
Abstract
In ship construction, line heating is a necessary process for forming ship plates with complex curvature. The determination of line heating process parameters has a significant impact on the accuracy of the process and the efficiency of shipbuilding. However, previous studies on this subject only stay at the level of predicting deformation, which has not meet the actual processing production requirements. In this paper, a new idea of forecasting line heating parameters proposed. Firstly, an Radial Basis Function (RBF) proxy model between processing parameters and deformation was constructed based on experimental data, and then the reliability of the proxy model is verified. The optimization objective for proxy model was set as the minimum difference between the final deformation and the target deformation. Meanwhile, an improved Multi-Objective Particle Swarm Optimization (MOPSO) method was employed to search the optimal-set of processing parameters with non-dominated solutions. The performance of the optimized parameter set was ranked by using the Technique for Order Preference by Similarity to an Ideal Solution (TOPSIS), and the processing parameters combination ranking first was selected as the parameter forecasting result. The results showed that the predicted processing parameters have some reference for the practical engineering.
Introduction
During the construction of a ship, a huge amount of time is spent on forming and processing the outer plates, which are usually composed of complex hyperbolic surfaces and are formed mainly by line heating process. The process is mostly carried out manually by experienced technicians at present, 1 using gas torch as heat source, adjusting processing parameters continuously according to processing experience and target plate type, and completing the firing of target plate type from partial to whole little by little, but this empirical trial-and-error method tends to lead to high repetitiveness and low efficiency, which greatly affects the cycle time of ship building. Therefore, it is essential to perform line heating process parameters research.
To realize the systematic development of line heating process parameters, plenty of research works have been carried out at home and abroad. Shin et al. 2 proposed a comprehensive algorithm for an automated line-heating process, defined a new automatic wire heating process based on quantitative and computer heating information. Wang et al. 3 proposed a new mathematical formula to explain the relationship between deflection and shrinkage during the forming process of wire heating sheet, which lays a foundation for the prediction of parameters of large curvature thick plate considering deflections. Feng et al. 4 proposed a method of modeling the line heating process based on RSs and fuzzy logic, which effectively extracts the technological rules of plate formation. Biswas et al. 5 obtained a new relationship between the input parameters and the residual deformation during the wire heating process by means of work-volume analysis. Qi et al. 6 defined two new coupling variables to reflect the relationship between the heating parameters and the final residual deformation by numerical simulation. Seong et al. 7 inferred the required forming parameters backwards based on the bending angle and shrinkage, etc. by establishing a database mapping of the relationship between the geometric and forming parameters. Nomoto et al. 8 proposed a simulation method of water cooling process to improve the predictability of plate deformation caused by line heating.
Although there are many studies, they all stay at the level of predicting deformation, which is not quite in line with the actual production application requirements. In view of this, this paper proposes a new method for predicting the processing parameters of water-fire bent plates. First, based on the optimal Latin hypercube test data, an RBF proxy model between the processing parameters and the forming volume is constructed; then, the plate thickness, acetylene flow rate, heating line length, heating speed, and water-fire distance are taken as optimization variables, and a multi-objective optimization model with the minimum difference between the final angular deformation and transverse deformation and the target deformation is adopted as the optimization objective. Improved MOPSO is used to iteratively find the optimization of the established model; finally, TOPSIS is used to rank the performance of the optimized machining parameter solutions, and the solution with the first ranking is provided to the machining as the result of the forecast.
Experiment procedure and results
Experimental design
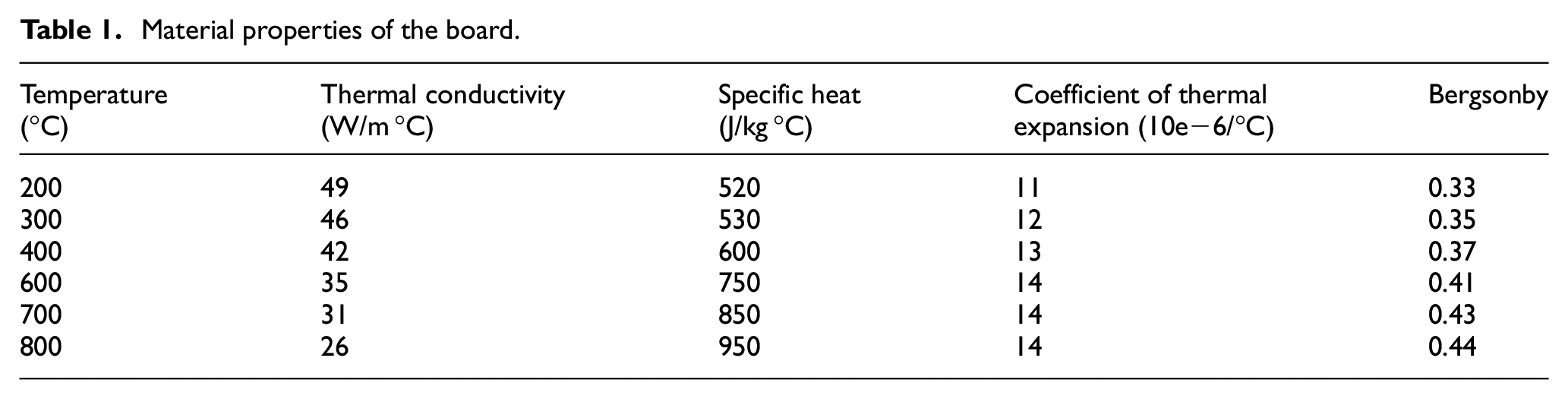
It is known from previous studies that the deformation of line heating does not correlate well with the length and width of the plates. 9 Therefore, the length and width of the steel plate used for the study in this paper is fixed, the plate length is 800 mm, the plate width is 500 mm. The material of the plate is mild steel and the specific material properties are listed in Table 1. Flame path for experiment is perpendicular to the midpoint of the plate width, flame gun diameter, and water gun diameter is 10 mm. The plate thickness H, acetylene flow rate Qch, heating line length L, heating speed Vq, and water fire distance D are selected as design variables. The specific description is shown in Figure 1.
Material properties of the board.

