
Abstract
This study systematically evaluated the mechanical and thermal properties of hybrid Abutilon indicum (AI) and okra fiber-reinforced epoxy composites. The composite was fabricated by needle punch weaving and a hand layup process. Various compositions of AI and okra fibers were used for fabrication, and the subsequent characteristics of the resulting composites were analyzed. Mechanical tests, including tensile testing, flexural testing, compression testing, and impact testing, were carried out to determine the properties of the resultant composites. The results showed that 35 wt% fiber loading in nonwoven composites significantly improved the mechanical properties, with increases of 4.75% in tensile strength, 3.32% in flexural strength, 4.23% in compressive strength, and 6.57% in impact strength. composites with 40 wt% fiber loading. Among the composites, the H4 sample exhibited the highest tensile strength (49.521 MPa) and flexural strength (72.523 MPa), attributed to the optimal fiber content and effective matrix wetting. The compression strength and impact energy also peaked in the H4 sample due to the balanced fiber properties and efficient load transfer. This study highlights the potential of AI and okra fiber hybridization in creating eco-friendly, high-performance epoxy composites, with significant mechanical and thermal property enhancements achieved at specific fiber loadings and ratios.
Introduction
An emerging area of interest among researchers is fabricating environmentally friendly and compatible materials derived from natural fibers for use in different areas of application. These natural fibers can be employed as reinforcements within composite materials made from polymer matrices. The goal is to create composite materials that leverage renewable and eco-friendly natural fibers as alternatives to synthetic reinforcing fibers while still providing the desired mechanical and other properties required for different engineering uses.1–3 Among the different natural fibers, plant-based fibers have gained significant attention since they are available in abundance and are economically viable, with favorable structural behavior, lightweight characteristics, and superior strength-to-weight ratios, biodegradability, and renewable nature.4–6 Fibers obtained from Abutilon indicum (Indian mallow) plants have shown potential as polymer composite reinforcements due to their good mechanical integrity and heat resistance.7–9 Similarly, okra fibers derived from the Abelmoschus esculentus plant have been studied for reinforcing polymers since they have attractive specific properties and eco-friendly nature.10–12
Hybrid composites incorporating two or more types of reinforcing fibers have gained attention because they can potentially combine the advantages of different fibers and exhibit improved overall properties compared to single-fiber composites.13–16 By judiciously selecting fiber types and their proportions, hybrid composites can be tailored to perform different tasks as per the requirement. This study investigated a novel hybrid composite material reinforced with Abutilon indicum and okra fibers in an epoxy matrix, explored their potential synergistic effects and evaluated their mechanical, thermal, and morphological features.17–19 The impact of the amount of loaded fiber and ratio on the composite properties was systematically studied, assessing the potential of this eco-friendly and sustainable hybrid composite for various engineering applications.20–22
Materials and methods
Manufacturing methods
Abutilon indicum (AI) and okra (Abelmoschus esculentus) plants, which belong to the Malvaceous family, were used to derive the fibers used in this study. The fibers were obtained through a series of processes. To begin the process, plant stem fibers were submerged in water for 3 weeks for microbial decomposition. Next, the immersed fibers were washed thoroughly with distilled water, and then the fibers were chemically processed using a 5% alkaline sodium hydroxide (NaOH) solution. After treatment, the fibers were allowed to air dry naturally for 1 week. The final step involved using a wire brush to separate the filaments. Figure 1 shows the AI and okra plants with the fibers derived from them, and Table 1 shows the characteristics of the derived fibers.
