
Abstract
The development of sustainable electronic textiles requires environmentally friendly processes that preserve durability, electrical functionality, and user comfort. This study presents a green approach to producing conductive wool textiles by combining nitrogen plasma surface treatment with digital printing of PEDOT:PSS dispersions. Plasma activation significantly enhanced surface hydrophilicity and polymer adhesion without altering the intrinsic properties of wool. Conductive coatings based on PEDOT:PSS were applied to wool fabrics and subsequently crosslinked with an industrial fixing agent to improve washing durability. Surface morphology and coating penetration were examined by SEM, while functional group composition was analysed using FTIR-ATR. Electrical conductivity was assessed using four-point probe method, with the most stable performance observed for samples treated with blended PEDOT:PSS dispersions formulations and crosslinker (PFSH-p). Wash durability was confirmed over 35 laundering cycles, with minimal changes in resistance and colour intensity. To the best of our knowledge, current sensing atomic force microscopy (CS-AFM) and cyclic voltammetry (CV) are applied here for the first time to PEDOT:PSS-coated wool fabrics, providing insights into nanoscale electrical behaviour and electrochemical response. Vis–NIR spectroscopy and CS-AFM further validated the optoelectronic and nanoscale conductive properties of the coatings. Although the specific capacitance values obtained by CV were modest, the measurements confirmed the electrochemical activity of PEDOT:PSS-coated wool and demonstrated stable cycling performance. This work establishes an effective and scalable strategy for the environmentally conscious production of durable, conductive wool textiles with potential applications in wearable electronics and low-power smart devices.
Keywords
Introduction
The rapid expansion of wearable and flexible electronics has created a growing demand for lightweight, breathable, and electrically conductive textiles that maintain stable performance under mechanical stress and repeated washing. 1 Among the various approaches to impart conductivity to fabrics, intrinsically conductive polymers (ICPs) have emerged as promising candidates due to their mechanical flexibility, tunable conductivity, and compatibility with diverse textile substrates. In particular, poly(3,4-ethylenedioxythiophene):poly(styrene sulfonate; PEDOT:PSS) stands out as one of the most widely studied conductive polymers, owing to its environmental stability, mixed ionic-electronic transport, and aqueous processability.2 –4 However, translating PEDOT:PSS performance from planar films to real fibrous structures is non-trivial. Textiles present a hierarchical, rough, and chemically heterogeneous architecture that complicates uniform deposition, deep penetration into yarn interstices, and long-term mechanical and washing stability.
Natural fibres such as wool offer desirable properties including breathability, softness, biodegradability, and inherent moisture regulation, making them highly suitable substrates for sustainable electronic textile (e-textile) development. However, the hydrophobic nature and low surface energy of fibre hinder efficient deposition and long-term adhesion of conductive polymer coatings.2,5 –10 Wool is a protein-based fibres composed primarily of keratin, containing amino (–NH2), carboxyl (–COOH), and disulphide (–S–S–) functional groups that create a chemically active and heterogeneous surface. 7 These groups enable multiple binding mechanisms and explain the long-standing use of wool with acid dyes. PEDOT:PSS, frequently described as a “conductive acid dye,” can interact electrostatically with protonated amino groups in wool through the sulphonate (–SO3–) units of PSS (Figure 1), which facilitates durable adhesion and imparts the characteristic blue tint of PEDOT:PSS coatings.7,11,12 This intrinsic chemical affinity provides an advantageous starting point for creating conductive textiles. To overcome the limitations in wettability and coating uniformity, however, surface activation remains essential. Therefore, environmentally benign surface activation methods are required to enable strong polymer fibre interactions without compromising the intrinsic comfort and mechanical integrity of wool.

Schematic representation of the interaction between PEDOT:PSS and wool fibres.
Low-pressure plasma treatment has proven to be an effective and sustainable technique for modifying textile surfaces. Plasma exposure introduces surface functional groups, increases surface energy, and enhances liquid absorption and polymer anchoring while preserving the bulk properties of the fibres.10,13 –17 These attributes make plasma activation particularly beneficial for processing natural fibres and improving their compatibility with water-based conductive formulations such as PEDOT:PSS.
An early approach to conductive textiles was based on the in-situ polymerisation of polyaniline, polypyrrole, or PEDOT. Kim et al.18,19 used this strategy for electromagnetic interference (EMI) shielding, Opwis et al. 20 for textile-based heating elements, and Yu et al. 21 for stretchable supercapacitors. Other strategies have also been explored to integrate PEDOT:PSS onto textiles, including dip-coating, screen printing, knife-coating, spray deposition.3,22 –24 However, these routes differ clearly in how they balance material consumption, control over coating distribution and penetration in fibrous architectures, and compatibility with patterned, scalable manufacturing. Bulk deposition approaches (e.g. dip-coating) can promote high uptake but often provide limited spatial control and may lead to non-uniform coverage within yarn interstices. In contrast, printing-based methods offer precise, localised material placement with reduced waste and improved patterning resolution,22,25,26 yet their performance is frequently limited by insufficient wetting and weak interfacial anchoring on low-surface-energy fibres, factors that directly compromise washing stability. These trade-offs motivate the present combination of plasma activation to improve wettability/adhesion and digital printing to enable scalable, controlled deposition, providing a targeted route towards durable and functional e-textiles.10,27,28
Long-term durability is a key requirement for practical e-textiles, as conductive coatings often suffer from mechanical abrasion and significant conductivity loss during laundering. One established strategy to improve performance is the incorporation of crosslinkers into PEDOT:PSS formulations. Crosslinking enhances polymer–fibre adhesion, increases coating cohesion, and reduces material detachment during washing, resulting in more stable electrical properties.4,10,23 In this study, a textile-compatible crosslinker was employed at low concentration to promote coating fixation and improve wet fastness, enhancing durability without compromising the sustainability of the overall process.
Despite extensive research on PEDOT:PSS thin films, the nanoscale electrical behaviour of PEDOT:PSS coatings on fibrous substrates remains unexplored. Traditional macroscopic conductivity measurements cannot resolve local variations arising from uneven fibre coverage or microstructural discontinuities. Current sensing atomic force microscopy (CS-AFM) is a powerful technique for probing electrical behaviour at the nanoscale. 29 Unlike conventional AFM, which maps only surface topography using a sharp cantilever tip, CS-AFM employs a conductive probe under an applied bias to simultaneously capture both surface morphology and local current distribution. This dual capability makes it particularly suitable for evaluating conductive polymer coatings on textiles. Although CS-AFM has been widely applied to PEDOT:PSS thin films,30,31 its use on PEDOT:PSS-coated textile substrates has not yet been reported. In this work, CS-AFM is introduced for the first time to investigate the nanoscale electrical properties of PEDOT:PSS-coated wool fabrics, providing a novel perspective on conductive textile characterisation. These techniques provide new insights into the structure property relationships governing the functionality of PEDOT:PSS-coated textiles and expand the analytical toolbox for future development of wearable electronic systems.
Building on these insights, the present study introduces a sustainable strategy for producing conductive wool fabrics by combining nitrogen plasma surface treatment, digital printing of PEDOT:PSS dispersions, and optional crosslinker incorporation. Two commercially available PEDOT:PSS formulations were systematically investigated under varying processing conditions, enabling a comprehensive assessment of how formulation choice and processing parameters influence coating morphology, penetration, electrical conductivity, and long-term wash durability. Importantly, in the context of conductive wool fabrics, advanced characterisation techniques, including CS-AFM and cyclic voltammetry (CV), were employed to probe nanoscale electrical behaviour and electrochemical performance of the coatings
Overall, this research advances environmentally responsible e-textile development by uniting sustainable processing methods with multiscale characterisation, paving the way towards durable, biodegradable, and high-performance conductive wool fabrics for next-generation wearable electronics.
Material and methods
Materials
A worsted 100% wool fabric was used as the textile substrate. The pure wool fabric was purchased from JSC “Drobė” (Kaunas, Lithuania). Structural parameters of wool fabric are presented in Table 1.
Technical parameters of wool fabric.

