
Abstract
This article provides a knitting method for warp-knitted fabrics with good moisture management performance. By adjusting of the warp knitting machine (mainly the bar), the design of lay-up method of the yarn, the selection of the yarn, and the warp let-off tension, the yarn covering relationship has been adjusted. By using two kinds of fineness polyester DTY, cotton yarn and spandex, designing two kinds of warp-knitting structures, six different warp-knitted fabrics have been knitted. The moisture management performance of these knitted samples was compared and evaluated. The study found that the greater the difference between the inner yarn and the outer yarn, the better the moisture management ability of the fabric. Polyester DTY with 50D/14F on the inner side and polyester DTY with 75D/288F on the outer side have the best moisture management performance. The polyester DTY with 50D/14F on the inside and 9.83Tex cotton yarn on the outside have higher wetting time and absorption rate.
The absorption and diffusion of sweat by fabrics directly affects the comfort performance of fabric, especially sports fabrics. With the increasing popularity of the concept of public fitness exercise, people also put forward higher requirements for the comfort and functionality of sportswear. 1 Especially in summer, the human body will excrete a lot of sweat due to exercise. If the sweat cannot be excreted in time, the clothes will be wetted after sweating, making the human body feel uncomfortable, and easy to breed bacteria. 2 Therefore, the moisture management performance of the fabric is an important index to measure its thermal and moisture comfort. Knitted fabric has a soft feel, greater extensibility, and elasticity, so it has been widely used in the field of clothing.
At present, some research has been done on the moisture management performance of fabrics. Some studies have focused on blended fabrics with different yarns or fibers, such as bamboo/cotton fiber, 3 polyethylene terephthalate/copolyester sea-island bicomponent fibers, 4 Polyester/ polyester, 5 cotton-rich/polylactic acid fiber, 6 modal/polypropylene, and modal/polyester. 7 In order to improve the comfort of wearing, some yarns with special-shaped cross-sections have been developed, such as the Coolmax functional fiber, the CoolDry polyester fiber, and the new Aerocool polyester fiber.8,9
In addition, the structure of knitted fabrics is also an important factor affecting the moisture management performance of fabrics. The commonly used method to enhance the moisture management performance of fabrics is to fabricating double-layer fabrics with a gradient of wettability on the inner and outer surfaces.10–12 Besides, yarn linear density, loop length, and fabric thickness are also important factors for the development of a good moisture management function.13–15
There is also a change in the fabric finishing process to give the fabric good moisture management performance. Finishing methods include printing design, 16 introduction of stimulus-responsive microgels, 17 hydrophobic treatment by electrostatic spraying, 18 and herbal extract processing. 19
Knitted fabric has become an ideal comfortable fabric with its inherent soft fabric characteristics and excellent performance in functional textiles. 20 In the above studies, most of the experiments are based on weft-knitted fabrics. Through the design of materials and knitting structure, the fabric’s moisture management function is relatively enhanced. The weft-knitted fabric structure is easy to deform when stretched, and the structural design of the double-sided fabric increases the thickness of the fabric to a certain extent, reducing its breathability and wearing comfort. Warp-knitted fabrics have certain advantages in the warp and weft direction extensibility and good shape retention. So, the value of developing fabrics with good moisture management performance based on the warp-knitted structure need to be tapped.
In summary, in the social background of national sports, the public has put forward higher requirements for the comfort of sportswear. Existing researches on moisture management functional fabrics mostly focus on double weft-knitted fabrics. Although the functionality of the fabric has been improved, the fabric has a sense of heaviness. In the production of warp-knitted fabrics, double needle-bar machines are generally used for knitting. The functionality of the double jersey is realized by the knitting method of distributing two functional yarns on both sides of the fabric, which will increase the thickness of the fabric and reduce the air permeability. Therefore, how to make the fabric lighter and thinner and more suitable for summer sportswear under the premise of ensuring that the fabric has good moisture management performance has become an important point that needs to be explored in depth. If single warp-knitted fabrics are the starting point for research and at the same time to realize the good moisture management function of the fabric, it is particularly important to explore how to achieve the functionality of the fabric through the correct process adjustment method.
Polyester DTY is an ideal material for warp knitting. In addition to the characteristics of high strength, good resilience, easy washing, and quick drying of ordinary polyester, it also has the characteristics of comfortable hand feeling and soft luster, which is suitable for making sportswear fabrics. Cotton yarn is a natural cotton material, which is soft, comfortable, skin-friendly and breathable, suitable for summer wear. Spandex has excellent elasticity, good moisture absorption and air permeability, relatively wear-resistant, soft texture, and comfortable to wear.
Therefore, starting from the design of warp knitting technology, this article selects three types of yarns of polyester DTY, cotton yarn, and spandex for knitting, and explores the possibility of knitting warp-knitted fabrics with good moisture management performance. Firstly, the traditional covering relationship of warp-knitted fabric is analyzed, and then the good moisture management performance of fabric is realized from four aspects of the adjustment warp knitting machine (mainly the bar), the design of lay-up method of the yarn, the selection of the yarn, and adjustment of warp let-off tension. The function realization method is shown Figure 1.
