
Abstract
Recently, the usage of laser transmission welding (LTW) technology in the automotive industry has been rising for joining thermoplastic parts regarding its superior properties in comparison to other welding technologies. However, specifying the process parameters is a crucial step to obtain satisfactory welding quality for the vehicle parts. In this context, this paper addresses the LTW process of Polimetil metakrilat (PMMA) to Akrilonitril bütadien stiren (ABS) materials for the production of taillights in an automotive company and proposes a new multi-response Taguchi-Based TOPSIS (Technique for Order of Preference by Similarity to Ideal Solution) method to optimize machining parameters in the laser welding process. In the proposed solution methodology, the main effects of the parameters on different outputs are identified by using the
Introduction
With the development of high-performance polymers, the use of thermoplastic materials in the automotive industry has been increasing over the last decades since they provide a considerable reduction in production cost. 1 In addition to their low cost, thermoplastic materials have been utilized in many vehicle parts due to their low weight, high strength, and superior corrosion resistance. 2 As a result of their lightweight structure and cost-efficiency in manufacturing processes, thermoplastics have been increasingly replaced by metallic components in vehicle parts. 3
Although thermoplastic materials provide excellent mechanical properties according to various material types, one of the most critical issues is joining these parts with similar or other materials since the performance of a structure fundamentally depends on the behavior of the joints. In this context, several joining techniques have been employed in different fields, where these techniques are classified into three main categories: mechanical joining, adhesive bonding, and fusion bonding. Among these techniques, laser transmission welding (LTW) is one of the most useful methods for joining thermoplastic materials, particularly for thin parts.4,5 In particular, laser welding is becoming an attractive and economically advantageous joining technique in the automotive industry due to much superiority over conventional welding techniques, such as non-contact and single-side access welding, low process cost, and the suitability of automation.6–10 The LTW uses a laser beam to connect the surfaces of two materials having different optical characteristics. The thermal energy provided by the laser beam melts the materials at the interface and joins with each other due to heat diffusion. 11 With the help of laser technology, the LTW enables a fast and efficient joining for thermoplastics. However, the performance of the LTW is strongly bound up with the machining parameters, such as welding speed, laser power, and standoff distance. 12 Therefore, identifying the significant parameters and their optimal values for the LTW is a crucial activity to achieve a good result for a set of quality metrics. In accordance with this purpose, various methods have been introduced in the literature based on finite element, experimental design, or artificial intelligence.1,12–16
Design of experiments (DOE) based approaches have been one of the most widely used methods to optimize LTW parameters in literature because the effects of a number of input parameters on a desired response can be efficiently analyzed. Regarding the full or fractional factorial design in DEO, many studies used the response surface methodology (RSM) to optimize the LTW parameters.17–19 The RSM is a collection of mathematical and statistical techniques to provide an empirical model that allows determining the relation between the input parameters and the response. By using the obtained empirical model, a sensitivity analysis of response with respect to an input parameter can be done through the partial derivative of the function. Additionally, meta-heuristic methods are implemented in a number of studies to find the best parameter set. Based on the thermoplastic materials, Acherjee et al. 20 used the flower pollination algorithm to identify the best parameter set for two different responses: weld strength and weld width. For these outputs, the authors considered the laser power, the welding speed, the standoff distance, and the clamping pressure as input parameters to be optimized. The empirical model optimized by the flower pollination algorithm is obtained by RSM with a four-factor and five-level central composite rotatable experimental design. For the same responses, Kumar et al. 21 considered the beam wobbling strategy in LTW and employed the particle swarm optimization method to identify the best value of five controllable parameters: the laser power, the welding frequency, the welding speed, the wobble width, and the wobble frequency. The same responses and input parameters are taken into account by Kumar et al., 22 where the teaching learning-based optimization algorithm is used for the optimization of RSM models.
In addition to the RSM, the Taguchi method has been alternatively used in the literature to optimize LTW parameters. The Taguchi method is employed in various studies since fewer experiments are required in the method to analyze the main effects of the parameters on a desired response. Anawa and Olabi
23
optimized the weld strength by using the Taguchi
This study considers the LTW process in the production of taillights in an automotive company. The company uses PMMA and ABS materials to form taillights, where two thermoplastic materials are combined by using LTW. Although laser welding technology provides superior performance to other welding technologies, the welding quality of the LTW depends on the machining parameters. Therefore, a good welding quality can be observed with optimized parameter settings. On the other hand, the welding quality on the customer’s side of the company is determined through more than one criterion, such as welding strength, breaking strain, and weld width. Since the change of a certain LTW parameter has a different effect on these quality metrics, optimizing the parameters for a single response may not provide the best parameter value for the other responses. Therefore, a multi-response optimization approach is required to jointly improve all responses. In this context, this paper introduces a new multi-response solution methodology to solve the LTW parameter optimization problem of the company. The proposed method integrates the Taguchi method into the TOPSIS (Technique for Order of Preference by Similarity to Ideal Solution) approach, which is called the Taguchi-Based TOPSIS method. In the Taguchi-Based TOPSIS method, first, the main effects of the LTW parameters are identified using the Taguchi method. Then a number of alternative parameter sets are generated through the Taguchi results. Finally, these alternatives are ranked using the TOPSIS method by taking into account the responses. The best parameter set is specified according to the TOPSIS ranking. The list of nomenclatures used in the article is presented in Table 1.
The list of nomenclatures used in the study.

