
Abstract
Natural fibers such as Banana fiber and sugarcane bagasse powder are used in the present study, which are abundantly available at low cost. Novel hybrid natural fiber reinforced composite specimen prepared by using the matrix material as epoxy (70%) with the addition of hardener and the reinforcement material (30%) used as NaOH chemical treated banana fiber with the addition of filler material as sugarcane bagasse powder to enhance the property. To prepare the composite material hand-lay process is used and manufactured three different combination of specimen by varying the composition ration of 10%, 15%, and 20% of reinforced material. The mechanical properties such as tensile, compression, flexural, Impact test of the prepared specimen have been evaluated as per the ASTM standards. The mechanical properties results depicts that the specimen prepared with chemically treated fiber gives more strength as compared to untreated fiber composites. The morphological study evidences the proper fiber used while preparing the hybrid composite material. The maximum tensile strength achieved in specimen is 73.48 MPa, compressive strength of 99.63 MPa, flexural strength of 77.50 MPa, Impact strength of 4.8 J/mm, Vickers hardness value of 59.6. The specimen prepared with chemically treated specimen has a higher percentage of water absorption than the untreated. This novel hybrid composite material can be used in automobile, aircraft, building, sports, and household applications.
Introduction
Composite materials are proven weight-saving materials; the significant difficulty is making them affordable. Lightweight and high-strength polymer composites are used in many industries, but Natural fibers are cheaper, less dense, biodegradable, renewable, and recyclable than synthetic fibers. 1 The composite material combines two or more materials with and reinforcement matrix. The role of matrix material is to hold the reinforcement material and maintain it in the predetermined directions. The material reinforcement acts as a load-bearing member. 2 Epoxy resin is commonly used due to its lower shrinkage and higher adhesion to hold reinforced material among polyurethane, vinyl ester, polyester, phenolic, etc. 3 For many different structural applications, polymers’ mechanical properties are insufficient. In comparison to ceramics and metals, especially strength and stiffness are lacking in this material. 4 However, these challenges can be conquered by utilizing polymers to reinforce other materials.2,3 As a result, polymer matrix composites were developed very quickly and are currently enjoying a lot of success in the functional applications sector. 5
Researchers are interested to use natural fiber in polymer matrix because of their lightweight, reusing ability, and lack of health risks. 6 Natural fibers’ properties depend on their location, the weather, and how they are processed. 7
Banana fiber are helically woven cellulose microfibrils with lignin and hemicelluloses. In addition to the microfibril angle, the cellulose concentration determines the material’s mechanical qualities. 8 Lignins are connected with hemicelluloses and are essential to the lignocellulose material’s inherent decay resistance. Structure analysis shows that a banana pseudo stem’s dry basis is matrices of lignin, cellulose, hemicellulose, ashes, and moister content.9,10 More than 130 nations across the globe cultivate banana plants over more than 5 million hectares of land and worldwide produces a lot of waste, including banana stems that have been left to rot and give off a lot of methane gas and carbon dioxide. 5 One problem with natural fiber-reinforced matrix composites that haven’t been treated is that the cellulose fibers don’t stick well to the resin matrix.11,12 All cellulose fibers that come from plants are polar and attract water. Because both lignin and cellulose have hydroxyl groups, it is possible to use chemicals to treat natural fibers. 13 Using Sodium hydroxide (NaOH) and saturation pressure on banana fiber, you can change its thermal properties without changing it mechanically.14–16 Fibers are treated with NaOH; the moisture is removed, making the material stronger. Also, chemical treatment makes the fibers stiffer and more challenging to bend. This process removes any impurities close to the fiber material and stabilizes how the molecules are arranged. 17 Banana fiber-reinforced composites can make cases for electrical equipment like voltage stabilizers, projectors, and mirrors.5,18 Sugarcane bagasse has a lot of cellulose and lignin, which are the main things that make it suitable for filler material. 19 Bagasse is a fibrous by product of the sugarcane industry that is often used to make animal feed, enzymes, paper, and biofuel. 20 Sugarcane bagasse is a good cellulose fiber source for making cellulose nanocrystals because it has a lot of cellulose (40%–50%). 21
