
Abstract
Strain-hardening cement-based composites (SHCC) have recently been developed as repair materials for the improvement of crack control and strength of flexural members. This work focuses on strengthening and flexural enhancement using SHCC layer in tensile regions of flexural members under three different curing conditions. The curing conditions simulate the effect of different environmental conditions prevailing in the central and coastal regions of the Arabian Peninsula on the properties of SHCC as a retrofitting material. In this investigation, beams with SHCC layer were compared to control beams. The beams with SHCC layer of 50-mm thickness were cast. The results revealed that the flexural behavior and the load-carrying capacity of the normal concrete beam specimens under hot and dry environmental conditions were significantly reduced, lowering the ductility of the section. However, compressive strength is comparatively unaffected. Similarly, the hot curing conditions have also led to a notable reduction in the loading capacity of the beam with SHCC layer with a slight effect on its stiffness. On the other hand, steam-curing conditions have shown improvement in load-carrying capacity and a reduction in section ductility of the beam with SHCC layer. It was found that the structural unit retrofitted with SHCC layer was a curing-regime dependent as the tensile and strain-hardening properties of SHCC are highly sensitive to the alteration in the cement hydration process. A normal curing regime was found effective and satisfying the practical, cost, and performance requirements. Accordingly, a normal curing regime could be implemented to retrofit reinforced concrete (RC) beams with SHCC layers as recommended in the study.
Keywords
Introduction
The aging of infrastructures in many places in the world has been a global issue to overcome for decades. The reported casualties and damage due to construction infrastructures’ failure urge for effective systems of repair and retrofitting to prevent the sudden occurrence of failure and progressive collapse.1–6 In the USA, American Road and Transportation Builders Association (ARTBA) 7 has reported that more than 47,000 bridges in the country are structurally deficient and in urgent need to repair. Similarly, numerous damaged bridges in various places in the world have been reported as well. 8 Additionally, concrete as the most common structural material has been reported to undergo various stages of development and enhancement. It has been started with normal concrete, then high-strength concrete, and finally ended up with high-performance concretes, which become applicable in giant infrastructures. Improving and upgrading design performance has accordingly become a mandatory practice due to various causes. They included but were not limited to additional service load-added consequences as sudden earthquakes, traffic jamming, and explosions, which cause sudden and progressive collapse. In the same way, corrosion of steel has also limited its application for strengthening.
The utilization of fiber-reinforced polymers (FRP) as strengthening materials was known for years. Due to its organic origin, FRP never corrodes, and it has a variety of advantages over steel for many technical, mechanical, physical, and chemical reasons. FRPs are recognized by their elevated tensile properties and shear stiffness, however, it suffers brittle failure under extreme dynamic loading. 9 The significance of strengthening RC beams has attracted the attention of many researchers to investigate the effect of using FRP laminates on the improvement of the capacity of bending moment.10–15 Holschemacher et al. 15 investigated the use of steel fiber reinforced high strength lightweight self-compacting concrete for the strengthening of RC beams. It is concluded that the peak load was improved up to 58% when the strengthening layer reached 60 mm. Similarly, Hawileh et al. 10 reported the importance of using different combinations of polymer sheets for RC beam strengthening. The improvement in the peak load capacity reached up to 98% compared to the control RC beam. Naser et al. 13 reported the enhancing effect of applying externally bonded carbon fiber-reinforced polymers as strengthen composites. There is an optimum range of lengths that improves the RC member properties in tension. Since ductility is highly correlated to concrete properties, FRP concrete beam is highly susceptible to cracking, especially in normal concrete with high brittleness in contrast to the presence of ECC, which minimizes the cracking systems and hence affects the mode of failure. 16 Banjara and Ramanjaneyulu 17 have extensively investigated different strengthening techniques of strengthening. They have successfully applied the use of a hybrid mix of macro-and micro-fibers in overlay strips for the retrofitting of flexural deficient beams. Additionally, they have confirmed that the strengthening of flexural deficient (20% and 30%) RC beams with carbon-fiber-reinforced polymer has elongated the fatigues lives beyond the control beam remarkably. 18 Similarly, glass fiber reinforced plastic (GFRP) was used in their studies in the form of two layers in the strengthening of RC beams. 19 It is concluded that the effectiveness of the strengthening relied on the nature of GFRP fabric as epoxy impregnated where the number of layers and the orientation of the fibers could be defined for better performance.