Two commercial PEDOT:PSS formulations, Clevios™ F ET and Clevios™ S V3 (Heraeus Holding GmbH, Hanau, Germany), were selected for textile coating. See Table 2 for more details.
Main characteristics of Clevios F ET and Clevios S V3.

The data was obtained from the manufacturer’s technical specification sheets.
A melamine formaldehyde (formaldehyde content <1.26%; Tubicoat Fixing Agent HT; CHT Germany GmbH, Tübingen, Germany) was used as crosslinker. High-purity nitrogen gas (⩾99.99%; Elme Messer, Vilnius, Lithuania) was used as the process gas for the low-pressure plasma treatment of wool.
Sample preparation and coding
To investigate the influence of formulation and crosslinking, wool fabrics were modified with Clevios F ET, Clevios S V3, or a mixture of both. In some samples, a melamine-formaldehyde-based resin was added as a crosslinker. All formulations were applied by digital printing following plasma activation. The coding scheme of the prepared samples is summarised in Table 3.
Coding of wool samples modified with different PEDOT:PSS formulations and processing conditions.

Nitrogen low pressure plasma treatment
Before digital printing with PEDOT:PSS, the wool fabric was activated by low-pressure nitrogen plasma to improve hydrophilicity, adhesion, and printability. Plasma treatment was performed using a Junior plasma system 004/123 (Europlasma, Oudenaarde, Belgium). For this purpose, wool fabric samples of 13 × 20 cm were prepared, mounted on a vertical aluminium frame and placed in the process chamber of the plasma unit (Ø = 200 mm), positioned upstream of the plasma-generating magnetron source. The process parameters are summarised in Table 4. Before each run, the chamber was evacuated to 300 mbar and nitrogen was automatically introduced. After reaching the working pressure (0.4 mbar) and igniting the discharge (200 W), the plasma was allowed to stabilise for 60 s before the 120 s treatment time was started.
Process parameters of low-pressure plasma treatment.

Digital printing
Wool fabrics were coated with PEDOT:PSS using a laboratory scale ChromoJET TableTop digital printer (ZIMMER GmbH, Kufstein, Austria). A schematic representation of the digital printing process is shown in Figure 2. Four different conductive polymer formulations (100 ml each) were prepared for the digital printing of plasma-treated samples:
(a) Clevios F ET: undiluted;
(b) Clevios S V3: diluted with distilled water at a ratio of 7:3 (v/v);
(c) Composite formulation: sequential layer-by-layer deposition of (a) and (b);
(d) Composite formulation with crosslinker: mixture of (a) and (b) with the addition of 3 wt% Tubicoat HT crosslinker.

Schematic illustration of PEDOT:PSS deposition on wool fabrics by digital printing.
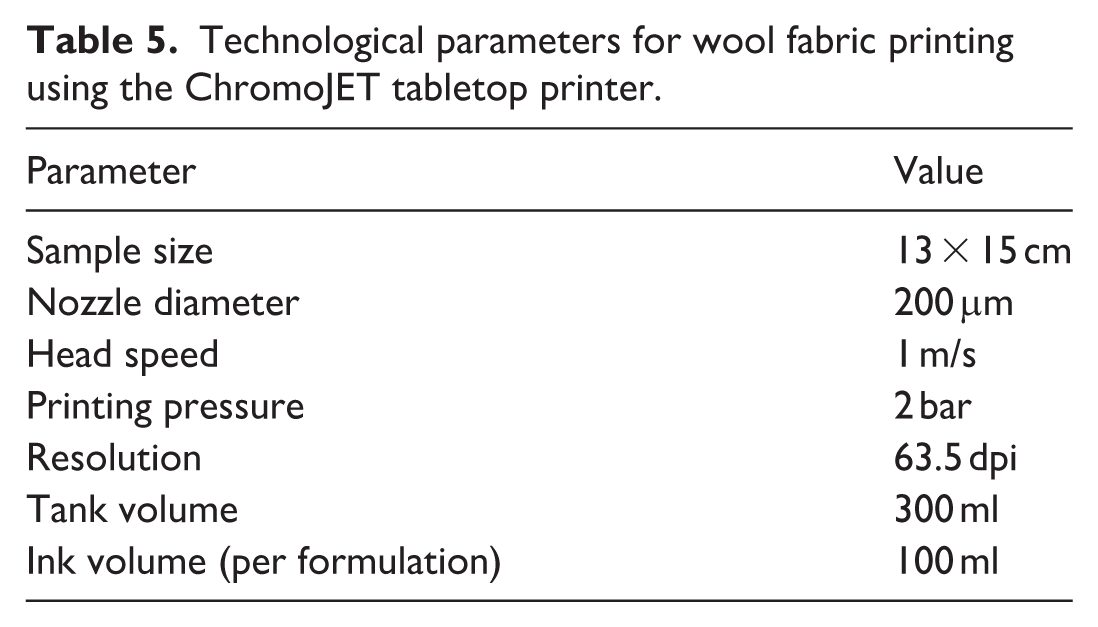
The technological parameters of digital printing are summarised in Table 5. After printing, all samples were dried in a laboratory drying/thermosetting machine (TFOS IM 350, Roaches International, Batley, UK) at 100°C for 5 min.
Technological parameters for wool fabric printing using the ChromoJET tabletop printer.
Characterisation
Weight gain analysis
To evaluate the add-on value of the conductive coating, circular fabric specimens with a diameter of 4 cm were cut using a precision cutting device (Model 230/38, James H. Heal, Halifax, England) to ensure uniform sample dimensions. For each experimental condition, five replicate specimens were prepared. Before weighing, all samples were conditioned for at least 4 h under standard atmospheric conditions (20°C ± 2°C and 65% ± 4% relative humidity) to ensure moisture equilibrium. The initial and final weights of the samples (before and after coating) were measured using a high-precision analytical laboratory balance (GR-200, A&D Company, Ltd., Tokyo, Japan).
Scanning electron microscopy (SEM)
Surface and cross-sectional morphologies of the digitally printed samples were analysed using an S-3400 N II SEM (Hitachi HighTech Europe GmbH, Mannheim, Germany) operated at an accelerating voltage of 10 kV. Prior to imaging, the surface of the samples was sputter-coated with a thin gold for 4 min under vacuum using a Quorum Emitech K500X sputter coater (Quorum Technologies, Ashford, Kent, USA).
Vis-NIR spectroscopy
The optical absorption spectra of PEDOT:PSS-coated wool fabrics were recorded using a Lambda 950 UV-Vis-NIR spectrophotometer (Perkin Elmer Waltham, Massachusetts, USA) in the wavelength range of 600–1200 nm.
ATR-FTIR spectroscopy
Fourier-transform infrared (FTIR) spectroscopy in attenuated total reflection (ATR) mode was used to characterise wool surfaces before and after coating. The spectra were obtained using an IR Prestige-21 spectrometer (Shimadzu Deutschland GmbH, Duisburg, Germany) equipped with an ATR accessory (LOT-Quantum Design GmbH) in the range of 550–4000 cm−1, with an average of 40 scans and a resolution of 16 cm−1.
Current sensing atomic force microscopy (CS-AFM)
CS-AFM measurements were performed in contact mode using an Agilent Technologies 5500 atomic force microscope equipped with beam deflection and a CS-AFM nose assembly. Conductive PtIr5-coated silicon cantilevers (NanoWorld, contact mode) with a force constant of 2.8 N m−1, a length of 240 µm, a width of 35 µm, a thickness of 3 µm, and a tip height of 10–15 µm were used. The maximum measurable current of the system was 10 nA; therefore, the applied bias was adjusted during each scan to avoid exceeding this limit. The bias voltage was applied directly to the sample through a conductive electrode. Images were acquired with a resolution of 1024 data points per line at a scanning speed of 1 line/s. All images were processed using the open-source software Gwyddion. For semi-quantitative evaluation of conductive versus non-conductive regions, the current maps were additionally analysed in ImageJ (version 1.54 g). Pixel-wise current distributions (histograms) were extracted and a conductive area fraction was calculated as the percentage of pixels above a defined current threshold.
Cyclic voltammetry (CV)
Electrochemical measurements were performed using a TSC battery standard cell in combination with a Microcell HC setup (rhd instruments GmbH & Co. KG, Darmstadt, Germany). Two planar stainless-steel disc electrodes (Ø 8 mm) press-fitted into a PEEK sleeve served as current collectors. A contact pressure of ~100 kPa was applied to the electrolyte-soaked polypropylene (PP) separator stack inside the TSC cell using a gold-plated spring with a spring constant of 2.3 N mm−1. Under these conditions, no significant compression of the separator was observed.
A poly(vinyl alcohol)-potassium hydroxide (PVA-KOH) gel electrolyte was used as the ion-conducting medium. The polymer-based porous alkaline gel electrolyte was prepared according to the reported method, 32 using a PVA:KOH weight ratio of 60:40, which provides maximum ionic conductivity.
Cyclic voltammetry was carried out at room temperature using a Gamry Interface 1010e potentiostat. CV scans were recorded in the potential range of −1.0 to 0 V at scan rates of 5, 10, 50, and 100 mV/s. The specific capacitance was calculated from the CV curves according to equation (1):

