
Abstract
A series of six industrial bleached hardwood kraft pulps produced from Eucalyptus globulus (BEKPs) under variable process conditions were dry-defiberized on a pilot scale hammermill at 3500 rpm and the nonwoven air-laid fabrics evaluated for their specific volume, absorption capacity/absorption rate and fiber network strength. The effect of non-defiberized fiber aggregates (knots) on the former properties was evaluated. Processual variations in pulping and bleaching conditions revealed variability within 15% in the absorption capacity of fluff pulps and within 25% in the network strength of the air-laid formulations. These variations were attributed to changes in the chemical composition of BEKPs and fiber morphology. The importance of pulp bleaching sequence on the quality of BEKPs for fluff applications was highlighted. BEKPs, having a high residual xylan content with a greater amount of uronic/hexenuronic moieties and coarser/deformed fibers, revealed the best performance in fluff applications. The coarseness was considered a critical morphological parameter of the fibers, strongly affecting the porosity of air-laid formulations, which determined the absorption capacity and the network strength. The absorption capacity of fluffed BEKP was comparable of commercial bleached softwood kraft pulp (BSKP), although the latter showed almost triple the network strength of air-laid formulations produced with BEKP. BSKP proved to be much more vulnerable to dry defiberization conditions than BEKP and suffered a pronounced cut of fibers, producing larger amounts of fines (dust) and stronger undesirable peeling and straightening of fibers. BEKPs can be considered a promising raw material for fluff applications, whose basic properties can be adjusted according to the needs by varying conditions in the pulping and bleaching process steps.
Introduction
Currently, the market for printing and writing papers is gradually decreasing due to the advanced development of electronic and digital media in modern societies. 1 Thus, in order to maintain the sector’s sustainability, considerable attention is paid to new applications of cellulose pulp that are not related to papermaking. Besides dissolving pulps used for the production of rayon fibers, increasing attention is paid to the production of pulp fibers used for convenience items after being dry-defiberized (fluff pulps). These nonwoven fabrics constituted of fluff pulp include disposable diapers, female hygiene/care products, surgical pence, absorbent toweling, and adult continence. 2 Fluff pulp is made essentially of softwood cellulosic pulps, which are produced by sulfate (kraft) or sulphite pulping and should be easily dry-defiberized.2,3 The softwood fluff pulps contains long cellulosic fibers (2–5 mm) possessing good absorptivity and the mechanical strength of air-laid formulations, but are difficult to defiberize and produce dust. Short fiber (ca. 1 mm) hardwood fluff pulps are an attractive alternative to softwood pulps though their applicability to air-laid formulations is much less studied.3,4
In the early 1980’s, a wide use of so-called synthetic superabsorbents (SAPs) has resulted in a noticeable decrease of cellulosic fluff pulp content in certain hygienic products. However, more than 95% of SAPs are synthetic polymeric materials (mainly cross-linked polyacrylates) produced from non-renewable sources, which end disposal creates huge environmental concerns. 5 Furthermore, these SAPs do not contribute to the integrity of the absorbent non-woven fabric and, therefore, it has become important that the cellulosic fibers involved can contribute to the compression resistance in the absorption cores of hygienic products. Accordingly, significant efforts are made to develop new materials based on predominantly biodegradable natural resources that can fulfill the necessary functions in the absorption core of a disposable diaper. The key function of the cellulosic fiber in the core of a diaper, still containing up to 15% SAP, is to acquire and distribute the fluid in the core in a manner that it can be stored in the superabsorbent polymer.6,7
Total global fluff pulp demand is growing around 3–4% per year being induced by the improvement of living standards, demographic trends and economic growth of developing countries. 3 More than 90% of all fluff pulps are fully bleached chemical pulps, of which more than 90% are kraft pulps. The contribution of chemi-thermomechanical pulps (CTMP) is less than 10%. The web formation, wet pressing and drying of fluff pulps differ from the same production operations of conventional paper grade pulps. Moreover, these steps are critical for the quality and processability of the final product.8,9 The conventional fluffs are derived from long-fiber coniferous species, such as southern yellow pine, known on the market as southern bleached softwood kraft pulp (BSKP).2,3 Over time, the global fluff market has become increasingly centered on BSKP due to the grade’s superior performance in absorbent hygiene applications and relatively low production costs. However, other raw materials and processes, such as softwood CTMP (chemi-thermomechanical pulps) and hardwood kraft pulps, are of growing technical and economic interest.3,10,11
The fluffiness (bulkiness of loosely laid fibers) and moisture absorption are the two most important quality parameters of the fluff pulp. According to its functionality, the fiber has the inherent characteristics of bulk, softness and high absorption. The intrinsic absorbency of fluff pulp, aside from its hydrophilic nature, is largely due to the length, diameter and stiffness of its fibers. Fluff pulps with an appropriate network structure and fiber’s strength can carry a large amount of SAP, thus allowing a higher moisture absorption capacity. For application in absorbent products, cellulose fiber should have an increased length and strength, and the fluff pulp sheet requires a suitable burst resistance. A good network strength is generally obtained if, during the dry defiberization of a fluff pulp, the fibers are well separated with no formation of dense aggregates of fibers called knots. Therefore, a low knot content is assumed as a basic objective, with the lowest possible defiberization energy consumption, keeping the fibers intact. Excessive consumption of energy does not only result in economic losses, but also in other drawbacks, such as decreasing fiber lengths, dust formation and electrostatic charging of fibers, which in turn hampers the formation of an even web.12,13
The basic characteristics of hardwood fluff pulps, such as knot’s contents, absorption capacity, wet compression behavior and network strength in an air-laid product can be improved by setting the conditions of pulp production and changing the pulp composition or by chemical modification of the pulp.10,14 At the same time, the potential of Eucalyptus globulus bleached kraft pulp for such kind of applications is still little known. In this study, a set of typical paper-grade Bleached Hardwood Kraft Pulps from E. globulus wood (BEKPs), kraft cooked and Elemental Chlorine Free (ECF)/Totally Chlorine Free (TCF) bleached under variable industrial conditions, were evaluated for the fluff pulp applications and compared with the properties of commercial fluff BSKP.