In parallel to these facts, fiber-reinforced concrete (FRC) has been developed several decades ago to obtain higher ductility than that given by conventional concrete (such as ductile fiber-reinforced cementitious composite. 20 The improved ductility led to new techniques for researchers to study fiber-reinforced cementitious materials extensively. Strain-hardening cementitious composites (SHCC, also known as engineering cementitious composites or ECC) are one of these innovative and highly ductile materials. SHCC development and characterization were intensively investigated.11,12 The mix design of SHCC is optimized for the best strain-hardening properties using non-standard local materials, as shown in previous studies.21–24 Various researchers have reported that the application of SHCC as a repair material to existing structures improves safety and functionality.25–30 In particular, the presence of SHCC layers in the tension soffit of RC beams improves their flexural, ductility, and fatigue properties.16,20 Moreover, this technique of RC beam retrofitting delays the debonding failure of carbon fibers and improves their deflection capacity. 28 Although extensive research work is underway on the structural application of SHCC as a retrofitting material,15,22 the ambiguity of how the curing conditions affect the flexural response of RC beams strengthened by SHCC layers still exists. On the one hand, it is well-established that the steam and hot water curing of SHCC provides rapid strength gain 31 ; however, these special curing regimes reduce the affordability of the material and limit its production in the site where retrofitting is desired. Moreover, SHCC is highly sensitive to the curing conditions that affect the progress of the hydration.25,26 This, in turn, negatively disturbs the balance between the mechanical properties of the cementitious matrix and fibers.
On the other hand, the use of standard curing in lab temperature (20 ± 2°C) and 100% relative humidity in SHCC retrofitting layers would enhance its application possibilities without sacrificing the long-term load-carrying capacity of the upgraded structural elements. In this field of study, very limited studies and indirect investigations on the effect of curing conditions on SHCC properties as retrofitting and strengthening layers for concrete beams could be cited.32–34 For this purpose, the effects of three different curing conditions were investigated to complement these missing data in the literature and encourage further investigation. Under the selected curing conditions, test beam specimens were exposed to a standard moist curing environment (20 ± 2°C), steam tank (100% relative humidity (RH) and 60 ± 2°C), and hot-chamber (less than 10% RH and 40 ± 2°C). This work simulates the effect of different environmental conditions prevailing in the central and coastal regions of the Arabian Peninsula and similar ones on the properties of SHCC as a retrofitting layer. Two groups of beams were prepared. The first set was for control beams, whereas the second was for those cast with a 50-mm-thickness layer of SHCC at the bottom cover (in the tension zone).
Concept of research
The following graphical representation of the current approach summarizes the concept of the study, as presented in Figure 1. The presence of the SHCC layer under the recommended curing conditions in tension soffit of RC beams improves their strength properties. SHCC’s fresh and hardened properties are substantially affected by the curing and environmental conditions. The selected curing conditions relatively simulate the environmental conditions prevailing in the Arabian Peninsula as the harshest conditions for concrete in the whole world. Therefore, for each environmental condition, the precast or cast-in-place can be proposed.
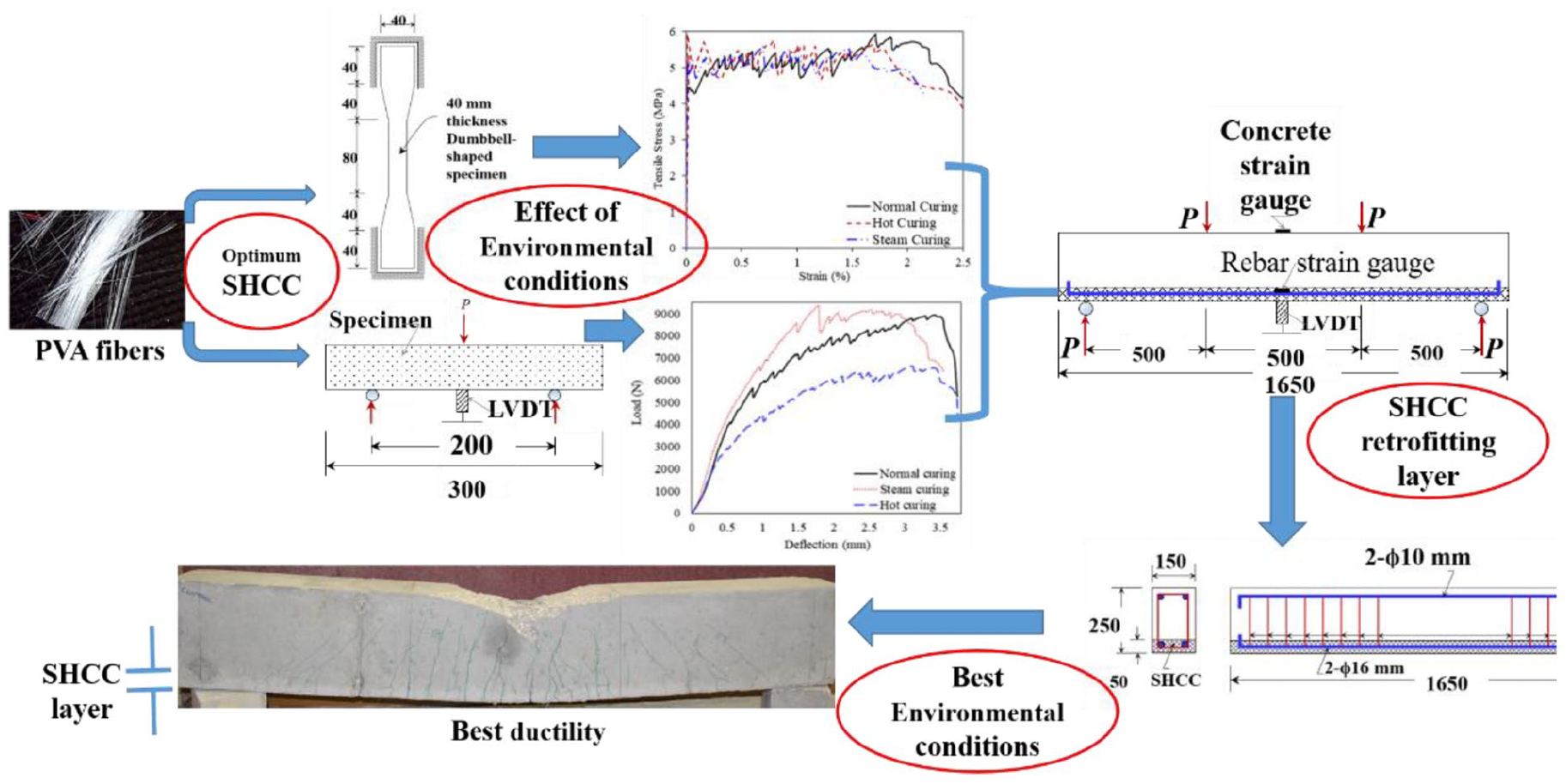
Brief description of the study approach.
Experimental program
Materials and methods
In this investigation, normal concrete and SHCC were prepared for prism and beam specimens. Ordinary Portland cement (OPC) following the ASTM C150 requirements was employed as the binder material for normal concrete and SHCC. Moreover, two different sand (crushed and natural fine sands) were used to prepare the normal concrete. The fineness modulus for fine natural and crushed sands were 1.47 and 4.66, respectively. Combining 65% and 35% of fine and crushed sand, respectively, yielded an overall fineness modulus (FM) of 2.58, which satisfied ASTM C33. The coarse aggregate used in concrete has a maximum aggregate size of 10 mm. Tables 1 and 2 present the physical properties of the aggregates used in the concrete and its mix design, respectively.
Physical properties aggregates used in concrete.

