
Abstract
Stenters play a crucial role in the post-treatment of fabric dyeing and finishing, which is mainly used for drying and heat setting. However, the influence of the orifice structure on the heat-moisture distribution characteristics of the fabric surface is not clear when the air duct sprays high-speed airflow. In this paper, the drying rate of fabrics under four different orifice types (circular orifice, elliptical orifice, square orifice, and slits orifice) are analyzed using numerical method, then the distribution characteristics of heat and moisture on the fabric surface are explored by accurately describing the gas-liquid conversion process. The results show that the elliptical orifice jet has the best heat-moisture distribution on the fabric surface and has a moderate drying rate compared to other orifice types, the decrease of jet height and the increase of orifice size will lead to the increase of fabric drying rate, the thermal action distance of the control region of elliptical orifice jet is obtained. Furthermore, multiple nonlinear methods were used to conduct regression analysis on the changes in fabric moisture content under the influence of the above factors. The numerical results have been verified by experiments, and the relative deviation is within 10%. The research is important for optimizing the air supply system of stenters and improving fabric product quality.
Introduction
The drying and setting of fabrics are crucial in the printing and dyeing processes, due to the numerous processes involved in the dyeing of synthetic fibers, the fabric undergoes frequent changes in tension in both the warp and weft directions, leading to a complex and constantly changing shape and size. To ensure a fixed appearance and style of the fabric, repeated wet-heat treatment in a high-temperature steam environment is necessary, this treatment is performed in the oven of a hot air stenter, which is the most widely used process equipment in the printing and dyeing industry.1,2 The internal structure of the stenters’ oven has symmetrically placed air supply pipes, its cross-section is rectangular, and its longitudinal section is wedge-shaped, the gas inlet is located at the left end of the air duct, while the right end is closed. When the device is in operation, high-speed hot air enters the air duct from the left and then directed toward the fabric through a nozzle, achieving the drying and heat-setting process. However, in practical engineering applications, the improper design of the stenter’s air supply structure can result in uneven temperature and moisture distribution on the fabric surface, causing issues such as “mildew” and “dry spots” that negatively impact fabric quality.
To address these issues, it is necessary to understand the flow field characteristics in the oven, the research on impinging jet flow field mainly focuses on obtaining the velocity and pressure distribution in the free jet region, accurately describing this part through experimental research methods is challenging, as a result, experts and scholars primarily rely on numerical calculation methods.3–6 In the stenter’s air supply system, frequently using higher jet speeds to complete the drying process within the time range of belt conveyor, thus the flow field in the oven is predominantly a turbulent flow field. Some scholars have conducted research on jet characteristics and air supply system optimization.5,7,8 Due to each shape of orifice will produce different outflow effects, and the interaction between multiple orifices cannot be ignored.9,10 Colucci and Viskanta 11 studied the effect of the nozzle geometry on the local convection in a confined impact space. Etemoglu et al. 12 studied different nozzles structures, then elaborated the influence of nozzle shape and slot width on heat transfer process. Debnath et al. 13 used numerical methods to study two different types of circular multiple jet arrays, as well as the effect of eddy currents on jets perpendicular to the impact plane. The results show that staggered arrangement ensures better mixing and heat transfer. Manikanda Kumaran et al. 14 explored the influence of header design on the non-uniform distribution of flow in the microchannel heat sink. By changing the shape of the header (rectangle, trapezoid and triangle), the size of the header and the location of the inlet and outlet, the numerical simulation of different geometric structures is carried out in detail. Yu et al. 15 investigated the different nozzles spray (elliptical and circular) and mixing characteristics under different injection pressures, the results showed that the elliptical spray had more mass of the entrained air as compared to the circular spray, the combination of high injection pressure with the elliptical orifice can increase the mass of entrained air, which can improve the spray and mixing quality greatly.
The heat setting process of the stenter is similar to the general drying process, after being heated, the liquid water inside the fabric evaporates, while the humidity in the stenter’s oven increases, only the analysis of flow field form is far from the actual process, so it is necessary to explore the heat and mass transfer process of fabric in detail.16–18 For example, Juraeva et al. 19 explored the stenter’s air jet system and compared the flow field structures formed by different air supply outlet shapes, with a focus on analyzing flow characteristics, but did not make a detailed analysis of the thermal and moisture uniformity distribution on the impact surface. In this regard, Lindeman et al. 20 established a two-equation model for predicting the heat transfer performance of oblique and forward jet impingement array. Further, Chandra Mohan and Talukdar 21 established a three-dimensional numerical model for the simultaneous transfer of heat and moisture inside a humid object during the convective drying process. Aghahani et al. 22 studied the heat transfer characteristics of turbulent slit vertical jet impinging on an isothermal moving hot plate, and carried out corresponding experimental verification.
Based on the above analysis, the product quality of the stenters is largely determined by the size and shape of the air outlet, however, current studies on stenters primarily focus on analyzing the airflow conditions within the machine, they rarely consider the moisture transfer rates in fabrics and the uniformity of heat-moisture distribution on the impacted surface, which is not consistent with actual engineering applications. Therefore, it is necessary to analyze the drying characteristics under the action of different jet orifice shapes to ensure the optimal heat-moisture distribution on the fabric surface.
Modeling methods
Physical model
The physical model was created based on the actual dimensions of a single-section oven and the internal air duct of a stenter in a textile factory. Three-dimensional schematic of physical model and boundary conditions as shown in Figure 1.