Experimental
Kraft pulps
Six produced eucalypt (Eucalyptus globulus) kraft pulps, kraft cooked and ECF/TCF bleached at extreme industrial conditions at the CELBI SA kraft pulp mill (Leirosa, Portugal) were pre-selected to cover all the gamma of typically applied technological conditions. Changes in cooking conditions included some variations in temperature and the alkaline profile of the continuous digester. All pulps were delignified with oxygen before bleaching (two sequential O stages). The variations in the ECF (Dhot-PO-D-P) and TCF (Q-(PO)-P-P) pulp bleaching consisted of alterations in the temperature and reagent’s profiles (D and P designate the chlorine dioxide and hydrogen peroxide stages, respectively, and E is the alkali extraction stage). H1, H2, H3, H5 and H6 were ECF bleached pulps and the H4 pulp was TCF bleached. Pulps were not subjected to any treatments with auxiliary reagents (e.g. debonding agents). These H1-H6 pulps and a reference industrial BSKP fluff pulp C1 were thoroughly characterized for the chemical composition, fiber morphology, intrinsic viscosity and physical properties.
Dry defiberization
The pulp sheets were torn into small pieces (width ≈10 cm) and dry-defiberized by two-step procedure in a pilot-scale hammermill (Schuttle Buffalo, Model W6H, Buffalo) operated at 3500 rpm. In the first step, the disintegrated fibers had to pass in a mesh with 5 mm openings and then in a mesh of 2 mm in the second step. All fluff pulps were thoroughly characterized for the fiber morphology, knots content, network strength, and for the absorption time and capacity.
Analyses of kraft pulps
The pulps were analyzed for the composition of neutral sugars as alditol acetates by GC after the Saeman hydrolysis. 15 Sugar analysis was performed using a DB-225 J&W analytical column (30 m × 0.25 mm id, 0.15 μm film thickness) on a GC chromatograph (Thermo Fisher Scientific Focus GC series) equipped with an FID detector, using a nitrogen carrier gas, with an injector temperature of 225°C, column temperature of 220°C and detector temperature of 250°C. The determination of the total amounts of acidic group content (the sum of carboxylic and sulphonic acid groups) in pulp was carried out by conductometric titration according to SCAN-CM 65:02. The hexenuronic acid residues content was assessed by UV-vis method after the hydrolysis with sodium formate buffer at pH 3. 16 The fiber morphology of the dried fibers before and after defiberization were analyzed on a Kajaani FS300 fiber analyzer (Espoo, Finland). At least five determinations were carried out for each sample and the results were averaged. Viscosity (intrinsic viscosity) was determined according to a standard procedure, as described in ISO 5351:2010. Isotropic handsheets with a target grammage of 65 g/m2 ± 2 g/m2 were produced according to ISO 5269-1 using a conventional semi-automatic Rapid–Köthen sheet former. The laboratory handsheets were conditioned at 23 ± 1°C and 50 ± 2% relative humidity (RH) before and during the tests, in order to evaluate the structural, optical and mechanical properties. The main physical properties were evaluated according to standard ISO procedures, for example, the tensile strength index according to ISO 1924-2:2008, tear resistance according to ISO 1974:2012 and burst resistance according to ISO 2758:2001.
Analyses of fluff pulps
Knot percentage was determined using a RETSCH® sieve shaker adapting to the norm SCAN-CM 37:85. This device uses a series of standard ASTM mesh screens to separate fluff into knots and accepts. In this test procedure, knots are the fraction that is retained on an ASTM 12 mesh screen. The equipment for the formation of pads, a test piece former (described in more detail in the norm SCAN-C 33:80), is shown schematically in Figure 1. In a typical procedure, 3.0 g of defiberized fibers were introduced through the inlet tube (1) and further disintegrated in the funnel. The continuous suction of air forced the fibers to pass to the support of the pad. The apparatus is connected to a vacuum line maintaining a constant air stream from the inlet to the outlet tube, applying a pressure difference of 0.14 bar. The formed pulp pads had a diameter of 50 mm. After adjusting the pulp weight to exactly 3.0 g, the pad was subjected to absorption and specific volume tests and measurement of the absorption time under a constant pressure of 2.5 kPa applied to the pad. By weighing the wet test piece, the absorption capacity was calculated as the relative increment of the pad mass before and after the soaking in water. 17
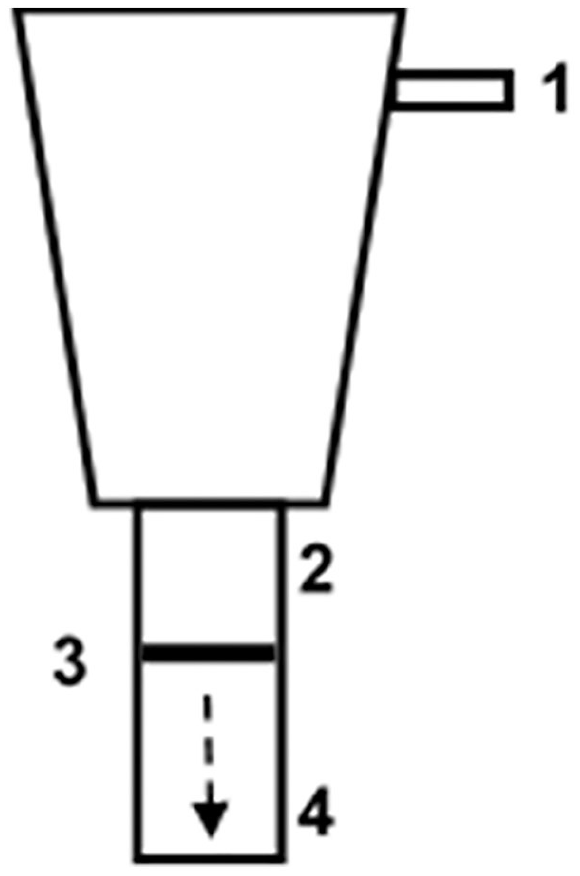
Schematic overview of test piece (pad) former.
