
Abstract
Ionic liquid, as a green solvent, has been widely used in high-tech fields. One of the uses is an excellent plasticizer for polymers, and a good plasticizing effect can be achieved for these polymers. 1-butyl-3-methylimidazolium chloride ([Bmim]Cl) is a kind of ionic liquid, it possesses low melting point, strong polarity, high temperature stability, and other characteristics, which can be used as a highly effective plasticizer for polyacrylonitrile (PAN) to achieve plasticized spinning. In this review, for PAN fibers, plasticizing mechanism, raw material preparation, spinning process adjustment, structural chemical change, and fiber properties were summarized. At the same time, the related reports on plasticized spinning PAN composite fibers were reviewed as well. The field that has not yet been studied in depth was also discussed in this paper. It is hoped that this paper will provide an important basis for those people who will be engaged in further study on plasticized spinning PAN (PAN composite) fibers.
Introduction
Carbon fibers are widely used as a reinforcing material for high strength composites due to their high axial strength, high modulus, low density, and stiffness.1,2 Today, PAN-based carbon fibers have accounted for 90% of the world’s carbon fiber consumption. 3 Production process of PAN-based carbon fibers involves production of PAN fibers,4,5 stabilization,6–8 and carbonation.9,10 PAN fibers are usually fabricated by solution spinning,11–14 extensive use of organic solvents will cause environmental and health problems. At the same time, these PAN fibers have distinct skin-core structure,15–17 which has been considered as a structural defect.
Plasticized spinning is a special spinning process, which can be divided into external plasticized spinning and internal plasticized spinning. For internal plasticized spinning, usually called melt spinning, a large number of second and third comonomers, such as methyl methacrylate (MMA), 18 methyl acrylate (MA),19–21 and vinylimidazole(VIM), 22 are introduced to PAN molecular chains during the polymerization stage in order to reduce the strong dipole interaction between cyano (C≡N) groups. This effectively reduces the long-range order of the molecular chain structure to achieve melt spinning. 23 It is suggested that the total comonomer content should be at least 15wt.%24–26 in order to effectively reduce the melting point and glass transition temperature of PAN, and ultimately a stable state of melt-spinning process can be achieved. It is noted that these PAN co-polymer fibers are apt to remelt during the stabilization process, 24 this is due to the low C≡N content in molecular chains, which makes it difficult to form heat-resistant ladder structure. Accordingly, the pretreatment process prior to stabilization is required to promote the crosslinking reaction, such as UV irradiation.27,28
External plasticized spinning is another alternative spinning method for PAN, it ensures that molecular chains contain a high proportion of acrylonitrile, which can maintain the inherent characteristics of PAN. Meanwhile, the use of plasticized spinning is conducive to structure control of the fibers. Single plasticizer, such as water, 29 ethylene carbonate(EC), 30 propylene carbonate(PC), 31 carbon dioxide, 32 and so on, has been reported for the preparation of PAN fibers. In addition, the use of blended plasticizers to prepare PAN fibers has also been reported in recent years, such as water/ethylene carbonate(EC), 33 water/dimethylformamide, 34 water/acetonitrile, 21 and so on. The use of traditional plasticizers to prepare high-performance PAN fibers still needs to overcome many technical difficulties. When the plasticizer contains water, a piece of special equipment with a pressure chamber installed is required to prevent evaporation of such solvents during the melt-spinning process. 35 Although PC and EC have higher boiling points,36,37 they have a relatively poor plasticizing effect on PAN, high-speed stretching during spinning process has not been reported.