Based on the aforementioned outline of the study, the main contributions of this paper are threefold. First, a real-life LTW parameter optimization problem for a vehicle part is taken into account to optimize a number of responses, where the welding of PMMA to ABS is realized on an industrial laser welding machine. Next, a new two-stage multi-response optimization approach is proposed to obtain the best parameter set, in which the well-known Taguchi method is integrated into the TOPSIS method. To the best of our knowledge, this is the first study that integrates Taguchi and TOPSIS methods to optimize LTW parameters. Lastly, no research has addressed the multi-response of weld strength, breaking strain, and weld width before. Therefore, the results of the methodology have the potential to provide crucial managerial insight for similar LTW applications.
The remainder of the paper is organized as follows. In Section “Materials and methods,” the materials and methods for the multi-response optimization of LTW parameters are introduced. Section “Results and discussion” presents the results of the application of the proposed methodology. Finally, conclusions and suggestions for future research are summarized in Section “Conclusions.”
Materials and methods
The proposed solution methodology for the LTW parameter optimization problem of the automotive company contains six main steps, as shown in Figure 1. In the first step, the experimental environment for the welding and testing process is identified. Then the LTW parameters and the outputs to be optimized are specified. In the third step, the Taguchi Method is carried out through the

The main steps of the solution methodology.
Experimental environment
The LTW process in the automotive company is carried out to join PMMA and ABS materials using the LPKF Twinweld 3D 6000® laser welding machine, where the maximum beam source and laser wavelength of the machine are

