
Abstract
The mixed work assignment technique was applied to the modular production concept to solve the apparel assembly line balancing problem. Specifically, an algorithm was implemented to generate workstations by first classifying tasks into modules through an analysis of the manufacturing process and assigning grouped tasks in the single task–multiple workers and multiple tasks–single worker assignment methods. Then, worker assignment was sequentially performed considering the skill level of the worker. A simulation of producing 100 men’s shirts was performed. Owing to line balancing, the total production time was considerably lower than that reported in previous studies. The enhanced performance was attributable to the fact that unlike previous studies that limited the apparel assembly line balancing problem to worker assignment, line balancing was performed through both task and worker assignment in this study. The results demonstrated that task assignment must be considered in the design stage in the apparel assembly line balancing problem.
Keywords
Introduction
The implementation of smart factories has emerged as a key goal for the Fourth Industrial Revolution.1–3 Notably, apparel manufacturing is typically labor intensive and involves a technological gap with the other manufacturing industries. Research on implementing smart technologies in apparel manufacturing remains limited. 4 In this context, the implementation of smart factories is expected to be facilitated by applying concepts demonstrated to be effective in other manufacturing industries to apparel manufacturing to help reduce the technological gap. The modular production concept has been applied in several manufacturing industries such as automobiles, computers, and electronics to alleviate the production complexity. 5 This concept can help facilitate customization and enhance the resource utilization. 6 Therefore, the application of the modular production concept to apparel manufacturing has attracted widespread interest.
The core of apparel manufacturing is the assembly line, over which an apparel unit is produced. The production time associated with the assembly line must be decreased to enhance the factory profits. A key technique to reduce the production time is apparel assembly line balancing, which is aimed at avoiding bottlenecks by optimizing the design and operation of the assembly line.7,8 In general, line balancing aims to optimally distribute assembly tasks among all workstations. 9 Therefore, assembly line balancing involves designing and operating the assembly line in a manner that ensures the time required for workers in each workstation to complete their assigned tasks is as uniform as possible, thus avoiding bottlenecks. However, conducting assembly line balancing encounters challenges due to variations in task difficulty, task completion times, required machines, process sequence, and worker skill levels that need to be considered.
Apparel assembly line balancing in the design stage involves considerable research on measuring the time required to perform tasks. 10 Specifically, machines suitable for performing each task in the apparel manufacturing process are selected, and the time required to perform each task is measured. A certain amount of time is added to the measured time to obtain the standard allowable minutes (SAM) value for each task. Assembly line balancing is performed by assigning tasks and workers with constraints such as the SAM of tasks, machines, resources, and skill level of workers to ensure that the time consumed by workers to accomplish their tasks is as uniform as possible. Notably, assembly line balancing is an NP-hard problem.10,11 Apparel assembly line balancing in the operation stage can be performed by applying innovative operating techniques such as lean manufacturing, 12 group technology, 13 and resource management. 14
In this study, the modular production concept was applied in the design stage of the apparel assembly line. Moreover, a mixed task assignment technique was developed for apparel assembly line balancing: First, tasks are assigned to ensure that the cycle time of each workstation is as uniform as possible. Next, workers are assigned to each workstation considering their skill level. Finally, the effect of step-by-step line balancing on the production time was analyzed.
Related work
The apparel assembly line balancing problem at the design stage can be solved through task and worker assignment techniques.
