
Abstract
Densification is the process of compacting bulk material to increase its physical and energy density. One way of densification is by using screw extruders. Yet, sufficient theoretical studies have not been carried out on the densification parameters for a tapered screw. In this study, a mathematical model for investigating the effect of the operational parameters on a tapered screw has been studied by analyzing the work balance on the plug along the tapered screw channel. By using the taper angle, screw pitch, and barrel friction coefficients as control variables, a mathematical model for the pressure gradient, volumetric throughput, and output density was established. The velocity profile of the plug along the screw channel was measured to determine the volumetric throughput. The final model for the pressure gradient along the axial length of the screw has been approximated by Runge-Kutta fourth order approximation model in the python programing environment. From the results, an increase in screw length, screw taper angle, and barrel friction coefficient has been attributed to an increase in compaction pressure. This parameter has also changed for a
Keywords
Introduction
Because of their abundance and carbon-neutral raw material, biomass materials have been used as an alternative renewable energy source. However, due to their low bulk density, high moisture content, storage difficulty, and low energy density (typically 80−150
Evidence suggests that compacting loses biomass by gradually increasing the applied pressure, increases the output density. In the absence of a binder material, having an output density greater than 1200
The most often utilized compacting technologies are hydraulic press and tapered screw press compaction.5,7 Experimentally, the compaction mechanisms of 15 hydraulic press and 15 tapered screw press machines were compared to determine the most efficient compaction mechanism. According to their research, the screw press had a higher output density of 1122
Solid compaction with a variable screw pitch can also be utilized to densify a biomass with a constant screw diameter, resulting in a significant increase in output density. 9 In the past, several models for solid conveying and compaction in extruders were discussed. Their research focuses mostly on uniaxial compaction models.
According to Tadmor,
10
in order to investigate solid conveying in a standard screw, they separately investigated the three extrusion processes (solid conveying, melting, and melt conveying). They hypothesized that the initial filling pressure

Where:

Lovegrove and Williams
11
developed an equation for the rate of pressure change (equation (2)) in a standard screw by assuming a constant pressure along the screw shaft, barrel surface, and screw surface, as well as incorporating the width of the flight (



By studying the forces and torque balance on the plug for a conventional screw, an improved model with a non-isotropic pressure distribution in the material was developed by Broyer and Tadmor. 12 They established an equation for pressure rises in an exponential form (equation (3)), by adjusting the channel depth and neglecting the acceleration down the channel.

Where the term R is a function of several sub-functions such as screw width, barrel and screw flight friction coefficients, screw helix angle and solid conveying angle,
Based on the developed friction forces, a traction and retardation mechanism was used to develop a theoretical model for pressure rise. To evaluate the pressure distribution in a tapered screw, a plug flow model was assumed, which presupposes no internal shearing occurs during compaction. It was presumed that the pressure is non-isotropic. The taper angle (mainly between
It is difficult to develop an accurate mathematical model for identifying the output density in a biomass, since it is dependent on a variety of non-linear characteristics. Using genetic algorithms and a neural network, a theoretical model was developed by analyzing the effects of the variables on the output density of compacted biomass.14,15 Their artificial neural network makes use of node-to-node connections with numerical dependence. They constructed a quadratic equation (equation (4)) based on their experimental findings that predicts the output density with a mean square error of 0.01732. 15

Where the dependent variables
From their result, a moisture content above 40%, a particle size above 0.8 mm, and a piston speed above 2 mm/s will negatively affects the output density while increasing the die length shows a positive effect on increasing the density.
The effect of tapper angle on final density through a conical die was investigated, and a simplified mathematical model for back pressure (equation (5)) was developed. 16

