
Abstract
This study mainly investigated the performance and process parameter optimization of a new type of bobbin silk reeling machine by using orthogonal analysis designs. This new type of bobbin silk reeling machine with advanced winding and tension control technology was built through the transformation of a traditional automatic reeling machine. Experimental results indicated that a reeling speed of 130 m/min, an overfeeding ratio of 1.15, and a drying temperature of 90°C were the optimal process parameters. The molecular group characteristics, crystal structures, breaking strengths, and breaking elongation rates of the raw silk from homemade silk slices on bobbins prepared by this machine were similar to those from silk slices on small reels prepared by automatic silk reeling machines and traditional silk slices on bobbins prepared by winders. The softness of the raw silk from homemade silk slices on bobbins was similar to that from traditional silk slices on bobbins, and the cohesion performance of the raw silk from homemade silk slices on bobbins was better than that from traditional silk slices on bobbins. The raw silk from homemade silk slices on bobbins prepared by this machine is directly suitable for postweaving processing. This study can provide a practical basis for the development of the raw silk reeling technique on bobbins.
Keywords
Introduction
Silk is one of the lightest and most slender natural fibers in nature and has good smoothness, luster, elasticity, and biocompatibility, making it a “fiber queen.”1,2 Silk is frequently employed in clothes, decorations, medical treatments, cosmetics, healthcare, and other industries due to its exceptional performance.3–5 The silk industry is an essential aspect of developing countries’ economies because it offers large rural communities a significant source of revenue. 6 The conventional silk-making process includes cocoon drying, storage, sorting, cocoon cooking, silk reeling, re-reeling, and finishing. 7 To be acceptable for weaving, raw silk needs to be steeped and winded. 8 The conventional silk-making process has many shortcomings, such as long processing steps, low manufacturing efficiency, very large investments, high costs of production, high energy consumption, and environmental pollution; this means that the industry cannot match rapid economic expansion and market demand. 9 To address this problem, academics have extensively explored short-flow silk-making methods, the most effective of which may be the raw silk reeling technique on bobbins.
In the raw silk reeling technique on bobbins, cocoon silk stripped from cocoons is bundled into a strand and wound directly onto a bobbin instead of a small reel during silk reeling to form a silk slice.10,11 If the raw silk from silk slices on bobbins made with this method met the demands of subsequent processing, the re-reeling, finishing, steeping, and winding steps in conventional silk production would be eliminated. This would thereby considerably improve the production efficiency, reduce costs of production, limit energy consumption, and become eco-friendly and sustainable for the environment.
However, as the diameter of the bobbin is much smaller than that of the small reel, the winding tension fluctuates considerably while the raw silk is reeling on the bobbin. Furthermore, the silk slice thickness on the bobbin is far larger than that on the small reel. When the bobbin is reeled at a fixed rated velocity, the stress on the inner layer of the silk slice on the bobbin differs from that on the outside layer. The outside layer of the silk slice on the bobbin squeezes the inner layer drastically and leads to poor formation. 12 Automatic silk reeling machines, which are often used in the conventional silk-making process to make silk slices on small reels, cannot satisfy the formation of silk slices on bobbins due to the lack of tension control devices. Furthermore, winding devices on automatic silk reeling machines are not suited to prepare silk slices on bobbins. It is, therefore, necessary to develop special bobbin silk reeling machines to prepare silk slices on bobbins.
To minimize production costs, bobbin silk reeling machines are generally developed on the basis of automatic silk reeling machines. At present, the most widely used automatic silk reeling machines on the market are mainly manufactured in China, including the Feiyu 2000 and Feiyu 2008 series produced by Hangzhou Textile Machinery Co., Ltd. and the D301JY automatic silk reeling machine developed by Golden Eagle Textile Machinery Co., Ltd.13,14 Figure 1 shows the 2008 automatic silk reeling machine. These automatic silk reeling machines, which have similar reeling thread routes, are all developed based on the D301 automatic silk reeling machine. 15 The reeling thread route on the Feiyu 2008 automatic silk reeling machine is shown in Figure 2.

Feiyu 2008 automatic silk reeling machine.