Several researchers have defined the apparel assembly line balancing problem as a worker assignment problem. Chan et al. 15 divided the process of producing men’s shirts into several tasks and measured the SAM of each task. Next, they performed apparel assembly line balancing by assigning each task to an optimal single worker considering the data such as the SAM, precedence relationship of tasks, and skill level of workers. However, even when the skill level of the workers is considered, the single task–single worker assignment method cannot effectively solve the line balancing problem because the SAMs of tasks typically have large deviations. Zeng et al. 16 used a genetic algorithm to solve the apparel assembly line balancing problem through worker assignment. They used the single task–multiple workers assignment method, in which single tasks are assigned to multiple workers. Although the line balancing performance was improved by assigning single tasks with long SAMs to multiple workers, it was limited by single tasks with short SAMs. Chen et al. 17 applied the data of Chan et al. 15 to a meta-heuristics algorithm and used it to solve the apparel assembly line balancing problem through workers assignment. The authors applied the multiple tasks–single worker assignment method, in which multiple tasks are grouped and assigned to a single worker. Even in this case, the line balancing performance was limited because the tasks were grouped based only on the branches suggested by Lin, 18 and the SAM values were not considered. Overall, although considerable effort has been devoted to solve the apparel assembly line balancing problem based on worker assignment, the effectiveness of these techniques has been limited. Therefore, before workers are assigned to each workstation, line balancing must be performed based on task assignment, considering the task order and SAM of each task. Also, the single task–multiple workers assignment method and multiple tasks–single worker assignment method must be applied to tasks with large and small SAM values, respectively.
Several researchers have formulated the apparel assembly line balancing problem as a task assignment problem. Kayar and Akalin 19 applied the Hoffman method, known as heuristic line balancing, to assign tasks to each workstation. However, the authors did not consider worker assignment. Bongomin et al. 10 applied a ranked positional weight heuristic method to assign tasks to each workstation. Although line balancing was partially improved, worker assignment was not considered. Moreover, when tasks were grouped on the basis of positional weights, the workflow became complicated because distant tasks were grouped together.
In general, the workflow complexity can be alleviated by applying the modular production concept in the design stage of the assembly line. A few researchers have applied the modular production concept to apparel assembly lines. For example, Lin 18 applied the modular production concept to the problem considered by Chan et al. 15 Each branch was defined as a module in the precedence relationship of tasks. However, the objective was to accelerate the solution process of the genetic algorithm, and apparel assembly line balancing was not considered. Kim and Kim 20 applied the modular production concept to the apparel assembly line. However, the design of the production line was implemented at the module level, and worker assignment was not considered. Jung et al. 8 applied the modular production concept to the apparel assembly line but performed line balancing in the operation stage, with the apparel assembly line considered to be designed by experts.
Overall, none of the existing studies have explored the effect of line balancing by applying the modular production concept in the design stage of an apparel assembly line. Therefore, it is desirable to establish an algorithm for performing line balancing through sequential task and worker assignment.
Methods
In this study, the modular concept was applied in the design stage of an assembly line. A mixed task assignment method was applied, in which the single task–multiple workers and multiple tasks–single worker assignment strategies were simultaneously applied to assign tasks. Additionally, workers were assigned to tasks considering their skill levels. Figure 1 shows the framework of the proposed method.