where C is the specific capacitance (F/g), i is the current (A),
Cyclic voltammetry was used as a diagnostic technique to verify electrochemical activity and to compare the relative behaviour of different formulations. Owing to the complexity of sample preparation and the time-intensive, partially destructive nature of repeated electrochemical cycling, CV measurements were performed on one representative specimen per formulation. Accordingly, the reported capacitance values represent single measurements, and the discussion focuses on relative trends rather than absolute performance metrics.
Evaluation of electrical resistance
The sheet resistance of the digitally printed samples (10 × 2 cm) was measured using the four-point probe method to assess electrical conductivity. Measurements were carried out with a Jandel hand-applied probe equipped with a cylindrical four-point probe head (Bridge Technology, Garden Grove, CA, USA). The probe spacing was 1 mm. For each formulation, five specimens were tested. On each specimen, measurements were taken at five different positions (measurement area 5 × 10 mm), and each position was measured three times. Sheet resistance was reported in Ω/sq and was calculated automatically by the instrument from the measured current and voltage using the standard four-point probe method. Mean values and standard deviations were obtained from the replicate measurements (n = 5 specimens, five positions per specimen).
Washing durability evaluation
The durability of the conductive PEDOT:PSS coatings was assessed by subjecting plasma-treated wool fabrics with different PEDOT:PSS modifications to repeated washing and drying cycles, five specimens for each sample. Washing tests were performed according to ISO 105-C06, method A1S. 33 10 steel balls were placed in a steel container, and washing was carried out using a Scourotester Computex (Budapest, Hungary) at 40°C for 30 min per cycle. A total of 35 washing cycles were applied. After each cycle, the samples were line-dried under ambient conditions. However, adjacent multifibre fabrics were not used, as the aim of this study was to evaluate the colour change and electrical performance of the treated wool samples themselves rather than staining behaviour towards other textiles. Therefore, after washing, the fabrics were evaluated in terms of electrical performance (sheet resistance, measured as previously described) and visual appearance to determine the durability of the conductive coatings.
Evaluation of colour change after washing
Changes in colour of coated fabrics after washing were evaluated using the grey scale for colour change according to EN ISO 105-A02. The scale consists of five main steps and four half-steps, providing nine grading levels in total. 34
Evaluation of colour fastness to rubbing
Colour fastness to rubbing was determined according to ISO 105-X12:2016, five specimens for each sample. Prior to testing, specimens and rubbing cloths were conditioned under standard atmospheric conditions (20°C ± 2°C, 65% ± 4% RH) for at least 4 h. Each specimen was fixed to the test device so that its long axis aligned with the rubbing track. A conditioned rubbing cotton cloth was mounted on the finger with its weave parallel to the rubbing direction. The dry specimen was rubbed over a track of 104 ± 3 mm for 20 cycles (10 forward and 10 backward) at a rate of 1 cycle/s under a downward force of 9 ± 0.2 N. 35 After testing, staining of the rubbing cloth was assessed using the grey scale for staining EN ISO 105-A03:2019. 36
Spectrophotometric colour measurements
To complement visual grey-scale evaluation, colour differences were quantified using a ColorLite SPH850 spectrophotometer (ColorLite GmbH, Germany) operating in the 400–700 nm spectral range with 3.5 nm resolution. 37 Colorimetric measurements were performed using a measurement aperture of 8 mm, under a D65 standard illuminant and a 10° standard observer. Measurements were conducted under standard atmospheric conditions (20°C ± 2°C, 65% ± 4% RH). For each sample, four readings were recorded across four fabric layers, using five replicate specimens. The instrument output was analysed in the CIELAB colour space, where L* represents lightness (0 = black, 100 = white), a* spans the green (–) to red (+) axis, and b* spans the blue (–) to yellow (+) axis.
Results and discussion
Functionalisation of wool fibres with conductive polymers requires a substrate that enables good polymer adhesion without compromising the intrinsic comfort and mechanical properties of the fabric. Plasma treatment has therefore been widely employed as a sustainable surface modification technique to increase surface functionality while leaving the bulk structure of the fibre largely unaffected. 15 Our previous studies demonstrated that coating wool fabrics with Clevios F ET and/or Clevios S V3 after plasma treatment improved polymer penetration; therefore, plasma-activated wool was selected as the substrate in this work. 10
The influence of plasma activation on wool fibre morphology was examined by SEM (Figure 3). A comparison of untreated and N2 plasma-treated fibres revealed no major differences in bulk morphology, which is consistent with reports that low-pressure plasma primarily induces surface-level changes such as etching, cleaning, and activation of functional groups. 38 This indicates that the treatment enhances the affinity of wool fibres towards PEDOT:PSS without compromising their structural integrity under the 120 s plasma exposure applied in this study, thereby facilitating a deeper penetration and more uniform distribution of the PEDOT:PSS coating within the fibre surface structure. 38