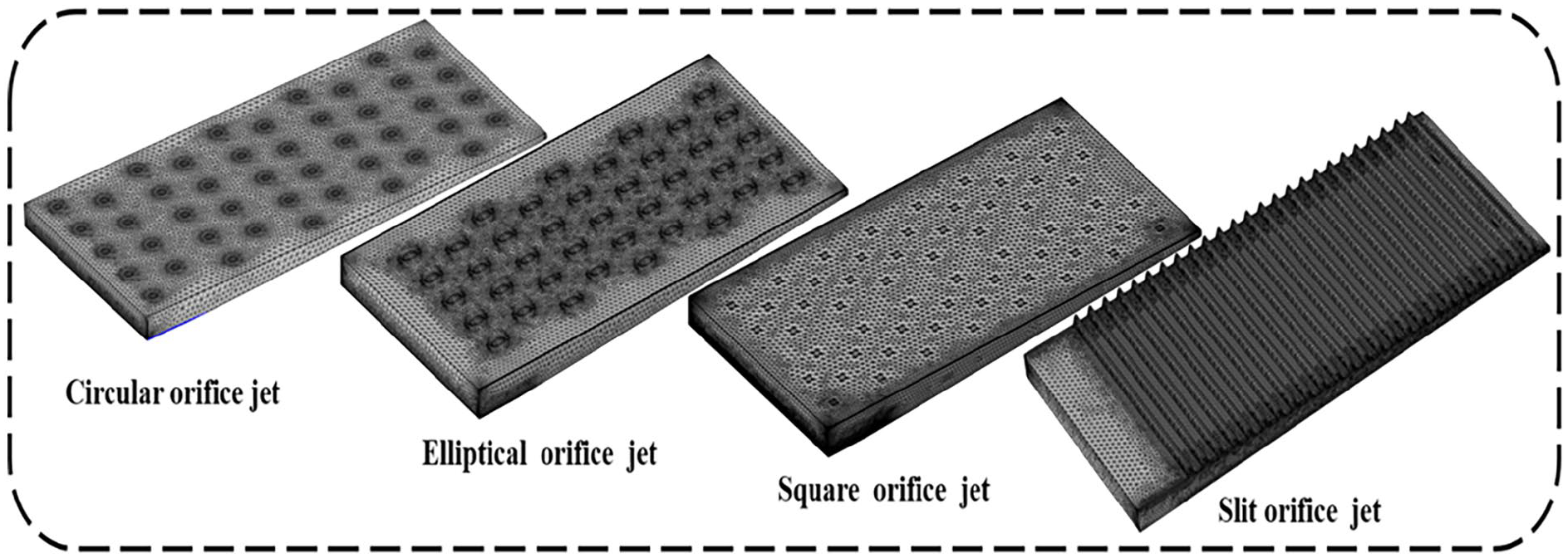
Three-dimensional schematic of physical model and boundary conditions: (a) overall structure of stenter, (b) internal air duct structure of stenters’ oven, and (c) jet orifice shape.
The overall structure and interior of the model are shown in Figure 1(a). Figure 1(b) shows the boundary conditions of the model, the left end of the air duct serves as the gas inlet, while the right end is closed. The gas outlet is located at the right end of the stenters’ oven, designated as a pressure outlet. In current engineering applications, four different jet orifice types (circular orifice, elliptical orifice, square orifice, and slit orifice) are widely used. The main structural parameters of the air duct marked in Figure 1(c) are as follows: the length of the air duct is 2000 mm, the width of the air duct is 800 mm, the height of the front end of the air duct is 50 mm, and the height of the rear end is 150 mm. At the same time, different types of orifice sizes are also marked in the figure.
Governing equation
Mass conservation equation
In the mass conservation equation, each phase is solved separately which has own mass conservation equation, the evaporation process of liquid water was considered by adding an evaporation source term.
Conservation of wet air quality is defined as