Ionic liquids (ILs) are completely composed of ions, they possess non-toxicity (weak toxicity), high conductivity, high thermal stability, strong polarity, and other characteristics, 38 which are widely used in Organic/inorganic synthesis, 39 catalysis, 40 separation, 41 electrochemistry, 42 and polymer plasticization 43 and other fields. One of the uses is as a plasticizer for polymers to reduce glass transition temperature, melting point, melt viscosity, and elasticity modulus.44–47 Recently, high performance polyacrylonitrile (PAN) fibers have been prepared when 1-butyl-3-methylimidazolium chloride ([Bmim] Cl) was used as plasticizer. The preparation process of plasticized spinning PAN fibers mainly includes raw material preparation, plasticized spinning, subsequent water-bath drawing, and performance characterization, those will be discussed in the following sections. Moreover, plasticized spinning PAN composite fibers will be simply discussed as well. This review is expected to generate opportunities in enhancing the properties of plasticized spinning PAN fibers in the future.
Plasticized spinning PAN fibers
Plasticizing mechanism
PAN is a thermosetting polymer due to the strong inter-molecular interaction between the cyano (C≡N) groups. 48 Therefore, molecular chains are prone to breakage at high temperature. To achieve external plasticized spinning, it is necessary to effectively reduce the interaction of C≡N among molecular chains. It has been suggested that the C≡N triple bond can interact using two available molecular orbitals. 49 The first one is the lone pair orbital of the nitrogen, and the second one is the π orbital of the triple bond C≡N. 50 The interaction occurs via the π orbital, a negative (or red) shift of the nitrile C≡N stretch has been observed in infrared spectra. 51 The red shift of the C≡N indicates that the dipole force between the C≡N is obviously weakening, which can be generally observed for PAN/plasticizer system.52–54 For example, a large red shift of the C≡N (2050 cm−1) has also been reported for PAN up on exposure to water at high temperature and pressure. 55 When the plasticizers are PC and PC, a similar red shift phenomenon can be observed as well. 56
Plasticizing effect depends on several aspects, such as temperature and plasticizer polarity. High temperature is contributed to significantly weaken the interaction between C≡N of pure PAN, which has been proven in literature. 57 Highly polar plasticizers easily interact with polar C≡N, further increasing the mobility of molecular chains. However, the polarity of most traditional plasticizers is relatively weak, which cannot obviously plasticize PAN. [Bmim] Cl is a small molecule plasticizer with strong polarity, the C-H groups on imidazole ring can easily form hydrogen bonds with other polar groups.55,56 It has been proved that plasticizing effect of [Bmim] Cl is significantly improved at high temperature, this is due to that [Bmim] Cl can effectively weaken the dipole effect of the C≡N groups through the formation of hydrogen bonds between C≡N groups and C2-H groups,58,59 indicating that the compatibility between PAN and [Bmim] Cl is satisfactory. Zhu et al.60–62 further demonstrated that [Bmim] Cl could also form hydrogen bonds with the second monomer or the third monomer, as shown in Figure 1. This suggests that the introduction of a certain amount of comonomer is beneficial to the entire plasticizing process.

Proposed schematic diagram for the interactions between repeating monomer units of PAN copolymers and [Bmim] Cl: (a) AN-[Bmim] Cl, (b) MA-[Bmim] Cl, and (c) AM-[Bmim] Cl. 62
Raw material preparation
The content of [Bmim] Cl in PAN/[Bmim] Cl system has an important effect on the thermal stability of the system at high temperature. The rheological experiments showed that 63 the viscosity stability of the system was increased with increasing [Bmim] Cl content. In general, [Bmim] Cl in the system was nearly 40wt.% reported by many literatures,64–66 but in some cases, the addition of 70wt.% [Bmim] Cl has been also reported. 67 This may depend largely on molecular weight and comonomer content.
For PAN, there is almost no literature discussing influence of molecular weight on the stability of spinning system and fiber properties. However, it is reasonable to speculate that the smaller the molecular weight of PAN, the better the plasticizing effect of the [Bmim] Cl. This is because the larger the molecular weight, the stronger the interaction between C≡N groups. 68 Therefore, lower PAN molecular weight is more conducive to the stability of the spinning process and the controllability of the fiber structure. At the same time, the addition of comonomer is beneficial to reduce the interaction between C≡N groups, 69 therefore, the plasticizing effect of PAN with higher comonomer content should be better.
