
Abstract
The productivity and product quality of a shuttle loom are comparatively less than that of a shuttleless loom because of its high power consumption, more losses of energy, and fault susceptible picking mechanism. The economical commercialization of shuttle loom weaving requires systematic aspects of quality control which enable the mill to adhere to the methods of defect control methods. The current study focuses on the effectiveness of loom patrolling in minimizing fabric defects in the quality inspection department. The t-critical Value distribution of the recorded loom patrol defects and defects recorded in the quality inspection section were calculated to get the rejection region. The study demonstrated how much loom patrol minimizes the number of defects in the inspection department and emphasized loom patrolling as a decisive defect control method for shuttle looms. The t-critical value was calculated from the recorded data of the snap study done through direct observation, interview, and check sheet and these data were also analyzed using the Pareto technique, and focus group discussion. It was found that reed mark, temple mark, over pick and double pick were frequent in the shuttle looms. The causes of the defects were material, process, and human-related problems ranging from spinning section up to finishing section. Scientific Remedies were applied to avoid the successive coming of the faults and minimized the frequency of the defects significantly.
Introduction
Quality is essential for any manufacturing or service industry to guarantee sufficient market share and meeting customer satisfaction thereby winning customer loyalty. In fact, in today’s very competitive market, it can be said that quality is the main factor in determining the success or failure of an organization. 2 A standard product which satisfies the customers’ need is the “QUALITY”. Fabric quality mainly consists of two components; the Fabric properties and Fabric faults/defects. Quality control is not a single-step procedure; it is a multi-step procedure in which Testing of materials, Analysis of and Corrective actions involve. 18 Textile Industry is majorly concerned with quality. Profitable industry produces the highest quality goods in the shortest amount of time. Fabric defects are responsible for nearly 85% of the defects found by the garment industry. Manufacturers recover only 45%–65% of their profits from seconds or off-quality goods. 3 Therefore detecting, identifying, and preventing defects from reoccurring is mandatory for customer satisfaction and mill profitability.1,6,8,9
The defect is an area of fabric that does not conform to the features of fabric or fulfill the requirements which increases the dissatisfaction of the customer. 5 Defects are broadly classified as minor, major, and critical defects. Minor defects include small faults which do not influence the purchase of the product. Major defects are those which when exposed, are likely to affect the purchase of the product and are hence categorized as seconds. Critical defects would cause an entire roll to be rated as a second or worse. 18 Value loss is attributed to the defective fabric sold as substandard, rags, etc. 19 Most defects in fabric occur during weaving. Some of these fabric defects are visible, while others are not. However, some fabric defects may be rectified during weaving and after weaving while others are not. 7
Faulty woven fabrics hamper the total quality of woven garments such as shirt, pant, trouser, jacket, etc. the manufacturers should know about the major woven fabric faults which produced during woven fabric manufacturing (Shanmugam, 2008). 25 The major causes of fabric defects are machine or process malfunctions, faulty yarns, and/or machine spoils. Each factor has different effects and greatly reduces the sale and serviceability of the textiles. Though the fabric manufacturers try to make the fabric fault free, somehow different kind of unwanted flaws is found in the fabrics.10,11,13
Fabric defect detection is a quality control process that aims at identifying and locating defects of fabric. Defect detection methods are mainly categorized in statistical approach, spectral approach, and model-based approach. The statically mainly focus on the statistical behavior of different regions of an image and describes the spatial distribution of gray level by two representations auto-correlation function and co-occurrence matrix. 6 Methods in these approaches are applicable when texture images are composed of reoccurrence of some basic primitive with acceptance of specific rules of displacement. Therefore, spectral approaches are not suitable for images with random texture features. 20 Any random field in mage can be defined by the stochastic model which is modeled by the simple function of an array of random variables. 6 This modeling-based approach has the advantage that it can produce a texture that can match the observed texture. Model-based approaches are most suitable to fabric images with stochastic surface variations or for random textured fabrics for which the statistical and spectral approaches have not yet shown good results Model-based methods include autoregressive model, fractal model, Markov random field model, and the Texem model. 20 Human inspection is the traditional means to assure the quality of fabric. It helps instant correction of small defects, but the human error occurs due to fatigue and fine defects are often undetected. Therefore, automated inspection of fabric defects becomes a natural way to improve fabric quality and reduce labor costs. In the textile industry, before any shipments are sent to customers, inspection is needed for maintaining the fabric quality.4,6,17