Reeling thread route on the Feiyu 2008 automatic silk reeling machine: 1 – cocoons, 2 – jetboute, 3 – button, 4 – twisting silk, 5 – stop lever, 6 – denier detector, 7 – thread guide, 8 – steam drying tube, and 9 – small reel.
In the 1970s, different bobbin silk reeling machines were developed in the former Soviet Union and Japan.16,17 However, these bobbin silk reeling machines changed only the winding methods and the drying methods and did not include tension adjustment devices. If bobbin silk reeling machines without tension control devices were used to prepare silk slices on bobbins directly, the raw silk wound suffer excessive stretching, and its breaking elongation rate was often less than 19%, which did not meet the postprocessing requirements of raw silk. 18 In 1979, the Dandong Silk Research Institute in China also developed a bobbin silk reeling machine. 19 A pressured airflow for the bobbin silk reeling machine was used to actively move and dry silk thread during reeling. In the 1990s, a new bobbin silk reeling machine was developed at the Liaoning Silk Science Research Institute in China. 20 The bobbin silk reeling machine was equipped with a tension adjustment device. The tension adjustment device could automatically detect the change in the tension of the reeling silk and reduce the fluctuation of the raw silk tension through active overfeeding. However, due to time restrictions, the tension control devices of these bobbin silk reeling machines adopted completely mechanical architectures, which had numerous difficulties including complex constructions, insensitive reactions, and difficult maintenance. Additionally, the quality of the raw silk from silk slices on bobbins from these methods was also unstable, which was not suitable for postprocessing. With the rise of the chemical fiber industry and the regulation of the silk industry worldwide, after 2000, no literature on the raw silk reeling technique on bobbins was reported. Therefore, these bobbin silk reeling machines mentioned above can no longer meet the development needs of modern silk-making enterprises, and it is urgent to improve the tension control devices of bobbin silk reeling machines to develop this raw silk reeling technique on bobbins.
Winders have been frequently employed in raw silk or yarn windings. 21 The emergence of current electronics and microcomputer technology has led to the rapid development of corresponding winding systems and tension control technologies.22,23 In general, sophisticated winding machines use a single spindle control mode, enhancing the speed control, maintenance, and flexibility to replace bobbins. Meanwhile, servo motors or Hall induction devices may constantly maintain the linear winding speeds of winders, eliminating the tension difference between the inner and outer layers of silk bobbins. 24 In winders, the winding tension of raw silk or yarn is generally weak, and overfeeding devices driven by micromotors are often utilized. Furthermore, the rotation speed of overfeeding devices can be synchronized with the winding speed of winding devices in real time, which is favorable for stabilizing winding stress, by using control technologies, such as a converter or a programmable logic controller.25,26 The schematic diagram of a model WSF winder is shown in Figure 3. However, these advanced winding devices and tension control technologies have not been applied in the silk reeling industry to prepare high-quality silk slices on bobbins directly.

Schematic diagram of a model WSF winder: 1 – silk slice on a reel, 2 – interrupt monitor, 3 – overfeeding device, 4 – winding device, and 5 – silk slice on a bobbin.
To overcome these challenges, Luo et al. 27 developed a new type of bobbin silk reeling machine using a Feiyu 507 automatic reeling silk experiment machine in combination with the contemporary advanced winding and tension management technology of winders. The reeling thread route on the Feiyu 507 automatic silk reeling experiment machine is the same as the reeling thread route on the Feiyu 2008 automatic silk reeling machine. When the Feiyu 507 automatic silk reeling experiment machine was transformed into the new type of bobbin silk reeling machine, the supplying cocoons, feeding ends, twisting, denier detection, and other functions and devices in the Feiyu 507 automatic silk reeling experiment machine were retained. The centrally controlled winding mechanism for small reels was modified into a single-thread controlled winding device for bobbins, and the original collective steam winding mode was converted into a single-thread electric drying mode. Before the winding device, an oiling device, an overfeeding device, a tension adjustment device, and an interrupt monitor were installed. The reeling thread route is shown in Figure 4, and the new type of pilot-scale bobbin silk reeling machine is shown in Figure 5. Compared with previously produced bobbin silk reeling machines, a single-thread controlled reeling device and an electromechanical integrated, compact, and sensitive overfeeding mechanism are available in this new type of bobbin silk reeling machine.

Reeling thread route on the bobbin silk reeling machine: 1 – cocoons, 2 – jetboute, 3 – electric dryer, 4 – winding device, 5 – twisting silk, 6 – interrupt monitor, 7 – tension adjusting device, 8 – oiling device, and 9 – overfeeding device.