[Bmim] Cl has a melting point of 65°C, 70 so it is a solid at room temperature. The [Bmim] Cl and PAN can be thoroughly mixed by simple mechanical mixing. Under normal circumstances, a high-speed mixer with rotational speed of 25,000 r/min for mixing. 71 It is worthy noted that if the mixing time is too long, the heat caused by high speed rotation will lead to the melting of the [Bmim] Cl in the system. 72 Then PAN Powder will adhere to the [Bmim] Cl and mixed material will form many large block objects, which is very detrimental to feeding process during the plasticized spinning. Therefore, the mixing time is generally no more than 3 min.
Since [Bmim] Cl is easy to absorb the moisture in the air by way of hydrogen bonding.63,73 Thus it is very important to strictly control the environment temperature and humidity, especially the humidity. Mechanical mixing should be carried out under an extremely dry environment, the mixture should be strictly sealed to prevent water absorption.
Determination of process parameters of plasticized spinning
It is still difficult to prepare high performance PAN fibers since the fiber properties fabricated by plasticized spinning are affected by many spinning process parameters. Plasticized spinning can be realized by using a single screw spinning machine, meanwhile, reasonable spinning temperature, spinneret specifications, and spinning speeds are essential for plasticized spinning. Tian et al. 71 studied the relationship between the complex viscosity and time of the system at different temperature when PAN content in the system was 60 wt.%. The experimental results showed that the viscosity was very stable in 1500 s at 180°C. When the temperature was increased (190°C–220°C), the viscosity was increased rapidly with the increase of time, suggesting that the stability of the system became deteriorated. The increase in viscosity is attributed to cyclization reaction as the temperature exceeds 180°C. This may not only lead to a large number of broken filaments during the spinning process, but also plug the spinneret holes.
Most literatures reported that the number of spinneret holes used in plasticized spinning was 36 or 48 holes when a small single screw extruder was used.74,75 If more spinneret holes are used, the spinning process may become unstable, this may be due to that it is difficult to ensure the stability of the feed rate of powdered PAN/[Bmim] Cl. High performance PAN fibers were fabricated by Yu group 64 using a 36-hole spinneret with a diameter of 0.3 mm, and these PAN fibers can also be prepared by Li et al. 75 employing a 48-hole spinneret with a diameter of 0.3 mm. Chen 74 also suggested that the aspect ratio of spinneret hole should be 3:1, overflow phenomenon would take place as the aspect ratio of the spinneret was 2:1. And serious extrusion swell could be observed after the melt was squeezed out of the spinneret when the aspect ratio of the spinneret was 4:1.
The spinning speed also plays an important role in fiber properties. It is observed that 75 the mechanical properties of the as-spun fibers are increased at first, and then decreased with increasing spinning speeds (200–500 m/min). The fibers possessed their optimum mechanical properties when the spinning speed was up to 400 m/min. It was suggested that 75 plenty of [Bmim]Cl could not be extruded from the oriented crystallization region due to the high spinning speed (500 m/min), as can be seen in Figure 2. This seriously hindered the crystallization of PAN molecular chains, leading to the decrease in crystallinity and crystal size. Some molecular chains at amorphous region were even fractured at this spinning speed.

