
Abstract
This paper presents a comparative study on the mechanical properties of seven monofilaments of 0.12 mm diameter made with different polymeric materials including PET, PBT, PE, PP, and PA6 in order to assess their suitability for being spacer yarns for developing high-quality spacer fabrics. Their support capability and elasticity corresponding to fabric compression resistance and resilience, respectively, were evaluated by analyzing the tensile stress–strain relationships and residual strains of monofilaments subjected to cyclic tensile loading. Slack and taut heat setting on the monofilaments were also considered to select a proper heat setting method for their spacer fabrics. The mechanical properties of the monofilaments were explained by using the supramolecular structure information from X-ray diffraction and sonic orientation tests. The results showed that PET monofilaments have much higher moduli than the other monofilaments and possess better support capability as spacer yarns for spacer fabrics. PET monofilaments also have better elasticity under small deformation below 5% strain than the other monofilaments, but their elasticity is inferior under large deformation above 5% strain. PET monofilaments are suitable for being spacer yarns to achieve high compression resistance and resilience for spacer fabrics. The PET monofilament with higher molecular weight possessed the lower Young’s modulus which is good for the knitting process. PET monofilaments with high molecular weight and taut heat setting are recommended for producing spacer fabrics with high compression resistance and resilience, especially for small fabric deformation.
Introduction
3D spacer fabrics are a type of sandwich structure consisting of two separate outer layers connected by countless spacer yarns. They are produced on double-needle bar Raschel warp knitting machines of low cost, high productivity and large structural variety. 1 The two outer layers are normally knitted with pliant polymeric multifilaments to form a flexible structure, while the spacer layer is knitted with relatively coarse polymeric monofilaments which are anchored into the outer layers to link them together and serve as the main load carrier under compression.2,3 By selecting appropriate multifilament and monofilament materials, yarn architectures, and structural parameters, spacer fabrics can be engineered to have a wide range of energy-absorbing properties to meet the requirements of various applications.1,4,5 Spacer fabrics have already been used as cushioning materials for replacing polymeric foams in the development of cushion pads for car seats, mattresses, and impact protectors, etc.6–8 In those applications, compression resistance and resilience of spacer fabrics are the most important properties. While fabric compression resistance is directly related to the modulus of the spacer monofilaments, compression resilience is highly dependent on the elasticity of the spacer monofilaments. 9
In this regard, the mechanical behavior of polymeric monofilaments used for spacer yarns is the most important concern to develop spacer fabrics with required compression resistance and resilience. Previous studies have demonstrated that most of the spacer fabrics on the market were knitted with polyester monofilaments and the spacer fabric made with coarser spacer monofilaments has higher compression resistance.1,4,5 However, the effects of different polymeric monofilaments and their different mechanical behaviors on the compression properties of spacer fabrics were not found in literature. Nowadays, various polymers have been processed into commercialized monofilaments with a wide range of diameters, such as polyethylene (PE), polypropylene (PP), polyamide (PA), polybutylene terephthalate (PBT) and polyethylene terephthalate (PET). All these polymers are semi-crystalline thermoplastic materials consisting of two phases, the crystalline phase and the amorphous phase. The mechanical properties of their monofilaments are tailorable and dependent on the spinning processes.
To date a large amount of literature has been published on the process–structure–property relationships of various polymeric multifilament yarns.10–16 In particular, due to the enormously wide applications, both conventional and industrial PET multifilament yarns were extensively studied by means of tensile, synchrotron radiation WAXD and SAXS tests.13–15 These previous studies have provided us abundant and valuable knowledge about multifilament fibers of small diameters. The spinning processes for multifilament and monofilament fibers are quite different which can produce completely different microstructures and mechanical behaviors. However, there are only few studies on polymeric monofilaments with large diameters most of which are focused on their mechanical behavior,17–21 especially on the transverse compression properties.17–19
Finite element models for creating quantitative relationships between fabric compression properties and fabric structures and monofilament stress–strain curves have shown that tensile modulus and elasticity of spacer monofilament largely determine the compression resistance and resilience of spacer fabrics.2,5 Hence, an in-depth understanding on the tensile behavior of different polymeric monofilaments is crucial for selecting suitable monofilaments to knit space fabrics with desirable properties. In this study, the tensile properties of seven polymeric monofilaments with and without heat treatment were investigated and compared in terms of tensile stress–strain relationships and residual strains subject to cyclic stretching. The findings from this study serve as a good reference for developing spacer fabrics.