SEM images of the untreated wool fibre: surface view (a and c) and cross-section (b), and N2 plasma-treated wool fibre surface (d).
Compared with conventional techniques such as screen printing or dyeing, digital printing offers a more precise and environmentally friendly deposition method that does not alter the structural integrity of the wool fibres. 10 In this study, four PEDOT:PSS-based formulations were evaluated: Clevios F ET, Clevios S V3, their 1:1 mixture, and the corresponding mixture containing a textile compatible crosslinker. The crosslinker was incorporated at 3 wt% into the PEDOT:PSS dispersions to enhance coating durability. While concentrations of 1, 2, and 3 wt% were tested, only the 3 wt% addition provided satisfactory washing performance. Distilled grade 3 water was added to each formulation to adjust viscosity and ensure stable droplet formation during the digital printing process.
SEM analysis revealed that the low-viscosity Clevios F ET enabled deeper polymer penetration through the fabric, as observed in the PF-p samples (Figure 4(a1–a4)). In contrast, the more viscous Clevios S V3 tended to accumulate within inter-fibre gaps, as seen in the PS-p samples (Figure 4(b1–b4)). Furthermore, samples prepared with the combined Clevios formulations and the Tubicoat HT crosslinker (PFSH-p; Figure 4(d1–d4)) exhibited a more homogeneous and uniform coating compared with PF-p, PS-p, and PFS-p. Notably, for all formulations, the characteristic scale-like morphology of the wool fibres remained visible after coating, indicating that the intrinsic fibre structure was preserved and that the conductive polymer layer acted as a conformal surface modification rather than obscuring or damaging the underlying substrate. The digital printing process enabled the conductive polymer to not only cover the fibre surfaces but also penetrate through the fabric thickness, which made direct measurement of coating thickness challenging.

SEM images of plasma-treated wool fabrics coated with different PEDOT:PSS formulations (Table 3) by digital printing: (a1–a4) PF-p, (b1–b4) PS-p, (c1–c4) PFS-p, and (d1–d4) PFSH-p. For each formulation, surface views (1 & 2) and cross-sections (3 & 4) are shown.
Weighting analysis was used to calculate the weight of the polymer on textile (Figure 5). The largest weight of conjugated polymer on wool (15.6%) was found after treatment with plasma and coating with PFSH-p formulation, whereas the lowest polymer uptake was obtained with PS-p alone. The latter formulation has a relatively high viscosity, which limits its penetration into the textile substrate. 10 For this reason, we diluted Clevios S V3 with distilled water in order to avoid clogging of the digital printing nozzles. However, the dilution was kept minimal so as not to significantly reduce the PEDOT:PSS content in the PS-p formulation. PF-p showed a slightly higher add-on than PS-p, and the mixed formulation without crosslinker (PFS-p) also yielded a slightly higher polymer uptake than both single-component systems, but still lower than PFSH-p. This likely results from the combined rheological and compositional properties of the two Clevios dispersions, which create a more favourable balance between penetration and surface deposition. In contrast, the additional increase observed for PFSH-p indicates that the crosslinker further promotes fixation of PEDOT:PSS to the wool substrate rather than merely increasing the deposited mass. SEM images further support these findings: in the case of PS-p, the coating remains predominantly on the surface (Figure 4(b3)), while for the PFSH-p composition containing a crosslinker, the coating penetrates more effectively into the textile and forms a more homogeneous layer (Figure 4(d1–d4)). This improved deposition is likely to contribute to enhanced electrical conductivity, as a greater amount of PEDOT:PSS is integrated into the textile substrate.

Add-on values (weight gain, %) of wool fabrics coated with different PEDOT:PSS formulations by digital printing.
Figure 6 presents photographs of plasma-treated wool fabrics coated with different PEDOT:PSS formulations (PF-p, PS-p, PFS-p, PFSH-p) before washing and after 15, 25, and 35 washing/drying cycles at 40°C. Colour fastness was evaluated according to the grey scale method, 34 which is widely used in textile testing to assess changes in colour intensity and staining after treatment. The scale consists of five main grades, where grade 5 corresponds to “no change” and grade 1 to “very severe change.” Intermediate values (e.g. 4–5, 3–4) represent half-step changes, enabling more precise evaluation. Using this method, samples coated with the combined formulations (PFS-p and PFSH-p) showed an improvement of more than half a grade compared with those coated with a single Clevios product (PF-p or PS-p). This indicates that the blended formulations enhance PEDOT:PSS absorption, resulting in a slightly darker and more uniform appearance. After 35 washing cycles, all samples showed only about half a grade of colour change, demonstrating that the fabrics retained good visual properties.

Photographs of wool fabrics coated with different PEDOT:PSS formulations before washing and after 15, 25, 35 washing/drying cycles at 40°C.
Among the blended formulations, PFSH-p showed less colour change than PFS-p, likely due to the presence of the Tubicoat HT crosslinker. Overall, PFSH-p demonstrated the highest wash fastness of all tested formulations, exhibiting the lowest degree of colour change even after 35 washing cycles (Figure 6).
The crosslinker can act as a bridging agent between wool fibre functional groups and PEDOT, enhancing compatibility and adhesion. The cationic moieties of Tubicoat fixing agent HT are able to interact with wool fibres through ionic and hydrogen bonds, particularly with the carboxyl groups of wool keratin.39,40 At the same time, these cationic groups can also form ionic interactions with the anionic sulphonate groups of PSS, effectively establishing a bridge between the wool fibres and the PEDOT:PSS coating.41,42 Such electrostatic interactions promote simultaneous binding to both the natural wool fibre and the conductive polymer. 43 As a result, the presence of Tubicoat fixing agent HT improves the durability and functionality of the coating, leading to a more stable and wash-resistant composite material.
Colour fastness to rubbing was also determined according to the dry rubbing test (ISO 105-X12). 35 The best resistance to rubbing was obtained for the PFSH-p samples. After the rubbing tests, staining of the rubbing cloths was evaluated using the grey scale for staining (EN ISO 105-A03) 36 under standard lighting conditions (Figure 7). Among all tested formulations, the PFSH-p samples produced the least staining of the rubbing cloths, corresponding to the highest colour fastness.