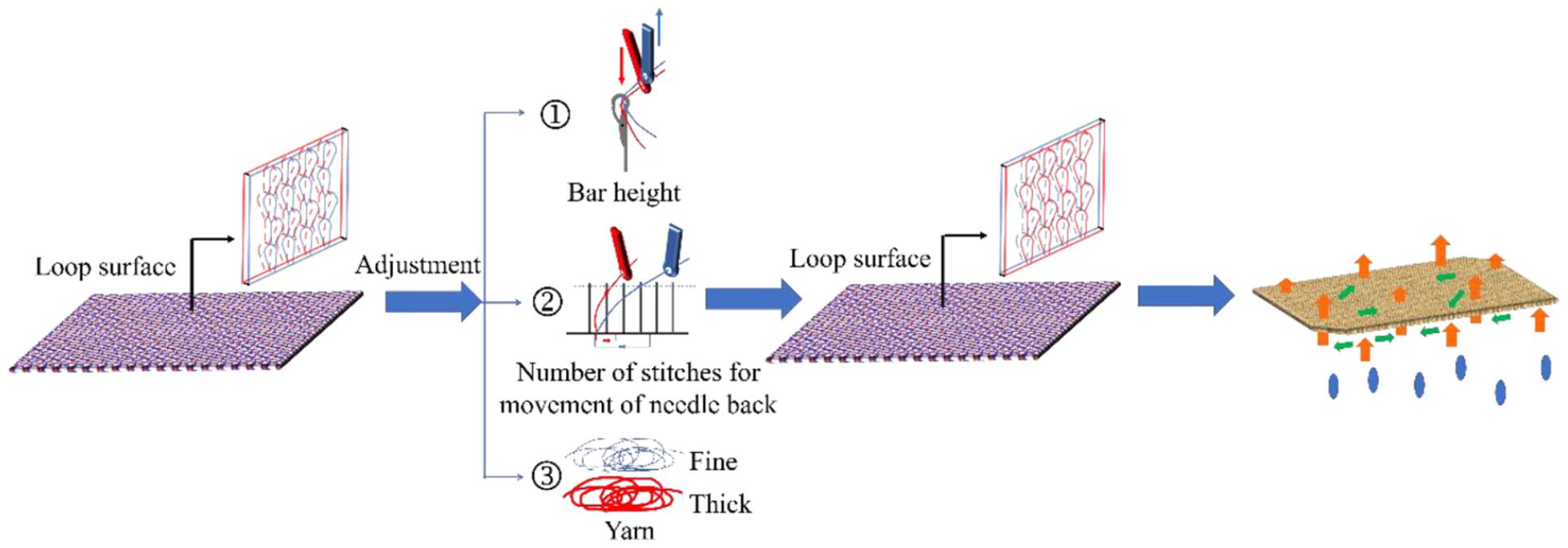
Implementation method.
Materials and methods
The traditional yarn covering relationship of warp-knitted fabric with two bars is that the outermost layer of the front and back sides of the warp-knitted fabric always shows the yarn of the front bar, while the yarn of the back bar is sandwiched in the middle layer of the fabric. This is mainly due to the fact that the lay-up point of the front bar is always lower than that of the back bar and the underlap of the former covers the latter. The covering relationship of the loop surface depends on the high and low position of the bar lay-up point, and that of the underlap surface depends on the front and back positions of the bar.
Since the front and back positions of the bars on the needle bed are fixed, the underlap covering relationship of the fabric cannot be changed. Therefore, only the covering relationship of the loop surface can be adjusted.
The main factors that affect yarn coverage are the adjustment of the machine (mainly the bar), the method of lay-up point of the yarn, the selection of yarns, and the adjustment of the warp let-off tension.
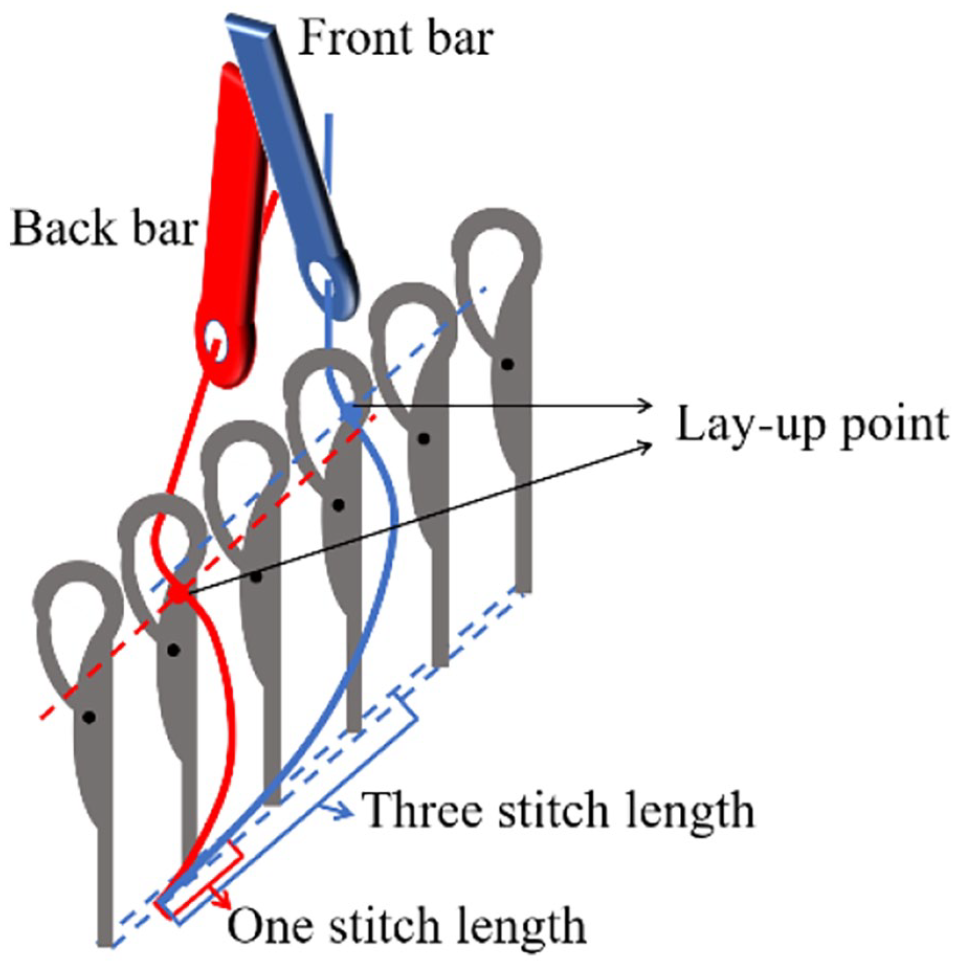
In order to show the back yarn on the front of the fabric, the position of the bar should be adjusted to make the lay-up point of the front bar be higher than that of the back bar. The adjusted bar configuration is shown in Figure 2. It can be seen from the figure that the yarn of back bar (red yarn) is revealed on the technical front of the fabric.

The adjusted bar configuration.
Figure 3 shows the relationship between the height of the lay-up point and the number of needles moved when the bar is laid on the back of the needle. When other conditions are the same, the more the number of moving needles, the higher the lay-up point. In order to achieve good yarn coverage effect, the number of needles moved by the front bar on the back of the needle should be more than that of the back bar. Therefore, the length of the underlap can be increased and the lay-up point can be raised of the front bar to enhance its coverage effect on the back side.
The relationship between the height of the lay-up point and the number of underlap needles.
The selection of the appropriate yarn count is important to ensure the appearance quality of fabric and improve its wearing performance. The selected yarns must not only meet the requirements of machine size, fabric density, weight and coverage, but also pay attention to the yarn fineness relationship between the two bars. In order to make the technical front of the fabric not show the yarn of the front bar, generally the yarn of the back bar is slightly thicker than the yarn of the front bar.