The literature study reveals that Stalin et al. 7 Investigated effectiveness of banana fiber reinforcement with vinyl ester composites performed as reinforcements while using hybrid mats. The tensile and flexural properties are maximized when evaluated in the longitudinal axis in hybrid dual fiber mat composites. When oriented at 90°, vetiver dual fiber mat composites have a higher impact resistance than bananas and hybrid fiber mat composite materials. Kannan and Thangaraju 22 hybrid composite prepared with Banana fiber and fly ash filler used composite material tested for their effectiveness as drilling tools. The Taguchi L27 orthogonal array was used in these experimental drills. Taguchi and ANOVA were used to analyze the impact of cutting speed, thrust force, and delamination factors. Cláudia dos Santos et al. 23 Sugarcane bagasse short fiber used in cement composite was studied for its physical and compressive qualities to encourage the recycling of sugarcane leftovers. A design-of-experiments optimization shows that cementitious composites, including fibers treated with stearic acid at a weight of 2%, obtain the best possible mechanical and physical qualities. Srinivasan et al. 24 Banana fiber-reinforced IPN natural composites were analyzed to evaluate the impact of water absorb capability and mechanical behavior. Using various ratios of fiber volume, Banana fiber -reinforced composites IPN laminates were created. Abedom et al. 25 The use of sugarcane bagasse and bamboo charcoal in natural fiber hybrid composites for automobile thermal insulation studied. The 30/70 sample outperforms the others in terms of impact and flexural strength. The findings indicate that sugarcane bagasse and bamboo charcoal, two naturally occurring fibers, may be exploited to create a composite with reinforcement that has high thermal properties for interior automobile systems. Kumar et al. 26 Reported Hemp-fiber-ramie-banana-fiber composites with enhanced mechanical characteristics by compression molding. Compared to the volume-fraction in composite fiber, the participation of hemp fiber increased in each attribute by 20%. Bartos et al. 27 The fiber degradation, particles characteristics, interfacial bonding of efficiency of sugarcane bagasse fiber composites were investigated. The injection molding process prepares composites with fiber fractions with distinct particle properties manufactured from sugarcane bagasse. The size of the fibers employed must be decreased to improve the experimental results. Marichelvam et al. 16 Investigated new hybrid composites based on sugarcane bagasse fiber and palm sheath for use in automobiles with an experimental study. The effectiveness of fibers was tested both before and after NaOH treated. The material’s tensile strength, flexural toughness, hardness were measured using established ASTM protocols. The optimal mixture was utilized to manufacture a dashboard, an auto item drastically reducing the vehicle’s weight. Mohan and Kanny 3 This research looked at the pressure-induced dip casting technique for processing epoxy composites reinforced with Banana fiber at large weight fractions. The composite with banana fiber nanoclay-infused used as reinforcement to have superior and enhanced thermal, mechanical, and water absorption capabilities. Komal et al. 28 Banana fiber as reinforcement composite samples were made using an extrusion-injection molding process mechanical behavior evaluated. Ramlee et al. 29 Reported that composite material prepared with empty fruit of oil palm, sugarcane bagasse natural composite determines the tensile, physical, and morphological characteristics. Fiber/phenolic interfacial bonding is impacted by the fibers’ lack of wetting, and the capillary void contents between the fibers also have an effect on the composites’ characteristics. Therefore, further research on fiber treatment, including chemical and alkaline, is necessary to enhance the performance of hybrid composites.