The network strength was examined using air-laid formed pads (according to SCAN-C 33:80) on the sample crash tester SC-500 (IDM, Spain). Figure 2 illustrates the experimental design. A cylindrical test piece having a weight of 3.0 g and a diameter of 50 mm is prepared in an air-laid former as described above. The test piece is placed in a burst chamber installed in a stress-strain apparatus operated in compression mode with a velocity of 100 mm/min. A piston (diameter 2.0 cm) was then forced through the pad and the highest force was recorded just before the pad ruptures. This force, required to burst the test piece, was registered and reported as the strength of the pulp network.

Schematic overview of instrument used to measure the network strength.
The specific volume, absorption time and absorption capacity were determined accordingly to SCAN-C 33:80. This SCAN-test method describes the preparation of test pieces of fluff pulp and a procedure for their use in determining the specific volume and the absorption properties. A fluff specimen of about 3.0 g mass and 50 mm diameter is prepared using the air-laid former by sucking the material from a container through a cylindrical enclosure onto a fine wire screen according to the method described previously (Figure 1). The test piece was placed on a perforated plate in contact with fluid, in a vertical position and at a load of 2.5 kPa, as shown in Figure 3. The height of the specimen was determined before the fluid contacts the material. The test piece was then allowed to absorb water (25 ± 1°C) from below and the time required for the waterfront to reach the top surface was measured and reported as the absorption time.

Test for the absorbency performance of a fluff pulp. The image on the left (a) shows a pad before wetting under a 2.5 kPa load supplied by a pressure plate 1, where 2 is a tested sample and 3 is a perforated plate. The image on the right (b) shows the sample immersion in water from bath 4 (accordingly to SCAN-C 33-80).
In a water retention test, a sample of defiberized pulp (0,200 g ± 0,005 g oven-dry weight) was sealed inside a heat sealable teabag and submerged in a 0.9% saline solution for 30 minutes at 22 ± 2°C. After 30 min saturation time, the bags were let drip for three minutes. Thereafter, the fluff pulp samples were placed in a centrifuge bucket and centrifuged at 3000 rpm for 3 minutes (22 ± 2°C). Immediately after stopping the centrifuge, the test pad is transferred to a pre-weighed glass plate and weighed. The water retention value (WRV) is defined as the weight of retained water per gram of dry pulp (g/g).
Results and discussion
Composition and properties of kraft pulps
A series of six industrial BEKPs (H1–H6) produced under varied cooking and bleaching conditions were pre-selected to cover the gamma of typically applied technological parameters. A commercial bleached loblolly pine softwood fluff pulp C1 was used for the comparative reasons. Pulps H1, H2, H3, H5 and H6 were bleached by Elemental Chlorine Free (ECF) sequence OODH(PO)D1P, whereas H4 pulp was bleached by Total Chlorine Free (TCF) bleaching sequence OOQ(PO)PP. Some physical properties of examined pulps are presented in Figures 4 and 5.

Results on burst and tensile index of eucalypt kraft H1–H6 pulps and softwood kraft C1 pulp.
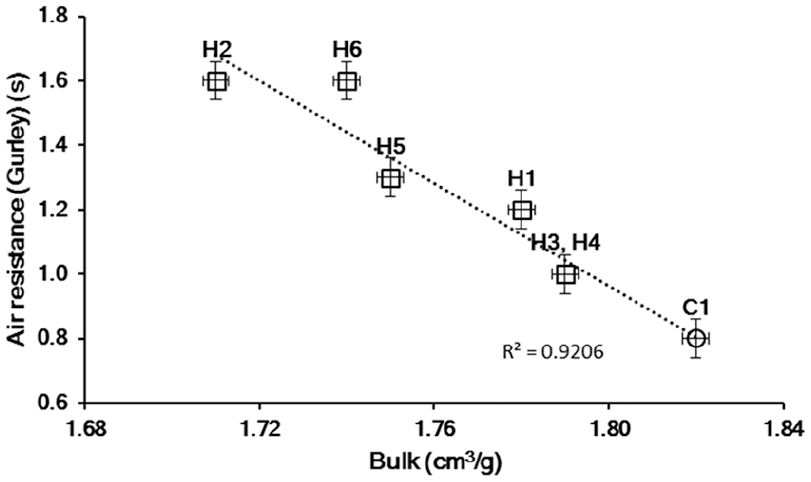
Correlation between air resistance (Gurley test) and the bulk of eucalypt kraft H1–H6 pulps and softwood kraft C1 pulp.