Because the surface of the fabric knitted by filaments is smooth and flat, it is widely used in the sportswear production. At the same time, in order to reduce the influence of yarn hairiness on the knitting process, filaments are selected for knitting this time. In addition, based on the wicking effect of the yarn specification gradient principle, the wetting and diffusion effect of this specification yarn and the commonly used yarns in the market were tested by a water droplet diffusion experiment. Experiments show that 75D/288F polyester has a better wetting and spreading effect than 50D/14F polyester, and 50D/14F polyester has no wetting and spreading performance. The combination of 50D/14F polyester and 75D/288F yarn can better improve the unidirectional moisture conductivity of the fabric. Therefore, two polyester DTY (50D/14F and 75D/288F) with different finenesses were selected for this knitting. The front bar is 50D/14F yarn, and the back bar is 75D/288F yarn.
In addition, when knitting, the let-off tension of the yarn of back bar should be set smaller, and the let-off tension of the yarn of front bar should be larger. Such a tension setting makes the back yarn fluffier and easier to bulge out of the fabric surface, so as to better cover the front yarn. The covering relationship of the yarn after adjustment is shown in Figure 4. The front bar of yarn is the blue yarn, and the back bar of yarn is the red yarn.

Warp-knitted fabric yarn configuration: (a) loop surface configuration and (b) underlap surface configuration.
The differential capillary effect caused by the different moisture absorption of the inner and outer layers of the fabric is the main reason for the unidirectional moisture conductivity.
By using profiled chemical fiber as material and using the principle of capillary differential effect, a knitted fabric with directional moisture absorption performance with good moisture management and quick-drying ability can be designed.21–23 When the fiber density of the outer layer of the fabric is smaller than that of the inner layer, an additional pressure difference due to capillary effect will be formed at the interface between the inner and outer layers of the fabric. Under the action of pressure difference, the liquid water in the fabric automatically flows from the inner layer to the outer layer, which is called differential capillary effect.24–26 At this time, the pressure difference between the inner and outer layers is:

Where:
It can be seen that as long as the capillary radius R1 and R2 of the outer and inner layers of the fabric are not equal, there is a pressure difference between the inner and outer layers of the fabric. The difference between the capillary equivalent radius of the fibers used in the inner and outer layers of the fabric should be made larger to make the differential effect of the fabric more obvious.
Figure 5 shows the longitudinal structure of the 50D/14F and 75D/288F polyester DTY yarns under the same magnification (50 μm), in which (a) is 50D/14F polyester DTY and (b) is 75D/288F polyester DTY. The F-number of 50D/14F polyester is smaller and the single fiber is thicker and has larger curl. The longitudinal direction has “channel” which is easy to conduct water, and there is a large gap between the fibers, which is conducive to the entry and diffusion of water. The F-number of 75D/288F polyester is larger and the fiber number is more. The single fiber is thinner, which has larger specific surface area and specific surface energy, which is conducive to the timely evaporation of water.