New kind of pilot-scale bobbin silk reeling machine: 1 – electric dryer, 2 – winding device, 3 – interrupt monitor, 4 – tension adjusting device, 5 – oiling device, and 6 – overfeeding device.
Luo studied the structural design of a new type of bobbin silk reeling machine. Through trial reeling, it was shown that the bobbin silk reeling machine can carry out a continuous silk reeling operation. However, Luo did not study the performance of this new type of bobbin silk reeling machine in detail, did not investigate the influence of different process parameters on the raw silk performance and the optimal process parameters, and did not compare the structure and performance differences in between the raw silk from silk slices on bobbins made by this machine and the raw silk from traditional silk slices on bobbins made by winders using the conventional silk-making process.
To investigate the performance of this new type of bobbin silk reeling machine, the study in this paper used orthogonal analytical designs to analyze the corresponding silk reeling process. 28 The winding speed, overfeeding ratio, and drying temperature were employed as experimental factors, and the breaking strength, breaking elongation rate, and cohesive performance of the raw silk from silk slices made by this machine were adopted as the experimental indexes. To find the optimum parameters for the silk reeling process, the impacts of the experimental factors on the experimental indexes were investigated. Then, the raw silk from the silk slices on bobbins made by this machine was compared to that from silk slices on small reels made by automatic silk reeling machines and that from traditional silk slices on bobbins made by winders with the conventional procedure from silk slices on small reels. Afterward, their structural and performance differences were studied to investigate whether the silk slices on bobbins prepared by this new technology were directly suitable for postprocessing.
Experimental
Materials
The raw mid-autumn cocoons were provided by Zhejiang Misai Silk Co., Ltd. The average filament length of the cocoons was 1045.8 m, and the average reelability was 62.2%.
Silk slices on small reels, the raw silk from which met the requirements of
Traditional silk slices on bobbins, the raw silk from which was suitable for postweaving processing, were made with a winder through conventional methods such as re-reeling, finishing, steeping, and winding from the above silk slices on small reels at Zhejiang Misai Silk Co., Ltd. The conditioned fineness of the raw silk was 21.02 D.
Experimental methods
We mainly investigated the effects of experimental factors, such as the winding speed, overfeeding ratio, and drying temperature, on the breaking strength, breaking elongation rate, and cohesion performance of the raw silk from silk slices on bobbins reeled by the machine to optimize the process parameters of the new type of bobbin silk reeling machine.
We have established winding speeds between 100 and 160 m/min to suit the requirements of modern silk reeling companies for efficient raw silk production and to ensure that the new type of bobbin silk reeling machine operate
To improve the experimental efficiency and discuss the results scientifically and reliably, we used the orthogonal method to design the experimental scheme. The factors and their respective levels are shown in Table 1. The other technological parameters were as follows: the temperature of the reeling water was kept at 36°C ± 2°C, the designed fiber fineness was 20/22 D, and the oiling concentration was 5%.
Factors and levels of the orthogonal design.

Following the factors and levels mentioned earlier, the orthogonal array L9(34) was used to arrange the experimental schemes, as shown in Table 2. Then, SPSS software was adopted to analyze the variance in the experimental results and perform multiple comparisons of the level effects for the corresponding factors. The effects of the experimental factors on the breaking strength, breaking elongation rate, cohesion performance of raw silk, and optimal process parameters were determined.
Orthogonal table.

The unlisted column in the orthogonal table is a blank column.
Moreover, to ensure the experiment’s reliability, we prepared three silk slices on bobbins according to each experimental scheme. The index values of each experimental scheme were obtained through an averaging calculation after testing the corresponding properties of raw silk from the three silk slices on bobbins.
Testing methods to determine the properties
Before the tests, raw silk samples were placed in a standard atmospheric environment (i.e. a temperature of 20°C ± 2°C and a relative humidity of 65% ± 4%) for more than 12 h.
Mechanical performance test
The breaking strengths, breaking elongation rates, and initial moduli of the raw silk from silk slices were determined using an XL-2 yarn tensile strength tester. 27 The test conditions were as follows: a gage length of 500 mm, pre-tension of 0.05 cN/dtex, and drawing speed of 500 mm/min, where each sample was tested 50 times.
Cohesion performance test
The cohesion performance of raw silk from silk slices was tested using a Y731 cohesion tester. Silk fibers were wound on 10 hooks in the tester and then rubbed by a blade at a speed of 120 times/min until the cracked length of more than half of the fibers reached 6 mm and above. 31 The number of times the blade moved back and forth was recorded as the cohesion index. Each sample was tested five times.
Observation of surface morphology
After the surfaces of the raw silk from silk slices were coated with gold, the longitudinal morphologies were observed under a JSM-5610LV scanning electron microscope (SEM) from Japan Electronic Optics Laboratory (JEOL) Company. 29 The acceleration voltage was 5 kV, and the magnification was 1000 times.
Fourier transform infrared spectrum analysis
Fourier transform infrared (FTIR) measurements were performed with a Nicolet5700 FTIR spectrometer using KBr pellets. 32 The raw silk samples were initially cut into fine powders by using a Y172-type Hardener fiber slicer, then subsequently mixed and pressed into pellets with KBr. The mass ratio of the silk powder to KBr was 1:150. The test conditions were as follows: the resolution was 4 cm−1, and the measuring range was 4000–500 cm−1.
X-ray diffraction analysis
After the raw silk samples were cut into fine powders, X-ray diffraction (XRD) spectra were obtained with an X’TRA X-ray diffractometer with Ni-filtered CuKα at a 40 kV voltage and 40 mA tube current. 33 The scanning range was 5°–50° at a scanning speed of 3°/min.
Then, the peak-splitting process was performed on the obtained XRD curves by using the Peak Fit program following the method proposed by Hermans to calculate the crystallinity of raw silk. 34 The formula is as follows:

where Xc is the crystallinity of raw silk, Aa is the area of the amorphous peak, and Ac is the area of all crystal peaks.
Results and discussion
Analysis of the factor effects on the properties of raw silk
SPSS software was used to perform variance analyses on the results of the orthogonal experiments.35,36 Table 3 shows the effects of the winding speed, overfeeding ratio, and drying temperature on the breaking strength, breaking elongation rate, and cohesion performance of the raw silk from silk slices on bobbins reeled by the machine.
Analysis of the variance in the properties of raw silk.

Where the Sig. value <0.01, the effect is very significant or extreme; where 0.01 ⩽ Sig. value < 0.05, the effect is mild; and where the Sig. value ⩾0.05, the effect is negligible.
The Sig. values of the winding speed effects on the breaking strength and breaking elongation rate were 0.015 and 0.024, respectively. However, the Sig. value of the winding speed influence on cohesion performance was 0.5. The winding speed thus has significant effects on the breaking strength and breaking elongation rate. Perhaps this is because the winding speed impacts the winding tension of raw silk, causing macromolecules, crystals, and monofilaments to shift their orientations in the raw silk.37,38
Similarly, the overfeeding ratio plays an important role in the breaking elongation rate and cohesion performance. The reason for this may be that the change in winding tension also affects the microstructure of raw silk and that wet sericin or oil affects the adhesion between monofilaments in the raw silk because it goes through the overfeeding device immediately after being oiled.
The effects of the drying temperature on the breaking strength, breaking elongation rate, and cohesion performance are significant because the drying temperature is mainly used to dry the raw silk moisture and solidify the sericin between the monofilaments to improve the cohesion. The drying temperature can also affect the microstructure of the raw silk.
Table 4 shows the averages of the properties for the three main factors at different levels. Considering these results, multiple comparisons of the level effects for the corresponding factors were conducted using the least significant difference (LSD) statistical method to determine the optimal process parameters.
Averages of the three levels of each factor.