Literature study reveals that there is scope to study on hybrid composite with reinforcement of banana fiber in the length of 10 mm and sugarcane bagasse powder form about 300 µm. The motivation behind this work is that natural fiber composite material is sustainable alternatives materials in future because environmental benefits and economic viability. The composite material is prepared with a hand mold process. The matrix material is used as epoxy L-12, hardener K-6 is used as a curing agent, the reinforcement material is used as short Banana fiber up to the length of 10 mm, and sugarcane bagasse powder size is used up to 300 µm. The hand mold process is used because it is less expensive; with this process, hybrid reinforcement will mix properly with a matrix material to attain good properties. To identify how much strength is obtained in the prepared specimen, evaluated mechanical properties tensile, flexural, compressive, impact, and hardness strength evaluated with UTM machine. The Impact machine is used to determine the impact strength conducted with the Charpy method, and the Vicker hardness machine is used to determine the hardness of the specimen. The water absorption test was conducted to know water absorption capability. The composite sample prepared with chemically treated fiber shows a better result than the untreated fiber composite. Composite material specimen prepared with a composition of banana fiber 20% and 10% Sugarcane bagasse powder reveals better mechanical properties and water absorption results than other compositions. The morphological study reveals the effect of used treated and untreated banana fiber in work. The main objective of the work is to prepare the composite material by using the natural fibers such as banana fiber as a reinforcement material and sugarcane bagasse as a filler material. To evaluate the mechanical properties of the prepared composite such as tensile, compressive, flexural, impact and hardness and then identify the moisture absorption capability of the specimen. The novelty of the work is that as per the literature studies no study is reported that this composition of banana fiber as reinforcement and sugarcane bagasse as a filler material and achieved good mechanical properties so that this novel material will be useful for various applications.
Materials
The hybrid composite material is prepared with epoxy L-12 with K6 hardener matrix material and the reinforcement material as banana fiber with filler material as sugarcane bagasse powder. Hand mold technique is used to prepare the composite material at room temperature with different parameters such as banana fiber; diameter 1–2 mm, length 8–10 mm with NaOH chemically treated and Sugarcane bagasse powder is used 200–300 micron.
Banana fiber
Banana fiber, derived from the banana plant’s stem, is a strong and durable natural fiber. Careful handling of the plant is required throughout the natural fiber extraction process.30,31 To prepare the banana plant parts for the current studies, they were cut off the plant’s main stem after the rolled fiber was combed to eliminate impurities such as colors, broken fiber, cellulose coating, etc., washed and dried. Banana fiber is chopped to be 10 mm in length. After being trimmed to 10 mm, the fibers undergo a standard cleaning process, including running water and a spin in the dryer. 32 A solution is prepared by adding 6% NaOH to a glass beaker and then filling it with 80% distilled water. The fibers are steeped in the prepared NaOH solution after drying adequately in the standard shade for 2–3 h. 33 The amount of time spent soaking varies with the desired fiber strength. This work requires a 3-h soak time for the fibers in the solution. Once the fibers have soaked for the allotted time, they are removed, cleaned under running water, and dried for 2 h. 34 The fibers will be used in further manufacturing steps. NaOH chemical treatment is the first step in enhancing the strength of the fibers by removing the moisture content. The chemical treatment also increases the fibers’ flexural stiffness. All contaminants adjacent to the fiber material and molecular orientation are removed. The properties of banana fiber density are 950 kg/m3, modulus of elasticity 23 GPa, and Tensile strength 180–430 MPa.
Sugarcane bagasse powder
After crushing the sugarcane stalk and getting the sucrose out, the next step is to make sugarcane powder. Then, the bagasse fiber was washed several times with water, and the sugarcane fiber was separated from unwanted foreign matter and moved by hand from the fiber bundles. 35 The fibers were then chopped, and a grinding mill was used to turn them into a powder. The powder was then sifted through a 300-micron sieve. The properties of sugarcane bagasse powder density are 1025 kg/m3, modulus of elasticity 19 GPa, and Tensile strength 190–380 MPa. The main reason to use the sugarcane bagasse filler material is in the form powder to control over the generation of voids in the specimen due to this voids generation in the composite domain is very less. 36
Epoxy resin
Epoxy resin’s robust strength and mechanical adhesiveness make it ideal for various industrial applications.37,38 On top of all that, it has excellent solvent properties and chemical resistance throughout a broad temperature range. Lapox L–12 (matrix material) and hardener K–6 (curing agent) purchased from Atul Ltd Yuje Marketing, Bangalore, India, are used in the present investigation. The hardener weight ratio is used at about 10:1. 39
Specimen preparation
Specimen of sugarcane powder, the banana fiber in chopped form reinforced with epoxy resin. The composition maintain during the preparation of different sample is shown in Table 1.