Experimental figure of line heating forming: (a) processing method and (b) measurement method.
According to the processing experience, the range of values of design variable parameters is selected as shown in Table 2, and the upper and lower limits of design variables are expressed by Xi(L) and Xi(U), respectively. Because the deformation of the steel plate is the only criterion for evaluating the forming situation during the processing of the line heating, the minimum difference between the final corner deformation and transverse deformation of the steel plate and the target deformation is the optimization goal.
Range of values of design variable parameters.

Measurement method
In order to measure the linear heating deformation results of the plate, the experiment chose coordinate measuring machine to measure the deformation of the plate. Because the experimental heating line position is chosen in the middle line of the plate, the deformation of both sides of the plate is relatively symmetrical. When measuring, we can choose one side of the plate for the measurement of transverse shrinkage deformation and angular deformation. The final processing transverse shrinkage of the whole is two times of the unilateral shrinkage, and the angular deformation is the deformation of the unilateral side. The specific description is shown in Figure 1(b), the dashed part of the figure is the plate before heating, the bolded part is the deformed plate after heating, with the unilateral boundary point as the calibration point, the value of L is the unilateral transverse shrinkage, H is the height difference between the calibration point before and after heating, and θ is the angular deformation amount.
Sample construction and experimental results
The construction of the proxy model relies on the selection of sample points, and through scientific experimental design, the sample points selected in the experimental scheme can be more evenly distributed and representative. Common experimental design methods include orthogonal array, central combination design, Latin hypercube design, and optimal Latin hypercube design. Among them, the Latin hypercube design has the ability to fit higher-order nonlinear relationships, and has more effective space-filling ability and higher efficiency than the full factorial design 10 ; while the optimal Latin hypercube design improves the inhomogeneity of the random Latin hypercube design, and can effectively avoid the possibility of losing some design space regions. 11 Therefore, in this paper, the optimal Latin hypercube method is selected for the experimental design, and the five design variables are selected, and the experimental results are shown in Table 3.
Experimental results of optimal Latin hypercube design.

Proxy modeling of steel plate line heating forming accuracy
RBF-based deformation modeling of steel plates
The relationship between the processing deformation and design variables of the line heating needs to be determined through processing tests. The process of process parameter optimization involves multiple tests, which leads to serious time consumption and huge costs, so the approximate model technique is used to construct a mathematical model that meets the accuracy requirements and consumes little calculation to establish the mapping relationship between input and output. The subsequent optimization work on this model will greatly reduce the optimization cost and speed up the optimization process.
The neural network approximation model has a strong ability to approximate complex nonlinear functions,12,13 and has a fast learning speed, excellent generalization ability and strong fault tolerance, so that the neural network model can obtain a good fit even in the case of a limited number of samples. Therefore, neural network is used to establish the complex nonlinear relationship between process parameters and deformation of line heating.
The RBF neural network consists of an input layer, an implicit radial basis layer and an output linear layer, and its network structure is shown in Figure 2. The radial basis functions are radially symmetric and commonly used as Gaussian functions:

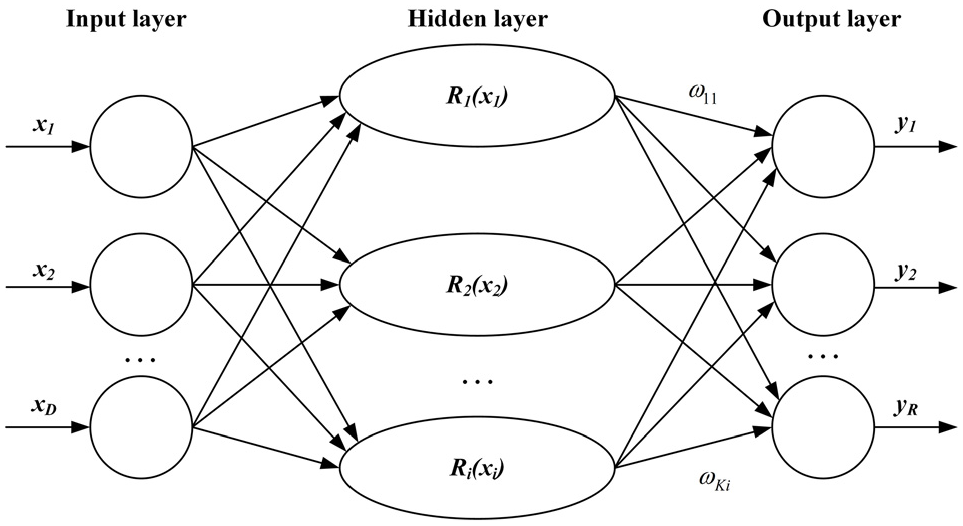
Structure of RBF neural network.
Where:
The input layer of the RBF network implements a nonlinear mapping from

Where:
RBF model prediction results and analysis
The plate thickness H, acetylene flow rate Qch, heating line length L, heating speed Vq, and water fire distance D are selected as the input nodes of the neural network, and the transverse shrinkage and angular deformation are taken as the output layer nodes. The first 20 sets of data are used as training samples, and 21–30 sets of data are used as test data. The experimental and predicted values were compared and the results are shown in the Table 4 and the comparison line graph is shown in the Figure 3. Among them, the black “■” is the experimental value of transverse shrinkage, the red “•” represents the predicted value of transverse shrinkage by RBF mode, the blue “▴” stands for the experimental value of angular shrinkage, the green “▾” means the predicted value of angular shrinkage by RBF mode. It’s obvious, the error between the predicted and experimental values is very small when the RBF model is used.
Comparison of experimental values and RBF predicted values.


Comparison of predicted and experimental deformation values.
In order to further evaluate the prediction performance of the model. We choose two indexes: coefficient of determination (


Where,
After calculation, the
Optimization of process parameters based on improved multi-objective particle swarm algorithm
Process parameter optimization model
To optimize the process parameters of line heating, the main inquiry is to minimize the difference between the processing deformation and the target deformation, according to this and based on the constraints, the optimization model of line heating process parameters can be constructed:

Where:
Improvement of multi-objective particle swarm algorithm
Theory of multi-objective particle swarm algorithm
The particle swarm algorithm (PSO) is an evolutionary algorithm that simulates the foraging behavior of birds in nature. 14 The algorithm generates a set of initial solutions, and then the particles in the population will follow certain rules to change the speed and position in each iteration to search for the optimal solution. The updated velocity and position are calculated as follows.


Where:
Multi-objective Particle Swarm Optimization (MOPSO) combines the most common Pareto theory in the field of multi-objective solutions, and establishes an external population to store the non-dominated solutions found in each iteration, and selects the global optimal particle gbest in the external population according to certain rules. 15 During the iterative process, the external population is continuously updated, and finally the particles in the external population are output as the optimal set of solutions.
New population search formula
How to balance the full search as well as the local search capability has been an important problem to be solved in the algorithm solution process, because the inertia weight is better for local refinement search when it is small and better for global search when it is large, 16 so to solve this problem, this paper proposes a new formula for the change of the inertia weight, which will change nonlinearly in time as the number of iterations t increases. Specifically, as shown in formula (8):

Where:
New linearly varying learning factors as shown in formula (9):

New population initialization strategy
Since the multi-objective particle swarm optimization algorithm is more sensitive to the initial value of particles, a more uniformly distributed initial population will lead to a better distribution of the obtained Pareto frontier, and the greater the probability of obtaining a solution set with diversity and good convergence. Most MOPSO algorithms are generated by randomly generating the initial population, which cannot guarantee that the initial population covers the decision space of the problem and easily falls into local optimum, thus failing to maintain the population diversity. Since the inverse trigonometric logistic mapping is more uniformly distributed on the interval

Using equation (7) to generate a random number in the interval, let the particle position take the value range of

This initialization method allows the initial population to be uniformly distributed in the decision space and provides a good start for the search of the algorithm.
Verification of algorithm performance
To verify the performance of the improved MOPSO algorithm, the standard test functions ZDT1 and ZDT2 were selected for testing, and GD (generation distance), SP (spatial metric), and IGD (inverse generation distance) were used as indicators for verification, and compared with the standard MOPSO algorithm under the same conditions, and the smaller the three indicators, the better the performance of the algorithm. The parameters of the improved MOPSO algorithm were set as follows: population size 100; inertia weight maximum value 0.9, minimum value 0.5; iteration number 350; individual learning factor and environmental learning factor maximum value 2, minimum value 1. To keep comparability, other algorithm parameters were set the same, and the test data of the standard MOPSO algorithm and the improved MOPSO algorithm are shown in Table 5.
Algorithm test data comparison table.