Rubbing cotton cloths after dry rubbing tests 35 of PEDOT:PSS-coated wool fabrics, showing the extent of coating removal.
Table 6 presents the measured L, a, b* colour coordinates and K/S values (at 700 nm) for plasma-treated wool fabrics coated with different PEDOT:PSS formulations before and after multiple washing cycles. The K/S (Kubelka–Munk) values confirm the ability of the PEDOT:PSS coatings to impart colour yield to the wool substrate, where higher K/S values indicate a darker or more intense shade when comparing samples with each other and after washing cycles. For the PF-p sample, only minor changes in lightness (L*) and chromatic coordinates (a*, b*) were observed after 35 washes, indicating relatively stable colour properties. By contrast, the PFSH-p sample initially darkened (L* decreased from 36.7 to 33.9 after 5 washes) but showed minor fluctuations thereafter, with the final L* value (35.4 after 35 washes) remaining close to the starting point. The a* coordinate shifted slightly towards neutral (less green), while b* values indicated a small reduction in the blue component over time, although with some fluctuations. Despite these variations, the PFSH-p samples retained higher overall colour intensity compared with PF-p, reflecting enhanced coating durability due to the crosslinker. Overall, these results suggest that crosslinker addition improves colour retention and wash fastness, while PF-p samples show slightly greater stability in colour coordinates over repeated washing. Thus, the effect of the crosslinker is beneficial for preserving coating uptake, although it may also contribute to minor fluctuations in perceived colour during laundering. The changes in colour observed after washing may reflect the partial loss of the PEDOT:PSS layer from the fabric surface, indicating a possible variation in the electrical conductivity of the coated textile (Figure 8).
CIE L*, a*, b* colour coordinates and calculated K/S (700 nm) values of wool fabrics coated with different PEDOT:PSS formulations before and after washing cycles.

Note. (±0.1) confidence intervals correspond to a 95% confidence level.

Sheet resistance (Ω/sq) of wool fabric coated with different PEDOT:PSS formulations, measured by the four-point probe method before and after 35 washing cycles.
Figure 8 shows the sheet resistance (Ω/sq) of wool fabrics coated with different PEDOT:PSS formulations before and after 35 washing cycles. Sheet resistance is an in-plane (two-dimensional) metric obtained by the four-point probe method and is used here because a uniform and well-defined coating thickness cannot be determined for the fibrous textile structure. Therefore, the data are not converted to bulk conductivity (S/cm). Prior to washing, the PFS-p and PFSH-p samples exhibited the lowest resistance values, with no significant difference between them, indicating homogeneous and continuous coatings. The PS-p sample showed slightly higher resistance, while the PF-p sample had the highest resistance and largest variation, consistent with less uniform coating. In addition, the difference between PF-p and PS-p may also be linked to formulation-related effects: the two commercial dispersions contain different types and amounts of a polar diol co-solvent (see Table 2), which can influence the PEDOT:PSS microstructure and charge transport, and thereby affect the measured sheet resistance.44,45
After 35 washing cycles, the sheet resistance increased for all formulations, but the extent of increase differed. PF-p and PS-p samples showed the strongest degradation, with resistance values rising by more than an order of magnitude, reflecting coating loss and uneven redistribution. Beyond mechanical coating loss, PEDOT:PSS is also reported to be sensitive to humid/wet environments because the PSS-rich phase is hygroscopic; water uptake can weaken interactions between PEDOT:PSS grains and contribute to electrical degradation, which is relevant under repeated laundering.46,47 In contrast, both PFS-p and PFSH-p samples maintained relatively low resistance after washing. Notably, the PFSH-p sample with the crosslinker demonstrated the best durability, with only a minor increase in resistance (from ~2.0 × 104 to ~2.6 Ω × 104 Ω/sq). This confirms that the crosslinker improved adhesion of PEDOT:PSS to wool, enhancing wash fastness and ensuring stable conductivity.
Overall, the results indicate that the combination of both Clevios provides improved conductivity compared to single-component formulations, and the incorporation of Tubicoat HT crosslinker further enhances coating durability under repeated laundering.
As summarised in Table 7, PEDOT:PSS-based conductive textiles reported in the literature show a wide range of electrical resistance values (as reported), which depend on substrate, deposition technique, and formulation.4,6,22,23,26,48 Direct comparison between studies is difficult because different electrical metrics and geometries are used, such as sheet resistance (Ω/sq) for planar fabrics and linear resistance (Ω or Ω/cm) for yarns/threads, or conductivity (S/cm), often under different test conditions. Therefore, the values in Table 7 are intended to indicate typical ranges and overall trends rather than strict one-to-one numerical equivalence across studies.
Comparison of PEDOT:PSS-based conductive textiles reported in the literature and in this work.