Conservation of mass in liquid phase is defined as

Conservation of water vapor mass in wet air is defined as

Where,
Momentum conservation equation
Conservation of momentum equation of wet air is

Conservation of momentum equation of liquid water is

The Realizable



The formula for calculating eddy viscosity is as follows

Where
Energy conservation equation
Energy conservation equation of wet air is defined as

Energy conservation equation of liquid water is defined as

Where,
The internal heat transfer of fabrics is based on Fourier’s law, accompanied by the diffusion of energy from liquid phase moisture. The energy conservation equation is

In the formula,
Transfer equation between two phases
Heat transfer equation between two phases is defined as

Where
The mass transfer equation between two phases is

Where
The moisture content on dry basis of fabrics is defined as

where
Initial input parameters and boundary conditions
The basic input parameters of the model were determined according to the literature,24,25 as shown in Table 1. Some boundary conditions are given in Figure 1(b), the inlet boundary parameters include inlet temperature (180℃), wind speed (9 m/s) and relative humidity (40%), all of which are set as constants, the outlet is set as standard atmospheric pressure, and the initial dry basis moisture content of the fabric is also set as constants (1.85).
Basic physical parameters in the model.

Numerical method and validation
Numerical method and mesh independence test
In this paper, COMSOL Multiphysics 5.6 is used to solve the mathematical model. The damping of the generalized alpha solver used is 0.5, and the solver uses MUMPS to achieve high robustness. Turbulence and pressure variables use an updated scaled absolute tolerance factor of 10, while other variables use a scaled average tolerance factor of 0.1. In the setting of algebraic variables, the backward Euler method is used to solve the consistent initialization. The stability and acceleration use Anderson acceleration, with an iterative space size of 20. Using the direct solver to calculate the above equation, with iterations ranging from 10 to 400, and a tolerance of 0.001 to terminate the iteration. The tetrahedral grid is used to discretize the entire calculation area, then refining the surface orifices of the air duct locally, as shown in Figure 2.
Local mesh refinement of air duct.
For four different orifice shapes (circular orifice, elliptical orifice, square orifice, and slit orifice), the dry basis moisture content is selected as the key variable for grid independence test. The results of different numbers of grid computing are shown in Figure 3.