Mix proportions of concrete and SHCC (in kg/m3).

Dune sand.
Fiber volume fraction.
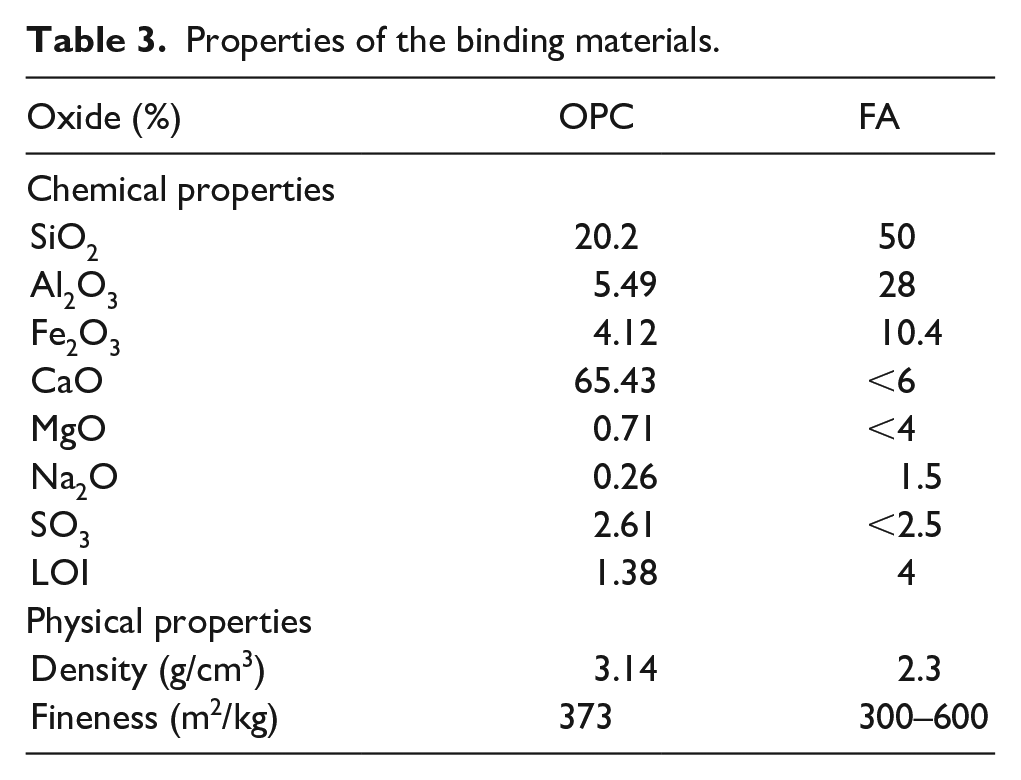
For SHCC (its mix design is also given in Table 2), Ordinary Portland cement (OPC) was used as the primary binder material, and class-F fly ash (FA) was applied as a supplementary cementitious material. The average grain sizes of the OPC and fly ash were 13 and 15 µm, respectively. Dune (silica) sand, with a median grain size of 133 µm was utilized as the fine and only aggregate used in SHCC preparation. The physicochemical properties of the binding materials of normal concrete and SHCC are listed in Table 3. Figure 2 shows a sieve analysis of the fine and coarse aggregates (Figure 2(a)) contained in normal concrete. A particle-size distribution analysis of fine powders (binders) used in both SHCC and normal concrete is shown in Figure 2(b). The properties of polyvinyl alcohol (PVA) fibers used in the preparation of SHCC composite are summarized in Table 4. For the uniform dispersion of PVA fibers in an SHCC mix, a modified polycarboxylic ether-based polymer superplasticizer (SP, commercially known as Master Glenium 51), with a specific gravity of 1.1 and a dry extract of 36%, was used. It is noteworthy that the water content of SP was taken into consideration during the correction for mixing water.” The optimized SP dosage for a well-dispersed SHCC mix was determined at an approximate amount of 1% (by weight) of the binder materials. It is worth noting that the elastic modulus and yield strength of the steel rebar used for beam reinforcement were 210 GPa and 520 MPa, respectively.
Properties of the binding materials.
Properties of poly-vinyl alcoholic (PVA) fibers.


Particle size distribution analysis: (a) fine and coarse aggregates and (b) cement, fly ash, and fine natural sand.
Methods
Under service loading, reinforced concrete structural members of existed structures are frequently subjected to macro-flexural cracking, which reduces their loading capacity. There is ample evidence in the literature35–37 on the feasibility of using advanced composite materials to strengthen the loading capacity of uncracked concrete members. Over the last two decades, various researchers have investigated the use of SHCC as materials for the strengthening of RC beams.22,30 There is no general agreement with regard to standardized size or number of specimens yet. The majority of the relevant, approachable research had considered rectangular beams with cross-sectional width being in the range of 50%–60% of its depth. Accordingly, in this experimental investigation, the length of the beam specimen was 1650 mm with cross-sectional dimensions of 150 mm × 250 mm. It is worth noting that the selection of the specimen’s size was made in order to minimize material consumption without sacrificing the common behavior of full-scale beams. Figures 3 and 4 show schematic diagrams and the preparation procedure of the beam specimens, respectively. In these beams, two steel rebars (ϕ 16 mm) were placed at the bottom, two (ϕ 10 mm) bars were placed at the top, and each end had a standard 90° hook. Two-leg rectangular stirrups (ϕ 8-mm steel rebar) were placed at a spacing of 100 mm along all the beam’s shear span to avoid shear failure, as substantiated by many others.10,38–41 Accordingly, no stirrups have been used over the pure flexural zone (i.e. in the center of the beam). It should be noted that for all beam specimens, the shear-span-to-depth ratio was kept at 2.0 to maintain the pure flexural response of the beams to the incremental loading conditions. Moreover, the test specimens were prepared to evaluate the compressive and direct tension strengths of normal concrete and the SHCC layer, as described in the testing procedure section.

Test specimens: (a) control RC beam and (b) RC-SHCC beam.

Preparation of beam specimen: (a) molds, (b) fixing the strain gauges, (c) casting the control beam, and (d) casting the RC-SHCC beam.
Mixing procedure
Six beams (three controls and three RC-SHCC) were prepared. A mixture of normal-strength concrete was prepared by dry mixing all cementitious materials (OPC + FA) and the coarse and fine aggregates until homogenization. Absorption water was then added while mixing for 1 min. Water was added to the mixture, which was mixed for 3 min and then paused for 3 min. After a pause of 3 min, concrete was mixed for a further 2 min. Finally, the concrete was poured into the beam molds. For the three control beams, concrete was poured fully. A number of three prism molds were prepared from each concrete mixture to monitor the flexural strength. For the three composite RC-SHCC beams, the steel skeleton of the beam was first placed in an inverted manner inside the beam mold. Concrete was poured, leaving a 50-mm top layer in the mold where the SHCC would be cast. After one day, the SHCC mix was prepared in a Hobart mixer of 30-L capacity. The cementitious materials (OPC + FA) and fine aggregate were mixed for 1.5 min to homogenize the dry mix. This was followed by the addition of water commingled with SP to the dry mix, and then waiting for 2 min until a homogenized mix was obtained at medium speed (about 175 rpm). Next, PVA fibers were slowly added to the mixture in small amounts for good dispersion at a slow speed (about 60 rpm) for 2 min. After the addition of the fibers, the mixer was switched to medium speed until a homogenized mixture of SHCC was achieved. Finally, SHCC was poured into the 50-mm layer left in the inverted beams (i.e. composite RC-SHCC beams). Dumbbell-shaped and prism samples were also cast from SHCC to study their tensile and flexural strengths, respectively.
Curing procedure
The six beams were demolded and placed under the effect of different environmental conditions up to the testing date. Each curing condition contained one control RC and one composite RC-SHCC beam. To clarify, the first two beams of RC and composite RC-SHCC were cured under standard moist curing conditions of a temperature of 21 ± 2°C and relative humidity of 100%. The second pair of beams was cured inside a steam tank (Figure 5) at 100% relative humidity and 60 ± 2°C temperature. The third pair of beams was cured in a simulated hot chamber (Figure 6) at a relative humidity of less than 10% and a temperature of 40 ± 2°C. The ASTM C78 for flexural strength of concrete and SHCC prisms was followed along with the corresponding beams in their respective environmental conditions.