The working principle of the LTW machine.
To optimize the LTW parameters, PMMA and ABS samples with the dimensions of
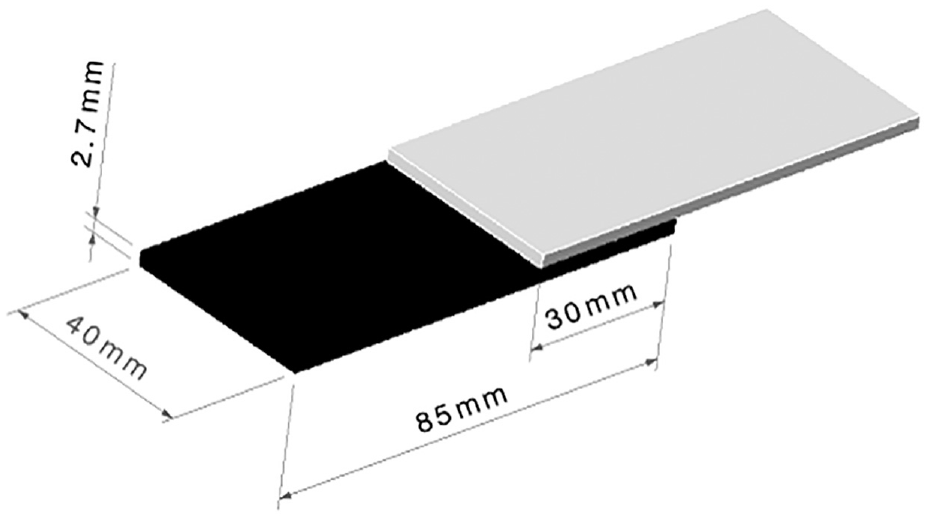
Schematic view of the PMMA and ABS samples.
After the preparation of the samples, the welding process is carried out on the LTW machine using a specific fixture designed according to the part dimensions, as shown in Figure 4. The part-specific slot and the upper clamps avoid the axial movements of the parts during the welding process.
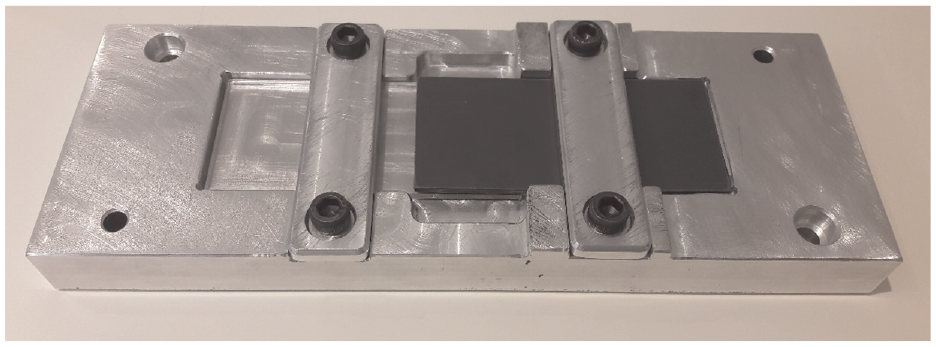
The fixture designed for the experiments.
In order to determine the welding quality, three different responses are taken into account: weld strength, breaking strain, and weld width. For the response analysis, each welded part is labeled to indicate at which parameter levels it was obtained. Figure 5 presents an illustration of the labeled parts. The weld strength and breaking strain of the parts are analyzed on the Zwick/Roell Z010® machine with a load of

Illustration of the welded parts.

Determination of the weld width.
Identification of LTW parameters and outputs
To optimize joining quality of parts on LTW, several control parameters have been studied in the literature, such as laser power, welding speed, clamping pressure, standoff distance, laser wavelength, laser beam diameter, etc. From these parameters, the four major parameters that significantly affect the output are laser power, welding speed, standoff distance, and clamping pressure.30–32 In this study, three controllable parameters of the LPKF Twinweld 3D 6000® laser welding machine are taken into account to optimize LTW quality. In this context, the considered parameters are the laser power (
As in the input parameters, there exist a number of output metrics to analyze the welding quality. However, optimizing a parameter set for a single output may not always improve the other outputs. In this context, it should be expressed that considering multi-response for parameter optimization would be a more effective approach to improve LTW process. Herewith, three different measures, which are the weld strength (
Taguchi method
In order to identify the main effects of three LTW parameters on three responses (weld strength, breaking strain, and weld width), the Taguchi method is used. Taguchi method allows to analyze how different process parameters affect the mean and variance of the process performance metrics and identify the parameters that significantly contribute to performance.33,34 Distinct from the factorial design and RSM, the Taguchi method considers only a limited number of collections of parameter values for experiments by using orthogonal arrays, which provides less time and resource usage to analyze main effects. To measure the main effects of the parameters and their contribution to performance metrics, the Taguchi method uses the signal-to-noise ratio (
In the present work, the
LTW parameters and their levels used in experiments.