Grid independence verification: (a) circular orifice jet, (b) elliptical orifice jet, (c) square orifice jet, and (d) slit orifice jet.
As can be seen in Figure 3(a)–(c), by increasing the number of grids beyond 1.8 million, the moisture content of dry basis does not change anymore, the maximum deviation of instantaneous change value of the moisture content on the dry basis at 60 s for different grid numbers is 21.7%, considering the calculation efficiency, the 1.8 million as the number of grids are selected for circular orifice jet, elliptical orifice jet and square orifice jet models. Similarly, as can be seen in Figure 3(d), the 2.0 million as the number of grids are selected for slit orifice jet models.
Numerical verification
An experimental platform is established based on circular orifice jet, and the above model is verified by experiments. The thermal insulation cotton wrapped outside the text bench is used to stabilize the measurement conditions in the drying oven. The temperature sensors were fixed at different positions on the fabric surface, and the average value of three measurements was taken as the test data. The calculation method of moisture content was measured using the weightlessness method in the literature. 26 The composition and internal structure of the experimental platform are shown in Figure 4.

Experimental platform and internal structure: 1 – Air heater; 2 – Return temperature chamber; 3 – Connecting pipe; 4 – Static pressure box; 5 – Variable cross-section air duct; 6 – Array nozzle; 7 – Fabric; 8 – Exhaust outlet; 9 – Return air duct; 10 – Fresh air outlet.
Keeping the numerical calculation consistent with the test conditions, then selecting two key parameters for experimental validation. The simulation and experimental results are shown in Figure 5.