Yarn electron microscope: (a) 50D/14F polyester DTY and (b) 75D/288F polyester DTY.
Figure 6 shows the mechanism of the directional transmission of sweat from human skin to the fabric. Water droplets on the surface of the fabric are generally subjected to vertical upward hydrophobic force, vertical downward hydrostatic pressure, and horizontal capillary action.27,28
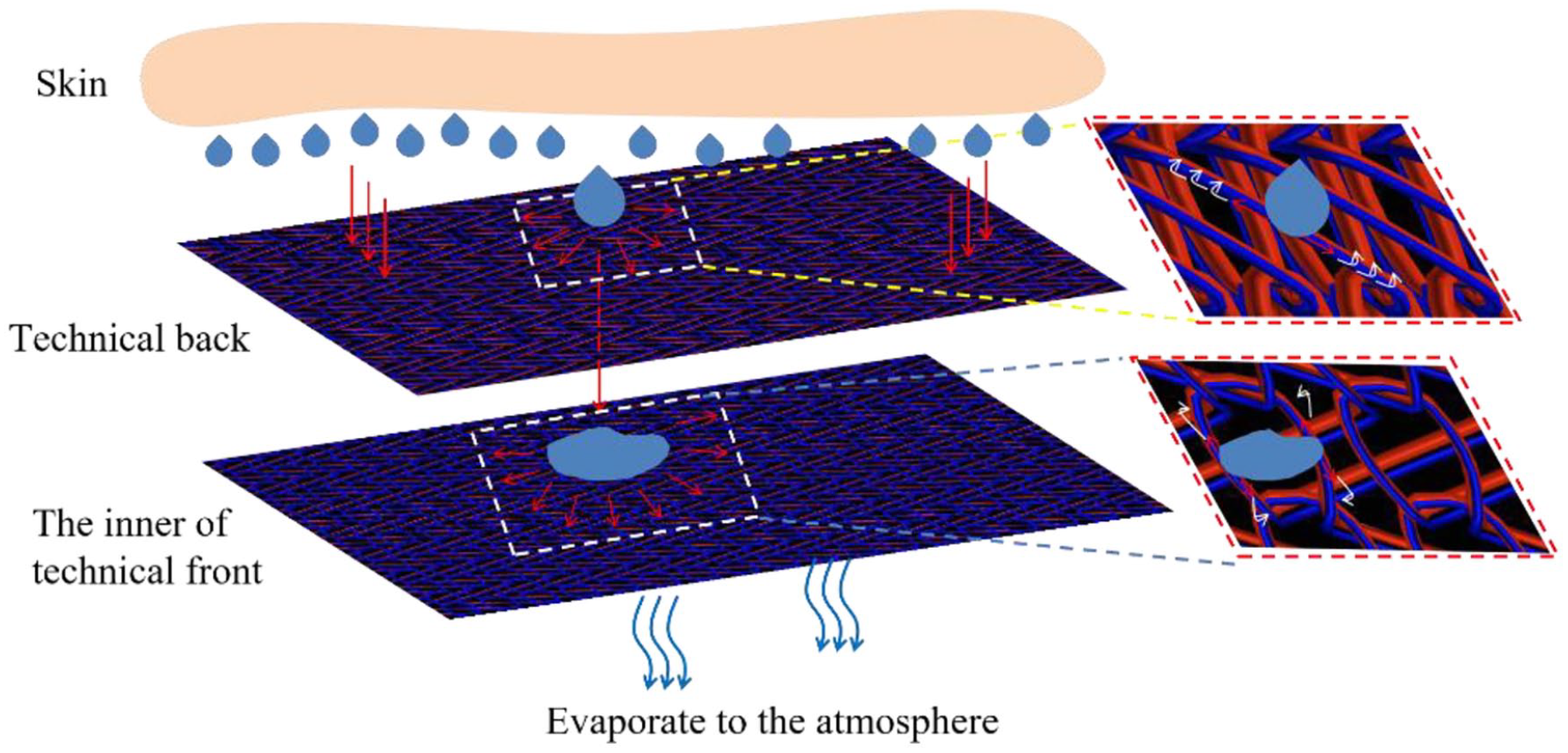
Schematic diagram for illustrating the mechanism of directional moisture transport in fabric.