Spinning process of the PAN/[Bmim]Cl system at different spinning speeds. 75
The possible chemical reactions during the plasticized spinning
Chemical reactions can take place during the spinning process, Tian et al. 71 studied the effect of residence time of PAN/[Bmim] Cl on the PAN structure in the screw. Differential scanning calorimetry results showed that the cyclization degree was increased with increasing residence time of the system. Meanwhile, Fourier transform infrared analysis exhibited that a new peak at 1620 cm−1 could be observed for the system, which belonged to C=C and C=N absorption, as shown in Figure 3. This indicates that PAN molecular chains undergo cyclization and dehydrogenation reactions. Li et al. 58 analyzed the functional groups on the surface of the PAN fibers by X- ray photoelectron spectroscopy. The results showed that the C=O groups were also formed during the spinning process. In conclusion, during the whole process of plasticized spinning, cyclization, dehydrogenation, and oxidation reactions occur, leading to the formation of a very special ladder structure of the fibers. Because fiber structure contains oxygen-containing groups, cyclization reaction can be initiated at low temperature in the subsequent stabilization stage, which is conducive to shortening stabilization time and effectively reducing energy consumption. 67

FTIR spectra of PAN fibers with different residence times at 210°C in the melting zone: (1) PAN powder, (2) 8 min, (3) 14 min, (4) 20 min, (5) 24 min, (6) 30 min, and (7) 40 min. 71
Process parameter setting of water bath drawing
Subsequent drawing is an important step in the preparation of high performance PAN fibers. After subsequent drawing, fine fineness is decreased and molecular chains are oriented simultaneously along the fiber axis. 76 Multi-stage drawing process should be adopted for PAN as-spun fibers, this contributes to the full orientation of the molecular chains and improves the fiber strength. 77 Water bath drawing is undoubtedly the best choice for plasticized spinning PAN fibers, this is because water-soluble [Bmim] Cl can be removed simultaneously during the drawing process.
Figure 4 shows schematic view of plasticized spinning and water bath drawing, the as-spun fibers should be immediately drawn by water bath drawing process to obtain high performance fibers. This is because the molecular chains in PAN/[Bmim] Cl fibers are still in the “active state.” The molecular chains are prone to occurrence of conformational transformation as the external force is applied, which is conducive to the improvement of fiber structure.

Schematic view of plasticized spinning and water bath drawing: (1) feed port; (2) spinning machine; (3) spinneret; (4) first drawing; (5) second drawing; (6) drying; (7) winder.
Li et al. 75 suggested that the two-stage water bath drawing process was most suitable for plasticized spinning fibers. During the drawing process, the temperature of the sank should be not less than 60°C, 78 usually, the water temperatures of two sinks were 80°C and 100°C, respectively. 79 The glass temperature of as-spun PAN fibers is about 90°C, 80 however, obvious drawing effect could be observed for PAN fibers even the temperature of sank was 60°C. 79 This indicates that water is also a good plasticizer that can promote the movement of molecular chains in the amorphous region at low temperature. The second sink with temperature of 100°C facilitated the regular arrangement and oriented crystallization for these molecular chains in the amorphous region, which would contribute to improve the fiber structure. 81 By adjusting the rotating speeds between two rollers to obtain the maximum draw ratio, and final fibers can achieve the optimum properties.
Final fiber properties
The apparent and cross-sectional structures of the final fibers are shown in Figure 5, 65 respectively. It could be observed that the surface of the plasticized spinning fibers was relatively smooth, and the surface of those fibers fabricated by solution-spun method had distinct grooves. At the same time, the cross section of those fibers prepared by plasticized spinning method was nearly round without skin-core structure, while solution-spun fibers exhibited a bean-shaped cross-section with skin-core structure as shown in Figure 6. 59 During the stabilization stage, asymmetric structure leads to non-uniformity of heat transfer from the surface to the internal,82–84 thus, the structure of stabilization fibers is not homogeneous. This further affects the properties of final carbon fibers, internal stress transfer is not uneven as the final carbon fibers are subjected to external tension,85,86 resulting in the decrease in mechanical properties of the fibers.