Verification of the numerical calculation results: (a) surface temperature and (b) moisture content on dry basis.
As can be seen from Figure 5, the simulated value and the experimental value show the same changing trend under the same working condition parameters, only slightly different in values. The maximum relative deviations of the temperature curve and dry-basis moisture content were 6.13% and 4.33%, respectively, the relative error is within an acceptable range, therefore, this numerical model can effectively predict the heat and mass transfer process of fabrics.
Results and discussion
In this chapter, firstly, the uniformity of heat-moisture distribution on the fabric surface under different jet orifice shapes is analyzed. Then taking the elliptical orifice as an example, the effect of the jet height and orifice size of the drying characteristics is explored, finally the formula of moisture content change of elliptical orifice jet under the above influencing factors is obtained by using multiple nonlinear regression analysis methods.
Effect of jet orifice shape on heat and mass transfer process
In the actual heat setting process, different orifice shapes are often used for different fabric types to meet the time limit requirements of belt conveying process, which shows that the jet orifice shape is an important factor affecting the heat setting process. Under the air supply mode of porous jet array, the changes of average temperature and moisture content of fabrics with different jet orifice shapes are shown in Figure 6.
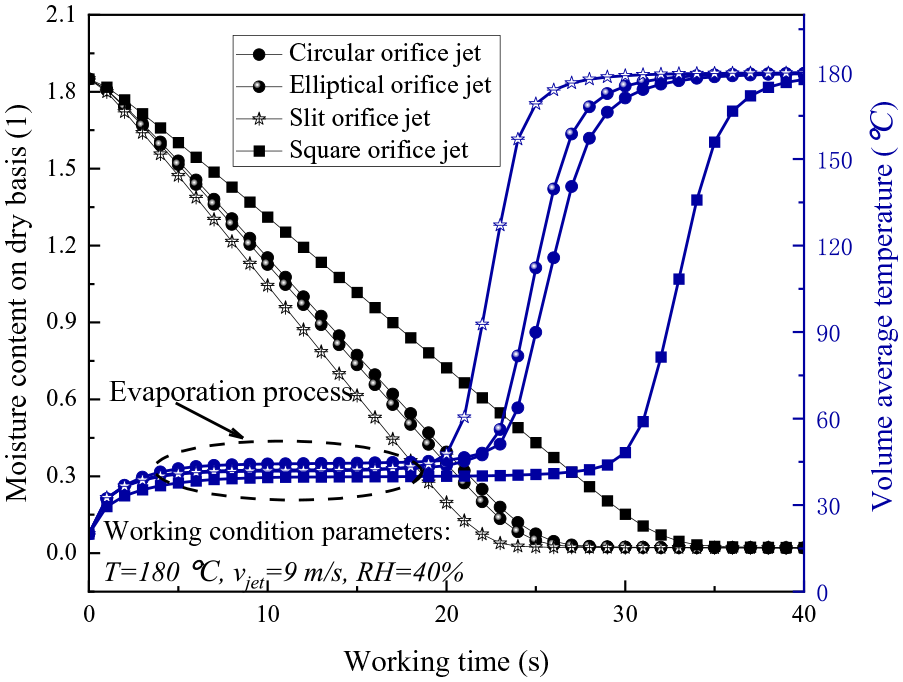
Temperature and moisture content changes of fabrics with different jet orifice shapes.
It can be seen from Figure 6 that under the action of different jet orifice types, the temperature and moisture content of fabrics show similar trends, but the difference in drying rates is significant. Due to the influence of the phase change evaporation process, the temperature rises first, when it rises to the evaporation temperature, the heat provided by high-temperature air is used to evaporate liquid water inside the fabric, and the surface temperature of the fabric remains unchanged at this time, with the end of evaporation process, the fabric temperature will slowly rise to the inlet temperature. In terms of the moisture content, based on the current working conditions, the drying rate of slit orifice jet is the highest, the moisture content of fabrics is close to zero at 25 s, followed by elliptical orifices and circular orifices, and the drying rate of square orifice jet is the lowest, the total time to complete the drying process is 10 s longer than that of the slit orifice jet.