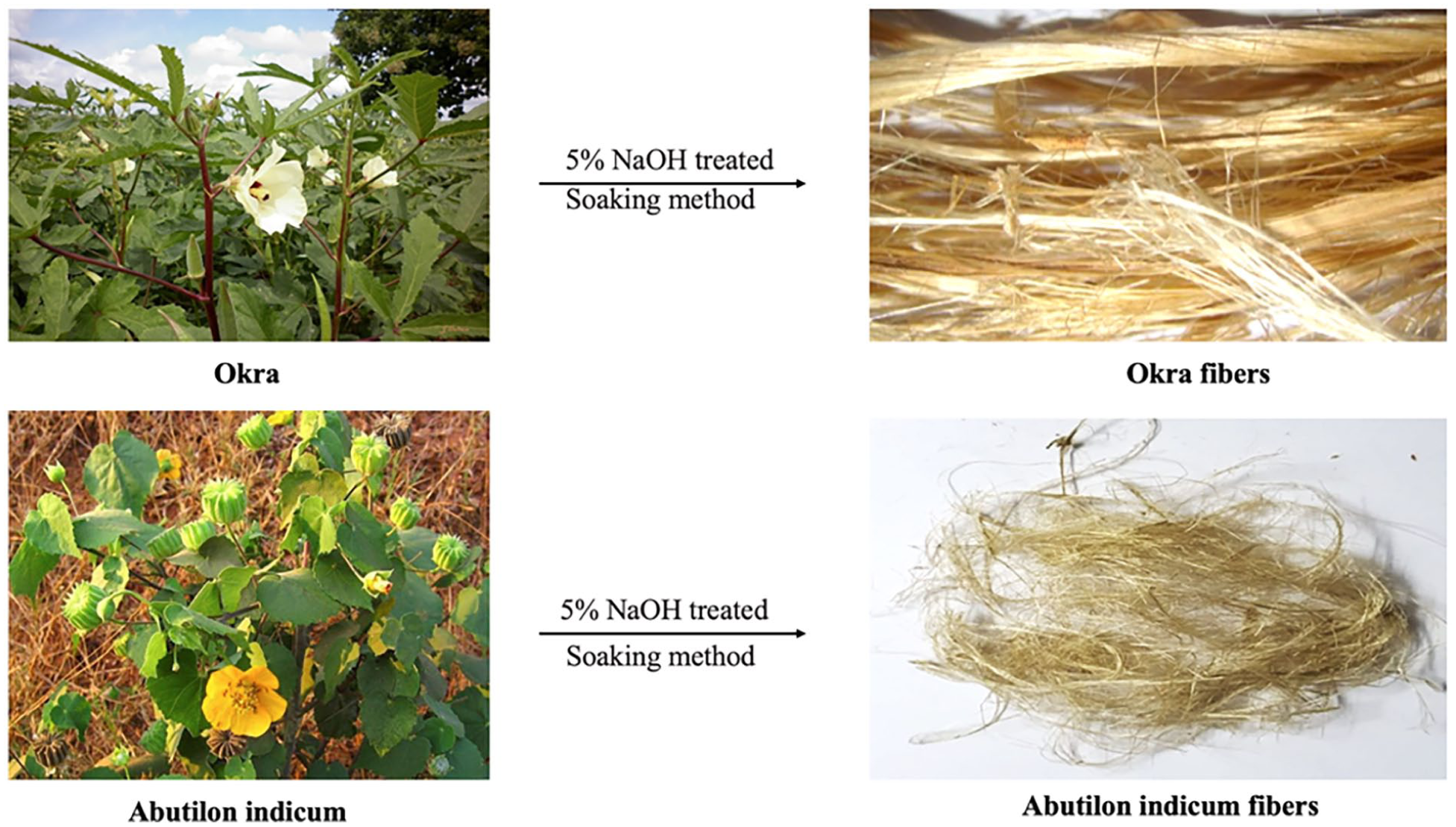
Treated okra and abutilon fibers.
Characteristics of the AI fibers and percentages of their contents.

Needle punch method
The fabric was produced using a needle-punch technique in which the batts of fibers were mechanically entangled. The fibers used were 30 mm long. With reciprocating barbed (felting) needles, the strands were interlocked to achieve this. The integrity of the integrated architecture was maintained due to interfiber friction. Punching was performed with 300-mm-long triangle needles containing nine barbs spaced evenly apart. The optimum factors for punching were 8 mm and a density of 100 punches/cm2.
Composite laminates
The laminates for this investigation were produced using the compressive molding technique. 23 The samples were reinforced at 20, 25, 30, 35, and 40wt%, and various fiber percentages were changed to make the various composites. The mold is initially created by releasing an agent (wax). The hand layup process was utilized to fabricate the composites. The die was positioned, and the mold was then sealed and subjected to 1500 psi of pressure. Curing was performed by keeping the epoxy composite in an electric furnace at 80°C for approximately 1 h. Then, the developed composites were removed from the mold and machined in accordance with ASTM standards for various tests (Figures 2 and 3).

Fabrication process.

Fabricated specimens.