Experimental
Materials
Seven monofilaments of the same diameter 0.12 mm made with different polymers were prepared by Jiangsu DOWAY New Material Science and Technology CO., Ltd. for this comparative study and their melt spinning parameters are listed in Table 1. Particularly, three PET monofilaments with different viscosities were included, of which LMPET, MMPET, and HMPET denote PET monofilaments of low, medium, and high molecular weights, respectively. The PETs for spinning the three monofilaments had an intrinsic viscosity of 0.67, 0.83, and 1.03 g·dL-1, measured in p-chlorphenol/tetrachlorethylene (50:50) at 25°C, respectively. Here, a higher viscosity means that the macromolecular chains are longer with a higher molecular weight. Test Method ASTM D2259 for testing yarn for shrinkage in boiling water and dry heat was adopted to test the seven monofilaments and the results are listed in Table 2. The durations for boiling water and dry heat shrinkage tests were 30 min and 10 min, respectively. While the dry heat temperature for the three PET monofilaments was 180°C, the other monofilaments were heated at 120°C.
Spinning parameters of the seven polymeric monofilaments.

Specifications of the polymeric monofilaments.

The seven monofilaments were subjected to heat setting both in slack and taut states. After the slack heat setting, the monofilaments shrunk and their diameters and linear densities were changed as listed in Table 3. In the taut heat setting process, the shrinkage of monofilaments was constrained, so their lengths remained unchanged as listed in Table 4.
Specifications of the polymeric monofilaments subject to slack heat setting.

Specifications of the polymeric monofilaments subject to taut heat setting.

Test methods
Tensile tests
Tensile tests were conducted for the seven monofilaments before and after heat setting on a universe mechanical tester (YG082) manufactured by Ningbo Dahe Instrument Co., Ltd., Zhejiang, China according to the British standard BS EN 13895:2003 Textiles – Monofilaments – Determination of tensile properties at the standard environment of 20°C and 65% humidity. A gauge of 250 mm and a pretension of 0.05 ± 0.005 cN/dtex were adopted. Both single and cyclic tensile tests were conducted to assess the stiffness and elasticity of monofilaments, respectively. For single tensile test, a monofilament was stretched upon break and the test speed is 250 mm/min. Ten tests were carried out for each sample, and the tensile strength, elongation at break and Young’s modulus of each sample were calculated by averaging the ten tests. For the cyclic tensile tests, a monofilament was stretched at a speed of 10 mm/min to a tensile strain of 0.1% and then unloaded at a speed of 5 mm/min until the tension returned to zero. The sample was continuously stretched from the end point of the first cycle to a strain of 0.2% and then unloaded to the point reaching zero tension. In this way, the sample undertook a cyclic loading (10 mm/min) and unloading (5 mm/min) process in an increment of 0.1% until the tensile strain up to 2%. Afterwards, the increment for loading was changed to 0.5% up to the strain of 5% and then increased to 1% upon break. The residual strain at the end of each cycle was recorded for plotting residual strain–nominal strain curve of the sample.
X-ray diffraction tests
X-ray diffraction measurement was carried out for the three PET monofilaments before and after heat setting on a 18 kw Rigaku D/Max-2550PC X-ray diffractometer (Rigaku Corporation, Japan) with an X-ray wavelength of 0.154 nm, and CuKa radiation generated at 40 kV and 150 mA. The monofilaments were finely powdered by a scissor and loaded in the sample holder. The pattern was recorded by scanning 2θ from 5° to 60° at a scanning step width of 0.02° per scan. The crystallinity was calculated based on the XRD pattern.
The crystalline orientations of the three PET monofilaments before and after heat setting were tested on the same X-ray diffractometer. The fibers were made into a bundle of straight specimens having a length greater than 30 mm and a diameter greater than 2 mm placed in the sample holder so that they were aligned in parallel on the sample holder. With Cu target irradiation, the power was 1.6 kW, the tube pressure was 40 kV, the tube flow was 40 mA, the incident X-ray wavelength was 0.154 nm, the distance between the detector and the sample was 85 mm, and the scanning time was 90 s. The two-dimensional X-ray diffraction pattern obtained was integrated along the circumferential direction to obtain the diffraction intensity curve, and the full width at half maximum was calculated for the crystal orientation (fc).