In the actual heat setting process, the uniformity of the fabric surface heat-moisture distribution directly determines the product quality. Defined the surface area of the fabric with a moisture content higher than 0.15 as the wet area, and the rest as the dry area. 27 Under the control of different jet orifice types, the heat-moisture distribution of fabrics surface is shown in Figure 7.
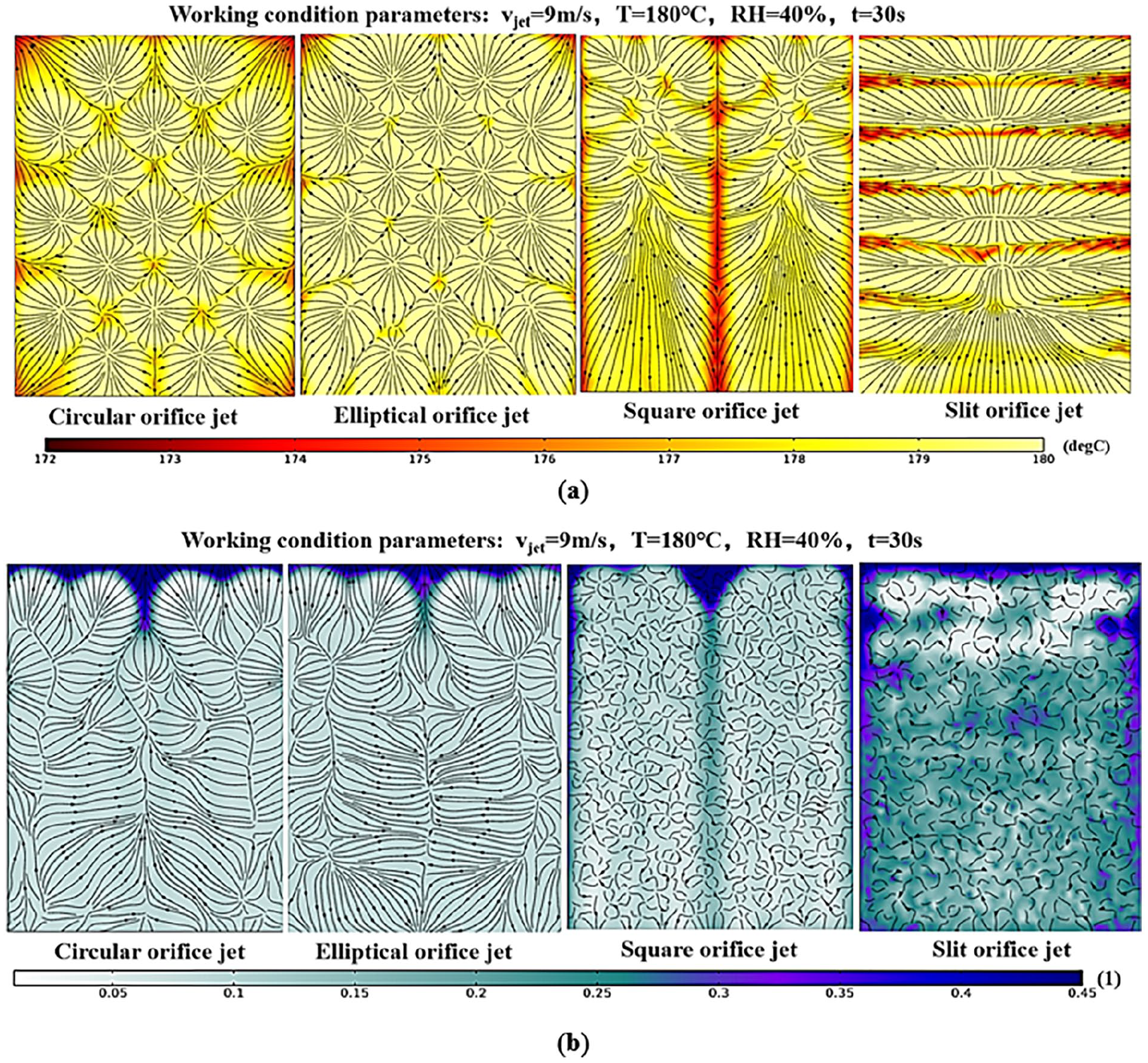
Heat-moisture distribution of impacted surface under different jet orifice types: (a) temperature distribution of impact surface and (b) moisture distribution of impact surface.
It can be seen from Figure 7(a) and (b) that the heat-moisture distribution of the fabric impact surface is different under the four different jet orifice types. The elliptical orifices have the best uniformity, the maximum temperature deviation of the impact surface of the elliptical orifices jet is 5.67%, and the maximum moisture deviation is 7.9%, followed by circular and square orifices, and the slit orifice jet has the worst uniformity, the maximum temperature deviation of slit jet impinging surface is 10.21%, and the maximum moisture deviation is 15.33%. Although in the above analysis, the drying rate of slit orifice jet is the fastest, the slit orifice jet cannot meet the uniform distribution of moisture content on the impact surface of fabrics. Therefore, the elliptical and circular orifice jet provide excellent airflow distribution on the fabric surface, resulting in a more uniform distribution of heat and moisture on the fabric surface, making them suitable for most heat-sensitive woven or knitted fabrics; The slit jet have the fastest drying rate, making them suitable for thicker fabrics such as plush or loop fabrics; The square orifice air ducts are more suitable for fabrics with relatively small requirements for flow velocity and uniformity, such as synthetic fabrics.
Effect of the jet height and orifice size of the elliptical orifices on heat-moisture transfer
The impact jet is generally divided into three parts: the free jet zone, the stagnation zone, and the wall attached jet zone. Based on the basic principle of jet, when jet height and orifices size change, the airflow coverage area in the attached jet area changes accordingly, which significantly affects the uniformity of temperature and moisture distribution on the impact surface. Therefore, it is necessary to further analyze the influence of the above two main factors on the heat and mass transfer process of fabric.
Effect of the jet height on impact surface
The jet height determines the distance between the jet vent and the impact surface of the fabric, which is an important part of the design of the air supply system of the stenter. According to the existing stenter equipment, the distance from the orifice to the fabric surface set as (5, 10, 15, 20 cm). The temperature and moisture content of the fabric under different jet heights are shown in Figure 8.