Methodology
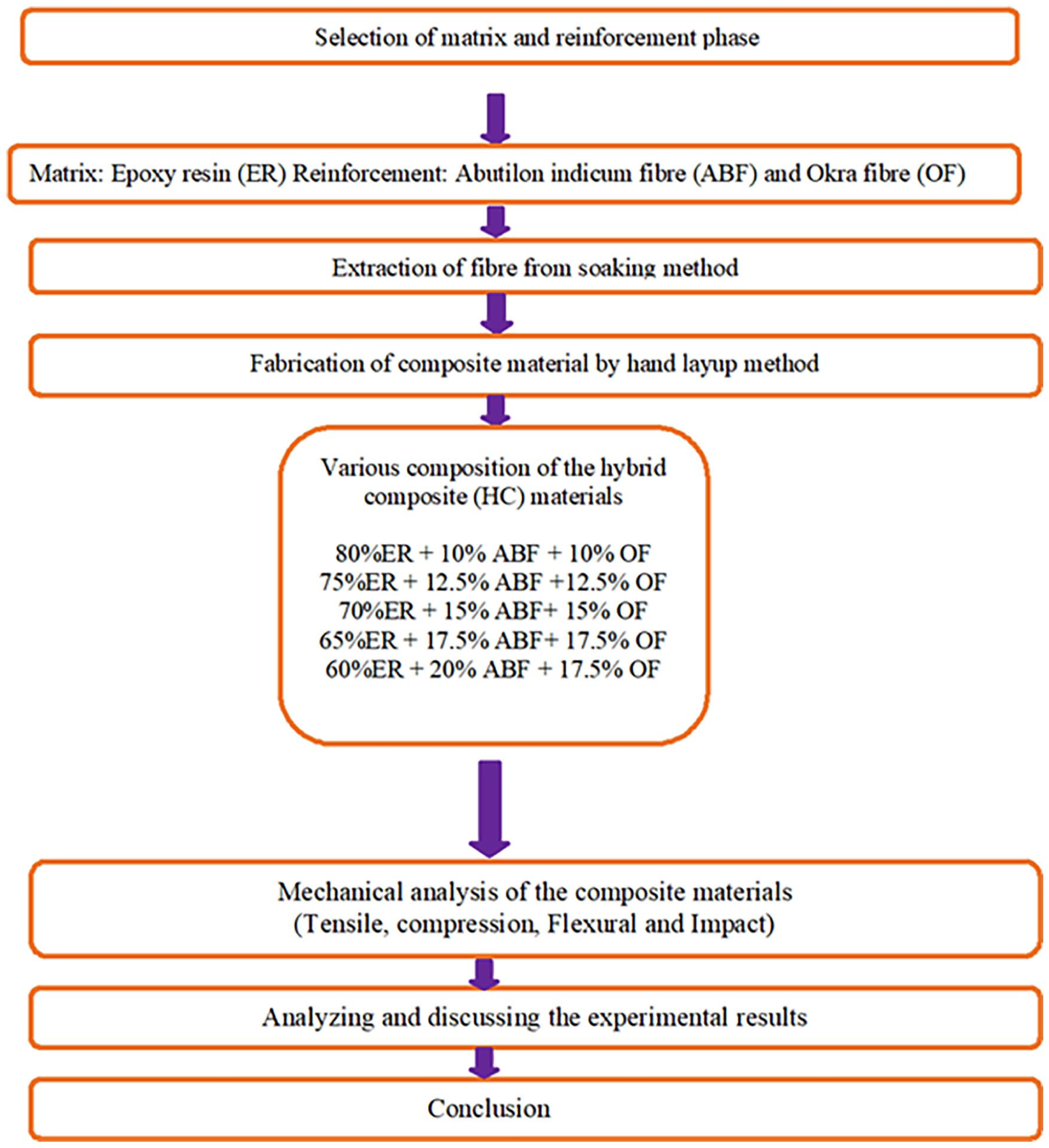
To assess the mechanical behavior of the hybrid composite reinforced with Indicum and Okra fibers, tensile, flexural, and compressive tests were conducted using a universal testing machine. Additionally, the impact strength was evaluated using an Izod impact tester. Finally, Scanning Electron Microscopy (SEM) analysis was carried out on the hybrid composites and their individual constituent materials. Figure 4 depicts the research methodology for the development and analysis of hybrid composite (HC) materials. The process begins with selecting the matrix, which is epoxy resin (ER), and the reinforcements, which are Abutilon indicum fiber (ABF) and Okra fiber (OF). The fibers are extracted using a soaking method, and the composite materials are fabricated using a hand layup method. This research involves preparing various compositions of hybrid composite materials with different ratios of ER, ABF, and OF. The compositions are as follows:
80% ER + 10% ABF + 10% OF
75% ER + 12.5% ABF + 12.5% OF
70% ER + 15% ABF + 15% OF
65% ER + 17.5% ABF + 17.5% OF
60% ER + 20% ABF + 17.5% OF
Matrix and reinforcement manufacturing fibers.