Note. Reported values are taken from the respective publications and may differ in measurement geometry and conditions; they are provided to indicate typical performance ranges and relative trends.
PU: polyurethane; EG: ethylene glycol; DMSO: dimethylsulphoxide; PVA: poly(vinyl alcohol); Si-crosslinker: silicone-based crosslinker; DVS: divinyl sulphone; EtOH: ethanol; MeOH : methanol
Depends also on type of fibres and the binder amount in the printing formulation.
Depends on the concentration of PEDOT-PSS in the finished coating.
Depends on post-treatment (none/EG/DMSO) and washing state (non-washed vs four washes).
Depends on washing cycles (non-wash vs 15 washes).
After three washes, hydrophobic-treated polyester remained at ~5 Ω, while untreated increased to ~10 Ω.
Depends on processing agents.
Washing durability remains a major limitation for most PEDOT:PSS-coated textiles. Inkjet-printed systems on synthetic substrates have been reported to retain conductivity for 3–4 washing cycles,6,23 while formulations incorporating binders or crosslinkers on cotton or polyester have been reported to withstand ~15–20 washing cycles.22,26 For natural fibres, silk-based PEDOT:PSS systems have been reported to retain conductivity for 4 washing cycles, 48 whereas the most robust wool-based coatings reported to date reach about 25 washing cycles under ISO 105-C06 conditions. 10
In this context, the digitally printed PEDOT: PSS coating on wool presented in this work demonstrates improved durability, maintaining a sheet resistance of approximately 104 Ω/sq after 35 washing cycles (ISO 105-C06, method A1S), while exhibiting electrical performance comparable to state-of-the-art PEDOT:PSS textiles.10,23
Current sensing atomic force microscopy (CS-AFM) was used to simultaneously probe surface topography and local electrical conductivity of wool fibres (Figure 9). Compared with bulk conductivity methods, CS-AFM offers the advantage of mapping electrical properties at the nano and microscale, allowing direct correlation between the fibres topographical features and local current distribution. The measurement of textile fibres by AFM is technically challenging, since the wavy surface structure of wool and the limited z-range of the piezo restrict smooth cantilever scanning. In addition, the curved and compliant fibre surface can lead to local variations in tip-sample contact (and contact force), which may introduce imaging artefacts and affect the measured current contrast. Therefore, the current maps are interpreted mainly in a qualitative or semi-quantitative way. These difficulties make it difficult to obtain stable imaging, and measurements were therefore performed only on the most promising coating formulation identified from previous analyses (PFSH-p). For comparison, uncoated wool fibres were also imaged. Figure 9 shows representative topography, friction, and current maps for both uncoated and coated fibres. As expected, the uncoated wool fabric showed no detectable conductivity, even when tested at bias voltages up to 5 V. In contrast, the PFSH-p coated wool fibres exhibited clear current signals, with values reaching the maximum measurable current of 10 nA at 1 V bias. Since 10 nA is the measurement limit of the CS-AFM setup, pixels at this value are saturated and should be interpreted as currents ⩾10 nA, this reduces meaningful contrast and prevents quantitative comparison of absolute current values in saturated regions. The current maps revealed regions of current saturation, although the conduction was not uniformly distributed across the fibre surface. This partial inhomogeneity may indicate uneven nanoscale distribution of the PEDOT:PSS coating. Interestingly, the corresponding friction image did not show distinct contrast between conductive and non-conductive regions, suggesting that the non-conducting areas cannot be distinguished simply by surface material contrast. This could be attributed to (i) the presence of non-conductive additives or residual components from the formulation, (ii) variations in local coating thickness below the percolation threshold, or (iii) incomplete coverage at the nanoscale despite apparent macroscopic homogeneity. To provide a semi-quantitative estimate of conductive versus non-conductive regions, a conductive area fraction was extracted from the CS-AFM current map by histogram/threshold analysis. For the scan shown in Figure 9, ~69% of the area is classified as conductive, with ~66% of pixels reaching the 10 nA current limit (saturation).
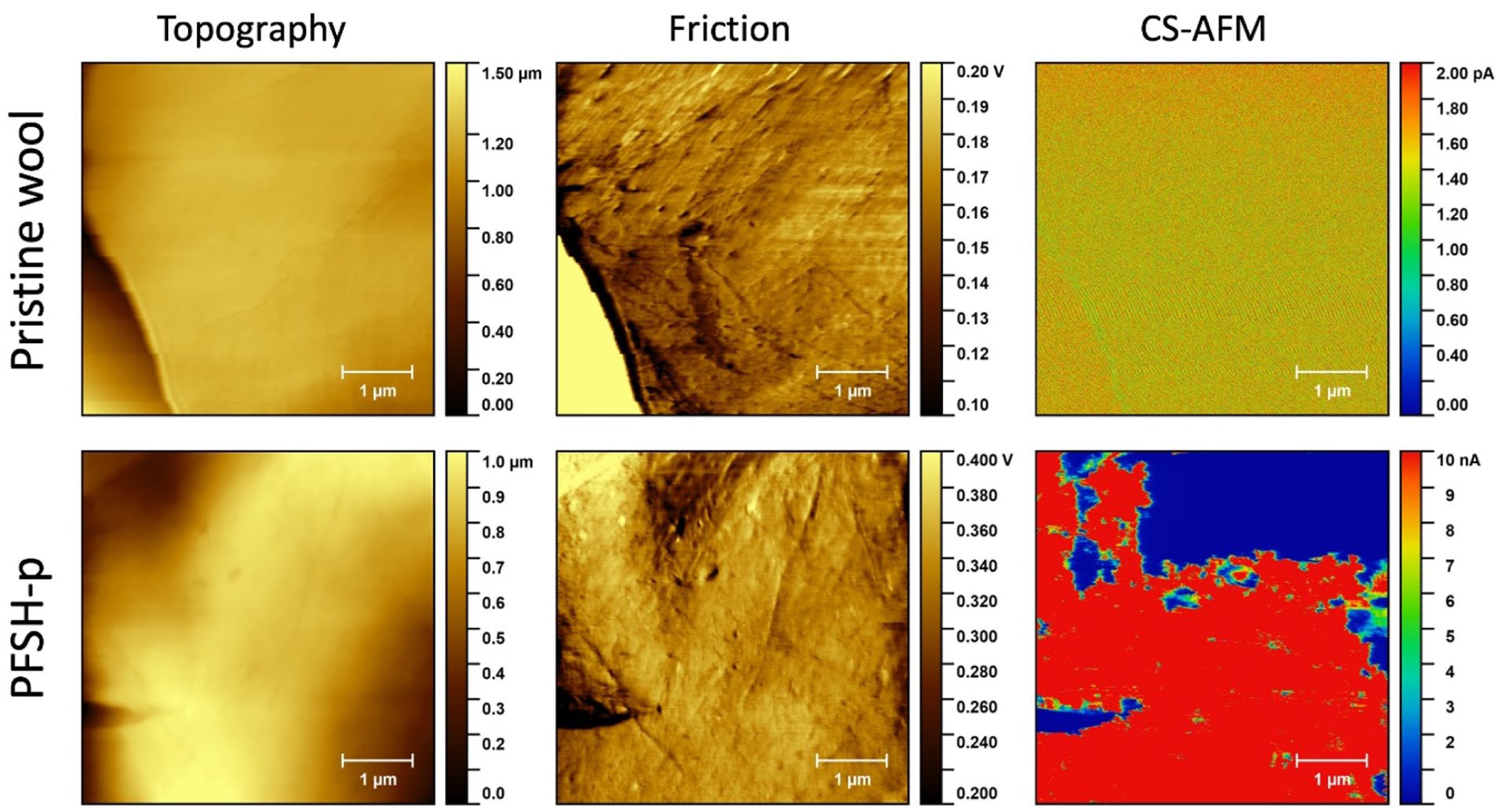
AFM topography and friction images, and CS-AFM current distribution maps of uncoated wool fibres (pristine wool) and plasma-treated wool coated with the PFSH-p formulation.
In conclusion, these CS-AFM measurements confirm that PEDOT:PSS coatings impart nanoscale conductivity to wool fibres, while also highlighting challenges of achieving uniform distribution at the fibres surface. At the same time, the 10 nA ceiling and the uneven wool topography limit strict quantification from the current maps, and the CS-AFM data are therefore used here mainly to visualise conductive pathways and compare coated versus uncoated fibres. The results complement the macroscopic resistance and wash durability measurements, demonstrating that the PFSH-p formulation provides stable conductivity but with local heterogeneity at the nanoscale. In future work, this nanoscale heterogeneity will be addressed by bias-dependent CS-AFM mapping (to avoid saturation) combined with statistical analysis across multiple fibres/areas, and by optimising the printing strategy (e.g. multiple thin printed layers with intermediate drying) to promote a more continuous conductive network for potential sensing applications.
Cyclic voltammetry (CV) was applied as a diagnostic tool to probe whether PEDOT:PSS coatings on wool fibres can undergo reversible redox processes and store and release charge in a gel electrolyte (Figure 10(b)). While the capacitance values obtained are modest compared with those of conventional high surface area electrodes, the relevance of CV for textile based systems lies less in maximising energy storage performance and more in demonstrating electrochemical activity and feasibility for integration into e-textiles, sensors, or low-power devices.49 –51 Figure 10(c) shows that the uncoated wool substrate exhibited negligible current response, confirming its insulating character. In contrast, all PEDOT:PSS-coated samples displayed clear pseudocapacitive behaviour, with distinct current density ranges depending on the formulation. These differences reflect variations in the coating uniformity, thickness, and electrical conductivity and are consistent with morphological observations (SEM and CS-AFM) showing a non-uniform PEDOT:PSS distribution on the wool fibre surface, which can influence the effective electroactive area and charge transfer efficiency. It should also be noted that the apparent differences in absolute current densities between Figure 10(c) to (e) for the same sample (PFSH-p) arise from small variations in the effective contact area and coating coverage inherent to the textile structure, rather than from differences in the applied pressure or measurement setup. Although the contact pressure was kept constant (~100 kPa) in all experiments, the uneven fibre morphology can lead to local variations in fibre electrode contact and current distribution within the spring-loaded cell, influencing the absolute current magnitude while maintaining consistent voltametric shape. Table 8 demonstrates that all PEDOT:PSS-coated wool fabrics exhibited higher specific capacitance values than the uncoated wool substrate. Among the formulations, PF-p and PFS-p yielded the highest capacitances, while the PFSH-p sample showed lower values. This reduction can be attributed to the presence of the crosslinker: while crosslinking improves wash durability and mechanical stability, it constrains polymer chain mobility and limits electrolyte-induced swelling of the PEDOT:PSS network. As a result, the fraction of polymer volume that is electrochemically accessible for reversible redox reactions is reduced, leading to lower effective capacitance. Similar trade-offs between mechanical stabilisation and electrochemical accessibility have been reported for structurally constrained PEDOT:PSS-based systems, where restricted swelling and ion transport can reduce the ion-accessible volume and thus the measured capacitance.45,52,53
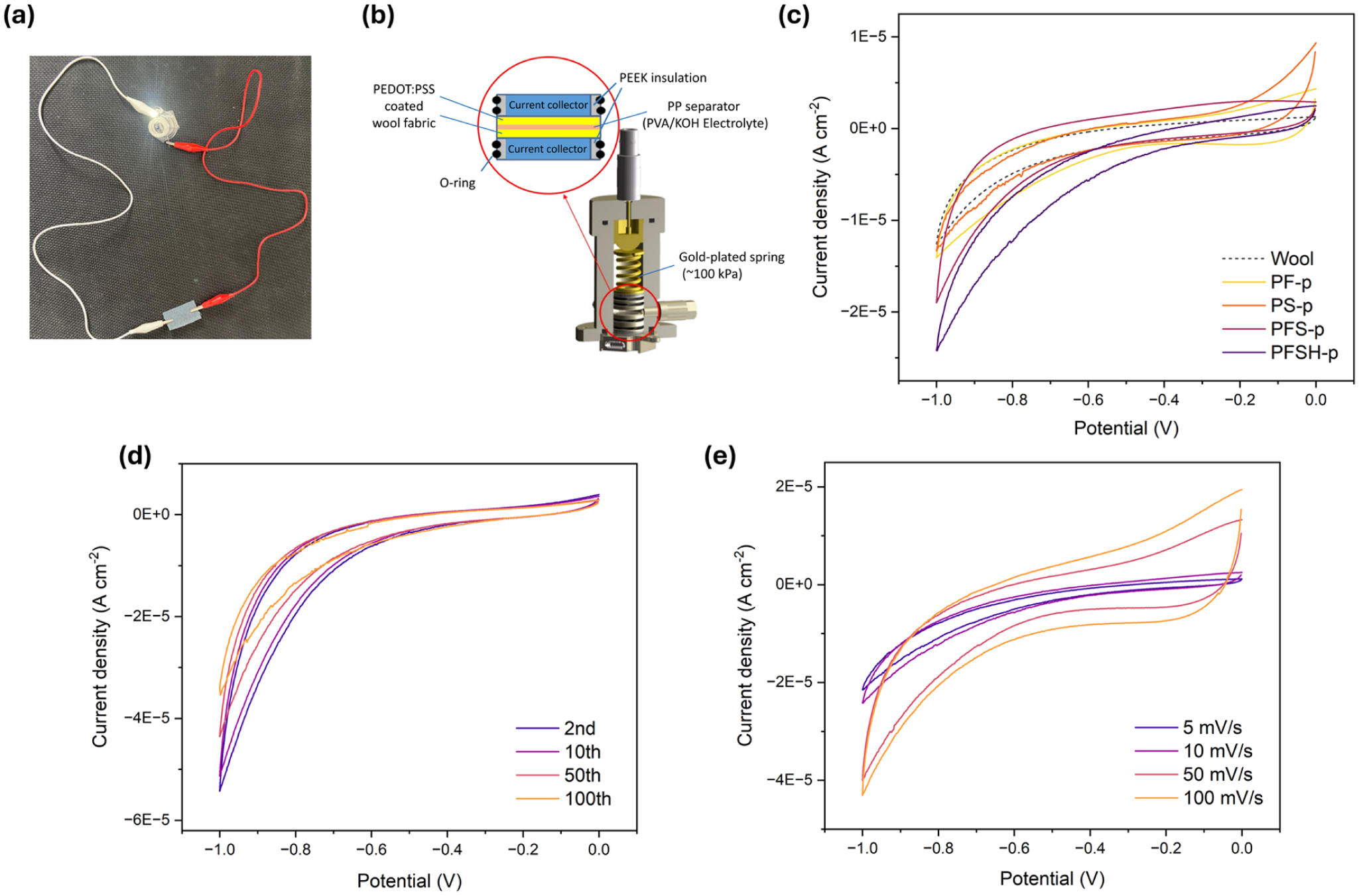
(a) Proof-of-concept demonstration of a PEDOT:PSS-coated wool fabric conducting current to illuminate an LED in a direct-current (DC) circuit, (b) TSC battery test cell used for electrochemical measurements of PEDOT:PSS-coated wool fabrics, (c) cyclic voltammograms of coated samples produced by different formulations, recorded between −1 and 0 V at a scan rate of 10 mV/s, (d) cyclic voltammograms of the PFSH-p sample over 2, 10, 50, and 100 cycles, measured between −1 and 0 V and a scan rate of 10 mV/s, demonstrating electrochemical stability, and (e) cyclic voltammograms of the PFSH-p sample at varying scan rates (5, 10, 50, and 100 mV/s), showing scan rate dependent charge-discharge behaviour.
Specific capacitance values of uncoated wool and wool fabrics coated with different PEDOT:PSS formulations, measured at varying scan rates.