For the weld strength and breaking strain outputs, the


Generation of alternative parameter sets
Taguchi method results described in the previous sub-section allow analyzing the main effects of the parameters on a specific output over 16 different parameter sets. Based on the
TOPSIS method and identification of best parameter set
The TOPSIS method, which was introduced by Hwang and Yoon, 36 is one of the most used multi-criteria decision-making approaches for ranking a set of alternatives regarding a set of criteria. The TOPSIS method ranks the alternatives by determining the distance of each alternative from the ideal positive solution and the negative ideal solution. Because of its easy implementation and intuitive nature, the TOPSIS method has been widely used in various industrial applications.36,37
The TOPSIS method initially starts with a decision matrix

where

In the following step of the method, the positive and negative ideal solutions for each criterion (




The next step of the method is the determination of separation measures for each alternative. The separation measure from positive and negative ideal solutions (


The final step of the TOPSIS method is the determination of the relative closeness of each alternative to the ideal solution (

After all alternatives are ranked according to the relative closeness value of the TOPSIS method, the parameter set with the highest
Results and discussion
Regarding the proposed Taguchi-Based TOPSIS methodology for the LTW parameter optimization, this section introduces the computational results and discussions for the obtained results. In the first sub-section, the results of the Taguchi method are given. The following sub-section presents the application of the TOPSIS method and the ranking of the alternative parameter sets based on different criteria weights. In the final sub-section, the results of the TOPSIS method are discussed, and the best parameter set for the LTW is identified to obtain the best welding quality for joining the PMMA to ABS.
Results of the Taguchi method
Based on the parameters and their levels given in Table 2, the
The pressure force is the most significant parameter for the weld strength at lower levels
The power is the most significant parameter for the breaking strain at medium levels
The power is the most significant parameter for the weld width at lower levels
Design matrix and measured responses.

Response table for

In addition to the
50
70
30

Main effects for

Main effects for

Main effects for
The last analysis made through the Taguchi results is carried out to identify the interaction effects of parameter pairs on the responses. In this context, Figures 10 to 12 represent the response surface plots for each pair of parameters on the responses, where an interaction effect with a distinctive trend is observed for each pair of input parameters on a response. For the weld strength and breaking strain, the interaction effect between the laser power and speed shows similar behavior. At lower power and higher speed, or higher power and lower speed, the quality of the corresponding measures is at low-level. However, high quality can be obtained at different levels of the parameters (i.e. at 30

Response surface plot showing the interaction effects of: (a) power and speed, (b) power and force, and (c) speed and pressure force on the weld strength.

Response surface plot showing the interaction effects of: (a) power and speed, (b) power and pressure force, and (c) speed and pressure force on the breaking strain.

Response surface plot showing the interaction effects of: (a) power and speed, (b) power and pressure force, and (c) speed and pressure force on the weld width.
Results of the TOPSIS method
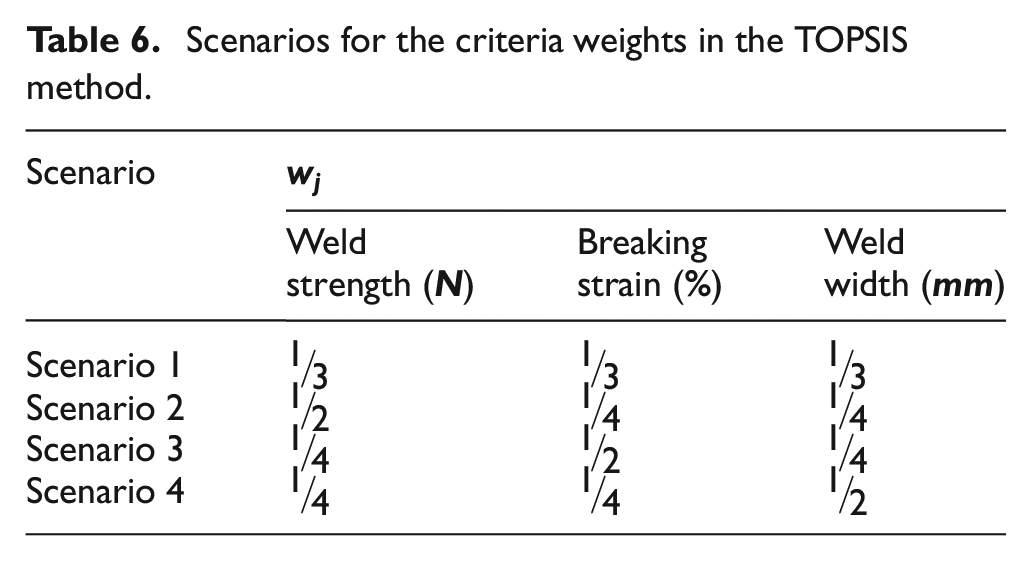
Regarding the Taguchi results, three alternative parameter sets (A1–A3) are observed based on three different responses. Additionally, four different parameter sets (A4–A7) are generated by taking the average of parameter values identified in the base parameter sets. Totally, seven alternatives, which are presented in Table 5, are taken into account in the TOPSIS method to obtain the best parameter values for the multi-response LTW process. To evaluate these alternatives, the weights of criteria are identified based on four scenarios. In the first scenario, all criteria are weighted equally. For the remaining scenarios, the weight of one criterion is specified to be more than the others. Table 6 introduces the considered weights for each scenario.
Alternative parameter sets analyzed in the TOPSIS method.