Composition of specimen preparation.
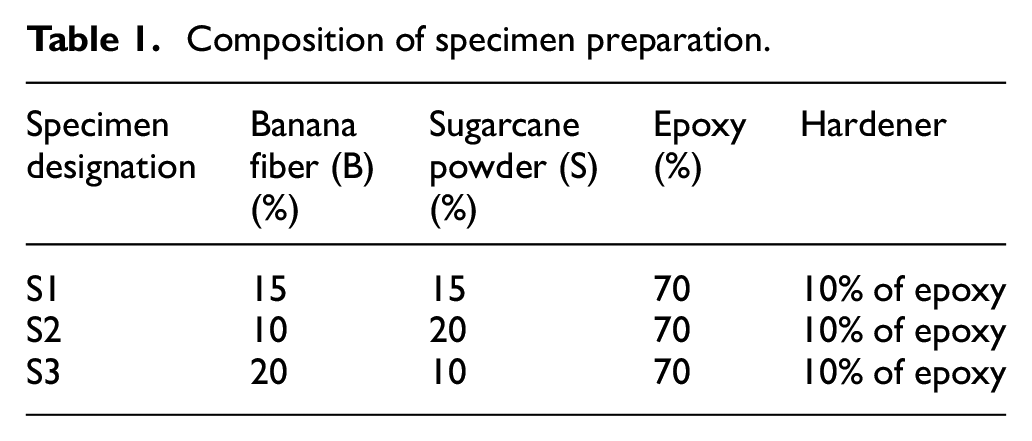
Figure 1 shows the detailed process methodology used to prepare natural composite specimens. For the test is conducted as per ASTM standards. 40 The releasing agent applied to the mold’s inner surface prevented composites from adhering to the mold wall. The sugarcane bagasse powder, chopped banana fiber, epoxy, and hardener were combined in a container and well agitated for 5–7 min. The prepared mixture is put into the molds that have been prepared. After preparing the samples in this way, they are left at room temperature for 24 h to cure. 41 After the samples have cured, they are cut to meet ASTM standards. First, the composites are marked with the needed sizes, and then a wire saw is used to cut along the lines. The composites that had been cut were rubbed against emery paper; they were brought to the required size. Figure 2 shows the specimens prepared as the ASTM dimensions.


(a) Tensile test specimen: (b) flexural test specimen, (c) compression test specimen, (d) impact test specimen, and (e) hardness test specimen.
Experimental work
The mechanical properties, were measured with a Universal testing machine. Figures 5 to 7 show the samples before and after the test as well as the details of the experiment. Standards from ISO and ASTM are used to determine the mechanical properties. For compressive tests, the standard ASTM D695 is used, and the sample size is 13 × 13 × 25 mm. Figure 3 shows the sample before the compression test, its position during the compression test, and the sample after the compression test.42,43 The specimen is placed in between the dies and increasing amount of compression force is applied until the sample breaks and the readings are taken. The standard for the tensile test is ASTM D3039, with a sample size of 200 × 25 × 12.5 mm. 44 Figure 4 shows the sample before the tensile test, the sample position during the tensile test, and after the tensile test. The specimen kept in the UTM machine during the tensile test. The sample was applied tensile load until it failed, and the readings were noted. The flexural test uses the three point bending method and the ASTM D790. 45 The sample size is 110 × 30 × 10 mm. Figure 5 shows the sample before the flexural test, the sample position during the test, and the sample after the test. In flexural test, the sample is kept on UTM machine’s rollers, and the load is slowly applied until the sample breaks. The readings are then taken. The ASTM D256 standard used for the Charpy Impact test should be done on a sample size of 12.7 × 12.7 × 63.5 mm and has a V-shaped notch. 46 Figure 6 shows the sample before the impact test, the sample position during the impact test, and the sample after the impact test. During the impact test, the sample is kept between the jaws of the impact machine, and the pendulum strikes the notch on the sample. When the sample breaks, the measurements are taken. The ASTM D785 standard says that the hardness test is done on a sample that is 10 × 10 × 6 mm. 47 Figure 7 shows the sample before the hardness test and the sample position during the hardness test. The sample is kept on the base of the hardness machine, and the force is applied using the indenter; accordingly, the readings are recorded. Figure 8 depicts the water absorption test details; the test is conducted according to ASTM D5229 with a sample size of 45 × 25 × 6 mm submerged in the water.