The mean value that has a significant difference from the two other mean values in the same performance indexes and factors is denoted by the sign *, according to multiple comparisons by the LSD statistical method at the significance level of less than 0.05.
Selection of the optimal level of winding speed
Table 4 indicates that when the winding speed was 160 m/s, the breaking strength of the raw silk reached the maximum, where its average value was 3.733 cN/dtex. When the winding speed was 100 m/s, the breaking elongation rate was the highest, with an average of 22.333%.
When the winding speed was 130 m/s, the average breaking strength was 3.667 cN/dtex; there was no significant difference at the winding speed of 160 m/s, according to the LSD statistical method at the significance level of less than 0.05. In other words, when the winding speed reached 130 m/s, the effect on the breaking strength decreased. Perhaps further increasing the winding speed has less influence on the orientation of the macromolecules or crystals in the raw silk.
Similarly, the average breaking elongation rate at the winding speed of 130 m/s was equivalent to the 100 m/s winding speed. The reason for this may be that at a lower winding speed, the plastic deformation of the raw silk does not expand further, and the molecules, crystals, and monofilaments in the raw silk have a larger space for movement.
We believe that when the winding speed is 130 m/s, the raw silk can obtain a relatively high breaking strength and breaking elongation rate. In addition, the effect of the winding speed on the cohesion performance is not significant. Therefore, a winding speed of 130 m/s was selected as the optimum level.
Selection of the optimal level of overfeeding ratio
As shown in Table 4, when the overfeeding ratio was 1.2, the breaking elongation rate was the best, with an average of 22.333%. When the overfeeding ratio was 1.1, the average value of cohesion performance reached 102.000 times, which was the best among the three-level effects.
However, the average breaking elongation rate at the overfeeding ratio of 1.15 was 22.267%, which was within the error range of the best value of 22.333% according to multiple comparisons using the LSD statistical approach. The reason for this may be that the winding tension decreases when the overfeeding ratio increases. When the winding tension drops to a certain level, the effect of the overfeeding ratio on the breaking elongation rate of the raw silk becomes more negligible.
When the overfeeding ratio was 1.15, the average value of the cohesion performance was 97.333 times, which was also within the error range of the best value when the overfeeding ratio was 1.1. Perhaps at a lower overfeeding rate, the monofilaments in the raw silk are arranged more closely, which is conducive to improving the cohesion performance of the raw silk. However, when the overfeeding rate drops to a certain level, the impact on raw silk cohesion performance is also reduced.
We have concluded that when the overfeeding ratio is 1.15, a high breaking elongation rate can be attained simultaneously with excellent cohesion performance. Thus, irrespective of the overfeeding ratio influence on the breaking strength, the optimal overfeeding ratio is 1.15.
Selection of the optimal level of drying temperature
The drying temperature has considerable effects on the breaking strength, breaking elongation rate, and cohesion performance. Table 4 indicates that when the drying temperature was 90°C, the average breaking strength and average cohesion performance reached the optimal levels of 3.767 cN/dtex and 107.000 times, respectively. The reason for this is perhaps that there is some residual stress in the raw silk when it is wound on the bobbin. This residual stress helps to tightly arrange the monofilaments in the raw silk. With increasing drying temperature, the moisture in the raw silk is removed, and the sericin is cured in time, improving the strength and cohesion performance.
The breaking elongation rate of the raw silk at 90°C was 21.133%, representing the lowest value among the three drying temperature levels. The reason for this may be that at high drying temperatures, the plastic deformation ability of the raw silk and the slipping ability between the monofilaments are weak. However, for raw silk, the breaking elongation rate is still relatively high.
Moreover, when the drying temperature decreased from 90°C to 80°C, the cohesion performance of the raw silk dropped from 107.000 times to 95.333 times; this performance change was determined by the change in the drying temperature. Therefore, the preferred drying temperature should be maintained at 90°C.
Generally, the optimum process parameters for silk slices on bobbins reeled by the new type of bobbin silk reeling machine are established at a rate of 130 m/s, an overfeeding ratio of 1.15, and a drying temperature of 90°C.
The silk slices prepared by using the new type of bobbin silk reeling machine with the best process parameters are named homemade silk slices on bobbins in this paper. The techniques adopted to prepare homemade silk slices on bobbins are different from those used to prepare silk slices on small reels and traditional silk slices on small bobbins. Therefore, we have also investigated the influences of different processing techniques on the structures and properties of raw silk from the three kinds of silk pieces. 39
Comparison of the surface morphologies of raw silk
The longitudinal surface morphologies of raw silk from the three kinds of silk slices were observed through scanning electron microscopy to investigate the influence