After these composite materials were fabricated, mechanical and thermal analyses were conducted. The outputs of the test results are then analyzed and discussed.
TGA and DTG
A thermogravimetric instrument (Model: Netzsch STA 409) is utilized for analyzing how the fabricated composites are thermally stable. Two to five grams of the sample was subjected to heating at a mean temperature of 10°C/min in an alumina pan for approximately 24°C–980°C to prevent unwanted oxidation. The entire procedure took place in a nitrogen-filled chamber with a steady flow of nitrogen.
Mechanical properties
The ASTM D3039 guidelines were followed to prepare the tensile test samples. A Kalpak UTM (model: 121101) was used to assess the strength of the [material/specimen], testing was performed at a crosshead speed of 2 mm/min composites. The ASTM D256 guidelines were followed for conducting the unnotched Izod impact test. The hammer used to test the polymer composites had a maximum energy of 5 J. Additionally, the compression and flexural characteristics of the specimens were assessed as per ASTM D3410 and D790 guidelines, respectively.
Morphological properties
The differences between the two fiber types are due to the structural and chemical makeup of the plant sources and the extraction methods used. The smoothness and continuity of the okra fibers indicate a greater percentage of cellulose and more efficient removal of noncellulose constituents during extraction. On the other hand, the rough and discontinuous appearance of Abutilon indum fibers may indicate a greater percentage of noncellulosic constituents or a less efficient extraction process. Morphological Analysis Using SEM, we were able to study the morphology of all the samples. The samples were 3.5 cm × 3.5 cm in size.
Molecular analysis
Fourier Transform Infrared (FTIR) spectroscopy was employed to analyze the molecular structure and chemical interactions within the hybrid Abutilon indicum and okra fiber-reinforced epoxy composites. The FTIR analysis helps in identifying the presence of essential functional groups, including hydroxyl (–OH), carbonyl (C = O), and other characteristic bonds, in the hybrid composite. Interfacial bonding of the fibers and the epoxy resin are determined by these functional groups, which play an important part in influencing the composite’s overall mechanical and thermal stability.
XRD analysis
X-ray Diffraction (XRD) is a commonly used tool for analyzing material crystallinity and phase composition. In this work XRD is used to investigate the molecular arrangement and crystallinity of the matrix. The presence, intensity, and sharpness of peaks in an XRD pattern help determine whether a material is crystalline, semi-crystalline, or amorphous, which in turn influences its mechanical, thermal, and chemical properties. Thus, XRD plays a key role in finding the structural integrity and characteristics of fiber-reinforced composites.
Results and discussions
TGA of the hybrid epoxy composites
The performance of the composites at various temperatures was analyzed by TGA which helps in finding the heat resistance of the composites. Thermal stability mainly depends on the transition temperature, thermal decomposition and crystallization temperature. The TGA graphs were plotted for weight loss percentage with respect to temperatures ranging from 30°C to 700°C. The plotted TGA and DTG curves for the hybrid composites are illustrated in Figure 5. The thermal decomposition occurred in three distinct phases. Weight loss starts around 220°C and the weight loss decreases slowly up to 250°C. This initial weight loss is caused by the thermal removal of absorbed moisture, carboxyl groups, and hydrophilic hydroxyl compounds from the material.24,25 During the second phase weight loss occurs rapidly between 250°C and 375°C. During this stage, the deterioration of materials occurs at a rapid rate. This is because of breakdown of cellulose structure present in plant fibers. The weight loss observed is 69% for H2 composites and 66% for H4 composites. 26 At the final stage, from 375°C to 600°C, weight loss occurs slowly. This is because the final elements present in the composites deteriorate slowly. The weight percentages of the remaining residue were 9.2% and 6.1% for H2 and H4, respectively. This stage is very crucial stage as it determines the thermal endurance of the composite matrix. 27 The DTG curves obtained for the fabricated composites are presented in Figure 5(b). The peak weight loss is seen at 350°C for H2 composites and 340°C for H4 composites.

(a and b) TGA and DTG graphs.