Temperature and moisture content changes of fabrics with different jet heights.
It can be seen from Figure 8 that with the decrease of jet height, the moisture content of fabrics decreases faster, and the volume average temperature reaches the inlet temperature faster, which indicates that with the decrease of jet height, the heat and moisture transfer process of fabric is accelerated. Due to the impact distance of the high-speed airflow is shorter, and the corresponding speed to reach the stagnation point is higher, and the local heat transfer process is more intense, so the drying process is obviously strengthened. When the jet height is reduced from 10 to 5 cm, the temperature and moisture content of the fabric still change significantly, therefore, within the allowable range of equipment mechanical design, reducing the vertical distance between the nozzle and the fabric can effectively enhance the drying process.
The heat-moisture distribution on the fabric surface at different jet heights is shown in Figure 9.

Heat-moisture distribution of impacted surface under different jet heights: (a) temperature distribution on impact surface (b) moisture content distribution on impact surface.
It can be seen from Figure 9 that the temperature and moisture distribution of the impact surface are obviously different as the jet height changes, the temperature boundary layer of the entire impact surface is the thinnest at the stagnation point, the heat and moisture diffuse around from each impact stagnation point, and as the axial distance increases, the heat transfer rate gradually decreases, so that the impact surface forms obvious dry and wet zones. Figure 9(a) shows that when the drying time reaches 30 s, the temperature uniformity distribution on the entire impact surface is poor at the jet height of 20 cm, with a maximum temperature difference of 12℃. However, as the jet height decreases (H < 10 cm), the uniformity of temperature distribution gradually increases, when the jet height decreases, the impact distance of high-speed airflow is shorter, and the corresponding speed to reach the check stagnation is higher, hence the diffusion area of the wall attached jet area is larger and connected. The moisture distribution of the collision surface in Figure 9(b) also shows a similar trend. When the drying time reaches 30 s, there are many obvious wet areas at the jet height of 20 cm, and the local maximum moisture content reaches 0.35. However, when the jet height is reduced to 10 cm, the drying area basically covers the impact surface, and the local moisture content is lower than 0.1, which has met the requirements of heat setting process currently. Therefore, the vertical distance between the nozzle and the fabric should be controlled within 10 cm when the design of the transmission mechanism of the heat setting equipment allows.
Effect of the jet orifice size on impact surface
Exploring the size of elliptical orifices in the array is an indispensable part of the air duct design of the stenters. Using the elliptical orifice as the reference orifice shape and setting the short axis to 6 mm, then sequentially adjusting the long axis to (6, 8, 10, 12 mm). Figure 10 shows the temperature and moisture content changes of fabrics under different size of jet orifices.

Temperature and moisture content changes with different orifice sizes.
It can be seen from Figure 10 that with the decrease of the elliptical orifice size, the moisture content of the fabric decreases at a slower rate and the time for its average temperature to reach the inlet temperature of the jet becomes longer, which indicates that the drying process of the fabric slows down with the decrease of the orifice size. The reason is that with the increase of the jet orifice size, the air flow in the jet channel increases accordingly, and more air exchanges heat on the surface of the fabric, which makes the liquid water inside the fabric evaporate and be discharged from the outlet. Overall, the change of jet orifice size has no significant influence on the moisture migration of fabric. In the selected orifice size range (6, 8, 10, 12 mm), the total time difference of fabric drying is less than 5 s, therefore, the selected orifice range can meet the requirements of engineering application.
The heat-moisture distribution of impacted surface under different jet orifice sizes are shown in Figure 11.

Heat-moisture distribution of impacted surface under different jet orifice sizes: (a) temperature distribution on impact surface (b) moisture content distribution on impact surface.
It can be seen from Figure 11(a) and (b) that with the increase of the size of the elliptical orifice, the control area of the jet increases, the dry area of the fabric impact surface increases while the wet area decreases. Different from changing the jet height, under four different jet orifice sizes, the dry areas on the fabric surface relate to each other to form a complete part, and the fabric surface shows fine heat-moisture distribution. When the diameter of the long axis of the jet orifice is increased to 12 mm, the moisture content in the dry area is less than 0.1, and the highest moisture content in the local wet area is less than 0.4, so the selected orifice sizes can meet the requirements of fabric drying.
Analysis of elliptical orifice jet control area
The variation rule of the thermal action distance of fabrics with the jet height and elliptical orifice size under the working condition (vjet = 9 m/s, T = 180℃, RH = 40%, t = 30 s) is analyzed. To analyze the control area distribution of the jet on the impact surface in more detail, the thermal action distance is divided into three directions, namely, the upstream direction, the downstream direction, and the direction perpendicular to the jet outlet. The results are shown in Figure 12.