SEM images of raw silk: (a) homemade silk slices on bobbins, (b) silk slices on small reels, and (c) traditional silk slices on bobbins.
Comparison of the molecular structures of raw silk
In the new technology involving reeling raw silk on bobbins, the electric drying, oiling, and winding steps may damage the molecular composition of the raw silk. We used FTIR spectroscopy to analyze the characteristic groups of the raw silk protein macromolecules. Figure 7 shows the FTIR spectra of raw silk from the three silk slices. The spectra had similar absorption bands, which were all typical characteristic bands of protein macromolecules. Among these bands, 3293 cm−1 corresponded to the N-H stretching band. The carbonyl stretching band was at 1654 cm−1, which is also called the amide I range. Moreover, 1518 cm−1, which represents the amide II range, belonged to the N-H bending vibration band, and 1230 cm−1 was the characteristic peak of the amide III range.40,41 Therefore, the three kinds of raw silk have almost the same molecular group characteristics, which represent the protein macromolecules. We can infer that the new drying, oiling, and winding methods do not significantly affect the composition of the raw silk molecules.
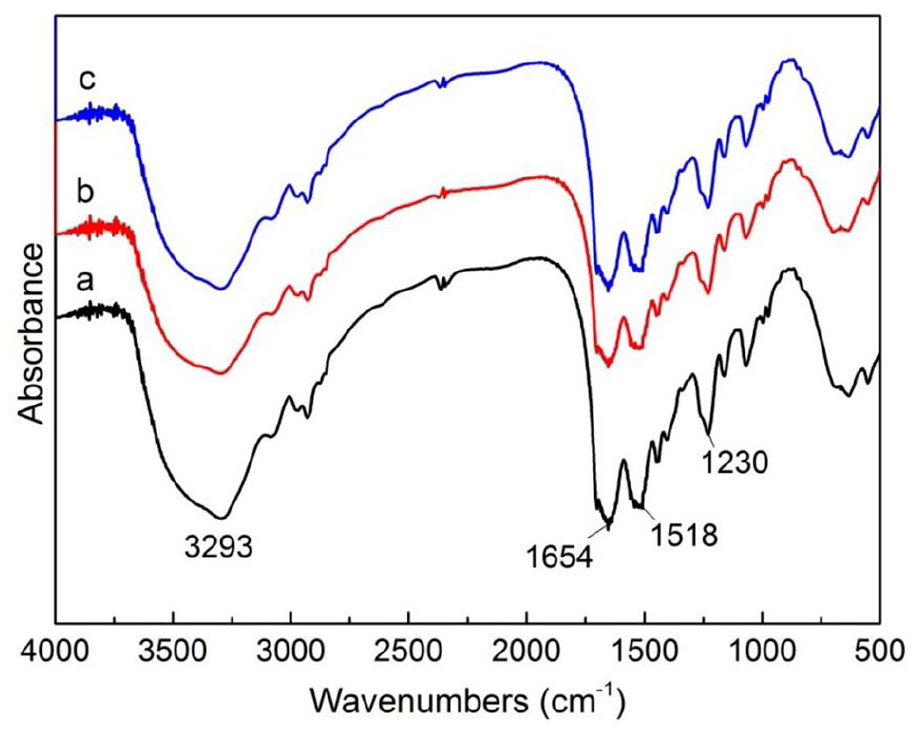
FTIR spectra of raw silk: (a) homemade silk slices on bobbins, (b) silk slices on small reels, and (c) traditional silk slices on bobbins.
Comparison of the crystal structures of raw silk
Different winding methods and drying methods may also affect the aggregate structure of the raw silk. XRD was used to analyze the crystal morphologies and crystallinity and investigate whether noticeable differences existed in the crystalline structure of the raw silk from the three kinds of silk slices. The XRD curves of the raw silk are shown in Figure 8. Raw silk is a kind of protein fiber that is mainly composed of silk fibroin and sericin. 42 Silk fibroin, which plays a significant role in raw silk, is a typical organic semicrystalline polymer material that includes crystalline and amorphous regions; hence, the XRD curves have broad profiles. Figure 8 shows that the XRD curves of raw silk from the three kinds of silk slices had similar profile shapes, indicating that the crystal structure of their protein macromolecules was generally not different.

XRD curves of raw silk: (a) homemade silk slices on bobbins, (b) silk slices on small reels, and (c) traditional silk slices on bobbins.
The XRD curves were dealt with using the peak separation method with Peak Fit software, and Figure 9 was obtained. Table 5 lists the positions of the main diffraction peaks of the raw silk from the three kinds of silk slices. The first four peaks were the characteristic crystal diffraction peaks, which mainly appeared at approximately 18.7°, 20.8°, 24.1°, and 29.0°. The fifth peak was the amorphous diffraction peak. The positions of these diffraction peaks were roughly similar to those of the main diffraction peaks related to the raw silk reported in the literature. In this study, the positions of the main diffraction peaks were also roughly the same, indicating that the raw silk from the three kinds of silk slices contained the same crystal structure. The highest peak appeared at approximately 20.8°, which corresponded to the silk II crystal structure. This result shows that the main protein molecules in the raw silk were highly oriented β folded chain conformations. 43

XRD peak separation curves of raw silk: (a) homemade silk slices on bobbins, (b) silk slices on small reels, and (c) traditional silk slices on bobbins.
Diffraction peak positions of raw silk.