Several additional factors explain the relatively low capacitance values across all samples: (i) substrate limitation – wool fibres provide a much lower specific surface area than typical high-surface-area carbon electrodes; (ii) coating distribution, SEM and CS-AFM confirmed that PEDOT:PSS coatings are not perfectly homogeneous, limiting uniform electrochemical activity; and (iii) electrolyte choice, the PVA–KOH gel electrolyte was selected for compatibility with textile substrates, but its ionic conductivity is lower than that of liquid electrolytes, reducing charge transfer efficiency.
After 100 consecutive CV cycles (Figure 10(d)), the PFSH-p electrode retained a very similar voltammetric profile, although the current density decreased by approximately 40%, indicating preserved pseudocapacitive behaviour rather than perfect redox reversibility. The ~40% decrease in current density can be attributed to partial de-doping and reduced ion accessibility in the PEDOT:PSS matrix during repeated cycling to negative potentials in the alkaline PVA–KOH electrolyte, an effect that is further amplified by crosslinking induced restrictions on polymer swelling and ion transport.30,52,53 The scan rate dependent CV curves (Figure 10(e)) further revealed a typical pseudocapacitive response: at low scan rates, ions penetrate more deeply into the PEDOT:PSS network, resulting in higher capacitance, whereas at higher scan rates, charge storage is limited to the outer region due to ion transport constraints. Such behaviour is characteristic of pseudocapacitive conducting polymers. Taken together, these results demonstrate that PEDOT:PSS-coated wool fabrics are not only electrically conductive but also electrochemically active. Although the specific capacitances are modest, the coatings retain a stable capacitive response, which is sufficient for applications in washable and reusable e-textiles, integrated sensors, and flexible low-power energy storage components, where durability and stability are more critical than maximising capacitance.45,54 –56
A simple proof of concept experiment was conducted to demonstrate the electrical conductivity of PEDOT:PSS-coated wool fabrics. As shown in Figure 10(a), the coated fabric was integrated into a direct-current (DC) circuit and conducted sufficient current to illuminate a light-emitting diode (LED) connected in series. This demonstration confirms that the developed conductive textiles possess adequate conductivity for potential integration into e-textile applications. Comparable prototypes have previously been realised using carbon nanotubes 57 or silver nanoparticles, 58 however, these approaches often face challenges related to long-term stability, cost, and environmental impact, whereas PEDOT:PSS offers a more sustainable alternative.
The ATR-FTIR spectra of uncoated and PEDOT:PSS-coated wool fabrics are presented in Figure 11 and in Table 9. All samples show the characteristic bands of wool keratin, including the Amide I vibration at ~1630 cm−1, confirming that the protein backbone of the fibres remains intact after plasma activation and coating. 59 Superimposed on these keratin features, weak but identifiable signals of PEDOT:PSS can be observed. The bands at ~852 and ~972 cm−1 are associated with C–S stretching vibrations in the thiophene ring and thiophene backbone,60,61 respectively, while the peaks near 1006 and 1060 cm−1 correspond to C–O–C and symmetric S=O stretching vibrations of PSS. 62 The absorption at ~1127 cm−1 further reflects sulphonic acid groups. 62