Sonic orientation tests
The sonic orientation factors of the PET monofilaments before and after heat setting were carried out by using a sound velocity orientation measuring instrument (SCY-III, Shanghai Donghua Kaili Chemical Fiber Technology Co., Ltd., China). The sonic velocity was measured under a small tension of about 0.1 g/den. The number of samples per group was 5. The sonic orientation factor (fs) was calculated according to Moseley’s method. 22 The amorphous orientation (fa) was determined according to the two-phase sonic modulus theory proposed by Samuels. 23
Results and discussion
Tensile stress–strain relationships of monofilaments
The tensile stress–strain curves of the seven polymeric monofilaments with and without heat treatment are shown in Figure 1, and the tensile strength, elongation at break and Young’s modulus are presented in Figure 2. Here, the Young’s modulus of each sample was the ratio of stress to 1% strain. It is found from Figure 1(a) that all the original monofilaments exhibit nonlinear elastoplastic mechanical behaviors. The three PET monofilaments are tensile softening with two distinct phases. Their yield points between the two phases are all located at around the strain of 2%. The first phase is highly linear which can be further divided into two regions: instant recovery and delayed recovery. For the instant recovery period, the deformation is the change in bond angle and bond length of the macromolecular backbone subject to an external force which can recover completely upon release of the load. This kind of deformation is less than 1% and corresponding to the initial compression resistance and instant compression resilience of spacer fabrics. For the delayed recovery period, the main deformation is extending the coiled molecular chains and conformational transformation in the amorphous structure subject to a higher external force than that applied for the instant period. The deformation is time-dependent and can almost recover gradually after releasing the load. This period is corresponding to the thickness recovery ability of spacer fabrics under compression. The higher the slope of the tensile stress–strain curve of the monofilament in this period, the faster the fabric can recover from compression. Figure 2(c) shows that the moduli of the three PET monofilaments decrease as the molecular weight increases. The LMPET monofilament has the greatest Young’s modulus, thereby possessing the highest support capability as spacer yarns for spacer fabrics. From another perspective, the LMPET monofilament is the most difficult one for knitting due to the highest stiffness. A clear yield point at around 1.8% strain can be found on the three curves for the PET monofilaments from which the second phase begins. The slope remarkedly decreases from this point and the slopes of the three curves are quite different. This yield is attributed to both the deformation of the lamellar stacks and the slippage of the fibril structures. When the external force was greater than the intermolecular force, the slippage among fibrils happened. The HMPET with highest molecular weight and longest molecular chains has highest intermolecular force, thereby possessing a highest slope in the second phase among the three PET monofilaments. This order is just inverse as that in the first phase. HMPET and LMPET curves have an intersection point at around 7% strain, while MMPET and LMPET curves have an intersection point at around 14.5% strain. It is worthy to note that the second phase of HMPET is also highly linear compared with LMPET and MMPET. Hence, HMPET can provide a high and constant modulus to achieve high fabric compression resistance for a relatively large compression displacement range if its deformation reaches to the second phase. The PET monofilaments undertook elastoplastic deformation in this phase and their spacer fabrics are hard to recover to the initial thicknesses. Different from Young’s modulus, the strengths of the three PET monofilaments increase as the molecular weight increases as shown in Figure 2(a). This might be attributed to that longer fibrils with larger interfibrillar force can bear higher external forces upon slippage or break. The elongations at break for the three monofilaments have the same order as their moduli (Figure 2(b)). The HMPET monofilament has the greatest strength but lowest modulus and elongation among the three PET monofilaments.

Tensile stress–strain curves of the polymeric monofilaments. (a) Original. (b) Slackly heated. (c) Tautly heated.