Module-based mixed tasks assignment process.
First, tasks were classified into each module through the process analysis of the apparel to be produced. Next, the number of workers and output on the assembly line were determined by comprehensively considering the resources and delivery schedule. After determining the number of workers, the number of workstations was clarified by calculating the task ratio for each module. One worker was assigned to one workstation to perform the assigned tasks. Therefore, the number of workers and number of workstations in the assembly line were identical. Next, task grouping was performed to assign tasks to workstations. In this study, the Toyota Sewing System, 17 derived from the Toyota Production System for the apparel industry, was adopted. The Toyota Sewing System not only requires less floor space but also offers more flexibility and a better working environment. It was designed to enable multiple workers to perform a single task or a single worker to perform multiple tasks based on the workflow. Therefore, the Toyota Sewing System is a flexible system for task distribution, making it suitable for line balancing. Finally, the worker assignment for each workstation was performed considering the skill level of the workers.
Calculation of the number of workstations for each module
The number of workstations for each module was calculated as follows.
First, the SAM of each module (

Then, the total SAM (

The number of workstations for each module (

where,
= total number of workstations

The cycle time of each module (

The cycle time of the apparel assembly line (

Step 1: Task assignment for generating workstations in modules
Figure 2 illustrates the algorithm for grouping tasks in modules and assigning them to workstations.
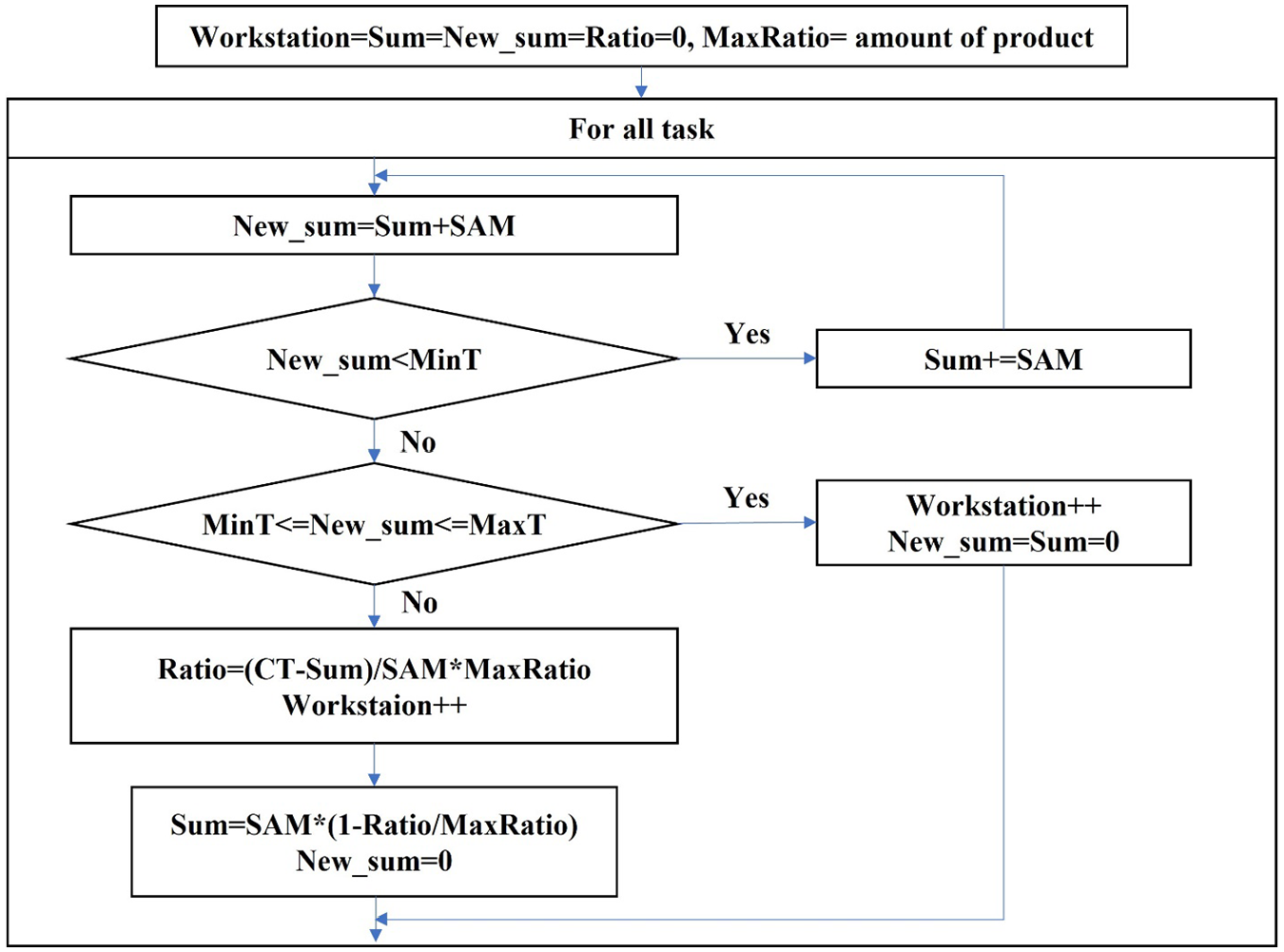
Process flow of task grouping and workstation formation.
Theoretically, if all workers in the assembly line perform their tasks in the range of 95%–105% of the cycle time, no bottlenecks will occur. 13 Therefore, the tasks for which the sum of SAMs range from 95% to 105% of the cycle time for each module (according to the task order in each module) are grouped and assigned to a workstation. If the sum of the SAMs exceeds 105% of the cycle time, the last task of the grouped tasks is shared with the next workstation. The workload is shared to ensure that the SAM of this workstation is 100% of the cycle time.
The grouping of tasks such that the SAM of all workstations is 100% of the cycle time may be optimal in terms of line balancing. However, in this configuration, a larger number of tasks are shared among multiple workstations than those when the tasks are grouped such that the cycle time is in the range of 95%–105%. The resulting increase in the complexity of the manufacturing process may not outweigh the benefits of the grouping. The differences in the SAM values across workstations can be adjusted by additional line balancing based on worker assignment.
Step 2: Worker assignment at workstations
The skill level of the workers is considered in the assignment problem as follows.
The adjusted SAM (