Researchers12,14–16 studied a newer approach of defect detection and classification by video recording and image captured during the quality control process. In all cases, the accuracy rate of defect detection and classification of more than 95% on average was recorded. Compared to conventional visual detection; camera detection can detect almost impossible to be localized defects and provides a cost-effective and competitive defect detection and classification. Of course, the creation of algorithm and graphical user interface software language is required to realize such techniques and it demands well-established know-how and accessories. Such an automated inspection system is a computer-based vision system and they can continuously inspect fabric without pause mostly in off-line or off-loom systems (Malek, 2012). 21 , 22
Kordestani et al. 23 reviewed a survey of recent researches on fault diagnosis, detection, and isolation of early developing faults and the necessity of preventive maintenance to minimizing catastrophic incidence failure. The present most common fault detection and isolation approach the built-in test and external test equipment fail to recognize complicated defects for the fact that complicated defects are multi-functional originating from different causes. Recent research interest in the area of defect detection and isolation is condition-based monitoring which has a higher degree of accuracy than the conventional method. It detects faults before process break and aware the workers about the production breaks in advance which enables great maintenance cost savings. 24
Most of the research findings discussed the defect detection and classification techniques in the quality Department in an off-line fashion. Theoretically, the more efficient inspection systems which result in less defect and better fabric quality are the online or on-loom patrol. The current study focuses on the necessity of loom patrolling and its effectiveness in minimizing fabric defects in the quality inspection department. Statically defect data were analyzed from an online machine patrol and an off-line inspection room recorded defects. The static data were analyzed by calculating t-critical value distribution to justify whether Ha (alternative Hypothesis) which stands for the hypothesis “the loom patrolling is effective for defect minimization in quality inspection room” or Ho (no Hypothesis) which stands for no significance is true.
Method
Result and discussions
Loom Patrolling was carried out to control occurrences of defects by checking the loom mechanisms and accessories systematically during woven fabric manufacturing to ensure that their contribution to fabric defect is minimum. The shuttle looms in the mill were old and the mechanical mechanisms of the machines were weary. Loom-wise faults such as an incorrect arrangement of loom resulting which results in take-up motion, back-rest roller and warp let-off motion-related defects and Low quality of loom auxiliaries including Shuttles, temples, Pick, Picking sticks, Harness, and Reeds were snap studied during patrolling the shuttle loom. By the snap study in the mill, bad selvage, reed mark, temple mark, and under pick were found to be frequent. The causes of the defects were the faulty incidence of loom mechanisms and accessories. While the patrol snap study of the bad selvage, Wrong draw and temple damage to the selvage was identified. The causes of bad selvage were corrected by mending/changing defective temples, maintaining warp yarn tension in the selvage to the required level, and balancing the number of ends per cm in the selvage line.
Reed mark which causes irregular spacing between groups of warp yarns across the width of the fabric was attributed to damaged or defective reed and late shedding. The late shading incidence was corrected by minimizing the toughness of the lower warp sheets so that timely shedding takes place. Additionally, the warp tensions were maintained by raising the backrest to provide adequate tension.
Holes and surface disturbance along the selvage of the fabric were caused due to bad temple bars. The fault was amended by reducing warp tension, selecting proper temples, and aligning the temples for the weaves properly.
Several incidents cause under-pick resulting in weft breakage. Poor yarn strength, rough shuttle eyes snagging the weft, poor winding causes the yarn to slough-off and catch, or an improperly Pirn placing in the shuttle were patrolled and corrected in the looms. Cautions have taken to use adequate yarn strength and properly wound weft packages to amend the under pic fault.
It is observed that the beating mechanism fails to push the inserted weft yarn to the fabric fall and during the second beating action, Instead of single yarn, double weft yarns were inserted in the fabric. Also, the cutter fails to work properly and results in double end insertion. Such Incidents were patrolled and reported for the correction actions by the maintenance department. The maintenance department maintained the mechanism of the beating and cutting after which the proper insertion was assured.
From machine history snap study in the mill, loom No. 1 and loom No. 3 have been taken out of the production line due to mechanical mechanism failures and given major maintenance several times during different production years. The several major maintenances made to the machine mechanisms and spare parts resulted in dismantling and resembling of the machines. The re-assembling of the machine disturbed the optimal mechanism operation and the spare parts performance. Due to the problem imposed by the major maintenances the machines are weary and old compared to the other looms in the snap study? During loom patrol, more frequencies for all types of defects were recorded in these two machines since the failure of loom mechanisms and the spare parts in the machines are frequent. It is recommended to the mill use scheduled minor, intermediated, and major maintenances timely for the smooth running of loom mechanisms and spare parts.