Steam curing medium for beam specimens.

Hot curing medium for beam specimens.
Testing procedure
To determine the flexural, uniaxial tensile, and compressive strengths of the SHCC samples, a 30-kN Instron testing machine (Model 3367) was used. Dumbbell-shaped molds for the preparation of SHCC samples were used, and samples were tested in a uniaxial tensile strength test, as illustrated in Figure 7(a). The dimensions of the samples are given in Figure 7(b). Moreover, cylindrical concrete specimens (100 mm2 × 200 mm2) were used to evaluate the compressive strength of concrete and SHCC (ASTM C39). A three-point flexural test was performed on ASTM C78 prisms (75 mm3 × 75 mm3 × 300 mm3) of control concrete and SHCC using the same machine with the test setup presented in Figure 8. Moreover, a four-point flexural test was performed on all control and composite RC-SHCC beams (Figure 4) using Amselor’s servo-controlled hydraulic testing machine of 3000-kN capacity, as shown in Figure 9.
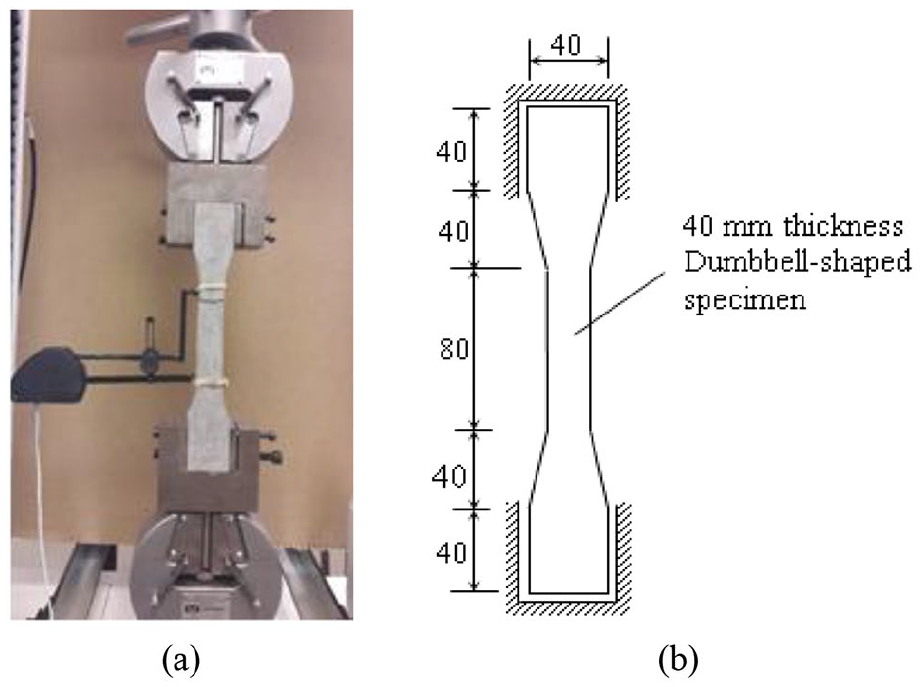
Uniaxial tension test for SHCC specimens: (a) setup and (b) schematic diagram of dumbbell specimens.
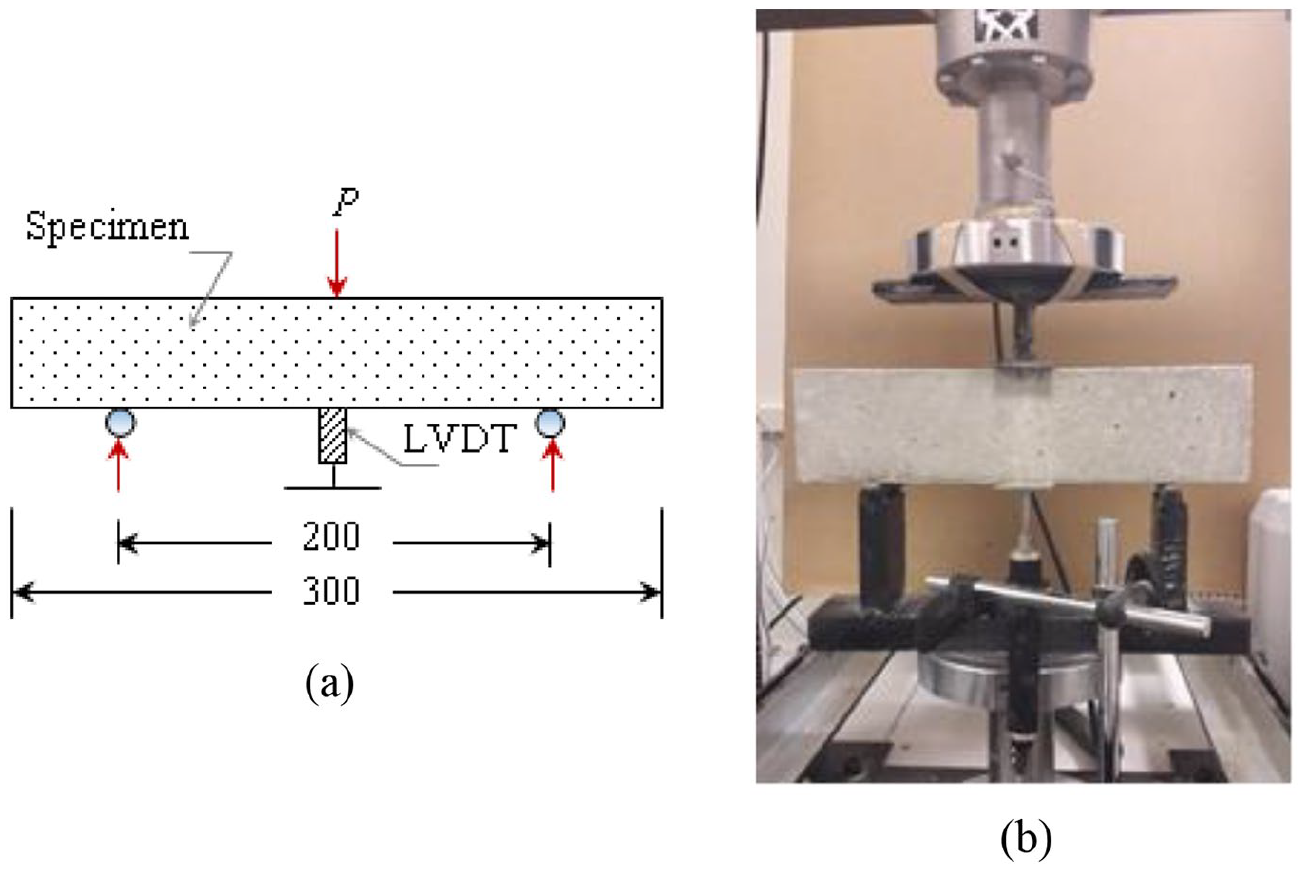
Three-point flexural test for concrete and SHCC prism specimens: (a) schematic diagram and (b) testing setup.