Tensile test

Experimental setup for tensile test; machine: (a) specimen before testing, (b) specimen position during the test, and (c) specimen after the test.
Flexural test

Experimental setup for flexural test: (a) specimen before testing, (b) specimen position during the test, and (c) specimen after the test.
Compression test

Experimental setup for compression test: (a) specimen before testing, (b) specimen position during the test, and (c) specimen after the test.
Impact test

Experimental setup for impact test: (a) specimen before testing, (b) specimen position during the test, and (c) specimen after the test.
Hardness test

Experimental setup for hardness test: (a) specimen before testing, (b) specimen position during the test, and (c) specimen after the test.
Water absorption test

(a) Specimen for water absorption test as per ASTM D5229 45 × 25 × 6 mm and (b) specimen submerged into water.
Result and discussion
Mechanical behavior analysis of natural composites is a crucial part of the research process. Matrix material, fiber distribution, orientation, and fiber-matrix interactions all have a role in the mechanical properties. Even slight modifications may drastically alter composites’ overall mechanical properties to the reinforcement’s physical nature for a particular matrix.
Mechanical properties of hybrid composite
The UTM machine, Charpy impact test machine and the Vickers hardness test machine were all used throughout the conducting of the tensile, compressive, and flexural tests. Additionally, the hardness value was determined using the Vickers hardness test machine. In each test, the natural composite specimens were manufactured per the requirements set out by ASTM. Different fiber compositions by weight were employed, 10%, 15%, and 20%, respectively.
Figure 9(a) shows the effect of composite specimens when NaOH was used to treat banana fiber for three different samples. It is clear that the composite specimen with the composition of B10%–S20% has more strength, up to 73.48 MPa, and the other two specimens with compositions of B15%–S15% and B20%–S10% have strengths up to 63.75 and 50.75 MPa, respectively. Compared to composites with fiber reinforcement, composites with powder fiber reinforcement were found to have better tensile strength because of the high amount of lignin in sugarcane bagasse, which is 24%. The main parts of bio-flour are a complicated network of three polymers: cellulose, hemicelluloses, and lignin. 35 The lignin not only keeps the bio-flour together but also makes the celluloses molecule of cells wall of the bio-flour stiffer. Due to this, the amount of lignins and celluloses in sugarcane bagasses has strengthened it. Figure 9(b) shows how the amount of untreated fibers affects the tensile strengths of all combinations of composite. It is clear that as the strength goes up, so does the amount of deformation. Compared to the other two specimens, the one made of B15%–S15% that hasn’t been treated shows more deformation. Compared to the other composite specimens, the one with the above composition has more tensile strength because the reinforced materials stick well to the matrix materials. The main thing affecting the tensile properties of hybrid composite is how well the matrix material bond with reinforcement material. Different chemical treatments improves the bonding in the matrix and the fiber at the interface; this makes the composites stronger. 28

(a) Tensile strength of chemically treated fiber composite, (b) tensile strength of un-treated fiber composite, (c) compressive strength of chemical treated fiber composite, (d) compressive strength of un-treated fiber composite, (e) flexural strength of chemical treated fiber composite, and (f) flexural strength of un-treated fiber composite.