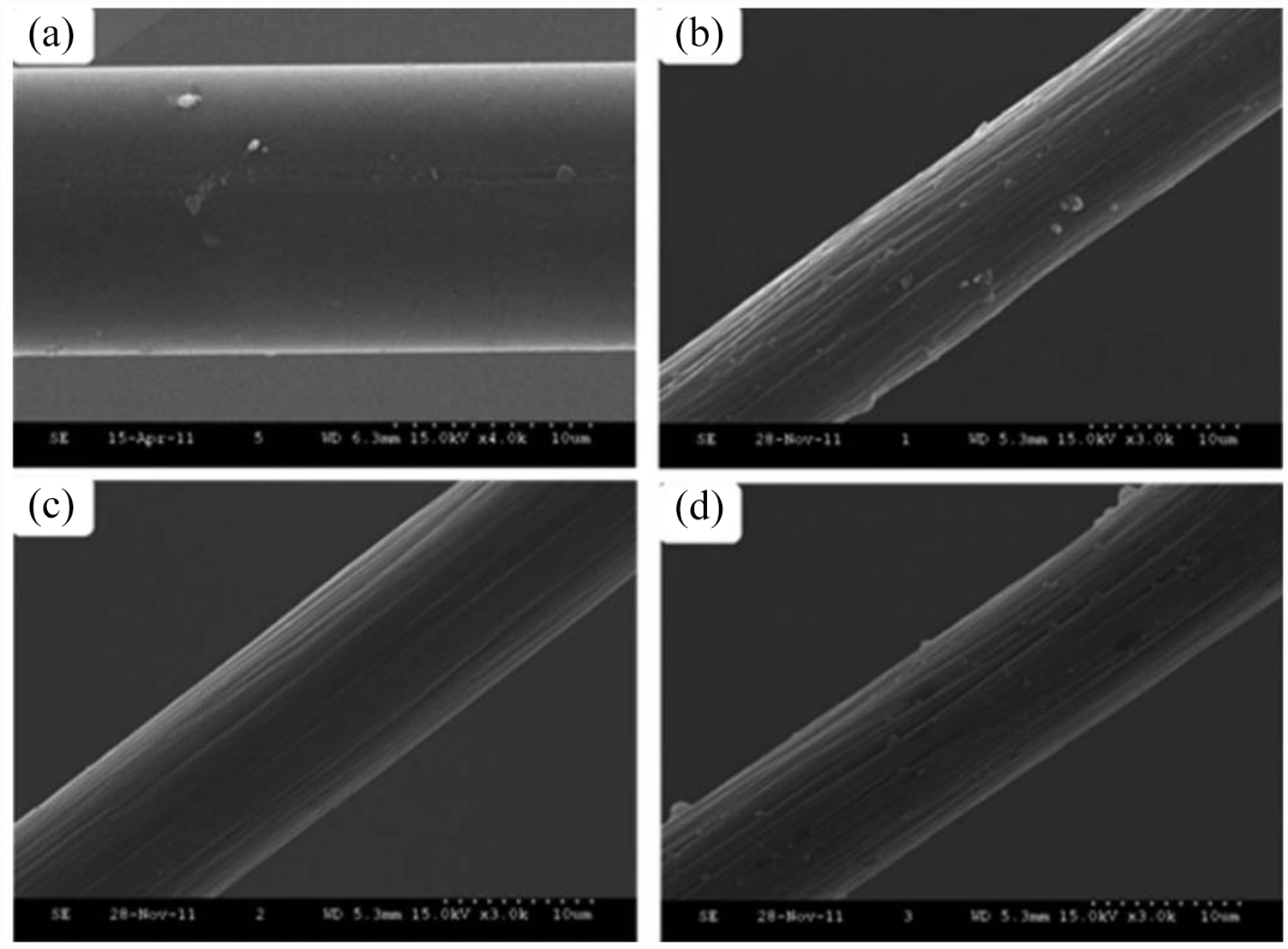
SEM images of PAN precursor fiber surface: (a) plasticized spinning fiber and (b–d) commercial solution-spun fibers. 65

The cross-section SEM images of plasticized spinning and commercial PAN fibers: (a and b) plasticized spinning fibers and (c and d) commercial solution-spun fibers. 59
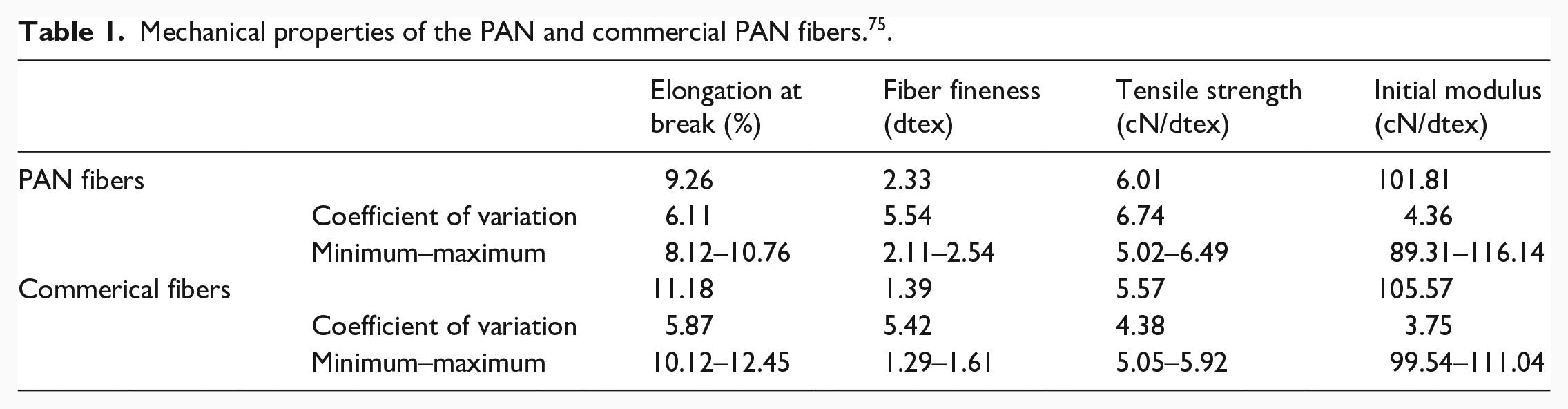
Mechanical properties of commercial and plasticized spinning fibers were shown in Table 1. 75 It could be seen that tensile strength of plasticized spinning fibers was 6.01 cN/dtex, which was slightly higher than that of commercial fibers. But the initial modulus of the fibers was lower than that of commercial fibers. At the same time, the coefficient of variation of commercial fibers was slightly lower than that of plasticized spinning fibers, which was due to the higher stability of industrial production.
Mechanical properties of the PAN and commercial PAN fibers. 75 .
PAN composite fibers
Inorganic nanomaterial has size effect and interface effect, which can achieve flexible control of the comprehensive performances of the matrix material. The one-dimensional high-strength carbon nanotube (CNT) material has high aspect ratio, 87 which is highly consistent with the macroscopic morphology of PAN fibers, therefore, CNTs are excellent reinforcements for PAN fibers. If CNTs are well-dispersed and highly oriented along the fiber axis, it is beneficial to significantly enhance the mechanical properties of the composite fibers. 88 Meanwhile, CNTs also introduced electrical conductivity and thermal conductivity to composite fibers due to their outstanding inherent characteristics. 89
It has been reported that EC is capable of forming strong dipolar interaction with the C≡N groups. 90 Therefore, it can be employed as a plasticizer to plasticized spinning PAN/CNT composite filaments with a diameter of 250 μm, 35 the cross-section of the PAN/CNT drawn filament can be seen in Figure 7. The “π-π” interaction between CNTs and C≡N groups of PAN reduced mutual dipole interaction, allowing the composite filaments to be stretched to higher draw ratios. When [Bmim] Cl was used as a plasticizer, the “cation-π” interaction between [Bmim] Cl and CNT can be formed during the high temperature blending process,91,92 which reduces the van der Waals