Four-point flexural test for concrete and SHCC beam specimens: (a) schematic diagram and (b) testing setup.
Two Linear Variable Differential Transformers (LVDTs) (Tokyo Sokki, model FDP 50A with 300 × 10-6 strain/mm sensitivity) were placed underneath the beam at the midpoint to measure the average deflection. In addition, two strain gauges were placed at the top surface and the midpoint of the beams to measure the compressive strain. Furthermore, two strain gauges were attached to the bottom rebar’s at the midpoint of the beam to measure the tensile strain in the rebar. A load was applied to the beam at a displacement control rate of 0.5 mm/min until final failure. All testing sensors (the load cell, strain gauges, and LVDTs) were connected to a data acquisition system (Tokyo Sokki, model TDS-630 with a speed of 1000 channels in 0.1 s) to record the load, deflection, and strain during the test. Furthermore, the crack pattern in the concrete and SHCC layer was photographed and assessed at the end of the test for the six beams. It is worth mentioning that the top part of the concrete beam should be crushed at the end of the test. Moreover, three samples were prepared to evaluate the tensile, compressive, and flexural strengths of the concrete and SHCC.
Results and discussion
Mechanical behavior of concrete and SHCC samples
The 28-day compressive strength and modulus of elasticity of the control concrete under standard curing conditions were 37.5 MPa and 28.7 GPa, respectively. The tensile stress-strain curves of the SHCC dumbbell sample under normal, steam, and hot curing conditions at 28 days are shown in Figure 10. This figure demonstrates that SHCC samples under the various curing regimes exhibited comparable pseudo-strain-hardening behavior. With respect to standard curing, steam curing decreases the tensile strength of SHCC slightly (about 4%), while the reduction in the strain capacity becomes noticeable (about 15%). With respect to normal curing, hot curing does not influence the tensile strength; however, it insignificantly increases the ductility of the composite (about a 7.5% increase in the strain capacity). Under normal, hot, and steam curing conditions, the average ultimate tensile strengths of the SHCC samples were 5.94, 5.94, and 5.74 MPa. The additional demonstrative figure is added to Figure 10 to present the stress at the first crack. It is noted that stress at first cracking for standard curing is the lowest while at hot curing, it was the highest while it was at an intermediate state with steam curing. In addition, the maximum strains (

Tensile stress versus strain for SHCC dumbbell samples under various curing regimes.
The effect of curing conditions on the cementitious systems is well reported.26,27 It is a fact that temperature has an activation effect, which accelerates cement hydration. The improvement in the strength of the cementitious matrix in SHCC is likely unfavorable, as it increases the fracture toughness (the energy required to cause a complete failure of material) that negatively reduces the strain-hardening (the material response after stressed more than its yielding strength, whereas it turns into a stronger situation, as extra plastic strains develop) properties, as the case with steam curing. However, hot curing has led to a substantial deterioration in strain-hardening properties with water evaporation due to low humidity and elevated temperature. It led to a deterioration in the hydration process and the dependent strain-hardening properties. This explains the noted trend under different curing regimes. To that end, no such research work on the effect of the curing regime on the mechanical properties of SHCC reinforced concrete beams could be cited. The only published work was limited to the effect of curing temperature on the properties of SHCC as a composite.32,33,42 In general, the available literature discusses SHCC as a cementitious matrix or composites not as retrofitting materials in a concrete beam under various curing regimes, as in this study.
Figure 11(a) depicts the load-deflection relationships for the concrete prisms under various curing regimes. This figure demonstrates that the flexural behavior of the concrete prisms under all curing regimes is typically elastic. In addition, the flexural stiffness of the concrete under hot curing is comparable to that under normal curing, while the hot curing notably decreases the ultimate load of the concrete (to about 12% less, as shown in Figure 10(a)). With regard to normal curing, the steam curing favorably increases the ultimate load of the concrete prism and slightly increases the corresponding deflection (about 10% more load and deflection increased from 0.30 mm to 0.35 mm, as shown in Figure 11(a)). However, the steam curing notably reduced the prism’s stiffness under flexural loading conditions. This unfavorable response could be attributed to deterioration of the tenacity of PVA fibers that reduced overtime under steam curing, due to their synthetic chemical nature. 43 Hot curing under dry conditions has a deteriorating effect that accelerates the early hydration of cement with water loss and drying shrinkage. As a result, it perhaps harms the quality of hydration products and developed strength. Owing to these, the variations in the beam cured under hot and dry conditions can be explained.