Where
They used a
The main gaps in the above studies are that they focus on the change in pressure without taking into account the effects of all possible acting forces on the plug, the effect of friction coefficients on the plug by the screw, the barrel, and the shaft, and the effect of the tapered screw’s complex geometrical parameters, which will impede their ability to generate an accurate model. On the other hand, other studies are based on experimental investigations with specific materials, which, according to the authors perspective, renders their work non-universal and inapplicable to a variety of materials.
The goal of this study is to develop a mathematical model that predicts the pressure rise in the compaction zones of the tapered screw, the volumetric throughput, and the output density of the biomass by considering all three dimensional forces, making the work more universal and applicable in the fields of powder technology, energy, food, and agriculture.
Methods
Mathematical models
Based on the assumption of plug flow theory, which has been adopted by Broyer and Tadmor, 12 Weert, 17 a mathematical model for analyzing the compaction pressure and theoretical flow rate was constructed in this study.
The equation derived for compaction pressure follows the principle of Broyer and Tadmor. 12 They devised a model for straight screw extruder that links the ratio of the exit pressure to the entrance pressure using simple kinetics considerations. Force balances over a differential part of the plug are then used to calculate the pressure ratio.
The equation obtained in this study is similar to the approach taken by Broyer and Tadmor, yet it modifies and incorporates all forces for a tapered screw while examining the work done on the differential element. Furthermore, using a kinematic method, an equation correlating the volumetric flow rate to the conveying angle, helix angle, screw tapper angle, and other geometrical parameters of the tapered screw was constructed.
In addition to the plug flow assumption, the solid compaction process adopted here are based on the following assumptions:
The solid particle in the channel is assumed to be a rigid body.
The sold particles occupy all of the channel’s available space.
The screw’s geometry changes as it moves along its axis.
The distance between the screw and the barrel is regarded as insignificant.
It is expected that the compacted biomass is in contact with the barrel surface, the screw surface, and the screw shaft.
The pressure distribution varies from section to section along the channel. But the pressure on the screw
The stress transmission coefficient, also known as the Janseen coefficient “

where
Geometrical representation
Figure 1 depicts a sectional view of the plug’s geometry (middle segment) as well as the pushing and trailing sides of the plug (top and bottom sections respectively). We can derive the following geometrical relationships among the parameters from Figure 1, assuming that the screw taper angle is equivalent to the barrel taper angle and the space between them is insignificant.


Geometry of the plug.
From equation (7) a relationship between the radius and the angular distance.

The helix angle at the barrel

We can find the link between differential angular distances and helix angles by combining and rearranging equations (8) and (9).

The radius at any position along the x axis can be expressed as a function of the starting radius

The plug radius

The average radius of the plug:

The height of the plug


The average plug height

The width of the plug at the barrel


Volumetric throughput of the extruder
The first equation for estimating the theoretical volumetric output of a straight screw was proposed by AM Samus (19th century). Which is merely the screw’s sweep volume. It is defined as the sum of the screw cross sectional area and the axial velocity of material movement. The equation is as follows:

Considering the screw thickness

The theoretical volumetric throughput of the plug down the screw channel

The area of the plug


Representation of the differential area.
Integrating the above equation gives:

The portion of the cross-sectional area occupied by the screw wing is represented by the last term in equation (23). The axial velocity of the plug is independent of channel depth and axial position. From Figure 3 the axial velocity of the plug along the screw axis is given by:


Velocity profiles of the plug along the tapered screw.
Its expression can also be derived from the velocity diagram of Figure 4 in terms of the velocity of the plug along the channel

Representation of the axial velocity.
The velocity diagram Figure 4 relates the axial velocity (

Substituting this two equations in to equation (26):

Substituting for

From equation (28) we can derive for the axial velocity of the plug parallel to the screw axis

Since the tangential velocity

Substituting equations (23) and (30) in to equation (21) gives the final expression for the theoretical volumetric throughput of the tapered extruder as:

From the above equation the theoretical volumetric throughput of the extruder is directly related to the rotational speed of the screw, the diameter of the barrel and the screw, the solid conveying angle, the screw helix angle, the channel tapper angle, the pitch, and thickness of the screw.
The conveying angle (
It’s worth mentioning that if the volumetric flow rate is known, the conveying angle can be calculated using equation (32). To determine the flow rate with preset screw speeds, an experimental investigation is required. According to Peter and Matus,
16
the solid conveying angle, in most experimental studies, is less than
Density variation across the screw channel
This work is made on the basis the model proposed by Faborode and O’Callaghan
19
. The equation (equation (33)) is a function of initial density (


Force balance on the plug
Consider a cuneal shaped element as shown in Figure 5, as the material undergoes compaction and travels through the screw flight a solid conveying angle

Force acting on the section of the plug.
The force balance is done on the differential element shown in Figure 5. This forces are a combination of friction forces, normal forces, gravitational force, inertial force, and centrifugal force.
The force normal to the trailing edge of the screw


The friction force on the trailing screw flight is,

Due to the tapper nature of the screw and die, a lateral pressure on the bottom of the plug exists creating a normal force (


The plug is driven by a friction force (

The weight of the compacted material

Since the angular position


The angular position of the plug

Consider an arc length that the plug creates as it moves down the screw channel which is the product of the radius and the angle it creates, using similar analogy the change in radius along the screw length in the

Simplifying:

Where:

Substituting in to equation (43) we get the angular position to be:

The final equation for the tangential (


The forces
The force exerted by the pushing flight of the screw (


The force exerted by the plug as it move along the channel is given by:

As the screw rotates the plug will generate a centrifugal force

Substituting appropriate parameters,

Where the angular velocity (
(


The above forces acts in opposite to each other and the net force will be:

Analysis of work done
Because the material is moving at a constant speed while retaining its kinetic and potential energy, the total work done by acting on the element as it travel from one point to another is zero.