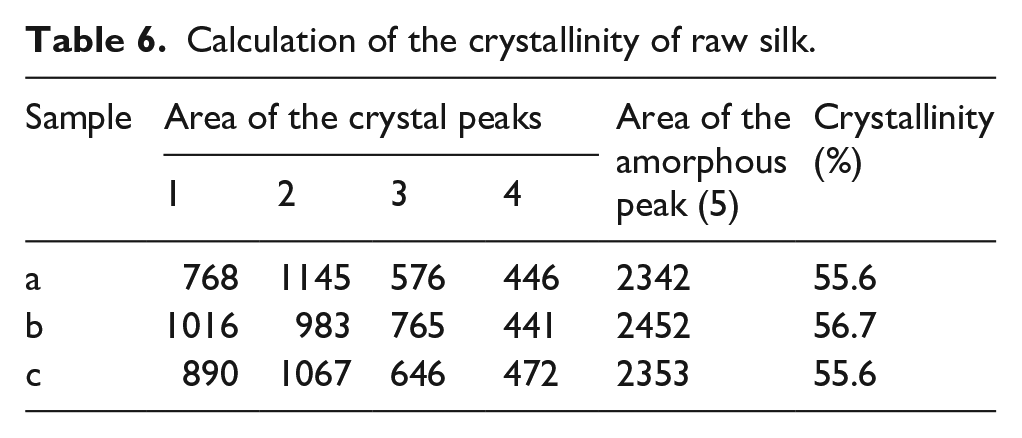
The area integral of each main diffraction peak in Figure 9 was determined, and the crystallinity was calculated with Formula (1). The results are shown in Table 6. The crystallinities of the raw silk from the three kinds of silk slices were similar, and no significant difference was observed. This result further indicates that the crystal structures of their protein macromolecules were identical. Therefore, we can also conclude that the use of the new type of silk reeling machine for silk reeling has little effect on the crystal structure of raw silk.
Calculation of the crystallinity of raw silk.
Comparison of the mechanical properties of raw silk
We also investigated whether the mechanical properties of the raw silk from homemade silk slices on bobbins were similar to those from the two other kinds of silk slices and whether they met the quality requirements of postprocessing. Figures 10 to 12 show the breaking strengths, breaking elongation rates, and initial moduli of the raw silk from the three kinds of silk slices, respectively. These data indicate that the mechanical properties of the raw silk from the three kinds of silk slices were not very different.
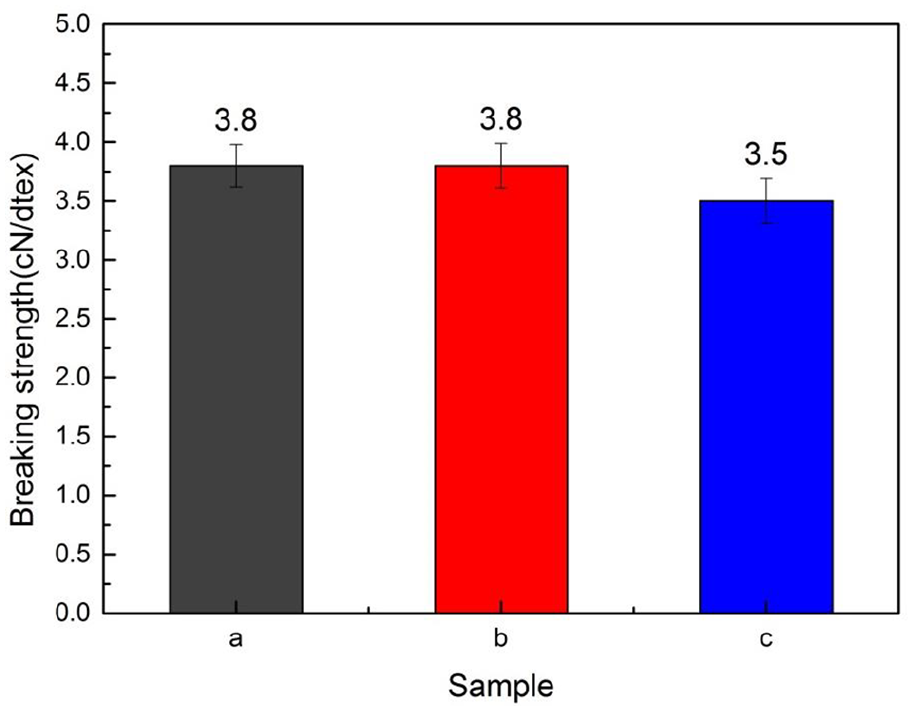
Breaking strength of raw silk: (a) homemade silk slices on bobbins, (b) silk slices on small reels, and (c) traditional silk slices on bobbins.

Breaking elongation rate of raw silk: (a) homemade silk slices on bobbins, (b) silk slices on small reels, and (c) traditional silk slices on bobbins.