History Snap study of Machines No. 2 and No. 4 indicated the machines were subjected to only minor and intermediate maintenances during different production years in their life cycle. The problem of inserting double pick which is due to cutter failure was the more frequent defects found in the looms and is resolved by replacing properly functioning cutters.
Online inspection is crucial to maintain fabric quality by correcting the causes of the defect before its occurrence. Below is the summarized by Loom patrol detected defects and defects recorded in the quality department during fabric inspection.
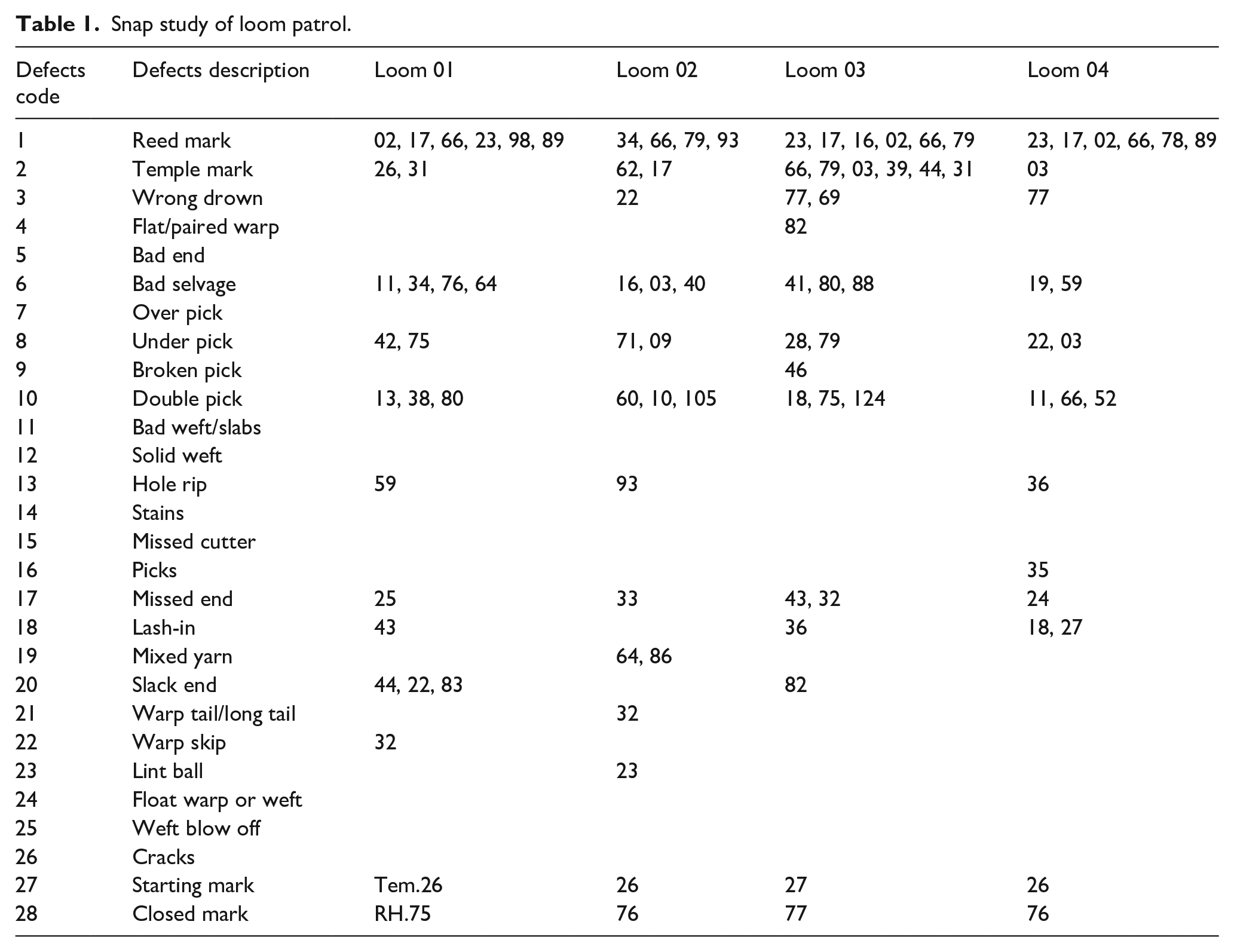
The above-discussed defects are the majors among the identified faults. Other defects were recorded with lower frequencies in the mill (see Tables 1 and 2). The average frequencies of loom patrol identified and recorded defects during six snap study times for each machine are summarized in Figure 1(a). For example, the average reed mark defects recorded during different snap studies is 49.17 which is the mean value of 02, 17, 66, 23, 98, and 89 representing reed mark faults recorded during the six times snap study for loom No. 1. Likewise, the recorded data in Table 3 were averaged and plotted.