Despite similar origins of unbeaten eucalypt pulps, they still showed about 20–35% variations in their basic strength properties. Tensile strength is defined as the breaking force divided by the width of the paper strip. The nature of the breaking (fracture) is dependent on the degree of the bonding in the paper sheet. A high degree of bonding leads to a large propagation of fiber breaks, whereas a poorly bonded fracture zone is when fibers are pulled out of the network as the fiber-fiber bonds break. 18 Figure 4 clearly shows that H2 pulp has the highest tensile and burst index while H1 and H3 pulps have the lowest values. The H4–H6 pulps showed similar resistance properties, being intermediate to those detected for H2 and H1/H3 pulps. This may be due to the particular combination of pulping and bleaching conditions. Despite the high burst index of the softwood C1 pulp, the tensile index value is one of the lowest. This behavior may be explained by the morphologic characteristics of the pulp fibers. The last are reported to be dependent on lumen width, fiber diameter, specific gravity, Runkel ratio, percentage of fines and coarseness.19,20 Softwood fibers are larger and thicker than hardwood fibers and form limited bonding areas between the fibers in the web. Bursting strength is mainly affected by the way in which fibers are bonded together in paper sheet, where fiber length and fine elements account for 99.9% and 98.9% variations in the burst index respectively. 21 Softwood fibers are much longer than the ones observed in hardwood and form a greater number of contacts between the fibers, thus demonstrating a reasonable burst resistance, even of unbeaten pulps.
Figure 5 illustrates a good correlation (R 2 = 0.9206) between air resistance and bulk in both hardwood and softwood pulps. Probably, fibers from softwood pulp (C1) are not only longer, but also more collapsed when compared to fibers of H2 and H6 pulps, because the former pulp has a lower tensile strength. Collapsed fibers that arose under hornification are less flexible and have a lower bonding area, therefore they will create a network with much lower density and higher bulk. 22 Wood fibers have circular or rectangular cross sections, but may flatten or collapse during the web forming. Under lateral pressure, such as wet pressing, drying or calendaring, the pulp fibers collapse and change the tube structure into a double-layered strip. 23 In addition, softwood pulp has coarser fibers that should create a web with higher porosity and bulk compared with the collapsed ones. The paper made of collapsed fibers usually have higher bending stiffness and is easier to dewater. 24 At the same time, softwood long-fiber pulp demonstrated a predictably higher tear strength (14.4 mN.m2/g for pulp C1 and around 3.0–5.0 mN.m2/g for H1–H6 pulps), due to the higher number of fiber-fiber contacts in the mesh than in short-fiber hardwood pulps.22 –24
Most of the strength properties are affected by the degree of polysaccharide degradation during pulping and bleaching operations. A clear dependency of tensile strength and tear resistance from the intrinsic viscosity of ECF bleached eucalypt pulps is demonstrated in Figure 6. It is noteworthy that TCF-bleached eucalypt pulp (H4), suffered the excessive oxidative depolymerization of polysaccharides 25 and was out of this trend.

Dependence of tensile strength (○) and tear resistance (□) on the intrinsic viscosity of eucalypt pulps. The TCF H4 pulp was out of the general trend of other ECF pulps and marked with a circle.
A clear relationship was noted between the pulp’s intrinsic viscosity and the content of carboxylic groups (Figure 7). In hardwood pulps, the amount of carboxylic groups is mainly associated with the presence of glucuronoxylan, whose degradation depends upon the severity of cooking. 26 The positive effect of the carboxyl group content on the amount of xylan in the pulps, assessed by the sugar’s analysis (Table 1), confirms this trend (Figure 7). Consequently, the positive relationship between the viscosity and the amount of carboxyl groups in the pulps could be explained by different pulping conditions, when the more drastic degradation of xylan with cleavage of the uronic moieties coincided with the stronger degradation of the cellulosic chains. Again, H4 pulp bleached by TFC sequence was distant from other ECF-bleached pulps (Figure 7). This fact suggests that the excessive degradation of the pulp polysaccharides in the oxidative bleaching stages (O, PO and P) is also harmful for xylan that loses part of the uronic moieties.

Relationship between carboxyl group content in eucalypt pulps and their intrinsic viscosities (left figure) and the xylan content (right figure).
Monosaccharide composition and the carboxyl groups content in BEKPs and BSKP.*

The relative error in sugar analysis has not exceeded 3%.
Dry defiberization and changes in fiber morphology
All eucalypt bleached kraft pulps (H1–H6) were dry-defiberized to obtain fluffed pulps using a pilot hammermill operated at 3500 rpm. The fluffing conditions were selected from the previous work done on the dry defiberization of birch kraft pulp, showing the best development of fluff network strength at defiberization intensity as higher as 3000 rpm. 27 An industrial finished sheet of fluff pulp must have certain physical properties to be easily defiberized into a uniform fluff material, inducing minimal damage to the fibers and consuming as little energy as possible. 2 These specific properties are conferred to the finished sheets in the last stage of pulp production during the drying of the cellulosic pulp slurry.