Tensile behavior
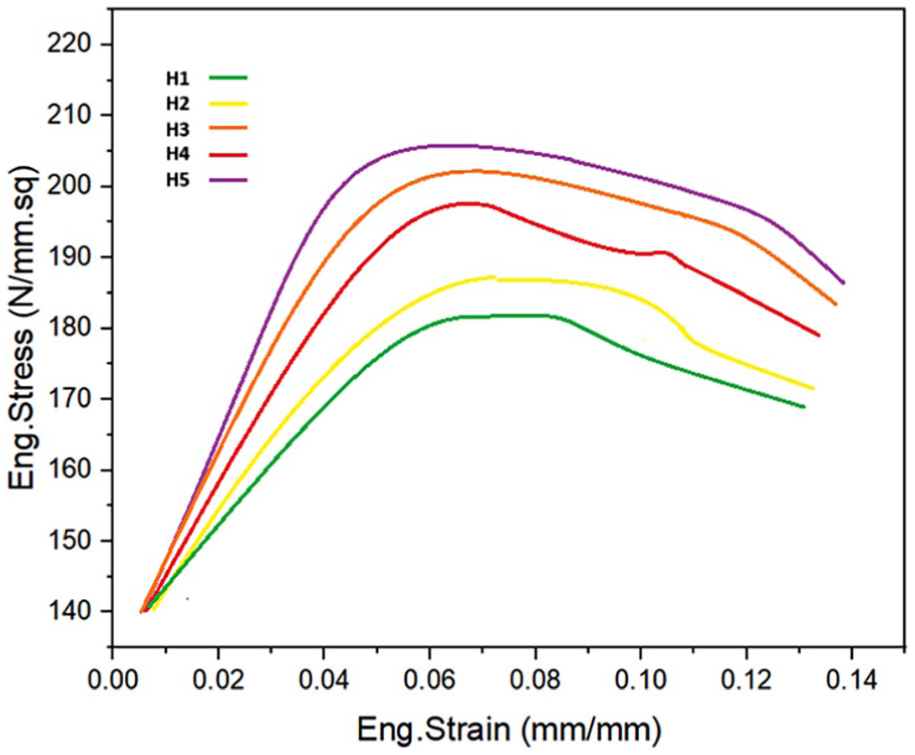
The tensile behavior of the composites with various compositions is represented as shown in the bar chart in Figure 6, it is evident that the tensile strength of the H4 composite is the best among all the composites made of different compositions. The H4 composite has a tensile strength of 49.521 MPa, while the H1 composite has the lowest tensile strength of 34.321 MPa. Therefore, it is proven that the H4 sample has the ideal filament proportion and maximum tensile strength. The amount of matrix required for Abutilon indica and Okra filaments is very low because the aspect ratio and surface region are low. From the tensile strength results, it can be visualized that sample H5 has the ultimate capacity. 28 The amount of filament winding in the H4 specimen is the most suitable because it has the maximum tensile strength. The improved tensile properties are due to the efficient arrangement of the filaments within the matrix. The filaments grip well with the matrix, which increases the stiffness during tensile testing. As the amount of matrix material decreased, the proportion of filaments in the H4–H5 samples also decreased, leading to a reduction in wetting efficacy. This reduction caused the filaments to slip against each other, which reduces the tensile strength of the material. Insufficient matrix wetting resulted in poor bonding between the filaments, causing a drop in strength, especially in the H5 sample. 28 SEM images revealed the breakdown structure and clearly indicated filament withdrawal, providing definitive evidence that inadequate matrix wetting negatively impacts characteristics of the composite. Figure 5 presents the stress–strain curves obtained during tensile testing (Figure 7).
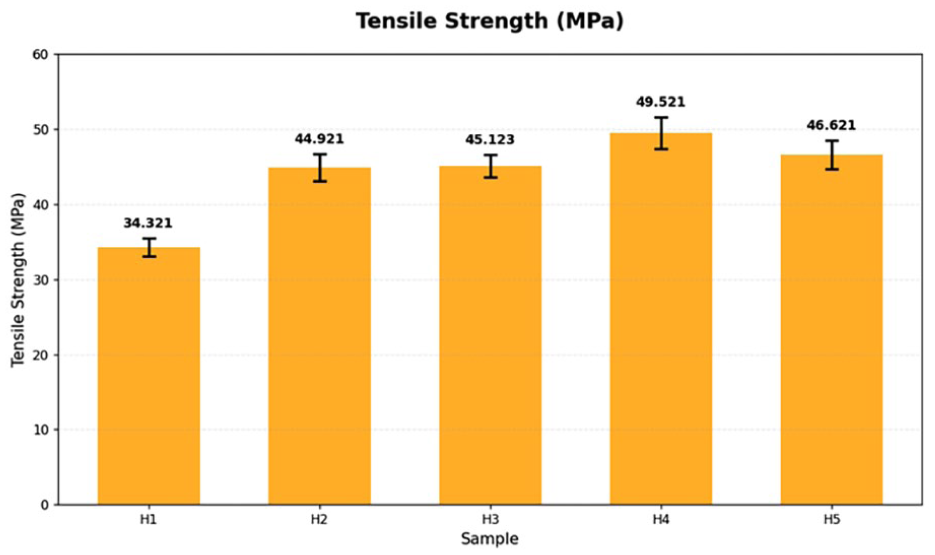
Tensile properties of the hybrid composite.