Scenarios for the criteria weights in the TOPSIS method.
Based on the seven parameter alternative sets (A1,…,A7) and their responses on the LTW process, the normalized decision matrix for the TOPSIS method is determined by using equation (1), where the results are given in Table 7. Here it should be noted for the TOPSIS computations that the weld strength, breaking strain, and weld width are called hereafter Criteria 1 (
Normalized decision matrix.

Following the normalization of the decision matrix, the weighted normalized decision matrix is determined by using equation (2). Table 8 presents the weighted normalized decision matrix for four different scenarios based on the criteria weights given in Table 6.
Weighted normalized decision matrix.

The next step of the TOPSIS method is performed to identify the positive and negative ideal solutions for the criteria, where the results are presented in Table 9. For
Positive and negative ideal solutions.

The final step of the TOPSIS method is carried out to determine the relative closeness of each alternative to the ideal solution by using the separation measure from the positive and negative ideal solutions. Table 10 shows the results of applications of equations (9)–(11), where the alternative with the highest
Separation measures from the positive and negative ideal solutions and the relative closeness of each alternative.

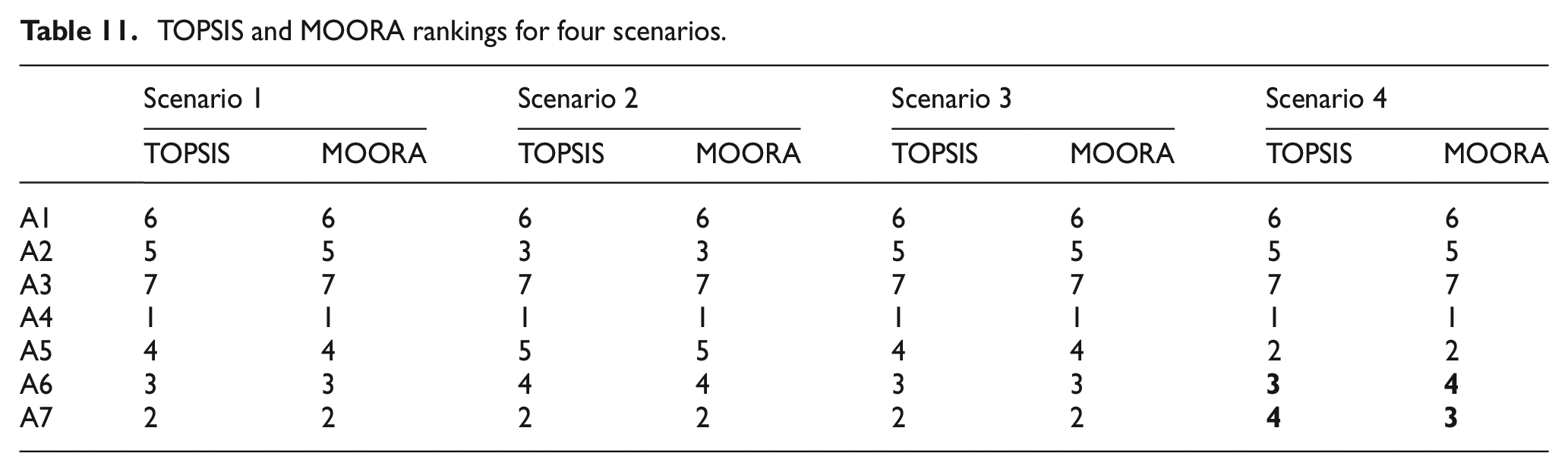
The results of the TOPSIS method is validated by comparing them with the Multi-Objective Optimization Ratio Analysis (MOORA) method introduced by Brauers in 2004. 39 MOORA is one of the multi criteria decision making approach that can be used to evaluate alternatives through positive and negative ideal solutions as in the TOPSIS method. Table 11 presents the ranking of alternatives according to the TOPSIS and MOORA results for each scenario. It can be seen from Table 11 that the same results are obtained for the first three scenarios. On the other hand, the ranking of MOORA has a slight difference in the last scenario, where the disparities in the rankings are displayed with bold characters in the table. The results of the comparisons demonstrate the consistency of the TOPSIS method.
TOPSIS and MOORA rankings for four scenarios.
Identification of best parameter set
The results of the TOPSIS method show that the highest relative closeness to the ideal solution is observed with A4 for each scenario. As a consequence of the computations, it should be expressed that the best parameter set for the LTW process of PMMA to ABS material in taillight production is
Another outcome that can be achieved from Table 10 is the effect of weights on the ranking of alternatives. Although the best parameter set is A4 for each scenario, the ranking of the alternatives varies according to the weights of the criteria. In detail, the ranking of the alternatives is