Due to the different drying equipment (design features related to the sheet former, press and the drying sections) and conditions (residence time and temperature profile in drying section), the density of the finished fluff pulp sheets is inferior to that of conventional paper grade pulp. 27 In addition, so-called debonding agents are added to the fluff pulp to diminish the interfiber bonding. Due to lack of industrial eucalypt fluff pulp, we used conventional paper grade pulp in this study. Therefore, dry defiberization was hampered by a relatively dense pulp sheet to being processed. This was not the case for the C1 commercial softwood pulp, which was produced industrially with the addition of debonding reagents.
Fiber morphology is an important parameter of the fluff pulp because of the direct relation to the structure of air-laid fiber network and the absorption properties of corresponding formulations. According to practical considerations, the fiber length of fluff pulps should be as high as 2 mm and the fines content should be as low as possible, because of the dusting problems. 17 Long fibers have more fiber-fiber contacts and a bolstered continuity in the structure and therefore form a stronger network when compared to short fibers.27,28 The absorptivity of the fibers is related to their accessible surface, which, in turn, depends on the chemical composition and physical structure of the fibers. Usually, an increase in wettability of the fiber surface causes faster water penetration in the inner layers of the web. At the same time, fiber length, diameter and fiber wall thickness determine the capillary size of the absorbent structure (wet and dry) and its strength. For example, the larger the average pore size in a given pulp network, the greater is the fluid flux inside the web. Hence, taken into consideration the importance of fiber morphology, eucalypt fluffed pulps were analyzed based on changes in fiber length and shape that are summarized in Table 2.
Fiber morphology of eucalypt and softwood pulps before and after dry defiberization with a pilot scale hammermill.

Unlike softwood C1 pulp, that suffered notable fiber cuts upon fluffing, all eucalypt kraft pulps demonstrated less than 10% loss in fiber length, being finally comparable with the length of softwood fluff pulp (Table 2). Simultaneously, the percentage of fines in H1–H6 pulps increased up to ca. 30% in contrast to ca. 70% in C1 pulp. Apparently, the applied defiberization intensity was excessive for the C1 pulp. In fact, the optimum defiberization intensity of hardwood and softwood pulps is not the same and is lower for softwoods. 27 Softwood pulp (C1) has fibers with larger diameters than eucalypt hardwood pulps (Table 2). In addition, the coarseness of softwood fibers was more than twice of hardwood fibers. The fibers with larger fiber diameters and thicker walls have stiffer networks than fibers with small diameters and thin walls and demonstrate usually an improved compression resistance both in the dry and wet states, providing both resiliency and better holding capacity. 27
The deformation of pulp fibers was evaluated through changes in curl and kink defects (Table 2). Fiber deformations occur during pulp production (pulping and bleaching procedures) and due to the strong mechanical action in dry defiberization. The noticeable decrease of fiber curl (from ca. 20–35%) upon defiberization can be explained either by partial straightening or by strong kink of fibers occurred during the process (up to 280% increase). This straightening of fibers play a negative role on the critical strain of air-laid product when analyzing the network strength, because the network starts to deform when curled fibers begin to straighten before any slippage between them takes place.8,9 The kinks are local deformations, such as knees and wrinkles in the fibers. They are detected as changes in the direction of the main axis of the fibers within a limited distance of the fiber. The number of local deformations of the fiber may, on average, be one per fiber, meaning that the fibers in general have weak points, which negatively affect the fiber strength. From another side, kinks favor the bulk of pulp and the porosity that is important for the absorption of water.
Fiber coarseness, expressed as a dry fiber mass per unit length, decreased more than 30% after dry defiberization (Table 2). The coarseness results from the multiplication of the area of the cross section by the density of the cell wall and depends on the diameter of the fiber, thickness and density of the cell wall and cross section of the fiber, and contributes significantly to fiber network structure.26,27 As a rule, a higher coarseness presupposes greater resistance of the fiber network and, in this sense, dry defiberization impairs its properties and is more critical for softwood fibers (Table 2).
As expected, the fines content increased after dry defiberization of both hardwood and softwood pulps (Table 2). In chemical pulps, fines include ray cells and parenchyma cells in addition to cell wall shivers. During dry defiberization, the cell wall was peeled out, to some extent leading to shivers formation, which explains the notable increase in fines content of fluffed pulps. Another source of fines could be the short cuts of fibers that arose under mechanical degradation. According to obtained results, the formation of fines was more critical for softwood than for hardwood pulp.
Knots content
Under dry defiberization, complete separation of fibers cannot be achieved and a certain amount of agglomerated fiber bundles (knots) is still present in fluffed pulp. Hardwood fluff pulps showed a knot content range of 20–27% while softwood fluff pulp (C1) had a knot content less than 2% (Table 2). These results can be explained by different intensity of interfiber bonds in two types of pulps, predetermined by their pulp sheets density. Hardwood paper-grade pulp sheets (H1–H6) had a density of about 1.300 g/cm3 while the commercial C1 softwood fluff pulp sheet, for the fluff needs, possessed a density of less than 0.650 g/cm3. In addition, the industrial C1 pulp was doped with debonding agents facilitating the defiberization. Pulp sheets with lower density are easily defiberized and have less amounts of knots. For example, in H1–H6 series, H4 pulp showed the lowest knots content being more bulky than other pulps (Figure 5). However, the correlation between knots content and the pulp bulk was not straightforward. It should be noted that the knots in the hardwood pulps were larger and denser than those of the softwood pulp (Figure 8). This difference in knots morphology can affect the absorption properties of fluffed pulps, because the knots negatively affect the porosity and the wettability of air-laid fiber networks. 27

Fiber morphology of eucalypt and softwood fluff pulps after dry defiberization: (a) eucalypt fibers without knots, (b) eucalypt fibers with knots, (c) softwood fibers without knots, (d) softwood fibers with knots.