Stress–strain graph of tensile testing.
Flexural behavior
The adherence between the wound filaments and the matrix is crucial for the physical properties of fiber-reinforced epoxies, particularly for their flexural strength. The matrix, which serves as the interface for stress transmission in fiber-reinforced composites, plays a key role. Figure 8 reveals the flexural strengths of the samples considered. Flexural strength is maximum for specimen H4. The concentration of H4 attains maximum strength due to significant substrate bonding of the filaments, allowing the transfer of the load to efficiently spread and transfer among the nanofibers. However, the flexural strength decreases in the H5 sample due to inadequate wetting of the reinforcement filaments by the composite. Figure 9 illustrates the stress–strain behavior of the hybrid composites during flexural testing. Obtained results clearly indicate that sufficient moistening of fibers is required to enhance the effectiveness of reinforcements within composite materials. This results in strong interfacial bonding due to good material dispersion caused by adequate wetting. 29 As shown in Figure 8, the H4 sample exhibited the highest flexural strength. The mixing ratio of the fibers used reduced the surface area of the composite needed. The proportion of contents impacts the effective wetting and dispersal of the substrate throughout the sample. The interaction between the filament and matrix material of a nonwoven sample is greatly affected by the microstructure and physical properties of the filament surface. The H4 sample demonstrated a maximum flexural strength of 72.523 MPa. However, beyond the H4 sample, the flexural strength decreased, with the H5 sample showing a flexural strength of 67.518 MPa.

Flexural strength.
Stress–strain graph of the flexural test specimens.
Compressive strength
The obtained compressive features are shown in Figure 10. The best and most improved tensile properties also impact the compressive strength results. Hasan and Wei 29 stated that the compressive strength of nonwoven composites is impacted by the stretching of the fibers used for reinforcement. Fibers with higher elastic strength transmit the residual load efficiently, while fibers with lower elastic strength fail quickly. The best compression strength is produced by the H4 sample due to its higher elastic property.

Compressive strength.
Impact strength
The bonding of the abutilon fibers, okra fibers, and epoxy, along with the toughness of the reinforcement, has a direct effect on the energy stored in the specimens. The impact energies of the various samples are shown in Figure 11. The highest impact energy observed for sample H4 is 1.021 J. An increasing trend is seen as the fiber loading is increased. The lowest impact energy of 0.832 is observed for sample H1.

Impact strength.