When sweat touches the surface of the fabric, the vertical downward hydrostatic pressure and the upward hydrophobic force of the sweat cancel each other out. At the same time, sweat also spreads around along the “capillary channels” in the longitudinal direction of the fibers. When sweat penetrates into the inner layer of the outer surface of the fabric, the capillary of the low linear density polyester will form an additional pressure greater than that of the high linear density polyester. So, when 50D/14F polyester and 75D/288F polyester are knitted to form a fabric, under the action of the differential capillary effect, moisture is easily transferred from the fabric surface formed by 50D polyester to the fabric surface formed by 75D polyester, realizing the unidirectional moisture conductivity of the fabric.29,30
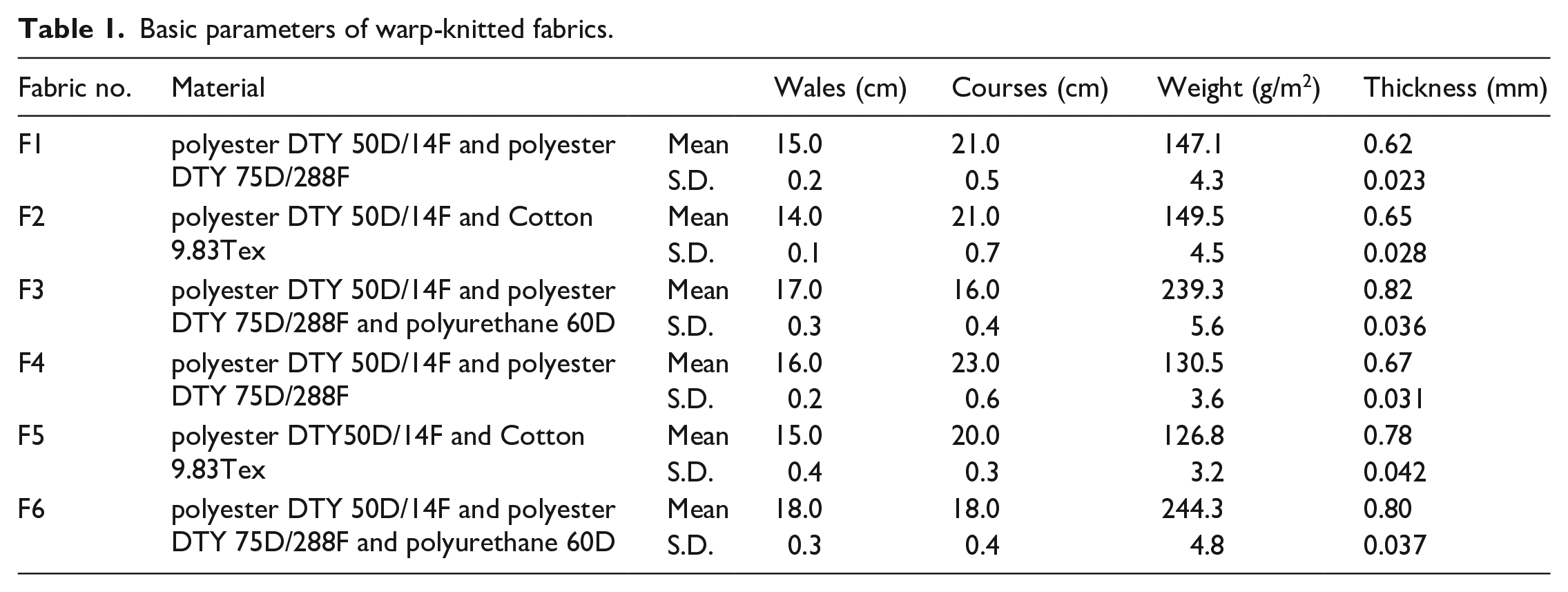
The knitted fabric is produced on the KS 4EL compound needle tricot warp knitting machine (Karl Mayer, Germany). The specification is E28 and the width is 1066 mm (42 inches). The knitting machine speed is 550 r/min, as shown in Figure 7. A total of six types of warp-knitted fabrics were designed. The fabrics are knitted with 50D/14F polyester DTY, 75D/288F polyester DTY, 40D spandex, and 9.83Tex cotton yarn. Two warp-knitted structures were designed, as shown in Figure 8. Among them, GB1 is made of atlas structure (Figure 8(a)), and GB2 is designed as tricot structure and symmetrically changing mesh structure (Figures 8(b1) and (b2)). The fabric structure of F1, F2, and F3 is structure 1, which consists of (a) and (b1), and the fabric structure of F4, F5, and F6 is structure 2, which consists of (a) and (b2). The specific parameters of the final knitted fabric are shown in Table 1.
Basic parameters of warp-knitted fabrics.

Compound needle tricot warp knitting machine.

Two different fabric structures. (a) Atlas structure. (b1) Tricot structure. (b2) Mesh structure.
This experiment uses the liquid moisture management tester produced by Standard Group (Hong Kong) Co., Ltd. for testing. The test standards are AATCC 195 and GB/T21655.2. The experimental process is shown in Figure 9. MMT can measure the following parameters: top/bottom wetting time, top/bottom absorption rate, top/bottom maximum wetted radius, top/bottom spreading speed, accumulative one-way transport index, and overall moisture management capacity. The moisture management index is classified as shown in Table 2.
Classification of moisture management index.


Experimental process of moisture management performance.
Results and discussion
Moisture absorption of fabric
Among the indexes of liquid water management ability, wetting time and water absorption rate are used to characterize the moisture absorption ability of fabrics. The test results are shown in Figures 10 and 11. The wetting time of all fabrics is shown in Table 3.
Wetting time of samples.


Water content of the inner and outer sides with time of samples.

Absorption rate.
There is a negative correlation between wetting time and fabric moisture absorption, which is mainly affected by yarn type and fabric thickness. Judging from the curve of moisture content versus time, the moisture content of the bottom of all samples is higher than that of the top, indicating that the moisture in the inner layer of the fabric was transferred to the outer layer in time.