Absorption properties and specific volume
The absorption capacity of the fluffed pulp corresponds to the ratio between the mass of water absorbed by a standard air-laid test piece (pad) and the initial mass of the pad, while the absorption time is the time required for a standard pad to be completely saturated by absorbed water when tested under specified conditions. 29 Noteworthy that during water uptake, the fibers swell and thus lead to narrowing of capillaries in the network and decrease in the fluid uptake. In fibrous materials, majority of the fluid is absorbed in spaces between fibers and only a small fraction is absorbed in internal structure. Any fluid diffusing into the internal structure will do so by the fiber swelling and expanding into the air spaces within the web. Furthermore, the process of absorption involves breakage of cross-links between the fibers, which causes a loss in modulus, in bending rigidity of fibers and, consequently in the ability of the fibrous network to maintain its pore structure under pressure.30 –33 Although absorption velocity and capacity are not independent of each other, the rate of absorption is controlled by the effective radius of the pores or capillaries between the fibers and the contact angle formed between the fiber surface and the liquid. The absorption capacity also depends on the fiber morphology, strongly affecting the network porosity.30 –32
According to the data of Figures 9 and 10, absorption capacity of H1–H6 pulps varied within ca. 15% and, in most cases, were negatively affected by elimination of knots. At the same time, the specific volume of the air-laid pads was ca. 25% higher after the removal of knots (Figure 9). The latter fact is explained by the less dense air-laid network constituted by well-separated fibers. The apparent controversy between the increase of fiber network porosity and the decrease in absorption capacity of pads prepared with knotless pulps can be explained by the collapse of pad pores upon wetting. The contraction of the volume of the pad occurs essentially under the gravity of the absorbed liquid, due to the low mechanical resistance of the wet mesh. 30 Hence, a certain positive effect of knots on the absorption capacity can be explained by the inclusion of rigid fiber bundles in the network, that preserve it from collapse under moistening.
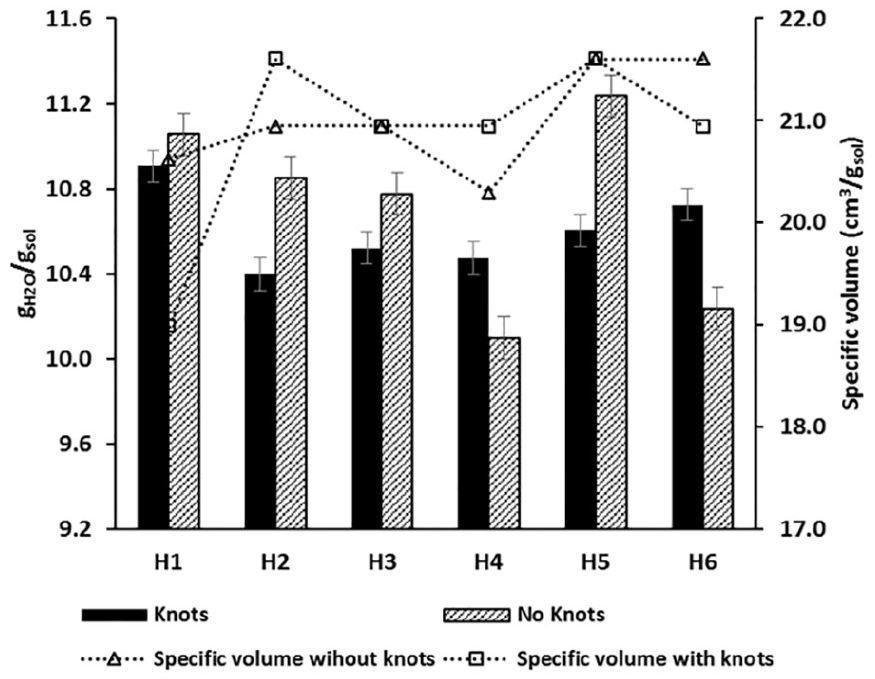
Absorption capacity and specific volume in fluff pulps (H1–H6) with and without knots.

Absorption time revealed by eucalypt fluff pulps (H1–H6).
By a set of properties, such as absorption capacity and velocity, H2 and H6 pulps show the best results, possessing also the most porous network structure (the highest specific volume). The H1 and H4 pulps showed the lowest absorption capacity and the longest absorption time (Figures 9 and 10). Since the absorption of fluffed pulp is positively affected by the specific volume/porosity of the fiber network,29 –32 the greater absorptivity of pulps H2 and H6 is quite understandable. These pulps showed also the shortest absorption time (Figure 10) due to the large capillary in the corresponding pads, as predicted by the modified Washburn equation 30 that describes the penetration rate of capillary suction:

where l is the distance penetrated into capillary of radius r in time t by a liquid of surface tension γlv and viscosity η. θ is the contact angle between the drop of liquid and the fiber surface.