The strong, adhered phase of the matrix increases the load bearing capacity of the composite. The molecular interface chain formed due to the strong adhesion distributes the load steadily, and due to this, the fracture of the composites is avoided. This, in turn, will improve the composite’s ability to absorb sudden stress. The well-bonded matrix and fiber connection improve the compressive strength. The reinforcing action of the fiber distributes the stress homogenously from the matrix phase to the fiber phase. The results show that the mechanical behavior is governed by the weight percentage of the fibers.
Correlation with existing research
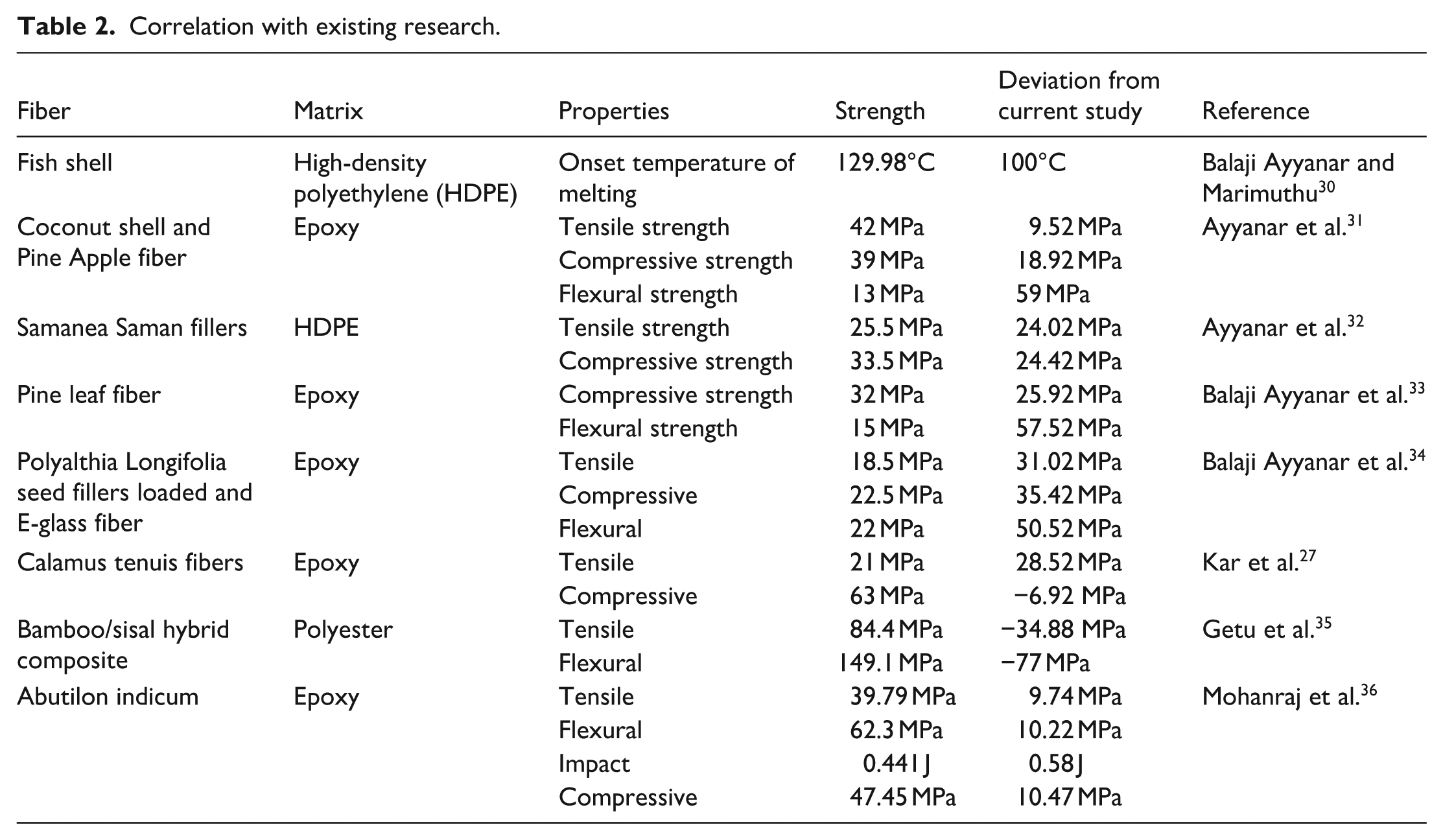
Correlation with existing research is conducted to find how the discovered findings of this research goes in line with the existing research work. A comparative analysis is presented in Table 2. Existing literature consists of works done in various natural and synthetic fibers.
Correlation with existing research.
Scanning electron microscopy
The morphology of the hybrid composite is clearly visualized using scanning electron microscopy. The quality of the composite is determined by the bonding that occurs at the junction of matrix and fiber. The relationship between the bonding of fibers and the matrix can be developed by using methods such as interfacial bonding, van der Waals forces, and micromechanical interlocking or mechanical locking. The SEM images obtained after tensile and compressive testing are shown in Figure 12(a) and (b). The SEM image of sample H2 shows that the matrix is full of pores and peels. This shows that composite fails due to cracking of matrix which is mainly due to the weakened compact strength of the sample. On the other hand, sample H4 shows an increase in load transfer between the fiber and the matrix. There were only a few fiber pullouts, and the stress transfer was efficiently managed between the fiber and the matrix. 29 SEM images of the H4 sample are shown in Figure 12(c) and (d). Failure during tensile loading occurs due to the pulling out of the fiber, breakage of the fiber, and fracture of the fiber. Specimen H4 shows strong interfacial adhesion between fibers and matrix.37,38 After failure, the bonding was also strong, which shows performance strength of the prepared composites In the failed specimen, matrix pores were clearly observed, which is due to the agglomerations and matrix shortage.

SEM images of specimens that failed during tensile and compressive testing: (a) tensile test – H2, (b) compressive test – H2, (c) tensile test – H4, and (d) compressive test – H4.
Figure 13 presents SEM images of the fracture surfaces of hybrid Abutilon indicum and okra fiber-reinforced composites subjected to impact and flexural testing. The localized stress concentration at the notch initiates crack propagation, causing fiber pull-out and breakage. This behavior is characteristic of composites under impact, where energy is absorbed through mechanisms such as fiber rupture, matrix cracking, and fiber-matrix debonding. During the flexural testing he top surface undergoes compression while the bottom surface experiences tension, leading to matrix cracking and interfacial debonding. Due to this phenomenon the interlamination of fibers occurs and lead to the failure. The hybrid composite is seen to with stand fiber loading up to certain extend showcasing its superiority in handling flexural loads.