As can be seen from Table 4: the improved MOPSO algorithm outperforms the MOPSO algorithm. Although the standard MOPSO algorithm outperforms the improved MOPSO algorithm in terms of the SP index of the test function ZDT1, all other indexes are worse than the improved MOPSO algorithm, so the overall performance of the improved MOPSO algorithm is better than MOPSO. thus verifying that the improved MOPSO algorithm has better convergence and diversity.
Analysis of optimization results
To prove that the improved multi-objective particle swarm algorithm is suitable for solving the parameter optimization problem of line heating, the target transverse shrinkage is 0.4 mm and the target angular deformation is 0.3° at the plate thickness H = 12 mm, and the process parameters are solved optimally by the improved MOPSO algorithm. The parameters of the multi-objective particle swarm algorithm are set as follows: inertia factor

Iterative optimization search results.
From the optimization search results, it can be seen that the algorithm used can converge well to the vicinity of the target value when the water fire bending plate processing agent model is optimally solved, and the optimization effect is very good. To further verify the accuracy of the optimization results, the solution set of process parameters (as shown in Table 6) after iteration of the algorithm was experimentally verified, and the verification results are shown in Figures 5 and 6. Among them, the black “■” is the optimization value by the improved MOPSO, the red “•” represents the processing value, the blue “▴”stands for the target deformation amount.
Solution set of process parameters after improved MOPSO search.


Comparison of the results of transverse shrinkage.

Comparison of angular deformation results.
Analyzing the above results, the average error between the optimized value of transverse shrinkage and the actual processing value is 2.7%, and the average error between the optimized value of angular deformation and the actual processing value is 6.4%, which proves that the optimization results of this paper are reliable, and the comprehensive error between the processing value and the target value is 4.1%, so it can be concluded that the optimization effect is good.
TOPSIS-based decision making for processing parameters
In the actual processing production process, parameter forecasting often requires only one set of process parameters, so in order to obtain intuitive and clear process parameter solutions, the established transverse shrinkage and angular deformation are used as targets, and

Process parameter performance ranking process diagram.
For line heating forming processing, the transverse shrinkage and angular deformation are equally important, so the weights of the two evaluation indexes are set to 0.5 respectively, and the optimized process parameter solutions are decided according to the process in Figure 7, and the set of process parameter solutions after the decision is shown in Table 7.
Solution set of process parameters after decision.

According to the standardized scoring of the process parameter solutions, it is easy to see that the P2 solution {10,112,383, 1401, 2.63} is the solution closest to the target value when the transverse shrinkage and angular deformation are equally important. The analysis of the optimization results in 3.3 shows that the errors of the actual processing deformation and the target deformation of the P2 solution are 2.6%–4.8% respectively, the details are shown in Table 8, which meet the actual processing accuracy requirements .
Optimal solution deformation and target value error analysis.

Conclusion
The RBF proxy model between process parameters and deformation of line heating was established, and the accuracy of the relational model was checked. The test results showed that the model was fitted well, and the feasibility of using the RBF method to establish the proxy model of process parameters and deformation was verified.
The population initialization method and population search strategy of the multi-objective particle swarm algorithm are improved, and the three evaluation indexes show that the improved MOPSO algorithm has better convergence and diversity.
Through the example verification, the improved MOPSO algorithm is applicable to the parameter optimization problem of line heating.
Based on TOPSIS, multi-attribute decision making is performed on the optimized set of process parameter solutions, and the process parameter solutions are obtained as the forecast parameters after performance evaluation, and the results meet the actual processing accuracy requirements.
The current study is the local process parameter forecasting of line heating, considering that the processing of line heating involves the overall deformation problem, our next research work is the parameter forecasting of the overall deformation.
Footnotes
Handling Editor: Chenhui Liang
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Special Funding Project for Key Technologies of Ship Intelligence Manufacturing from the MIIT of China under Grant MC-201704-Z02, and thanks to the support of the RO-RO Passenger Ship Efficient Construction Process and Key Technology Research (Project No. CJ07N20) the Intelligent Methanol-Fueled New Energy Ship R&D Project (Guangdong Natural Resources Cooperation [2021] No. 44).
Data availability
All the data used to support the findings of this study are included within the article.