The high porosity of air-laid pads constituted of deknoted H2 and H6 pulps can be explained, at least partially, by the coarsest, longest and highly deformed fibers (Table 2). However, within the narrow range of variations in fiber morphology, it was difficult to establish reliable relationships between them and the absorption capacity of the corresponding pulps. The highest absorption capacity of H2 and H6 pulps coincides with the highest content of carboxylic groups belonging mostly to the glucuronoxylan (Figure 7). The hemicelluloses containing carboxylic groups contribute largely to the swelling of the pulp. 5 The swelling of the polymeric network is one of the basic mechanisms in the absorption by porous materials. 5 The importance of the chemical composition of fluff pulp on its absorption can be demonstrated by the correlation between water retention and carboxyl group content in hardwood pulps (Figure 11). Carboxyl groups present in the glucuronoxylan confer hydrophilicity to the fibers and, consequently, contribute to the water absorbing properties of the fluff pads. The water retention of the softwood C1 pulp was out of the trend revealed for the hardwood H1–H6 pulps and showed higher values (2.7 g/g) with lower content of carboxyl groups (6.0 mmol/100 g) in the pulp. This behavior can be explained by a high proportion of fines (>70%) in defiberized softwood pulp that improve water retention due to their high specific surface.

Correlation between the content of carboxyl groups in H1–H6 pulps and the water retention values (WRV) of corresponding fluff pulps.
The smallest specific volume (i.e. the smallest porosity) was apparently the main factor of lower absorption in the pads produced from the pulps H1, H3 and H4 (Figure 9). This also explains, to some extent, the longest absorption time with these pulps, due to the smaller diameter of capillary. The shortest length and the lowest coarseness of fibers in H1 and H3 pulps (Table 2) could be one of the factors that contributed negatively to the network porosity. On the other hand, pulps H1, H3 and H4 also contained a low amount of carboxyl groups, thus contributing less to the intrinsic water retention of the fiber mesh.
Surprisingly, pads produced with C1 pulp showed similar absorption capacity (10.4 g/g) compared to pads produced with hardwood pulps (H1–H6) while possessing almost double specific volume (44.0 cm3/g). At the same time, the absorption time (0.40 s) was shorter for softwood (C1) than for hardwood (H1–H6) pulps. The plausible explanation of such results is the unusually strong collapse of porous network structure of C1 pulp under moistening and external pressing. This behavior could be a result of significant fiber damage detected for softwood fluff pulp under applied conditions of dry defiberization (Table 2). Indeed, along with very short fiber fragments (fines content of ca. 70%), the fluffed pulp contained very long fibers so that the average fiber length was comparable to that of hardwood fluffed pulps. The comparable absorptivity of hardwood and softwood fluff pulps makes the former also attractive in different formulations of convenience items. Thus, the partial replacement of softwood pulp with hardwood pulp in fluff application improves the absorptivity of obtained formulations, thus allowing reducing the use of synthetic SAPs. 11
It seems that the effect of chemical composition of fluff pulps on its absorption is not limited to the amounts of hemicelluloses only (e.g. glucuronoxylan in hardwood pulps), but also their chemical structure and the localization in the fiber cell wall. When the variation in xylan did not exceed 10% in H1–H6 pulps, the variation in uronic moieties was as high as 25%. Hence, the variation in pulping and bleaching conditions induced structural differences in xylan in terms of its substitution with uronic moieties (both the original 4-O-methyl-α-D-glucuronic acid (4OMeGlcA) and its hexenuronic acid (HexA) derivative). The bleaching sequences affected not only the amounts of uronic moieties (detected through the amount of carboxyl groups) in pulps, but also the proportion between 4OMeGlcA and HexA (Table 2). Thus, if ECF-bleached pulps (H1–H3, H5 and H6) possessed a relatively small amount of HexA (0.3–2.0 mmol/100 g), the TCF-bleached H4 pulp contained 3.4 mmol/100 g of HexA (about 35% of total uronic moieties). Since the pKa of HexA and 4OMeGlcA are similar (3.0 and 3.1, respectively), 34 the contribution of these uronic moieties to ion-exchange capacity and pulp swelling must be comparable. In addition to their quantity, the allocation of xylan in the fibers plays an equally important role in the swelling and mechanical properties of eucalypt kraft pulp. 35 In turn, the location of the residual xylan depends on the pulping severity, mainly the alkali charge and the cooking temperature. 35 Thus, the absence of a clear impact, either on the water retention in the pulp (WRV) or the absorptivity of air-laid pads from the xylan content in eucalypt kraft pulps, could be explained by other associated factors, such as the structure and the location of the residual xylan in pulps.
Network strength
All eucalypt (H1–H6) and the reference softwood (C1) fluffed kraft pulps were evaluated for the network strength (NS) of air-laid pads assessed by measuring the maximum force which the network could withstand and the work of deformation to break in the shear mode with a standard designed equipment (Figure 2). In all essays, the knotless fluffed pulps showed a greater network strength than corresponding knotted pulps (Figure 12). This trend is usually explained by the decrease in the misshapen and inhomogeneous spaces in the pads, which result in undefined break points.14,36 Another important factor affecting the network strength is the fiber length, which explains much stronger NS of C1 (17.5 N) than that of hardwood pulps (H1–H6). Despite strong detrimental effect of dry defiberization on the fiber’s length (Table 2), still a considerable fiber fraction in C1 possessed much longer fibers than H1–H6 pulps. Long fibers provide more fiber-fiber contact points per fiber, which enhances network strength. Similar features were reported previously while comparing birch and softwood fluff pulps. 27

Network strength of air-laid pads produced from eucalypt kraft pulps (H1–H6).