force of CNTs and improves the dispersion of CNTs in PAN matrix. The tensile strength and modulus of PAN/CNT fibers were shown to increase with increasing draw ratio. While the crystallinity was decreased at first, and then increased, which was associated with the oriented-crystallization rate and heat exchange rate. 93 It is worth noted that the breaking strength of the composite fibers prepared by using [Bmim] Cl is more than six times that of the composite fibers fabricated by employing EC plasticizer.35,91,92

(a) A cross-section of a CNT–PAN drawn filament (1 wt.% MWNT, k = 4), showing (b) the dispersion of the CNT at higher magnifications. 90
By introducing an appropriate amount of plasticizer, plasticized spinning of PAN/polymer system can be achieved. Composite fibers were obtained by plasticized spinning of PAN/chitosan mixture with a certain amount of diluted acetic acid as a plasticizer. Water plasticizes the PAN and acetic acid plasticizes the chitosan, 30 and this material may be applied to the treatment of industrial wastewater containing dyes. Plasticized melt spinning of PAN/enzymatic hydrolysis lignin (EHL) using imidazole-type ionic liquid as plasticizer has been investigated. 94 The results showed that the plasticized melt spinning of PAN/EHL was realized using a conventional single-screw spinning machine at 150°C–200°C, the composited fibers with a diameter of 35 μm were obtained. After the extraction of plasticizer, the SEM images of as-spun PAN/EHL showed almost smooth surface and circle cross-section without skin-core structure, as well as good compatibility between PAN and EHL. The dynamic rheology of blending PAN with biorefinery lignin is investigated with the addition of 1-butyl-3-methylimidazolium chloride as a plasticizer to address the current barriers of developing PAN/lignin carbon fiber precursors in the melt-spinning process. 95 The studies indicated that butyration of the lignin (BL) increased non-Newtonian behavior and decreased thermo-reversibility of blends, the results from this study were significant for understanding lignin–PAN interaction during melt spinning for lower-cost carbon fibers.
Discussion
At present, there are still few reports on using [Bmim] Cl as plasticizer for PAN to achieve plasticized spinning, and relative research is still in the initial stage. Plasticized spinning need to pay attention to the following points.