Therefore, the adjusted SAM of the workstation, which is the time required for worker j to perform the tasks of the workstation, can be calculated by summing the adjusted SAM of each task assigned to the workstation using equation (8).

The problem of assigning workers to workstations considering their skill level is aimed at assigning a worker whose time required to perform the tasks assigned to a workstation is the closest to the cycle time of the apparel assembly line, as shown in Figure 3.
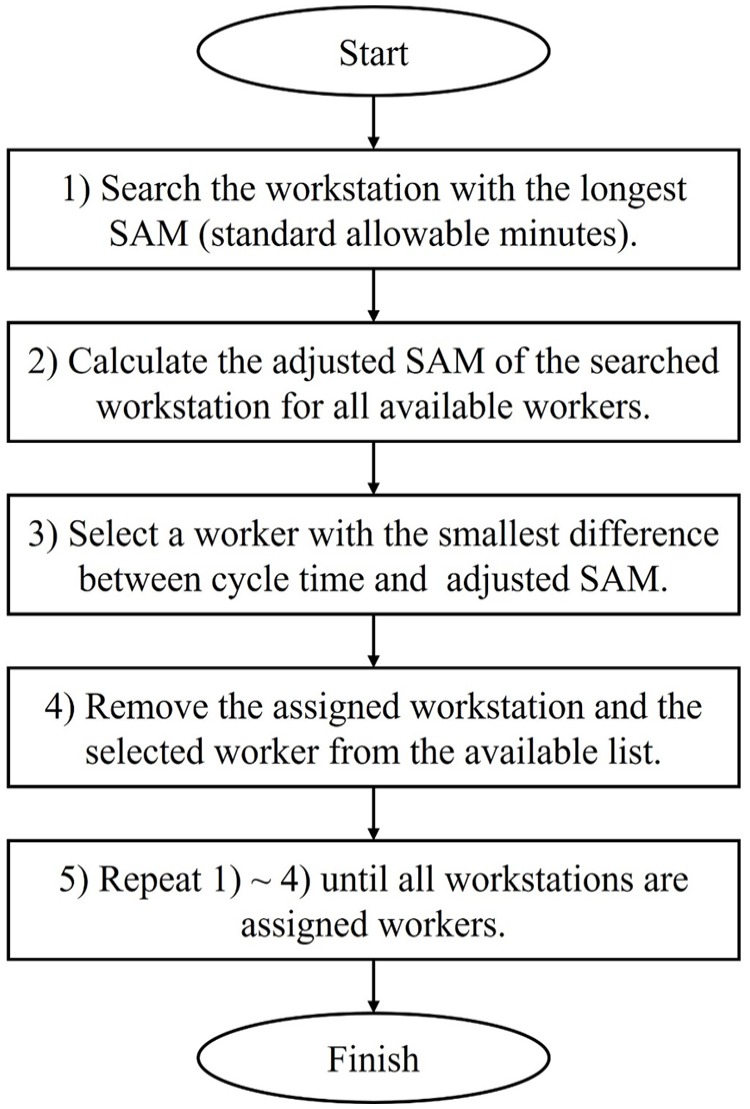
Process flow of worker assignment.
First, the workstation with the longest SAM is identified because this workstation has the highest probability of bottleneck occurrence. Next, the adjusted SAM for all available workers is calculated by applying the skill level of the workers at this workstation. The adjusted SAM of all available workers is compared, and the worker with the SAM most similar to the cycle time of the apparel assembly line is assigned to this workstation. The assigned worker is removed from the available worker list, and the assigned workstation is removed from the to-be-assigned workstation list. This process is repeated until workers are assigned to all workstations. Consequently, workstations with large SAM values are assigned expert workers for the relevant tasks, and workstations with small SAM values are assigned non-specialist workers for the relevant tasks.
Results and discussion
Data
Experiments were conducted using the data of Chan et al., 15 which have been used in several studies related to apparel assembly line balancing. These data correspond to the manufacturing of men’s shirts, which involves 41 tasks. Specifically, the data consist of the SAM of the tasks, precedence relationship of the tasks, and skill level of workers for the tasks. Table 1 lists the specific tasks and SAM values, defined as the time required to perform each task 100 times sequentially. The task order was defined considering the precedence relationship (Figure 4(a)) between tasks. Table 2 summarizes several skill levels of the 41 workers for all tasks, expressed as a number between 0 and 1.5, with 0 meaning no skill and 1.5 meaning fully skilled. And skill levels for each task were generated randomly. The machine type was not considered in line balancing because information regarding the machine used for the tasks is not available.