Among H1–H6 pulps, the largest NS values (⩾7.0 N) were obtained with H2, H4 and H6 pulps. There was no clear impact of fiber length and its deformation parameters (curl and kink) on NS, though some positive correlation was traced between NS and fiber coarseness (r2 = 0.60). In fact, the highest NS detected for the H4 pulp, possessed the highest coarseness and one of the highest fiber deformations (Table 2). Thus, the coarseness of the fiber seems to be one of the most relevant factors that strongly affected the NS of the hardwood pulps under study. Additionally, it explains the aforementioned NS superiority of the softwood fluff pulp having more than twice the fiber coarseness (Table 2). The NS of the air-laid fiber network was positively correlated (Figure 13) with the tensile strength and burst resistance of the wet-formed webs discussed previously (Figure 4). Hence, previous discussions concerning the factors that affect the mechanical properties of wet-formed handsheets are valid to some extent for the air-laid formulations and can be used to predict the network strength of the air-laid formulations. Thus, as in the case of wet-formed webs, the H2 pulp presented the highest NS among ECF pulps and the pulps H1 and H3 the lowest, while H5 and H6 pulps showed intermediate NS values.

The relationship between the network strength of air-laid pads and the tensile (upper image) and burst (lower image) resistance of the corresponding wet-formed webs of eucalypt kraft pulps (H1–H6).
Noteworthy that the pulp showing the highest NS is not necessary the one with the largest absorptivity. Thus, H4 pulp showed the highest NS value (Figure 12), but the lowest absorption capacity (Figure 9). At the same time, H2, H5 and H6 pulps revealed both a relatively large network strength and the absorption capacity. Abnormal behavior of H4 pulp could be assigned to the relatively low porosity of the air-laid pad (Figure 9). The porosity is the major factor determining the absorptivity of the hardwood fluffed pulps, being even more important that the hydrophilicity of the fibers.32,37 Other factors affecting the absorptivity are related to the collapsibility of wetted network and its water retention ability. The last parameters are also effected by the xylan content in pulp and this dependency is fairly ambiguous.26,31 It has been found that the removal of moderate amounts of xylan from a hardwood fluff pulp (up to 50% of the initial) leads to an increase in the collapsibility of the air-laid fiber network when wet, while the removal of large amounts of xylan (up to 80% of the initial) decreases the network’s ability to collapse under wetting. 27 This fact was explained by the hornification of the pulp fibers with the elimination of xylan and improvement of the network stiffness. Speculating these findings and taking into account a similar amount of xylan in H4 and in H2, H5 and H6 pulps (Table 1), it can be proposed that the lowest absorptivity of H4 pulp, when compared to H2, H5 and H6 pulps, is due to the weaker water retention of the former pulp (Figure 11), rather than due to the increased collapsibility of the network under wetting. This argument is also relevant when explaining the low absorptivity of H1 and H3 pulps, which show the lowest water retention capacity (Figure 11).
Among ECF-bleached eucalypt kraft pulps, the pulping conditions used for the production of H1 and H3 pulps can be considered the least suitable for the production of fibrous material for fluff applications. These pulps demonstrated the lowest basic mechanical properties, intrinsic viscosity, content of residual xylan and amount of carboxylic groups (Figures 6 and 7). In terms of fiber morphology, H1 and H3 pulps showed the shortest average fiber length and the lowest coarseness (Table 2).
Conclusions
The results of this study showed that for the same hardwood specie (Eucalyptus globulus), industrial production conditions can significantly affect pulp properties for fluff applications. In particular, the pulping and bleaching conditions can induce variability within 15% in the absorption capacity of fluff pulps and variability within 25% in the network strength of the air-laid formulations. These differences in fluff pulp performance are related both to the variations in the chemical composition and structure of its components and to the fiber morphology. BEKPs that have high intrinsic viscosity, high residual xylan content with a greater amount of carboxyl groups, higher coarseness and deformed fibers can be considered the most suitable for fluff applications. In addition to the length, the coarseness of the pulp fibers was considered a critical morphological parameter, strongly affecting the porosity of air-laid formulations, which corroborated with its absorption capacity and network strength. Nevertheless, further studies are needed involving different sources of hardwood fibers with wider variation of chemical composition and morphology (fiber length, coarseness and deformations) to trace more clearly the relationship between the fiber properties and their air-laid network parameters and absorptivity.
Being dry-defiberized under the same conditions, the specific volume of eucalyptus fluff pulp is almost half that of softwood fluff pulp, with comparable level of absorption capacity. However, the network strength of air-laid formulations produced with softwood fluff pulp is almost triple than that produced with eucalyptus fluff pulp. Softwood kraft pulp is much more vulnerable to dry defiberization conditions than eucalyptus pulp and undergoes strong fiber cutting and peeling, producing large amounts of fines (dust). The losses in coarseness (ca. 50%) and in the curl of softwood fibers (ca. 40%) due to the straightening under dry defiberization were more pronounced than those being characteristic of hardwood fibers (ca. 25% and 30%, respectively). Through the set of obtained results, BEKPs can be considered a promising raw material to substitute, at least partially, softwood pulps in the market of fluff pulps.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was developed within the scope of the project SPECPULP POCI-01-0247-FEDER-38476 (ref. AAC no. 01/SI/2018) financed by the Incentive System for Research and Technological Development – Compete2020 and co-financed by FEDER under the PT2020 Partnership Agreement. This study was also performed within the scope of the project CICECO-Aveiro Institute of Materials, UIDB/50011/2020 & UIDP/50011/2020, financed by national funds through the Portuguese Foundation for Science and Technology/MCTES.