Generally speaking, when the top wetting time of the fabric is longer than the bottom wetting time, it means that the inner layer of the fabric remains dry when sweating, and the liquid is quickly transported to the bottom without high moisture accumulation. 7 The top wetting time of the six kinds of fabrics are all higher than the bottom wetting time. Among them, the top and bottom wetting times of F1 fabric have the largest difference, showing better moisture transfer.
For fabrics F1, F2, and F3, the fabric structure is relatively tight. The yarn composition has a greater impact on the wetting time. When the moisture contacts the bottom, the number of yarns in F1 and F3 is more, and more and finer capillary channels are formed, so the bottom wetting time is shorter than that of F2. The outer layer of F3 contains elastic spandex, which shrinks the fabric surface and reduces the yarn gap, so the wetting time is longer than F2.
For fabrics F4, F5, and F6, the difference in wetting time between the top and bottom is similar to that of F1, F2, and F3 with the same yarn composition, but the overall wetting time is shorter than the latter because of the larger gap in the fabric structure.
There is a positive correlation between the water absorption rate and the fabric moisture absorption, which is affected by the bulk density of the fabric and the moisture absorption of the inner and outer yarn.
On the whole, the absorption rate at the top is generally higher than at the bottom. However, for F1 and F6, the absorption rate at the top is lower than that at the bottom. This shows that most of the moisture is collected at the bottom of the fabric, that is, the moisture on the top is well transferred to the bottom. The reason is still due to the differential capillary effect of the inner and outer layers. It is easier to enter the top layer of the fabric, so the absorption rate at the bottom of F1 is higher than that at the top.
For F1, F2, and F3, the absorption rate of the top and bottom is gradually increased. Since the hydrophilicity and hydrophobicity of the inner and outer layers of F2 are very different, a good differential capillary effect is not formed, so the inner layer cannot be transferred to the outside well. Besides, due to the presence of spandex, the tighter fabric surface weakens the differential capillary effect of the inner and outer layers, and the thicker fabric surface increases the water absorption of the inner and outer layers.
For F4, F5, and F6, the absorption rate at the top and bottom of the fabric shows a gradual decline, while the absorption rate at the bottom of F6 is larger than that of F4 and F5. The main influencing factor is the structure of the fabric.
Quick drying of fabrics
Among the indexes of liquid water management ability, the maximum wetted radius of the top and bottom surfaces of the fabric, the liquid spreading speed, and accumulative one-way transport index are used to characterize the quick drying ability of the fabric. The test results are shown in Figures 12 to 14, respectively.

Maximum wetted radius.

Spreading speed.
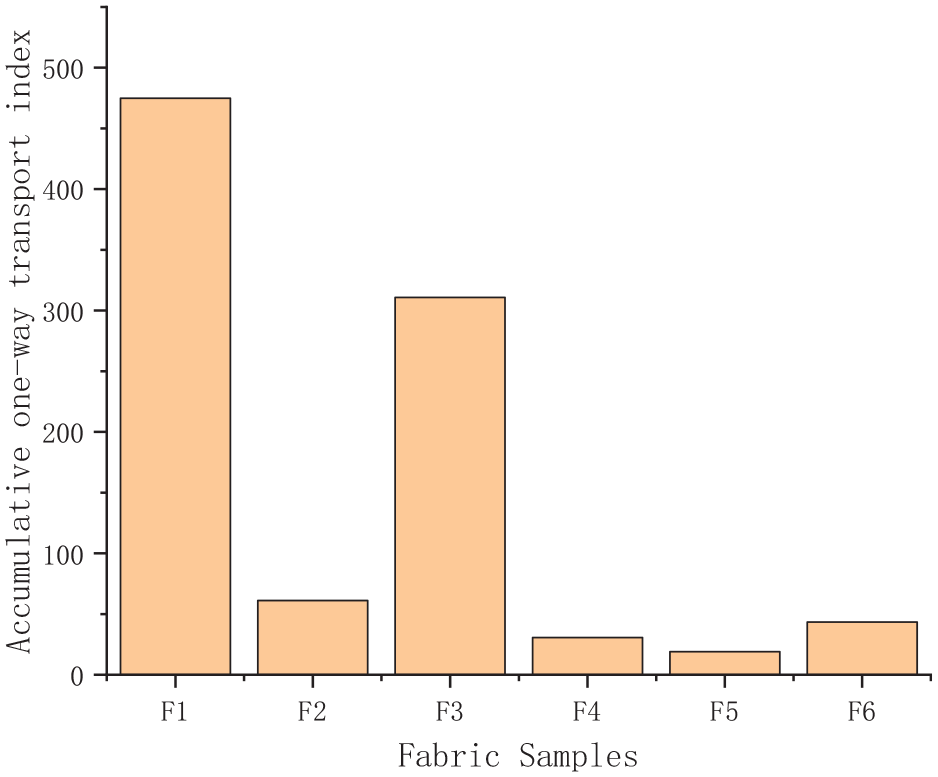
Accumulative one-way transport index.
The maximum wetted radius is positively correlated with the moisture conductivity of fabrics, and the large area of moisture diffusion leads to evaporation of water easily if the moisture conductivity is good. The wetted radius is mainly affected by the yarn type and the volume density of the fabric. The maximum wetting radius of the six fabrics has a tendency that the bottom is larger than the top. For F1, F2, and F3, the maximum wetted radius at the top gradually increases, while the maximum wetted radius at the bottom gradually decreases. The main reason is the difference of differential capillary effect caused by different yarn composition.