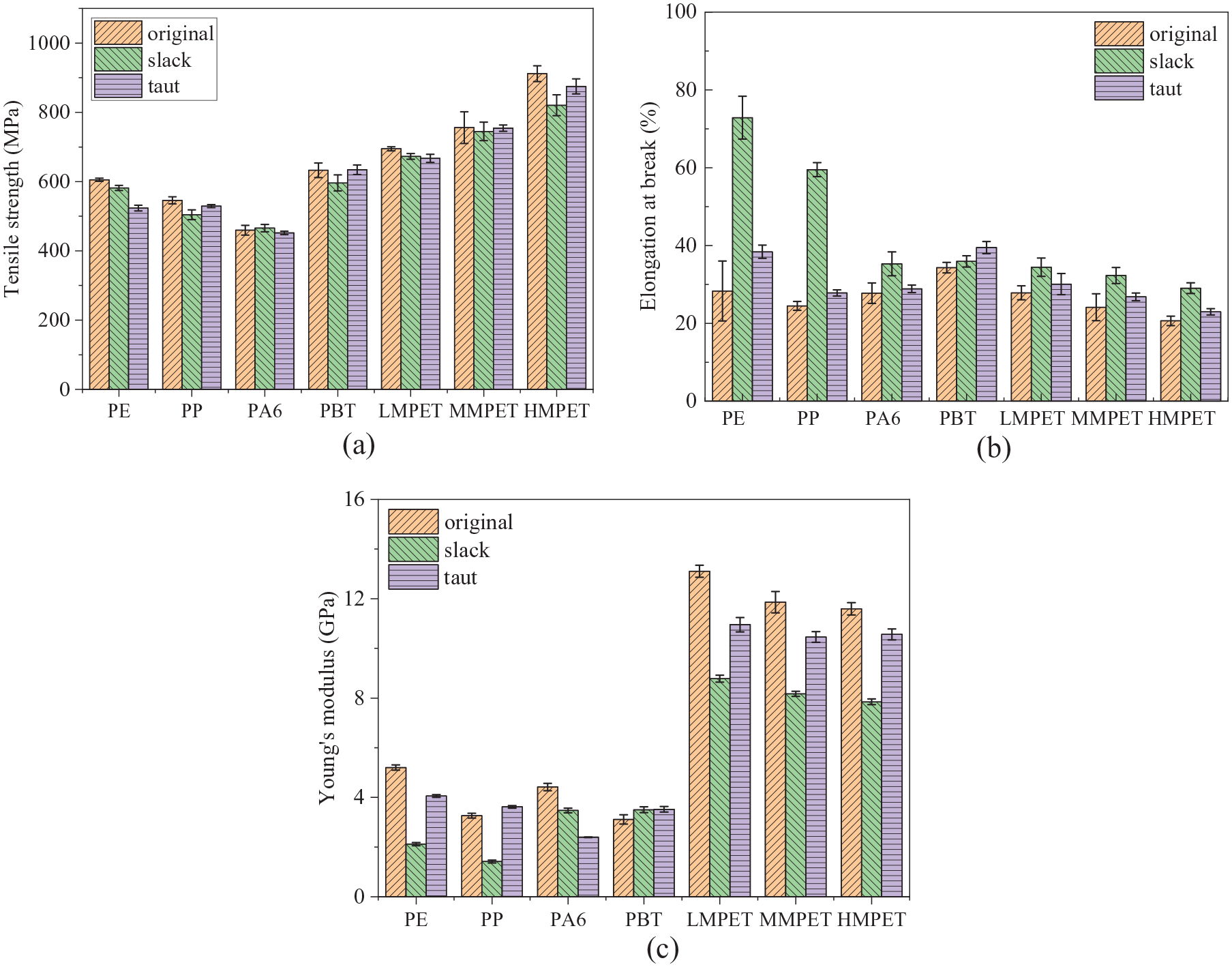
Tensile properties of the polymeric monofilaments. (a) Tensile strength, (b) Elongation at break, (c) Young’s modulus.
Unlike PET, the stress–strain curves of the other polymeric monofilaments are highly complicated because their glass transition temperatures (Tg) are much lower than PET (79°C). Their supramolecular structures can be modified upon cold stretching at room temperature. The Tg of PBT is 45°C, and the PBT monofilament has the most interesting tensile behavior. It was softening first and then hardening. A remarkable recreation of crystalline structure can be expected to explain this special mechanical behavior. In the process of stretching, the friction among macromolecules can increase the temperature up to Tg, thereby the destruction and reconstruction of the crystalline structures are possible. The PBT monofilament behaves like rubber materials with lower initial modulus and yield stress but higher extension because butylidene gives the macromolecules good flexibility. The modulus of PBT monofilament is much lower than those of PET monofilaments. This means that PBT monofilament is not a good choice for being spacer yarns in terms of support capability for knitting spacer fabrics to have high compression resistance. However, its strength is just slightly lower than those of PET monofilaments, and the elongation at break is the biggest among all the monofilaments. Hence, it is easy to knit PBT monofilament on warp knitting machines.