Figure 9(c) shows how the strengths and deformation of treated different combination composite change when they are put through a compressive test. The treated B20%–S10% composite has a much lower strength-bearing capacity than the other two composites because the reinforcements don’t stick well to the materials that make up the matrix. But the B15%–S15% fiber content shows that it can absorb strength more than the other two composites because the composite has enough fiber and fiber content to connect to the matrix. The maximum strength that treated composites can hold is 99.63 MPa. Figure 9(d) shows how the strength and deformation of different combination composites that have not been treated change when they are put through a compressive test. It’s easy to see that the strength-bearing capacity of the B20%–S10% composite that hasn’t been treated is much lower than that of the other two composites. But the B10%–S20% composite shows that it can absorb more strength than the other two combinations because 20% of the material is made up of fibers, which have a more remarkable ability to absorb strength. The strength is absorb by the matrix, then passed on to the fiber material. So that it doesn’t start to crack early, it shows very clearly that adding sugarcane powder fibers to composites makes them more robust and better able to hold weight. Researchers have found that banana fiber, sugarcane powder, and polymer matrix bonds at their edges change how natural composites work.30,33 It was seen that the compressive property on fiber composite NaOH treated was higher. Previous work showed that chemical treatment makes fibers smaller and makes the surface rougher. With the help of NaOH, a chemical process cleans the fiber’s surfaces with eliminating hemicelluloses, waxes, impurities, and lignins; this makes natural fibers have a higher percentage of (alpha) cellulose will make the fiber surface rougher. A better connection in the matrixs, fiber makes the surface of the banana fibers stronger, more flexible, and stickier. So, the surface has a proper bond in the fibers and the matrixs, and the compressive property goes up.
Figure 9(e) shows how different solid combinations of treated composites are when bent. It’s easy to see that the composites made of B10% and S20% are the least likely to change shape because of the high amount of lignin in sugarcane bagasse, which is 24%. The main parts of bio-flour are a complicated network of three polymers: cellulose, hemicelluloses, and lignin. The lignin not only keeps the bio-flour together but also makes the celluloses molecule in the cells wall of bio-flour stiffer. Because of this, the lignin and cellulose in sugarcane bagasse have made it more flexible. B20% to S10% composite has a low bending strength because it doesn’t have as many fibers as other composites. The treated B10%–S20% has a flexural strength of 77.50 MPa at its weakest point. Figure 9(f) shows how the amount of untreated fiber in different combination composites affects their flexural strength. It shows clearly that changes in the weight fraction of fiber and the numbers of fiber do not significantly affect how strong composites are. The composite B10%–S20% has the most strength when bent, while the composite B20%–S10% has less strength because the fiber is less likely to change shape than sugarcane powder. And also, the composites under flexural Strengthen will undergo both tensile and compressive action. The top part of the composite will first be compressed, and then the bottom part will change shape due to tension. NaOH-treated fiber content has the most resistance to stretching because the chemical treatment removes the fibers’ moisture, making the fibers stronger.34,48 Also, chemical treatment makes the fibers stiffer and stronger to bend. In the B10%–S20% composite, the most strength is shown. But B20%–S10% that hasn’t been treated has much less resistance to stretching than the other composites. Here un–treated specimens show less strength because, in treated composites, the adhesive property in fibers and matrixs material increases, leads to improved mechanical behavior. Figure 10 shows the error bar chart of tensile strength results of treated fiber composite specimen of different samples. Figure 11 shows the error bar chart of compressive strength results of treated fiber composite specimen of different samples. Figure 12 shows the error bar chart of compressive strength results of treated fiber composite specimen of different samples.

Error bar chart of tensile strength.

Error bar chart of compressive strength.

Error bar chart of flexural strength.