The forces acting on the plug are shown in Figure 5. They can be divided in to tangential (


As the compacted material travels through the screw, the work done due to solid displacement in the axial (

Displacement of the solid element for a unit displacement at the barrel surface.
Since there is no acceleration in the axial direction the sum of all the forces are zero which consequently implies the work done in the axial direction can also be equated to zero.


The force acting on the trailing side of the screw


The axial and tangential work done by this differential forces


The differential frictional force


The axial and tangential work done by this differential forces


The friction force at the screw’s root (


The work done associated with this forces are:


The friction force


The work done associated with this forces are:


The work done by force


The axial and tangential components


The axial work done by


The forces on the pushing flight of the screw (equation (48)) can be divided in to the axial and tangential components:


The work done by the forces (equation (48)) on the pushing side of the screw can be obtained as:


The friction force on the pushing side of the screw by the friction force


The axial and tangential components of the work done by this forces are:


As the material undergoes compaction the normal force created

Consequently, the work done by this force is:

The centrifugal force

Consequently, the work done by this force is:

There exist a net force (


Consequently, the work done for a unit distance traveled in the axial direction is:


Analysis of pressure distribution across the screw channel
By equating the axial and tangential work done components to zero, the pressure across the screw channel can be calculated: Equating the axial work done (equations (63), (67), (71?), (75), (81), (85), (89), (92), (94), and (97)) with the tangential work done (equations (64), (68), (72), (76), (78), (86), (90), and (98)) as indicated in equation (60) we get:

Substituting equations (14), (15), (10), (13), and (16) in to equation (99) and rearranging we get:

Where:

The pressure along the screw (
Equation (100) can be further simplified and written in the form of a first order differential equation of the form:

Where:


Equation (101) is a first order - first degree ordinary differential equation that can be evaluated analytically using the more accurate Runge-Kutta method.
Numerical solution and simulation process
A flow chart of the simulation process is shown in Figure 7. The pressure gradient was numerically integrated using the Runge-Kutta

Flowchart for calculating compaction pressure.
Results and discussion
The results obtained below are direct computations of equations (31), (33), and (101). For analyzing these parameters a shaft radius of 20 mm, exit screw radius of 45 mm, a screw length of 200 mm, with an initial entry pressure of 0.01325
Effect of tapper angle on compaction pressure across the length of the screw
The tapper angle on the screw has the primary impact of increasing compaction pressure, which in turn increases output density. Based on the theoretical prediction, the simulated results showed that the compaction pressure increases exponentially (from 0.25 (Mpa) to 618.8 (Mpa)) with an increase in tapper angle from (0°) to (60°) respectively, assuming that the barrel friction coefficients

Pressure change across the screw channel with varying tapper angle.
Effect of barrel friction coefficient on compaction pressure
Figure 9 illustrates the effect of the barrel friction coefficient between the biomass and the barrel. With a tapper angle of

Compaction pressure change along the screw axis with varying barrel friction.
Effect of tapper angle on compaction pressure and output density
For analyzing the change in output density across the length of the screw with a change in taper angle, an initial bulk density of 260
Variation of density with pressure along the screw axis at