The glass transition temperatures of PE, PP and PA6 monofilaments are around −78°C, −10°C, 47°C, respectively, so they are in a rubbery state at room temperature. Their mechanical behavior is tensile hardening first and then softening. Their crystalline structures can be slightly modified in the initial cold stretching processes at room temperature and the yield strains are much higher than those of the PET monofilaments. The PE, PP, and PA6 monofilaments have inferior support capabilities as spacer yarns because they have lower Young’s moduli compared with PET monofilaments. However, their higher yield strains with relatively border elasticity regions may provide better compression resilience for spacer fabrics. This will be discussed in the later part of this paper.
In summary, the PET monofilaments have higher Young’s moduli than the other monofilaments, implicating better support capability for being spacer yarns. Additionally, LMPET monofilament with the lowest molecular weight possessed the greatest Young’s modulus but the lowest strength and highest elongation at break. It can provide the best support capability for spacer fabrics if heat setting is not applied. The PBT monofilament has the lowest Young’s modulus but the longest elongation at break which can be used for knitting soft spacer fabrics for special applications.
Since spacer fabrics should be subjected to heat setting after knitting to fix the geometric structures and to release the internal stress, and the heat setting can be slack or taut according to the requirements of end uses, both slack and taut heat setting were carried out on the seven monofilaments.
Figure 1(b) shows that slack heat treatment can change the mechanical behavior significantly. Except for the PBT monofilament, the slopes of the other curves decrease after heat setting which means that the slackly heated monofilaments were softer than the original ones. Figure 2(b) confirms that the strengths and Young’s moduli of the monofilaments decreased, but their elongations at break increased. There is an exception that the PBT monofilament has increased Young’s modulus after slack heating. The most likely cause of the increase of modulus is increasing crystallinity at 120°C for 10 min. It is also interesting to notice that the change in elongation at break of the PBT monofilament is little, indicating good structural stability. For the PET monofilaments, the three tensile properties after slack heating follow the same order as those of the original PET monofilaments as demonstrated in Figure 2(b). Particularly, the second phases of the three PET monofilaments after yielding are changed from convex to concave. This is because the macromolecules in amorphous region became more coiled or disordered after slack heat setting with clear macroscopical shrinkage as listed in Table 2. The stress levels of the three slackly heated PET monofilaments in the second phase are different from those of the original ones. The higher the molecular weight the lower the stress level up to 20% strain. Beyond this strain range, the order of stress level just reverses. The HMPET is the most sensitive to heat with the highest dry heat shrinkage 7.4% among the three PET monofilaments, so its stress declines steeply. The elongations at break increased markedly for the PE and PP monofilaments of which the elongations were tripled and doubled, respectively. These findings suggest that slack heat setting will significantly impair the support capability of almost all the polymeric monofilaments. In spite of slack heating, PET monofilaments are the best candidates for spacer yarns in terms of compression resistance.
Taut heat setting on the seven monofilaments produced completely different tensile properties compared with slack heat setting. As shown in Figure 1(c), the initial slopes and strengths of all the curves decrease, but the elongations at break increase. Most importantly, the distinct yield points in the stress–strain curves of the three PET monofilaments disappeared. The curves become smooth and convex showing tensile softening behavior. The Young’s moduli of the three PET monofilaments decrease compared with those of original monofilaments, but the HMPET has the smallest reduction. In addition, the HMPET has the highest slope when the strain is higher than 7% which means that HMPET is more suitable to manufacture spacer fabrics for larger compression deformation. Overall, the mechanical properties of PET monofilaments after taut heating are much stiffer than the other monofilaments, and taut heat setting cause subtle negative effect on the support capability for spacer fabrics.