Impact strength and hardness value of hybrid composite
The Charpy impact test is conducted using an impact machine, and the Vickers hardness test is conducted.
Figure 13(a) depicts the impact results of chemically-treated and untreated fiber composite that has not been treated. When it comes to composites that haven’t been treated, the B20%–S10% composite has better impact strength than other composites because there are fewer holes in the slab, and the cracks don’t spread in the composites. The Charpy Impact Test shows that the chemical treatment of fiber makes composites stronger when they are hit. It can be seen that the B10%–S20% composite has a much higher impact strength (4.8 J/mm) than the other composite. The good bonding in fibers and matrix’s in treated composites makes it so that fibers break minor pullout at crack plane. The treated composites have a higher impact strength; this is strong evidence that removing hemicelluloses, lignin, and other soluble extractives improves interactions at the fiber-matrix interface by making more places for polymers to penetrate. Figure 13(b) compares the hardness values of treated and untreated fibers content in different composites with different combinations. It depicts that composite treated with alkali were more rigid than composites that hadn’t been treated because hemicellulose and lignins are removed from banana fiber surfaces when this surface bonds well with the material in the matrix. 49 The hardness of treated B10%–S20% composite is higher (59.86) than that of another composite. The B15%–S15% composite that hasn’t been treated has a higher hardness value than the other composites.
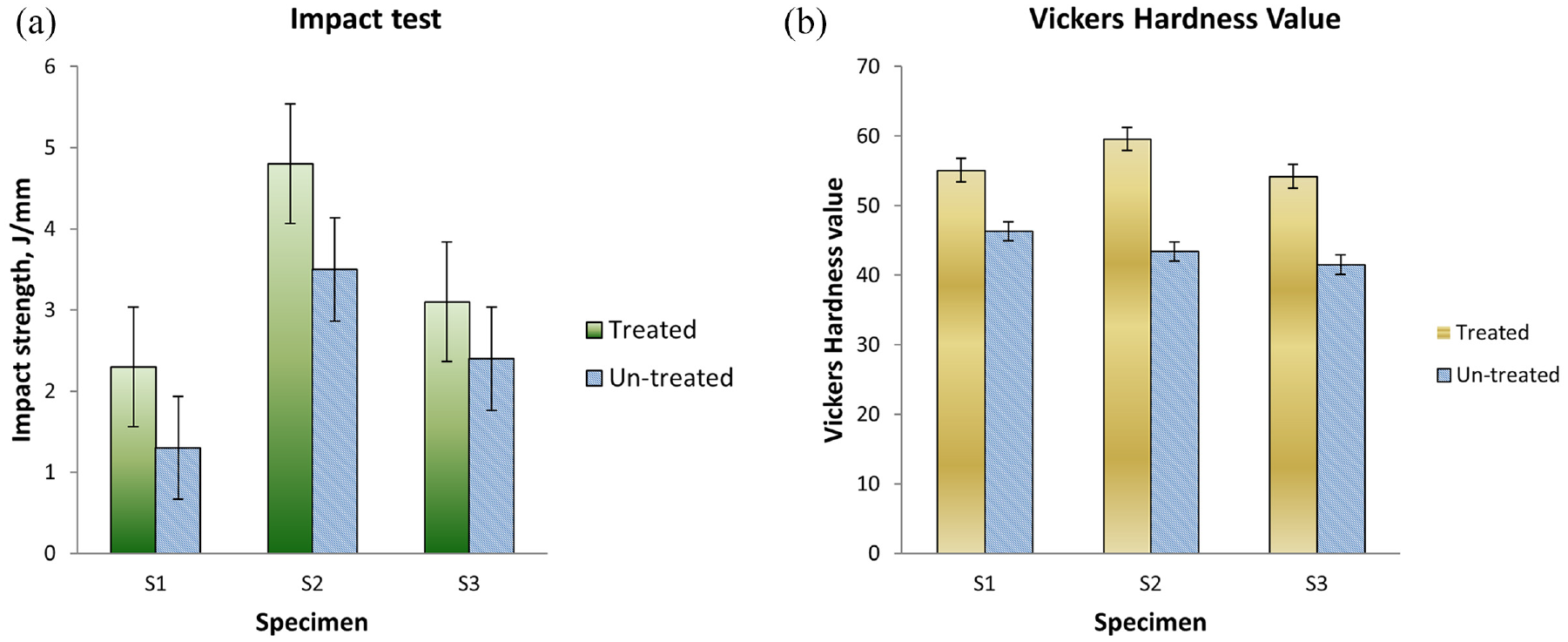
(a) Impact natural strength fiber composite and (b) vickers hardness value of natural fiber composite.