First, during the actual plasticized spinning process, the stability of the material supply of single screw is very important. The feed rate of powder material (PAN/[Bmim]Cl system) is relatively slow and unstable due to the low density of the powder material. If the material is made into dense small particles, then the problem can be resolved to a certain extent. The solution to this problem is to prepare the PAN/[Bmim]Cl strips through a twin-screw blender, and then those strips are cut into small particles. Because the melting point of [Bmim] Cl is 65°C, 70 leaching phenomenon of [Bmim] Cl in the particles cannot occur during the storage.
Second, although the relevant reports showed that21,26 cyclization, oxidation, and dehydrogenation reactions occur during the spinning process, leading to the formation of a special structure, the specific conformation of the structure has not been studied in-depth.
Third, for PAN, molecular weight size and comonomer content may affect the stability of plasticized spinning, those have not been studied in depth.
Fourth, the subsequent stabilization and carbonation processes have not been studied in depth.
Conclusion
At present, the research on plasticized spinning is still in the initial stage. In this paper, key technologies for the preparation of high performance PAN fibers were summarized, such as raw material compatibility, raw material ratio, mixing method, sink temperature, spinning temperature, spinning speeds, spinneret specifications, and so on. Related research on PAN composite fibers was simply summarized as well. It is hoped that the summary of these important process parameters will help to produce higher performance PAN (PAN composite) fibers in the future.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the National Science Foundation for Post-doctoral Scientists of China (2020M671401), 2018 Zhenjiang City Key R&D Program-Industry Prospect and Common Key Technology Project (GY2018028), the Natural Science Foundation of the Jiangsu Higher Education Institutions of China (19KJB540001), Zhenjiang college-level key project (GY2018028, GZZD201902), 2020 “Green and blue project” of Jiangsu Province, and 2019 Zhenjiang Social Development Guiding Project (FZ2019063).