Initial modulus of raw silk: (a) homemade silk slices on bobbins, (b) silk slices on small reels, and (c) traditional silk slices on bobbins.
In Figure 10, the breaking strength of the raw silk from homemade silk slices on bobbins was 3.8 cN/dtex, which was the same as that from silk slices on small reels. The breaking strength of the raw silk from traditional silk slices on bobbins was slightly lower. In Figure 11, the breaking elongation rate of the raw silk from homemade silk slices on bobbins was 22.4%, which was lower than that from traditional silk slices on bobbins but higher than that from silk slices on small reels.
This result may be due to the sericin removal in the raw silk from traditional silk slices on bobbins through the steeping process, reducing the mutual adhesion between monofilaments and causing their mutual slip when the raw silk is drawn.44,45 Considering the raw silk from homemade silk slices on the bobbins, which is subject to oiling treatment and weak tension winding, the breaking elongation rate is better compared with the raw silk from silk slices on the small reels.
The initial modulus of the raw silk is an index that reflects the softness of raw silk. 46 Figure 12 indicates that the initial modulus of the raw silk from homemade silk slices on bobbins was 88.4 cN/dtex, similar to that from traditional silk slices on bobbins.
Due to the oiling treatment, the surface of the raw silk from homemade silk slices on bobbins becomes smooth, resulting in a decrease in the initial modulus. The softness of the raw silk from homemade silk slices on bobbins completely meets the requirements of postprocessing. When the new machine reels the homemade silk slices on the bobbins, it completely circumvents typical operations, such as re-reeling, finishing, steeping, and winding.
Comparison of the cohesion properties of raw silk
Figure 13 indicates that the raw silk from silk slices on small reels had the best cohesion performance, where that of the raw silk from homemade silk slices on bobbins was only slightly lower at 110 times. This value met the requirement of 6A-grade raw silk (98 times) in terms of the GB/T 1797-2008 raw silk standards. However, the cohesion performance of the raw silk from traditional silk slices on bobbins was only 85 times, which was much lower than that of the raw silk from the other two kinds of silk slices.

Cohesion performance of raw silk: (a) homemade silk slices on bobbins, (b) silk slices on small reels, and (c) traditional silk slices on bobbins.
This difference could occur because the sericin of the raw silk from traditional silk slices on bobbins is removed during the steeping process and the adhesion between monofilaments is therefore diminished. While oiling, which affects only the surface of raw silk, is used to treat the raw silk from homemade silk slices on bobbins, it has few impacts on the sericin in the raw silk. 47 Therefore, the cohesion performance of the raw silk from homemade silk slices on bobbins is not significantly reduced.
Conclusion
The orthogonal approach was utilized to investigate the performance of a new type of bobbin silk reeling machine. The experimental results showed that the winding speed had significant effects on the breaking strength and breaking elongation rate, the overfeeding ratio had significant effects on the breaking elongation rate and cohesion performance, and the drying temperature had significant effects on the breaking strength, breaking elongation rate, and cohesion performance. Selecting the silk reeling speed of 130 m/s, overfeeding ratio of 1.15, and drying temperature of 90°C as the optimal process parameters could endow the excellent performance of the raw silk from homemade silk slices on bobbins reeled by this machine.
Comparative experiments on the raw silk from silk slices on small reels, traditional silk slices on bobbins, and homemade silk slices on bobbins showed that the molecular groups and crystal structures were similar. Therefore, the use of the new type of bobbin silk reeling machine for silk reeling had little effect on the molecular composition and crystal structure of the raw silk. The breaking strength and the breaking elongation rate of the raw silk from homemade silk slices on bobbins were similar to those from the other two kinds of silk slices. The softness of the raw silk from homemade silk slices on bobbins was similar to that from traditional silk slices on bobbins; this softness was suitable for weaving processing. The cohesion performance of the raw silk from homemade silk slices on bobbins was much better than that from traditional silk slices on bobbins.
This study provided a practical basis for the technological development of reeling raw silk onto bobbins. Using the new type of bobbin silk reeling machine to prepare silk slices on bobbins directly can reduce the number of steps for preparing raw silk, including re-reeling, finishing, and steeping, and can also decrease production costs, improve production efficiency, reduce energy consumption, and protect the environment.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: Central Foreign Trade Development Special Project (Zhe Caiqi [2016] No. 109); Scientific Research Project of Department of Education of Zhejiang Province (Y202147967).