Variation of density with pressure along the screw axis at

Variation of density with pressure along the screw axis at
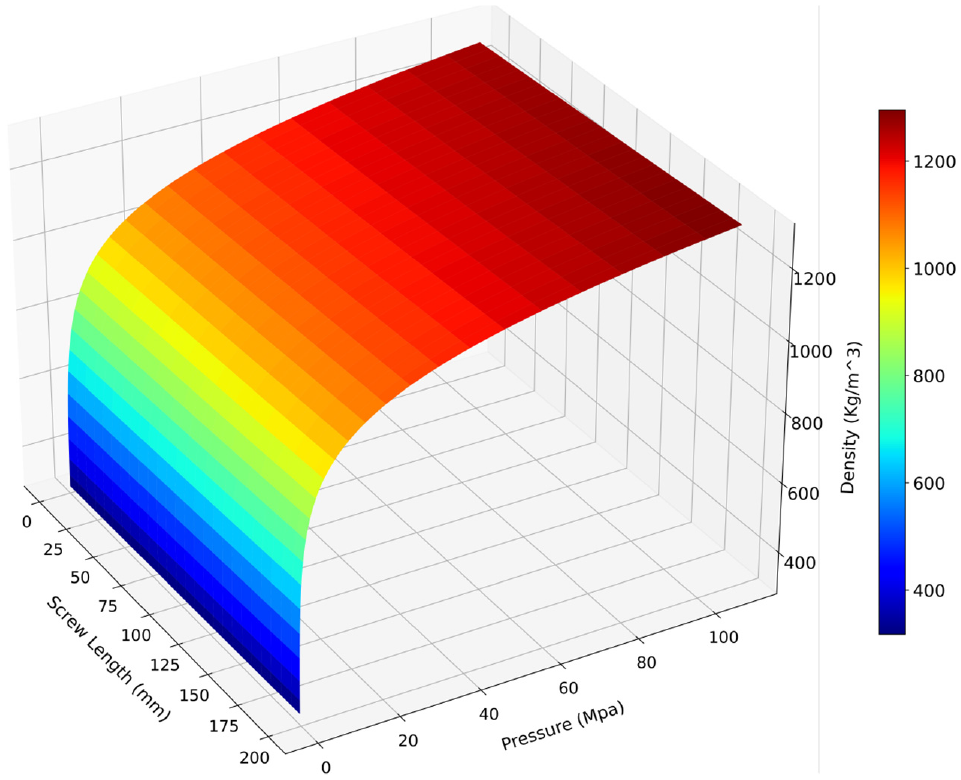
Variation of density with pressure along the screw axis at
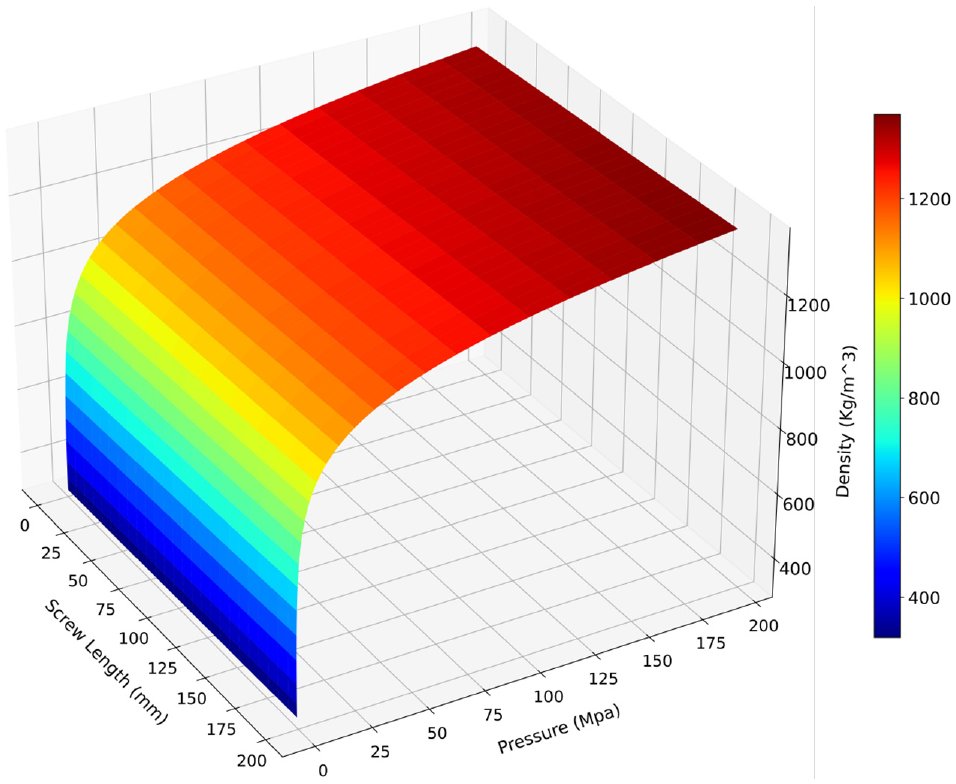
Variation of density with pressure along the screw axis at

Variation of density with pressure along the screw axis at

Variation of density with pressure along the screw axis at
Effect of tapper angle on volumetric flow rate
The curves of the volumetric throughput, obtained from equation (31), versus the screw pitch, the screw speed, and conveying angle with different screw taper angle is presented in Figures 17 to 19 respectively. Where a screw radius