Water absorption test
To find out how well different composite materials can absorb water, we must make them, which is discussed in this section. Figure 14 shows the results of water absorption tests with distilled water. The graphs show that the amount of water in the composite increases over time and stays the same for a long time, which means it is saturated. Since the polymeric materials in the cellular membrane include hydroxyl and other oxygen-containing compounds that attract water via covalent bonds, the volume of lignin materials shifts as the quantity of water inside them increases.50,51 Hemicelluloses do most of the work of absorbing moisture; however, visible cellulose, non-crystalline cellulose, lignin, and cellulose interface contribute significantly as well.

Water absorption test results for treated and un-treated fiber content composites in distilled water.
The percentage of water absorption can be calculated,

Ww = wet weight
Wc = conditioned weight
Figure 14 shows how the percentages of water absorption for treated and untreated fiber content in different composites with different combinations of fibers are the same. The treated has a higher percentage of water absorption than the untreated. Compared to other combination composites, the treated and untreated B20%–S10% composite absorbs more water.
Morphological features of banana fiber
The above Figure 15 shows the microstructure SEM image with different magnifications of the banana fiber chemical treated and untreated. Figure 15(a) and (b) depicts that the banana fiber chemically treated has a moisture content that leads to greater levels of non-cellulosic components. Figure 15(c) and (d) depicts that after the NaOH chemical treatment, the banana fiber leads to dirt-free and thin fibers.46,52 This morphological study evidences the proper fiber used while preparing the hybrid composite material. 53 The different fibers have smooth, clean surfaces, turns, and intricacies.

(a and b) Fibers before chemical treatment and (c and d) fibers after chemical treatment.
Conclusion
Novel hybrid natural fiber composites are fabricated composed of banana fiber and sugarcane bagasse powder as a reinforced filler material with 30% and epoxy resin of 70% as matrix material.
Three different compositions of reinforcement materials (S1: B15% + S15%, S2: B10% +S20%, S3: B20% + S10%) were applied to fabricate the composites and evaluate the properties. The S2 composites resulted in maximum tensile strength, flexural strength, impact strength and hardness values equal to 73.48 MPa, 77.5 MPa, 4.8 J/mm, and 59.86, respectively.
The highest compression strength in composites is obtained for the composition of sample S1, equal to 99.63 MPa.
The S2 composite samples resulted in comparatively less water absorption than other samples.
The S2 composites exhibited better properties (strength, hardness and water absorption) than other composites due to the presence of 20% sugarcane bagasse powder as filler provides sufficient power by filling gaps between the reinforcements and matrix.
Specimens subjected to NaOH chemical treatment enhance the strengths of natural fibers by removing the negative moisture effect, resulting in better properties than untreated fiber-reinforced composites.
Morphological features of chemical treatment of natural fibers with NaOH solutions resulted in dirt-free and thinner fibers than untreated fibers. This researcher concludes that the properties of the prepared novel hybrid natural fiber composites can be used in automobile, aircraft, building, sports, and household applications.
Footnotes
Handling Editor: Chenhui Liang
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors would like to acknowledge the support provided by Researchers Supporting Project Number RSP2023R358, King Saud University, Riyadh, Saudi Arabia.
Data availability statement
All data used to support the findings of this study are included within the article.