SEM images of the specimens that failed during impact and flexural testing.
Fourier transform infrared spectroscopy (FTIR) analysis
The FTIR spectra (a–e) corresponding to different composite samples with different fiber loadings is shown in Figure 14. The chemical interaction between the matrix and epoxy can be seen in this FTIR graphs. Broad absorption bands around 3300–3400 cm⁻¹ indicate O–H stretching vibrations, characteristic of hydroxyl groups present in cellulose and hemicellulose. Peaks near 2900 cm⁻¹ correspond to C–H stretching of aliphatic groups, while strong peaks around 1700 cm⁻¹ indicate C=O stretching from carbonyl groups in lignin or the epoxy matrix. The region around 1000–1200 cm⁻¹ shows C–O–C and C–O stretching, confirming the polysaccharide structures. The gradual increase in absorbance intensity and slight shifts in peak positions from H1 to H5 suggest improved interfacial bonding and enhanced chemical interaction with increasing fiber content or hybrid composition. The presence of key functional groups and confirm the interaction between molecules of the epoxy matrix and the natural fibers (Abutilon indicum and okra).

FTR spectra corresponding to different sample of various fiber loadings.
XRD analysis
The XRD spectrum of the H1 and H4 samples is shown in Figure 15. The XRD pattern illustrate significant differences in their crystallinity and structural organization. The H1 sample exhibits three distinct diffraction peaks at 2θ positions of 30.99°, 64.68°, and 64.85°, indicating the presence of multiple crystalline phases representing a heterogeneous structure with regions of varying atomic arrangement. The relatively broader peaks and the variation in d-spacing values (ranging from 1.44 to 2.88 Å) reflect lower crystallinity and partial amorphous behavior, which is attributed to weak fiber-matrix bonding or poor distribution of natural fibers within the polymer matrix. In contrast, the H4 sample displays a single dominant and sharp diffraction peak at 34.76° with a narrow FWHM of 0.9792 and a consistent d-spacing of 2.579 Å, indicating a highly ordered and uniform crystalline structure. The absence of multiple peaks in H4 shows improved molecular alignment and better phase purity, resulting from enhanced chemical compatibility and adhesion at the interface of fibers and the epoxy matrix. The XRD pattern implies that H4 has superior structural integrity and crystallinity compared to H1, which can lead to enhanced mechanical and thermal performance in composite applications.

XRD spectrum of H1 and H4.
Conclusion
The present study offers a comprehensive evaluation of mechanical characteristics and thermal characteristics of composites made from abutilon, indica, and okra fibers. The outcomes indicate that the inclusion of AI and okra fibers in the epoxy matrix improved the composite performance. Optimal mechanical features, such as tensile, flexural, compressive, and impact strengths, were reached at a fiber loading of 35 wt% in the nonwoven AI and okra composites. The compression strength follows a similar pattern, which is affected by the tensile strength and the elasticity of the reinforcing fibers. The H4 specimen, which had a specific fiber ratio in comparison to the other investigated configurations, had the highest tensile strength (49.521 MPa) and the maximum flexural strength (72.523 MPa) due to effective fiber wetness and load distribution. The impact energy also reached a peak of 1021 J at the optimal fiber loading due to the reinforcing action of the fibers and the flexibility of the molecular interface chain. In addition, AI and okra fiber incorporation improved the heat resistance properties of the composites. The 35 wt% fiber content composite had a degradation onset temperature (DOT) of 349.06°C and a thermal termination temperature (TOT) of 438.07°C at the optimal fiber loading. Morphological analysis revealed strong fiber and matrix adhesion and enhanced fiber and matrix interactions at the optimal fiber loading, resulting in improved mechanical properties. Hybridizing AI with okra fibers has synergistic effects that improve the mechanical and thermal characteristics of the material. This highlights the potential for eco-friendly, high-performance composite materials by strategically blending natural fibers from various sources.
Footnotes
Ethical considerations
Not applicable.
Author contributions
All authors contributed equally to conceptualization, methodology, writing – original draft, and writing – review and editing.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
AI tool usage declaration
During the preparation of this work, the authors used Grammarly to improve language clarity, grammar, and spelling. After using this tool, the authors reviewed and edited the content as needed and take full responsibility for the final version of the manuscript.
Data availability statement
The data supporting the findings of this study are available from the corresponding author upon reasonable request.