ATR-FTIR spectra of uncoated wool and wool fabrics coated with different PEDOT:PSS formulations.
FTIR peak assignments of pristine wool and PEDOT:PSS-coated textile samples.

The spectra do not indicate major chemical changes of the PEDOT:PSS coating after digital printing process, while the retention of the Amide I band indicates that the wool substrate is not structurally degraded. 59 However, the spectra of the differently coated samples (PF-p, PS-p, PFS-p, PFSH-p) appear largely similar, with only minor variations in peak intensity. This suggests that the coatings are present but thin relative to the bulk wool signal, making it difficult to resolve clear differences between formulations. 63
The optical absorption of uncoated and PEDOT:PSS-coated wool fabrics was investigated in the 600–1200 nm range (Figure 12). PEDOT:PSS typically shows polaron absorption bands in the visible region (~600–900 nm), associated with singly charged states in the polymer backbone, and bipolaron bands in the near-infrared (NIR) region (~900–1200 nm), corresponding to doubly charged states. 64 These features are indicative of the oxidation (doping) level and conjugation length of PEDOT chains.

VIS–NIR absorption spectra of uncoated wool and wool fabrics coated with different PEDOT:PSS formulations in the 600–1300 nm range.
All coated samples exhibited significantly higher absorption compared to uncoated wool, confirming the presence of the conductive polymer. Among the formulations, the PFSH-p sample showed the highest overall absorption, with a distinct band near ~990 nm, consistent with bipolaron formation in oxidised PEDOT. The strong NIR absorption suggests a higher charge-carrier density and extended conjugation length, both of which are correlated with improved electrical conductivity. The enhanced absorption in PFSH-p can be attributed to the synergistic effects of combined Clevios F ET and S V3 dispersions and the Tubicoat HT crosslinker. Crosslinking is expected to improve polymer fixation and coating uniformity, which not only enhances wash durability but may also promote more ordered PEDOT domains, thereby increasing polaron/bipolaron density and charge transport efficiency.
These observations indicate that digital printing with optimised PEDOT:PSS formulations yields coatings with improved electronic structure and optical response, which could benefit both conductivity and potential optoelectronic textile applications.
Conclusion
In this study, an environmentally benign strategy for the fabrication of electrically conductive wool fabrics was demonstrated by combining nitrogen plasma surface activation with digital printing of PEDOT:PSS-based formulations. Plasma treatment effectively enhanced the surface energy and polymer adhesion without compromising the intrinsic properties of the wool substrate. Digital printing enabled precise and uniform deposition of Clevios F ET and Clevios S V3 dispersions, with and without a melamine-formaldehyde-based crosslinker (Tubicoat fixing agent HT), leading to stable and conformal coatings. The hybrid approach resulted in conductive textiles exhibiting low sheet resistance, robust mechanical integrity, and excellent wash durability over 35 laundering cycles. Comprehensive morphological, spectroscopic, and electrochemical characterisation, via SEM, FTIR-ATR, Vis-NIR, CS-AFM, and cyclic voltammetry, confirmed the uniformity, structural stability, and charge transport functionality of the coatings. To our knowledge, this is the first study to employ both CS-AFM and CV to correlate nanoscale electrical mapping with macroscopic electrochemical behaviour in PEDOT:PSS-coated wool fabrics. PFSH-p samples, in particular, retained their electrochemical performance and structural integrity, indicating strong potential for applications in wearable electronics and low-power flexible devices.
For practical use, stability should be understood as functional stability, namely retention of electrical performance under laundering/moisture exposure and under repeated mechanical deformation during wear (e.g. sensing). Because PEDOT:PSS contains a hygroscopic PSS-rich phase, wet environments can promote structural/electrical degradation, making strong coating fixation and cohesive networks essential for wash-durable performance. In addition, reliable sensing requires electromechanical repeatability (low drift/hysteresis) under cyclic large deformation, therefore, future work will include synchronised mechanical–electrical testing and calibration under large-strain loading conditions, as recommended for fabric strain sensors.
Footnotes
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The research was funded by the Deutsche Bundesstiftung Umwelt (DBU) within the MOE Fellowship programme.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Dedication
In memory of Dierk Knittel, who passed away in 2023. We honour a scholar, mentor, and visionary whose passion and dedication left a lasting mark on the textile community.