties of the WSSC obtained thereof indicated high feasibility of achieving enhanced performance by tailoring the manufacturing process for improved strength properties. For instance, the compressive strength of a commercial 3D printed concrete (Quickrete) increased by over 40% when comparing samples cured for 7 versus 28 days. 47 The flexural test results obtained in this study revealed that curing affects the WSSC flexural strength. Orji et al. 41 established that the curing process significantly influenced the mechanical properties of WSSC. Alchaar and Al-Tamimi 9 also reported similar curing effects on the mechanical properties of 3D printed concrete. Therefore, the WSSC cure temperature and duration could be optimized to achieve improved mechanical properties.
Elsewhere, the study of Jaya Christiyan et al. 48 established that additive manufacturing speed and layer thickness influenced the mechanical properties of a 3D printed ABS-magnesium silicate composite. The authors reported that the flexural and tensile strengths of this 3D printed composite were inversely proportional to the print speed and layer thickness. Dou et al. 49 also found that the tensile strength and stiffness of 3D printed carbon fiber-reinforced composites decreased with increases in print speed. Ayrilmis et al. 14 reported that reducing the print layer thickness significantly improved the flexural and tensile properties of additive-manufactured wood-PLA composites. The authors noted that higher layer thickness caused increased voids in the cross-section of the printed composites and ultimately lowered the mechanical properties. Thus, optimizing the WSSC extrusion speed and geometry for improved mechanical properties is plausible. Another rational approach to achieving improved mechanical properties of additive-manufactured composites is the reinforcement of the matrix. Ambone et al. 50 reported an 84% improvement in the tensile strength of 3D printed PLA reinforced with 1 wt% nanocellulose. The authors reported that the nanocellulose reinforcement significantly reduced voids and enhanced PLA crystallinity without compromising the thermal stability of the printed composites.
Conclusions
This work explored the use of WSSC for 3-D printing applications. The following conclusions can be drawn.
WSSC blends have good printability properties suitable for AM, and panels were printed via screw extrusion.
The mechanical properties of 3D printed WSSC are comparable to concrete, PLA, and other WPC, though the curing process affects the resulting flexural strength and modulus.
Since its mechanical properties are similar to 3D printed concrete, WSSC could be used in similar applications such as single-story residential and light commercial buildings, thus providing an environmental benefit over typical construction materials for 3D printing.
The proposed technology has the potential to be applied in actual house construction through appropriate system scaling. Large-scale prints are feasible with continuous blending of the WSSC to reduce labor and improve feed rate accuracy.
The main weakness of using thermoset plastics with high wood content lies in the interlayer bonding, with the main failure mode being differential shrinkage during curing. Good self-adhesion of highly deformed WSSC (i.e. WSSC that has been compressed through a die) gives evidence that compression of successive layers during printing will enhancing interlayer bonding.
Based on these conclusions, further research should focus on understanding and improving interlayer adhesion, curing methods, and the potential to print walls in place. The print speed and flowrate relationship should also be studied to optimize the mechanical properties of the WSSC.
Footnotes
Acknowledgements
We would also like to acknowledge Japneet Kukal for helping acquire the rheology data.
Handling Editor: Chenhui Liang
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors would like to acknowledge the Idaho State Board of Education-Higher Education Research Council-IGEM award #IGEM 20−002 for their financial support, and the National Science Foundation for additional funding to support this work under grant number 2119809.