Change of thermal action distance in different directions of impact surface.
It can be seen from Figure 12 that with the decrease of jet height, the thermal action distance in three directions increases, but the thermal action distance in the downstream increases more, due to the influence of the outlet effect, the thermal action distance in the downstream is further lengthened, while the thermal action distance in the upstream and the direction perpendicular to the outlet has little difference. At the same time, when the size of the jet orifice increases, the thermal action distance in three directions increases correspondingly, but the change is not obvious. Although the jet height and the orifice size are the main factors affecting the thermal distance, it is obvious that the jet height has a greater impact on the thermal distance.
Regression analysis of fabric moisture content under the influence of multiple factors
Based on the above analysis, it can be inferred that the moisture content of fabric is influenced by multiple factors such as jet height, orifice size and drying time, and there is multicollinearity between each variable. Using SPSS software to conduct multiple nonlinear regression analysis on the moisture content changes of fabrics. The first-order model of all terms is used as the basic function, and the generalized regression method is used to perform least squares regression. A multiple nonlinear regression fitting model is established as follows:

In the formula,
Using the statistic
Estimation results of model parameters.

Table 2 shows that the moisture content is negatively correlated with drying time and orifice size, and positively correlated with jet height, which is basically consistent with the results of the above analysis. The fitted first-order model shows that all terms are less than the critical value of 2,
28
and all
Conclusion
In this paper, the air supply system of the stenter is deeply explored by numerical calculation method. The drying rates of four different orifices (circular orifice, elliptical orifice, square orifice, and slit orifice) and the characteristic of heat-moisture distribution on the fabric surface were compared, then the effects of jet height and orifice size on the control area were further analyzed. The main conclusions are as follows:
(1) The slit orifice jet has the fastest drying rate, but the uniformity of heat-moisture distribution on the fabric surface is the worst, the maximum relative error of moisture content is 10.2%, so it is suitable for thick fabrics such as plush or loop fabrics; The elliptical orifice jet has the best uniformity of heat-moisture distribution on the fabric surface, with the maximum deviation of moisture content is 5.12%, and it has a moderate drying rate, it is similar to the circular orifice jet and is suitable for most heat-sensitive woven or knitted fabrics; The square orifice air ducts are more suitable for fabrics with relatively small requirements for flow velocity, such as synthetic fabrics.
(2) The jet height and orifice size are important factors affecting drying rate and heat-moisture distribution. The drying rate significantly increases with the decrease of jet height, meanwhile the thermal action area of the jet is larger, and the heat-moisture uniformity on the fabric surface is better (H<10 cm). The drying rate has no significant change as the size of the jet orifice increases, the total time difference of fabric drying is less than 5 s, within the selected orifice size range (6–12 mm), the heat-moisture distribution on the surface of the fabric is relatively uniform, and the maximum dry area moisture content is less than 0.1, which meets the standards used in engineering.
(3) The accuracy of numerical calculation is verified by experiments, and the relative deviation was within 10%. The multivariate nonlinear methods were used to obtain the moisture content variation curve of the fabric under independent factors (jet height, orifice size, drying time), the root means square error obtained by fitting was 0.959, and the error is within acceptable range. The results have a positive impact on the optimization design of the parameters of the stenters’ air supply system.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the scientific research fund project of the National Innovation Center of Advanced Dyeing & Finishing Technology (Grant No.2022GCJJ18) and the Fundamental Research Funds for the Central Universities and Graduate Student Innovation Fund of Donghua University (No. CUSF-DH-D-2023032).