SAM: standard allowable minutes: time required to perform 100 grouped tasks.
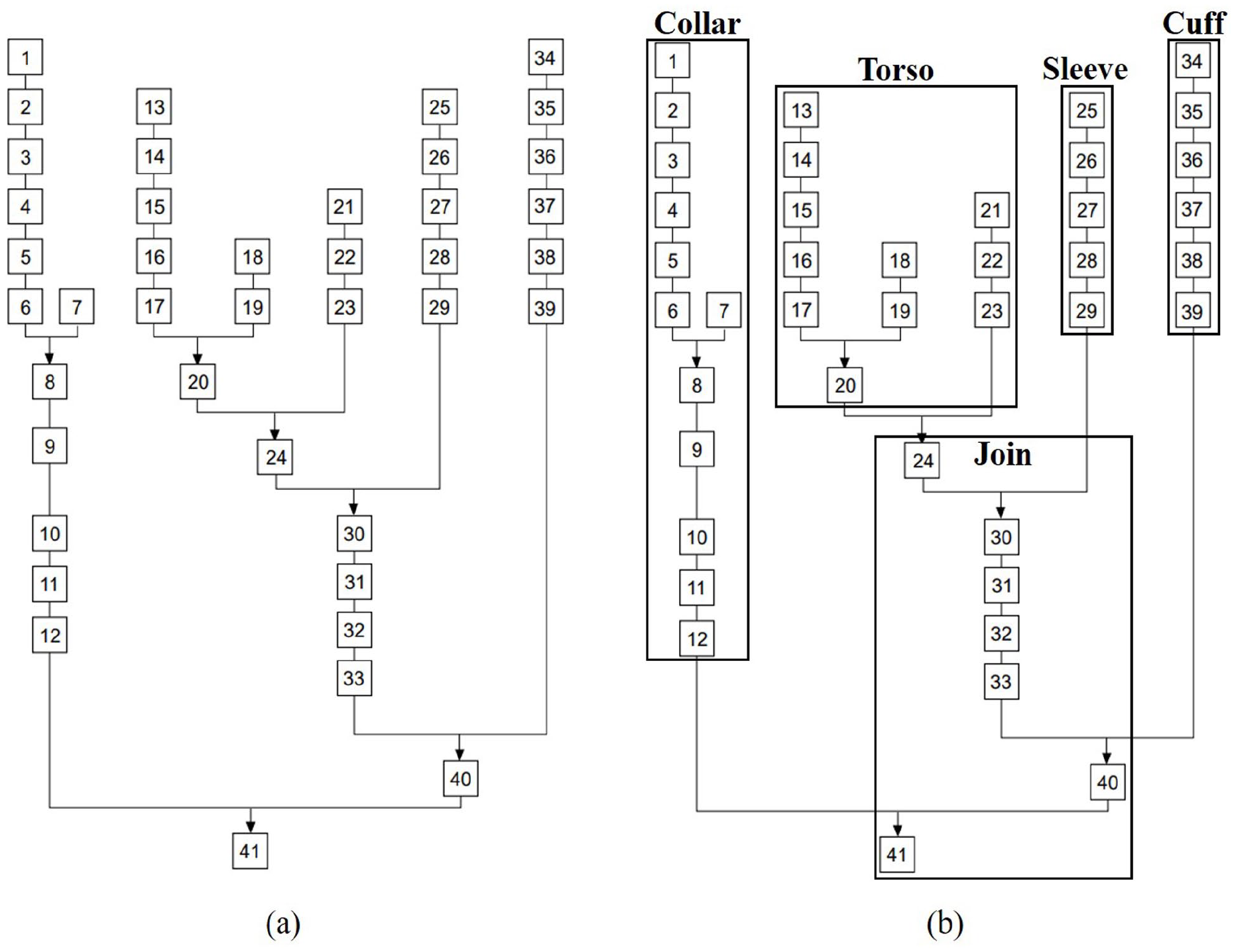
Heuristic module classification: (a) precedence relationship of tasks 15 and (b) module classification.
Arbitrary skill levels of the workers for each task. 15 .