Load versus deflection for prism specimens under various curing regimes: (a) concrete and (b) SHCC.
Figure 11(b) shows the flexural behavior of the SHCC prisms as obtained under the three different curing regimes. Figure 12 presents the effect of the curing regime on the ultimate flexural load of the concrete and SHCC prisms. As for normal concrete, this figure shows that the hot curing regime has an unfavorable impact on the overall load-deflection correlation of the SHCC prism. Figure 12 shows that the ultimate loading capacity of the SHCC prism under a hot curing regime decreases dramatically (by approximately 25%) with respect to normal curing; however, the steam curing method marginally increases the ultimate loading capacity of the SHCC (by approximately 4%). It should be noted that the deflection corresponding to the ultimate load for both normal and hot curing is almost typical (approximately 3.5 mm, as shown in Figure 11(b)). On the other hand, the deflection corresponding to the ultimate load for steam curing is approximately 70% of that for both normal and hot curing.
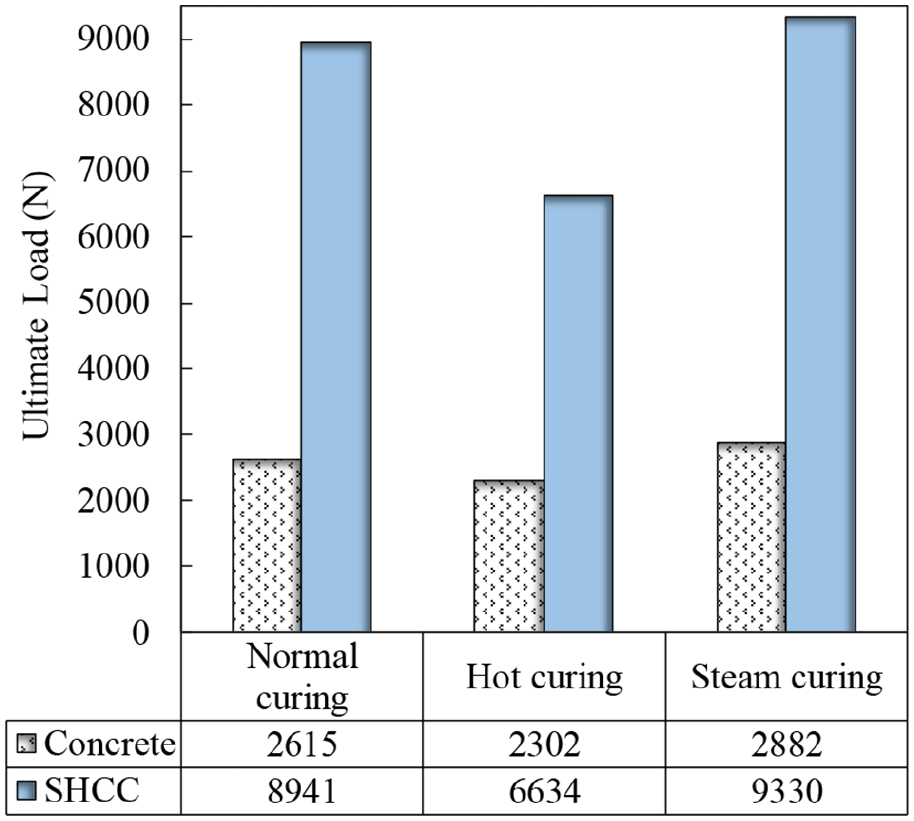
Effect of curing regime on the ultimate flexural load of concrete and SHCC prisms.
This finding reveals that hot curing conditions markedly decrease the loading capacity of SHCC with a slight influence on its stiffness, which simulates similar environmental conditions prevailing in the arid areas. However, steam curing slightly increases the stiffness of SHCC and marginally improves its loading capacity, which on the other hand, simulates similar environmental conditions prevailing in the Arabian Gulf. This finding could be attributed directly to the deteriorated quality of the cementitious matrix in SHCC under the hot curing regime. This low-quality hydration product negatively affects the fibers’ pullout mechanism. It compromises their role owing to an increased frictional force with the matrix.
Flexural behavior of RC and SHCC-RC beams under various curing regimes
Table 5 summarizes the basic flexural properties of the RC and SHCC-RC beams. In this table, the percentage increase/decrease in load capacity (
Flexural characteristics of RC and SHCC-RC beams.