For F4, F5, and F6, the maximum wetted radius at the top and bottom is gradually reduced. However, the maximum wetted radius at the top and bottom of F4 and F5 is larger than F1 and F2 of the same yarn composition. The maximum wetted radius of the top and bottom of F6 is smaller than that of F3 with the same yarn composition. The main reason is that the fabric structure makes the fabric yarns tighter, and the underlap is shorter, which is not conducive to the moisture wetting to the surrounding.
The spreading speed and wetted radius are the same, and positively correlated with the moisture conductivity of the fabric, and also affected by the yarn types and the volume density of the fabric. The overall bottom water spreading speed is greater than the top, and the difference between the two surfaces is different, indicating that the water transfer capacity is different. Among them, the difference in water spreading speed between the top and bottom of F1 is the largest, which is 6.513 mm/s. This may indicate that the fabric has better moisture management. The faster the bottom of the fabric spreads, the greater the evaporation from the bottom layer and the shorter the drying time of the fabric.
For F1, F2, and F3, the water spreading speed at the top gradually increases, while that of the bottom gradually decreases. This is also closely related to the yarn composition, and the thickness also has a certain impact. For F4, F5, and F6, the change trend of the moisture spreading speed at the top and bottom is more affected by the fabric structure.
The accumulative one-way transport index defines how easy it is for moisture to transfer from the other side of the fabric conducting surface. F1 has the highest accumulative one-way transport index (474.862) and F5 shows the lowest.
For fabrics with the same structure, the cumulative one-way transport index of F1 and F3 is greater than F2 and the cumulative one-way transmission index of F4 and F6 is greater than F5. The reason is also because different fineness of polyester can form a good capillary differential effect, which helps to transfer sweat from the human skin to the outer layer. The reason why the cumulative one-way transport index of F1 and F3 is significantly higher than that of F4 and F6 is because of the difference in fabric structure.
Overall moisture management capacity
The overall moisture management capability of the fabric is shown in Figure 15. The results of OMMC fluctuate between 0.2 and 0.8. The maximum and minimum values are F1 and F5 respectively, which are consistent with the results in Figure 14.
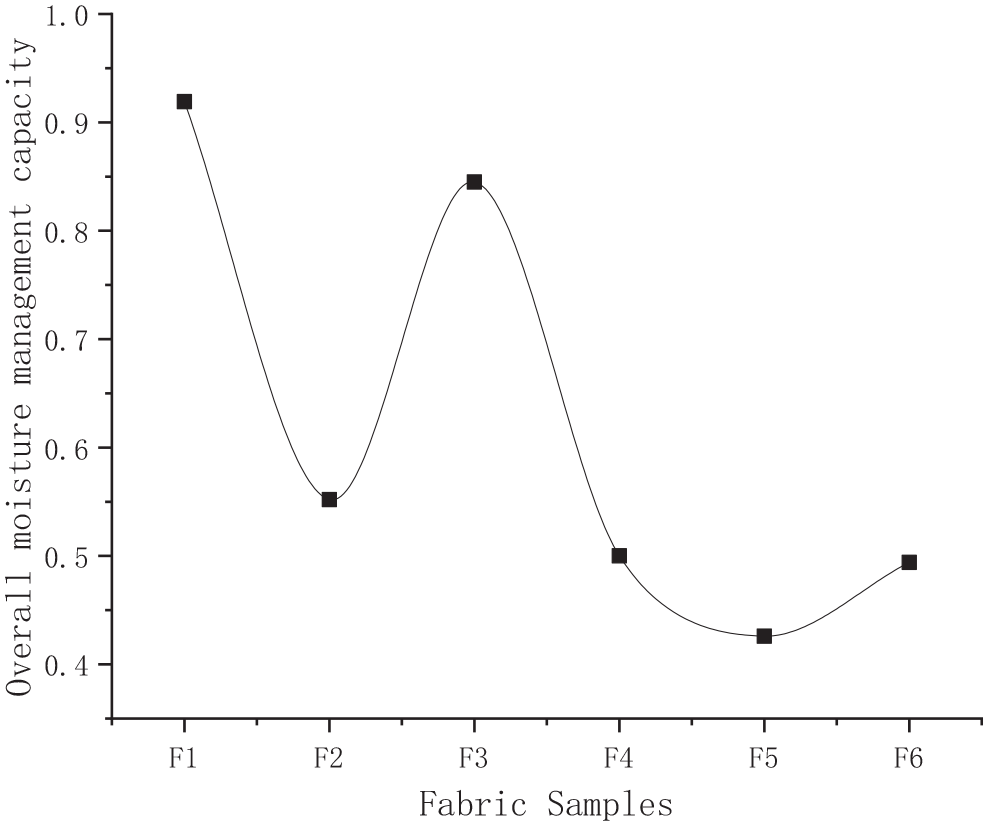
Overall moisture management capability.
The overall water management capacity of fabrics with structure 1 is higher than that of fabrics with structure 2, that is, the overall water management capacity of F1, F2, and F3 is higher than that of F4, F5, and F6. Among the fabrics of the same structure, the overall moisture management ability of the fabric containing cotton yarn is the lowest.