Module-based mixed task assignment
Tasks were classified into modules considering the precedence relationship (Figure 4(b)). Tasks #1–12, #13–20, #21–23, and #25–29, and #34–39 corresponded to the collar, front, back, sleeve, and cuff parts, respectively. Because the back part corresponded to only a few tasks, the tasks for the front and back parts were bundled and set as a torso module. Modules were defined for the other parts. Tasks #24, 30–33, 40, and 41, which corresponded to the combination of each part to complete the shirt, were assigned to a join module.
In previous studies, the number of workers in the assembly line was set as 41 or 13, and the output of shirts was set as 100. Therefore, to ensure a fair comparison with the results of the previous studies, the number of workers in the basic apparel assembly line was set as 13 and the output of shirts was set as 100 in this study. The assignment of 41 workers in the single task–single worker assignment method was not attempted. Instead of that, an experiment was conducted in which 41 workers performed tasks in three apparel assembly lines, by designing two additional assembly lines consisting of 14 workers each (from the remaining 28 workers).
Step 1: Task assignment
Table 3 summarizes the results of generating workstations for each module, grouping tasks, and assigning them to workstations using the module-based mixed task assignment technique. Four, three, two, two, and two workstations were generated in the collar, torso, sleeve, cuff, and join modules, respectively. The notation can be understood as follows: Grouped tasks 1-2-3-4(60) on workstation 1 meant that tasks #1, #2, #3, and #4 are assigned to workstation 1, and task #4 is a shared task with workstation 2. Moreover, 4(60) indicates that 60 out of 100 executions of shared task #4 are assigned to workstation 1. The number in [ ] indicates the cycle time for each module, which is the standard for grouping tasks in the module. The SAM is the time required to perform 100 grouped tasks assigned to each workstation. The results highlighted that the proposed algorithm successfully assigned tasks such that the SAMs of all workstations were in the range of 95%–105% of the cycle time for each module.
Workstation generation in modules.
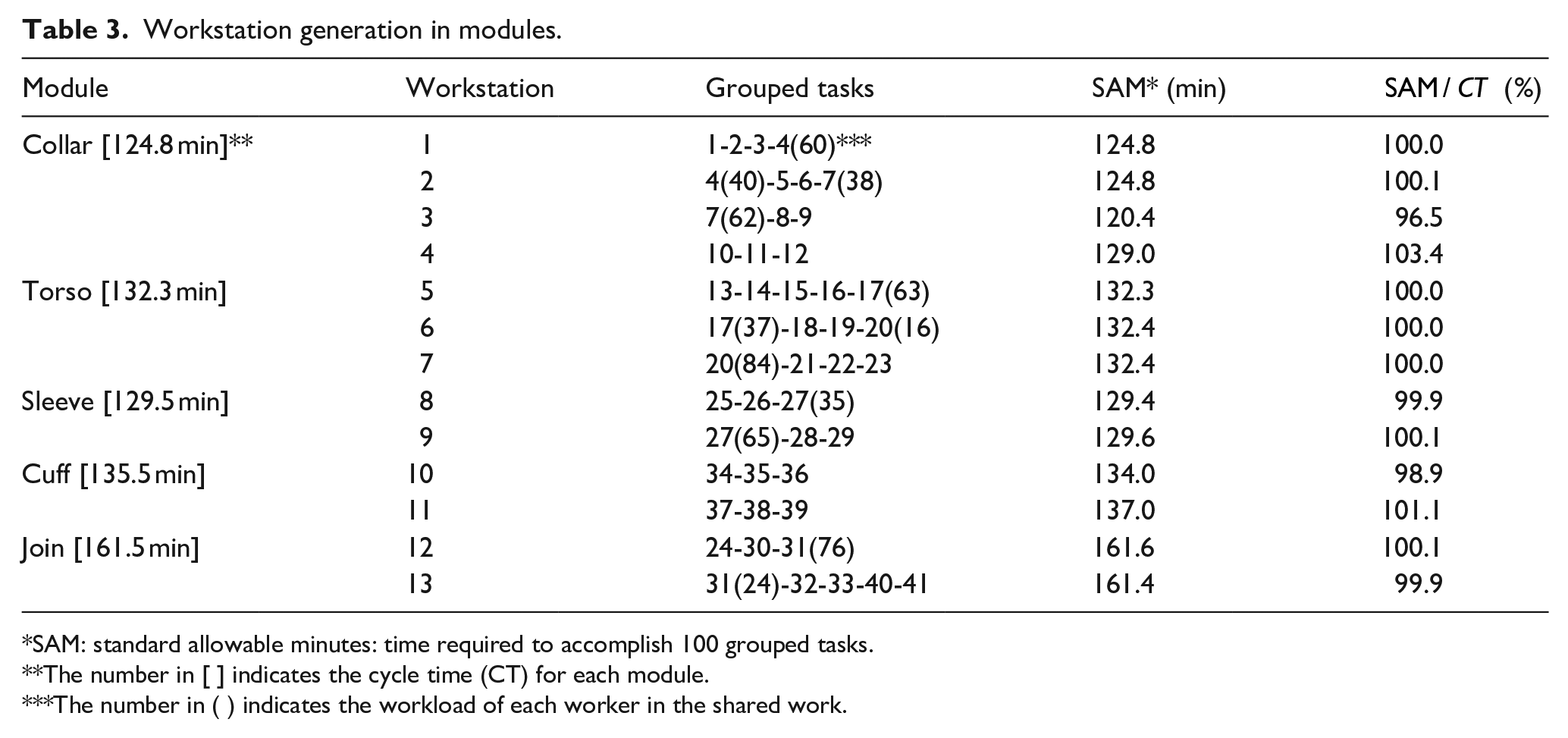
SAM: standard allowable minutes: time required to accomplish 100 grouped tasks.
The number in [ ] indicates the cycle time (CT) for each module.
The number in ( ) indicates the workload of each worker in the shared work.
Step 2: Worker assignment
Worker assignment was performed by applying the skill level of workers to each generated workstation. Workers with the smallest difference between the adjusted SAM and cycle time of the apparel assembly line were assigned sequentially and in order from workstation 12 with the longest SAM to 13 > 11 > 10 > 6 > 7 > 5 > 9 > 8 > 4 > 2 > 1 > 3 (Table 4).
Workstation formation.