Snap study of loom patrol.
Snap study of defects and their Frequency distribution in the quality department.


Defects and their frequencies: (a) loom patrol and (b) fabric inspection.
Defect reduction by online patrolling.

Table 3 is the study conducted to determine the effectiveness of Loom patrolling/online inspection to minimize the gray fabric defect in the quality department. The Value Xd is the difference between loom patrol recorded defects on the loom to the fabric inspection recorded defects in the quality department. In this study there are two hypotheses, where Ha (alternative Hypothesis) stands for hypothesis supporting the loom patrolling is effective for defect minimization in quality inspection room and Ho (no Hypothesis). The null and alternative hypotheses are true if the mean difference (µd) satisfies the rule Ha = µd < 0 and Ho = µd ⩾ 0.
α = 5% = 0.05, Degree of freedom (df) = N−1 = 4. t-value at 4 degree of freedom, and α = 5% is 2.131 (used −2.131 Since it is for left tail)..
For the alternative hypothesis (Ha = µd < 0), a left tail t-test was carried out to find the critical t-value that separates the rejection region from the failed to reject region using a 5% significance level and 95% confidence interval.



t-critical value distribution.
The calculated critical t-value (Ct) = −4.832 is much less than the critical t-value of the negative tail which is −2.131 and is located in the rejection region, which means the null hypothesis is rejected in consideration of the alternative hypothesis (Ha = µd < 0) supporting that loom patrol has effectiveness on reduction defect in gray fabric.
Another cause of woven fabric defect in the mill was skill problems and negligence of the weavers. Unless weavers are conscious about quality, it is difficult to avoid weaving defects. Training and awareness creation for the weavers was also used to enable the weavers to patrol the loom themselves to prevent the defect causes from occurring. Negligence of weavers needs supervision and considering the optimal workload of the weavers is mandatory. A daily-consolidated report about sort-wise defect per 100 m should be sent to the weaving supervisor with a copy to the weaving department head to reduce negligence of the weavers by advising and mentoring.
Inspecting the piece from the newly grated loom is to inspect whether the first piece from the newly gaited loom is a comfort to the prescribed or desired standard. During the first piece inspection, the fabric width, fabric length, and warp density, and weft density are some of its components to be inspected. The first piece is taken to the folding department and inspected for design specification after the inspection report is sent to the weaving department and if the piece does not conform with the prescribed or the desired design the necessary changes should be carried out. The inspection is continuous until the piece conforms to describe the design.
Conclusion
Defect, an area of fabric that does not conform to the features of fabric or fulfill the requirements which increase the dissatisfaction of customer are classified as minor, major and critical. The Major defects affect the purchase of the product and the fabrics exposed are hence categorized as seconds. The critical defects result in fabric rejection and greatly affect mill competitiveness and profitability.
The major causes of fabric defects are machine or process malfunctions, faulty yarns and/or machine spoils, and negligence of the weavers. Each factor has different effects and greatly reduces the sale and serviceability of the textiles. Loom patrol which is an online inspection technique checks the loom mechanisms and accessories systematically during woven fabric manufacturing to ensure that their contribution to fabric defect is minimum. Observing defects and detecting the loom parts such as properly functioning of the temple, timely beat up action and proper functioning of the other parts needs to be studied continuously twice per shift for 20 min each cycle. Loom patrol also helps to supervise and mentor of weaver’s negligence.
Loom patrolling is effective in minimization of defects in the quality inspection room. Once production is commenced; the machine mechanisms and weavers-related defect causes can be identified and corrected before their occurrences. First piece inspection and gray fabric inspection are also useful for grading fabric quality and recording feedback for the production department. The production departments utilize the feedback from fabric inspection looms to amend the causes for improved fabric quality. Apart from patrolling and inspection of gray fabric, training and awareness creation to weavers is crucial to minimize the weavers’ related faults.
Even though some online defect detection and identification techniques are in use; the techniques suffer drawbacks of withstanding machine vibration and mechanical factors. It is envisioned to devise a mechanism that can perform well in the mechanical production condition of looms to enable online defect control, especially for shuttle looms. Shuttle looms are more susceptible to vibration; the accessories and interfaces used for an online defect control must adapt to such working conditions otherwise it will not function properly. Further studies can be commenced because of the discussed shortcomings.
Footnotes
Declaration of conflicting interests
The author declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author received no financial support for the research, authorship, and/or publication of this article.