According to the grading system given in Table 2, the grading of the printed samples is given in Figure 16.
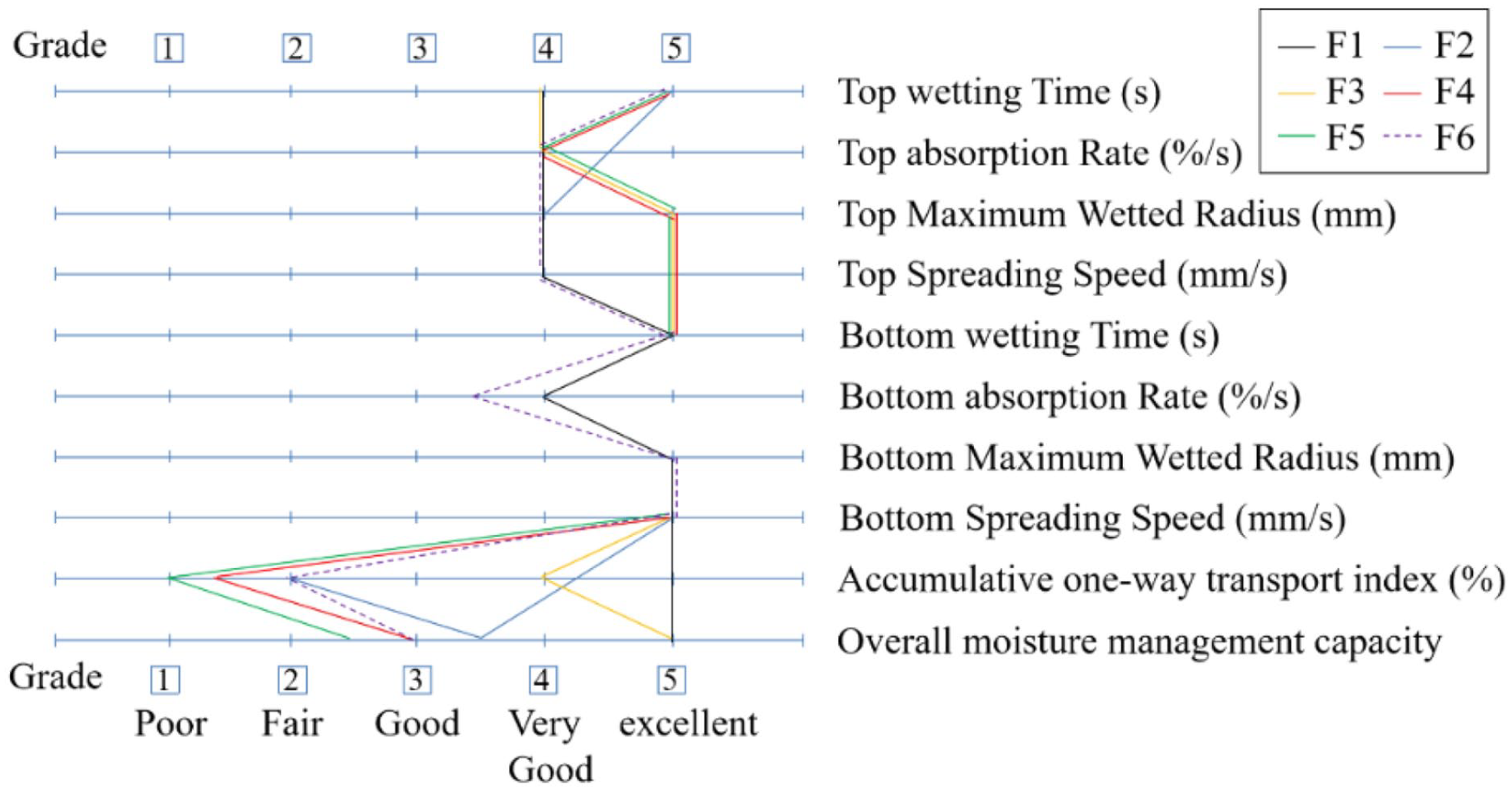
The grading of the printed samples.
It can be noted from Figure 15 that F1 gets the best overall grade. It means that the perspiration of the person wearing the fabric will be better transported from the fabric’s inner side to the outer side. This sweat transport toward the outer side will not only give a drier-skin feeling to the wearer but the outward-transported sweat will be more easily evaporated giving a cooler feeling to the wearer.
Conclusion
This study aims to provide a knitting method for warp-knitted fabrics with good moisture management performance. The focus is on the methods of adjusting the yarn covering relationship and the moisture management performance of six kinds of fabrics:
(1) This article proposes a new warp knitting technology to make the fabric have a good moisture management function by threading 50D/14F polyester yarn in the front bar and 75D/288F polyester yarn in the back bar, lowering the position of the guide needle of the back bar of the warp knitting machine, and reducing the tension of the back yarn. It demonstrates the feasibility of the fabric’s unidirectional moisture-conducting function through the adjustment of the machine process parameters.
(2) The F1 has the best moisture management capabilities, which contains polyester DTY of different finenesses in both the inner and outer layers.
(3) This knitting method provides a new development idea for moisture management fabrics, and is suitable for the development of summer sportswear.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.