SAM: standard allowable minutes: measured time to accomplish 100 grouped tasks.
Effects of step-by-step line balancing
The results were compared with those of previous studies to evaluate the effect of line balancing using the mixed task assignment technique. Because the existing studies used different performance indicators, the statistics and total production time were compared. First, the statistical metrics were compared with those of the existing studies involving 13 workstations (Table 5). In general, line balancing is aimed at ensuring that the processing time of each workstation is as uniform as possible. Therefore, a smaller difference between the maximum and minimum workstation processing time values and a smaller standard deviation corresponds to superior line balancing. The results of line balancing before and after the worker assignment were superior to those obtained in the previous studies. The inferior performance of the existing methods was attributable to the fact that the workstations were generated, and workers were assigned by simply grouping the tasks for each branch of the precedence relationship without considering task assignment. Task assignment was noted to benefit line balancing: The line balancing realized by mixed task assignment method at the task assignment stage was superior to that in the existing study. The mixed task assignment method improved the effect of line balancing based on worker assignment because the difference between the maximum and minimum values and standard deviation decreased after the worker assignment.
Statistics of line balancing methods for 13 workstations.

The best results are indicated.
Next, the total production time was compared with those of the existing studies in which all 41 workers were assigned. To conduct an experiment with 41 workers, apparel assembly line 1 with 13 workers and 2 apparel assembly lines (2 and 3) with 14 workers each were designed (Table 6). The outputs of apparel assembly lines 1, 2, and 3 were set as 38, 34, and 28, respectively, considering the production capacity of each apparel assembly line.
Two apparel assembly line with 28 workers.

The number in ( ) indicates the workload of each worker in the shared work.
Table 7 compares the simulation results of the three apparel assembly lines with the reported results. Production in lines 1–3 required 63.1, 63.5, and 67.8 min, respectively. Thus, the total production time for 100 men’s shirts was 67.8 min. Despite the presence of one more worker and smaller output, the time for lines 2 and 3 was higher than that for 1 because the workers were assigned to each workstation in the following decreasing order: assembly line 1 > 2 > 3.
Total production time for different line balancing methods.

The total production time is replaced with the total adjusted SAM because its value is not available, and the best results are indicated.
Because Chen et al. did not specify the total production time when assigning 41 workers, it was replaced with the total adjusted SAM. When 13 workers were assigned, the total adjusted SAM was not specified, potentially because Chen et al. realized worker assignment through the multiple task–single worker assignment method.
The total production time in this study was 85.7% lower than that reported by Chan et al. when 41 workers were assigned. The dramatic reduction in the total production time is attributable to the fact that the existing studies limited the apparel assembly line balancing problem to worker assignment and did not consider task assignment. In contrast, in this study, both task and worker assignment were sequentially performed. The total production time before worker assignment in the apparel assembly line with 13 workstations was 170.0 min, already 64.2% lower than that reported by Chen et al. with 41 workers. After worker assignment, the total production time reduced by 8.8% to 155.1 min. These results highlighted that that the beneficial effect of line balancing by task assignment was considerably greater than that based on worker assignment.
Conclusions
The modular production concept was applied to solve the apparel assembly line balancing problem. A mixed task assignment method was developed, in which two-step line balancing is performed to assign grouped tasks to each workstation by simultaneously implementing the single task–multiple workers assignment method and multiple tasks–single worker assignment method. Moreover, workers were assigned to each workstation by considering their skill levels.
The total production time required by 41 workers to produce 100 men’s shirts was 85.7% lower than that reported previously. Even when only 31.7% of the workers were assigned to the apparel assembly line, the total production time reduced by 67.3%. The reason for this drastic reduction in the total production time was that in this study, line balancing was performed by sequentially implementing task and worker assignment, unlike previous studies that limited the apparel assembly line balancing problem to worker assignment and did not consider task assignment. Given that the effect of line balancing by task assignment is considerably greater than that based on worker assignment, the apparel assembly line balancing problem in the design stage must not be limited to worker assignment, and task assignment must be simultaneously considered.
The results also highlighted that module-based task assignment reduces the complexity of workflow in the apparel assembly line because it prevents the grouping of unrelated tasks, and it is also for the design and operation of the apparel assembly line because the impact is limited to the module level even if the apparel assembly line is changed.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.