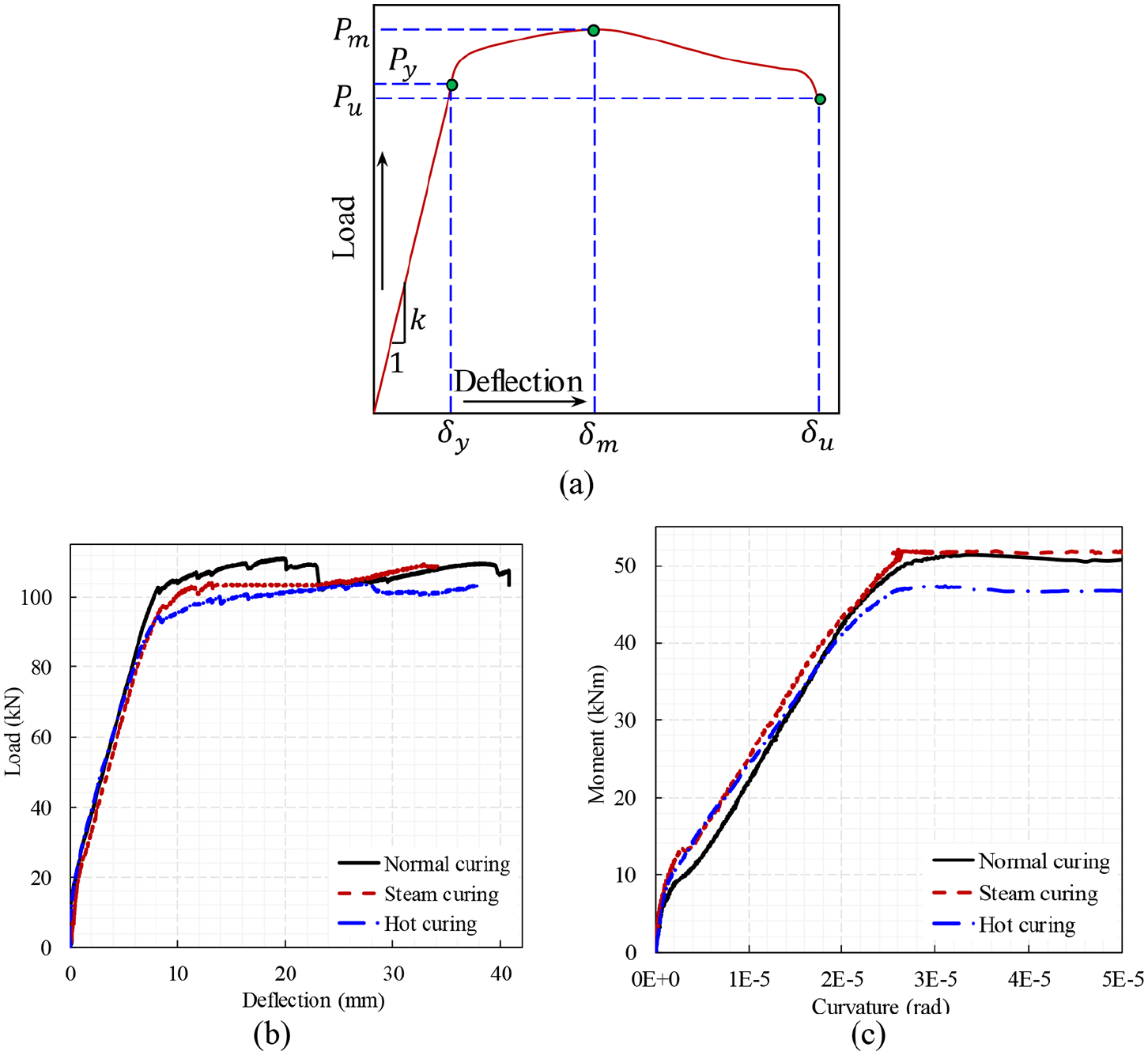
(a) Typical flexural behavior of beam (Table 5 symbols’ definition), (b) load-defection, and (c) moment-curvature curves.
Unlike the control concrete beams, Figure 13(b) and (c) demonstrates that the curing regime has a notable influence on the entire flexural behavior of the RC-SHCC beams. However, as for the control RC beam, the RC-SHCC beam cured under hot conditions has the minimum flexural behavior with respect to normal and steam curing conditions. The highest and the lowest observed moment capacities for the RC-SHCC beam were under steam curing (approximately 56 kNm) and hot curing (approximately 45 kNm), respectively. The same justifications abovementioned for the role of temperature and relative humidity could also be applied to explain this difference in the moment capacity. In contrast, for steam curing, the effect of drying shrinkage is minimized.
Figure 14 illustrates the influence of the curing regime on the moment capacity of the control and RC-SHCC beams. This figure proves that the highest moment capacity for both beams is that under steam curing. However, for the control beam, there is an insignificant variance between the ultimate moment of the beam cured under normal and steam conditions (a difference of approximately 3%). Moreover, the hot curing regime notably decreases the moment capacity of the RC-SHCC beam (about 20% less with respect to steam curing). This difference is also attributed to the quality of the cementitious matrix of this RC-SHCC beam.
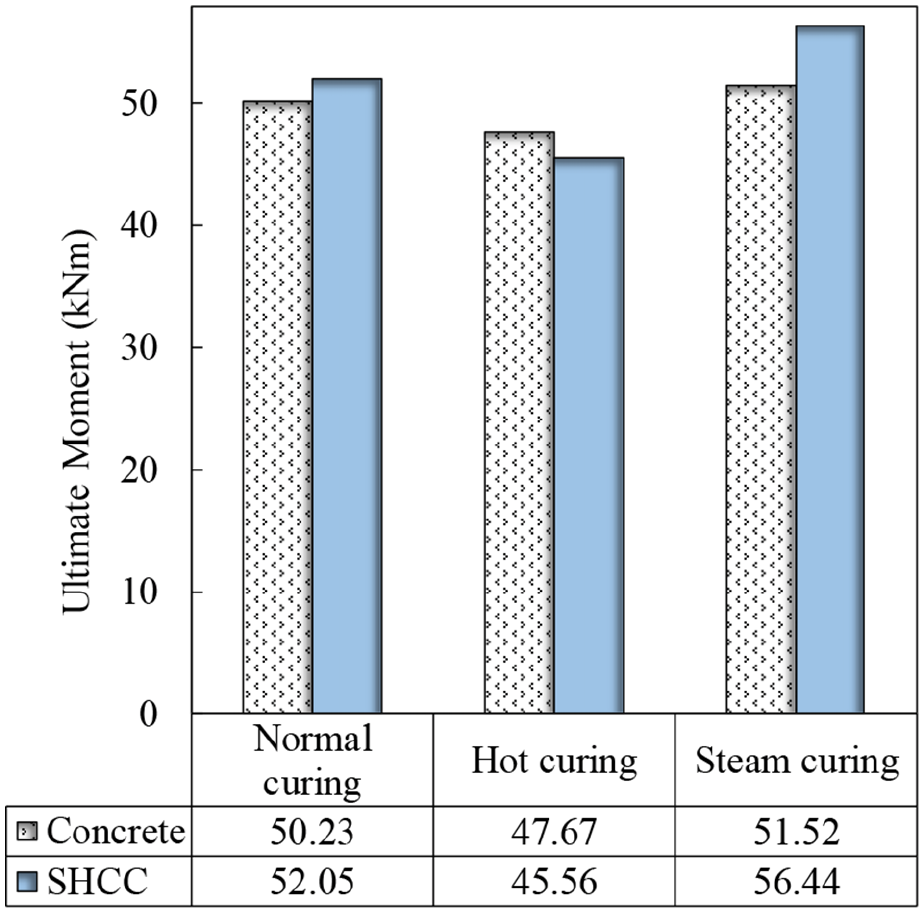
Influence of curing regime on the ultimate moment of control and RC-SHCC beams.
Cracking pattern for concrete and SHCC beam under various curing regimes
Cracks in concrete are unavoidable and can provide a way for aggressive environmental elements and chemicals to attack the reinforcement, thus causing corrosion and deterioration. As SHCC has the unique behavior of multiple microcracking under tension, the cracking response of RC-SHCC layered beams is a key factor in describing its entire flexural behavior. Figure 15 shows the cracking pattern in the control and RC-SHCC beams after complete failure. It can be observed from this figure that the curing conditions notably influence the cracking pattern in the control and RC-SHCC beams. Exclusive of the RC-SHCC beam cured in a hot room, all beam specimens failed because of the concrete crushing in pure ductile failure. However, the RC-SHCC beam in hot-room curing conditions showed that a predominantly brittle failure occurred owing to shear. Moreover, the failure of all RC-SHCC beams was initiated at the midspan. At this point, a crack was visible in the concrete substrate; however, it is difficult to observe in the SHCC layer as microcracks have very tiny widths. With an increased load, more cracks start to develop in the SHCC layer and concrete substrate.