Variation of volumetric throughput with varying taper angle and screw pitch.
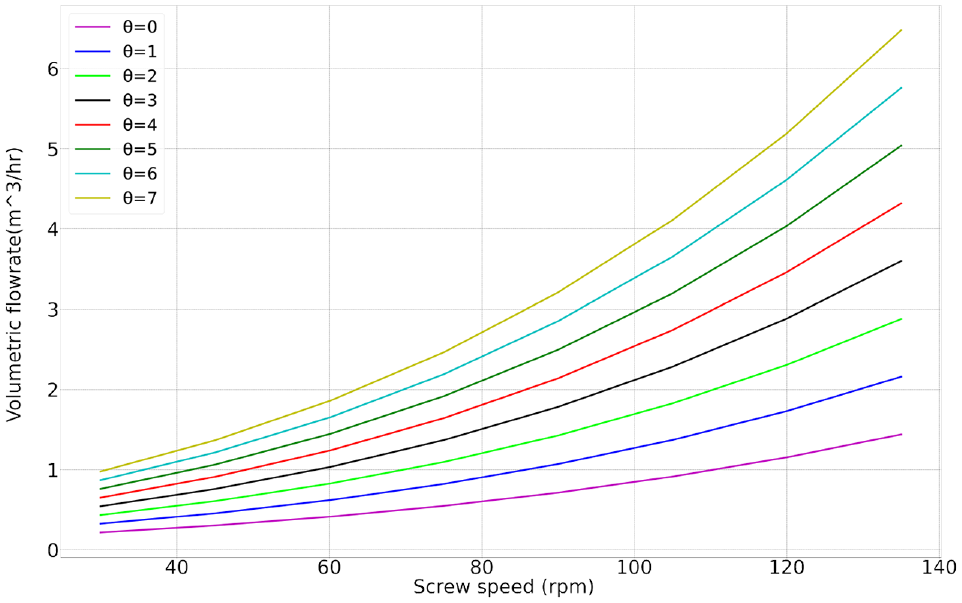
Variation of volumetric throughput with varying taper angle and screw speed.

Variation of volumetric throughput with varying taper angle and conveying angle.
Conclusion
The process of solid compaction in a tapered screw is dynamic and complex. The screw geometries, property of the compacted material, friction coefficients, frictional and non-frictional forces, and compaction pressure all play a significant role in the compaction process.
The pressure distribution, output density, and volumetric flow rate of solid compaction in a tapered screw extruder were investigated using a mathematical model developed in this study. The cumulative work done by the frictional, gravitational, and centrifugal forces created during the solid compaction process was studied in order to construct a mathematical model for pressure distribution across the tapered screw. The discharge pressure, rotational speed, friction coefficients, and screw dimensional parameters significantly affect those forces. The compaction process was evaluated following the concept of Broyer and Tadmor,
12
but modified to the tapered screw by incorporating the geometries and three-dimensional forces in the plugs differential element. By assuming constant values for the screw geometrical parameters, equation (101) yields the expression for pressure change across a small channel length
From the analysis and the simulation results the following conclusion can be drawn:
The compressibility and density change of the compacted material were investigated through pressure-density relationship.
The method of analysis can be used to compute the volumetric throughput if the solid conveying angle is known, or the solid conveying angle if the volumetric throughput is known, given the screw dimensions.
Increasing the tapper angle, solid conveying angle, screw pitch, and screw speed individually or concurrently has resulted in an increase in the tapered screw’s output capacity.
The screw taper angle and friction coefficients between the compacted material and the barrel surface have a big impact on the change in compaction pressure of a tapered screw. This demonstrates a high friction coefficient or a rough barrel surface are required to achieve a higher compaction pressure. It was also discovered that adjusting the taper angle while keeping the barrel friction coefficient constant had a comparable effect on the compaction pressure as keeping the barrel friction constant while varying the taper angle.
To simulate the results of compression pressure and output density, sawdust was chosen as an input material, and a taper angle of
The developed mathematical model for volumetric flow rate and compaction pressure can be applied to other ligno-cellulosic biomass materials and chemical powders by specifying the appropriate material and physical properties to obtain an approximate result for compaction pressure and volumetric flow rate.
The results and methods utilized to formulate the mathematical models in this study can be used as a useful inputs for future research to improve the accuracy of tapered screw extruder predictions.
Footnotes
Appendices
Handling Editor: Chenhui Liang
Declaration of conflicting interests
The author declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author received no financial support for the research, authorship, and/or publication of this article.