The final outcome of the TOPSIS result can be made through the relative closeness value of the A1, A2, and A3. For each scenario, it can be observed from Table 10 that optimizing a single performance measure adversely affects other performance measures. Particularly, A1 and A3 are successful to optimize weld strength and weld width, respectively. It could not be possible to obtain a good multi-response welding quality with these alternatives. Therefore, these sets remained in the last place in the ranking. As a result, it can be stated that the proposed solution approach provides a better solution to optimize multiple performance measures in LTW process.
Conclusions
This paper considers the optimization of laser transmission welding parameters for the production of vehicle taillight, which is formed by welding PMMA to ABS. Regarding the quality of the welding process depends on three different metrics, a multi-response Taguchi-based TOPSIS method is proposed to find the best parameter set for the machining. The proposed methodology, which is the first study that integrates Taguchi and TOPSIS methods to optimize LTW parameters, provides the best LTW parameters for a multi-response with fewer experiments in the joining of plastic vehicle parts. In the first step of the solution approach, the main effects of controllable machining parameters on three responses are determined by using the
The best parameter value for the LTW process varies according to the quality measure taken into account (i.e.
According to the
For the multi-response optimization, the proposed Taguchi-based TOPSIS method is capable of finding the best parameter set by taking different output criteria into account. In this context, seven alternative parameter sets are evaluated through three fundamental LTW quality measures.
Regarding four different scenario, the highest
Based on the TOPSIS ranking scores, the best LTW parameter set for three outputs is identified as
For future research, this study can be extended in a few directions. Based on the proposed methodology, the proposed approach can be carried out for the welding of different materials. In this context, thinner thermoplastic materials can be also considered for the LTW process. On the other hand, different multi-criteria decision-making approaches can be integrated to the Taguchi method to evaluate the welding quality of PMMA to ABS. Furthermore, the additional controllable machining parameters can be integrated with the parameters considered in this paper.
Footnotes
Acknowledgements
The authors would like to sincerely thank the Odelo Automotive Signal Lights Inc. and Tofaş Automotive Inc. companies for their support on the experimental studies of the work.
Handling Editor: Chenhui Liang
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.
Data availability
Dataset related these studies, findings, and results as reported are included in the manuscript itself.