Crack patterns of control and RC-SHCC beams: (a) control beam-normal, (b) RC-SHCC beam-normal, (c) control beam-hot, (d) RC-SHCC beam-hot, (e) control beam-steam, and (f) RC-SHCC beam-steam.
After the yielding of steel, more fine cracks prevail in the SHCC layer, and the cracks in the concrete substrate start to widen and propagate upward. It is worth mentioning that the multiple cracking of SHCC occurs owing to the stress transfer capability of PVA fibers through the bridging effect. This effect redistributes the tensile stress, and the localized cracking in SHCC is accordingly delayed. Figure 15(b), (d), and (f) demonstrates that SHCC crack patterns may be divided into two types. The first cracking pattern in SHCC consists of multiple cracks developed randomly owing to induced tension, as marked with a red circle. The second pattern involves multiple microcracks diffused from the concrete substrate macro-crack, as marked by a yellow circle. This multiple cracking in the SHCC layer is evolved by the strain concentration at the concrete-SHCC interface. At peak load, the ultimate strain capacity of the SHCC layer is exhausted, and the localization of SHCC macro-cracks occurs. The RC-SHCC beams experienced a complete rupture of the SHCC layer in the equal moment span, after yielding of the bottom steel and before concrete crushing. Delamination (detachment) between the concrete substrate and the SHCC layer occurs in the RC-SHCC cured beams under various curing conditions; however, it caused the failure of that under hot curing. The presence of this delamination crack, which diffused from the support to the mid-span region, indicated that the transferred tensile shearing stresses over the RC-SHCC interface were in access to the bonding strength of that interface. It is worth noting that various investigators commonly observed the delamination phenomenon of retrofitted infrastructure.44–46
Table 6 summarizes the cracking behavior of the control and SHCC beams under various environmental conditions. The total number of mid-span cracks, crack density, and average crack spacing in the concrete substrate and SHCC layer of the beam specimens after failure are presented. It is shown that the number of cracks in the SHCC layer is greater than that of the concrete substrate. It can be observed that the number of cracks in the SHCC layer is increased as compared to that of the control beams. The crack density in the maximum moment region for the RC-SHCC beams is higher than that of the control beams, which is attributed to the fact that SHCC shows better crack control. In addition, control beams cured under different environmental conditions show different crack densities and average spacing for the three beams. Under normal environmental conditions, more cracks were observed in the maximum moment region as compared to the hot and steam cured beams. This is attributed to the lesser toughness of the matrix as compared to other environmental conditions.
Crack properties of beam specimens in mid-span.

Ductility analysis
An essential property of a structural member with respect to safety is the ductility of the member. Ductility is the capacity of a member to sustain the load from the yielding point to the peak point in an inelastic manner. The strengthening of RC beams with SHCC improves their flexural stiffness and strength, but it affects the ductility of the strengthened beam. Since this work involves different curing regimes for the beam specimens, the effect of curing on the ductility of the beams is an essential property to understand. The ductility of a beam can be expressed as “section” or “member” ductility (µsec or µmem, respectively). As introduced by Hussein et al.
30
µsec is the ratio of the ultimate (

(a) Member ductility and (b) section ductility of the RC-SHCC beam.
In Table 7, the section and member ductility values obtained from the moment-curvature curves and load-deflection curves of all beam specimens are given. According to the CEB-FIB (1990) recommendations, there should be a minimum section ductility of 1.7 for a beam to be ductile. This recommendation ensures that sufficient plastic deformation takes place in the tensile reinforcement to produce a sufficient warning before failure. Keeping this recommendation as to the control, the section ductility of the RC-SHCC beams should be greater to avoid brittle failure. Section ductility seemingly more than that of deflection ductility in most of the cases, however, in the beams where deflection ductility is more than section, it may be due to measurement of strains through strain gauges bonded on steel rebars which crack due to local crack-strain gauges. In Figure 17, the ductility indices of all beam specimens are given for comparison. This figure demonstrates that RC-SHCC under hot curing exhibits inadequate ductility as its section ductility (its section ductility is 1.11 < 1.7). As mentioned above, this finding agrees with the observation of the cracking pattern and failure mechanism (brittle shear failure) of the SHCC-RC beam under hot curing.
Ductility indices of beam specimens.


Ductility indices of beam specimens.
Unlike the control beam, the hot environmental curing conditions alter the ductile behavior of the RC beams reinforced with SHCC layers against brittle behavior. With regard to the member ductility, Figure 17 reveals that both steam and hot curing have negative impacts on the SHCC-RC beam with respect to the control beam. However, under normal curing, the SHCC-RC beam has comparable member ductility to that of the control beam. Based on the above discussion, the normal curing regime provided favorable outcomes in terms of applicability, cost, and flexural behavior. Accordingly, the SHCC layer under a normal (regular) curing regime can be efficiently used to retrofit RC beams. However, as far as improved deformability (i.e. notably less deflection or curvature) is demanded by using an SHCC layer in the tension zone of RC beams, the steam-curing regime provides a feasible alternative.
Conclusions
The use of SHCC as retrofitting and strengthening material for concrete beams is highly sensitive and dependent on the curing conditions. The mix design of SHCC has a substantial effect on the overall performance under various curing conditions. For example, the presence of superabsorbent polymers as one of the SHCC components enables the withstanding of the harsh curing conditions, which elevates the overall cost. In this paper, the influence of normal, steam, and hot curing conditions on the flexural and ductility properties of RC beams retrofitted with SHCC layers was investigated. It is worth noting that the following conclusions are perhaps applicable to the studied mechanical, exposure, and geometrical conditions of the SHCC layer and the retrofitted beams:
Strain-hardening properties are dependent on the curing conditions, as they affect the relationship between the cementitious matrix and PVA fibers and, accordingly, the strain-hardening properties. Any variation in SHCC layer as a retrofitting material would directly affect the overall mechanical properties of the structural unit.
It is confirmed that high temperature and low relative humidity have a negative effect on mechanical properties. The flexural behavior and loading capacity of normal concrete with and without SHCC as a retrofitting material under hot curing are highly affected except for the stiffness. The steam curing, however, slightly increases the stiffness of SHCC layer and marginally improves its loading capacity due to the enhancement in its fracture toughness because of the curing conditions.
For normal concrete, the moment capacity under steam curing conditions is marginally affected in the control RC beam with respect to normal curing (about 2% higher) in contrast to the hot curing, which slightly decreases the moment capacity (about 10% less).
For the retrofitting layer, as SHCC is a curing-regime affected material, the entire flexural behavior of RC-SHCC beams is highly reliable on the curing conditions. It is concluded that a normal curing regime is an optimum solution, as it satisfies the most practical, cost-effective, and performance requirements. Both steam and hot curing have negative impacts on the member ductility of the SHCC-RC beam. Under cautious conditions, steam curing might offer an effective curing regime for an SHCC layer to retrofit existing RC beams if a drastic strength upgrade becomes essential.
The outcomes of the current experimental investigation shed light on the importance of curing conditions on the mechanical response of RC beams. Given the scope, delimitations, and findings of this study, it would be advantageous to expand it to integrate nonlinear numerical modeling of the retrofitted beams. This kind of modeling involves the development of validated constitutive models of the materials of different properties and handling systems. The results of such simulation models would include the mechanical and deformability responses of beams.
A calibrated and verified numerical model could be used to generate practically acceptable results for replicated test specimens, which can notably enhance the cost-efficiency and reliability of the research program. The validation process of the numerical model will perhaps require an extensive experimental program that includes test specimen replicates to ensure reproducibility and assure the dependability of the results.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors extend their appreciation to the Deanship of Scientific Research at King Saud University for funding the work through the research group project No. RGP-VPP-105.