PET monofilaments with higher modulus being spacer yarns provide better support capability for spacer fabrics regardless of heat setting methods. To further examine the role of different heat setting methods on the support capability of the PET monofilaments, the tensile stress–strain curves of each PET monofilament with and without heat setting are plotting together in Figure 3 for better comparison. From the curves, it is apparent that heat setting impairs the stiffness of monofilaments, thereby reducing their support capability as spacer yarns and decreasing the compression resistance of spacer fabrics. Taut heat setting is the right way for fixing the geometric structures of spacer fabrics while limiting the negative effect on the compression resistance of spacer fabrics.
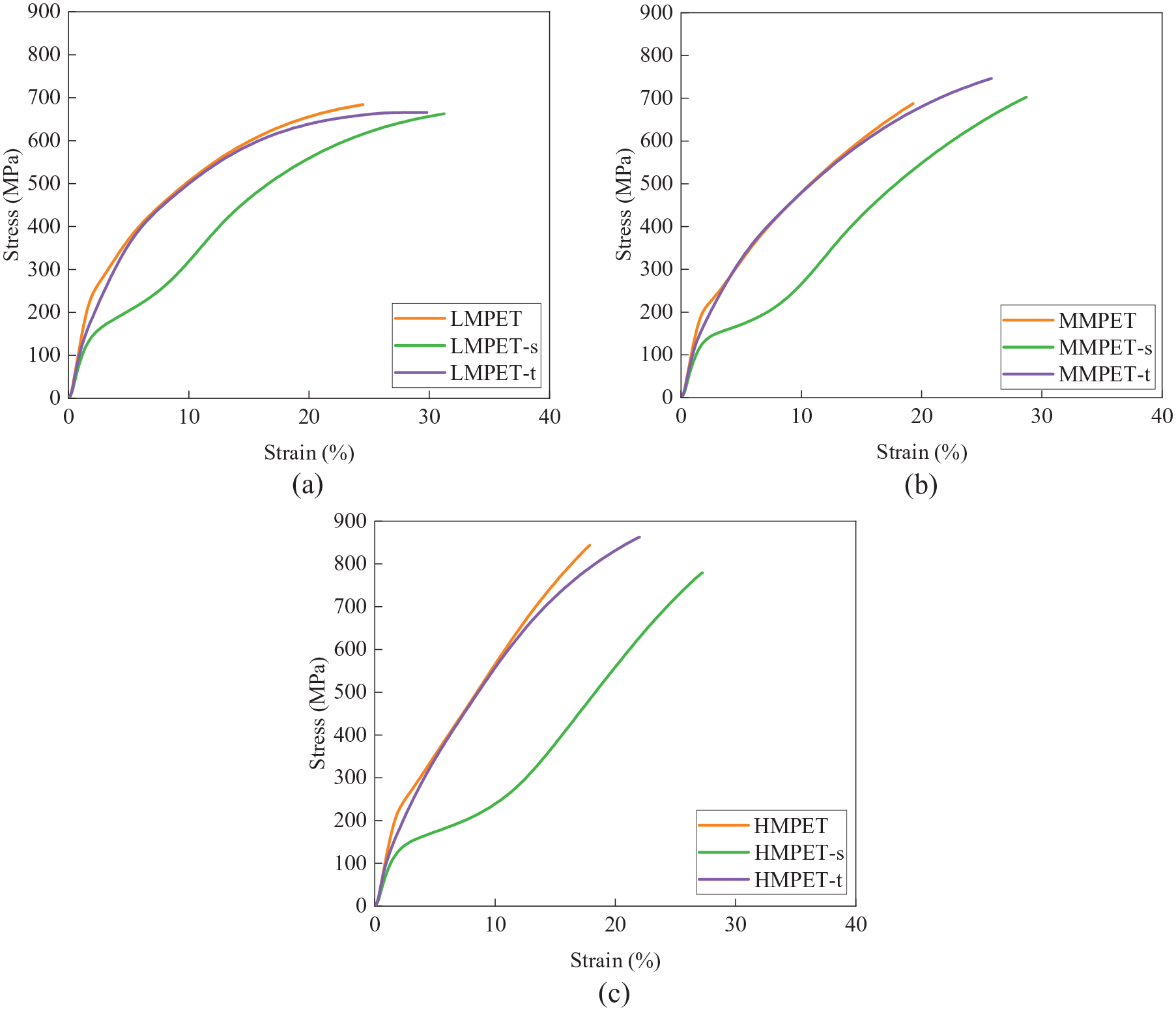
Tensile stress–strain curves of the PET monofilaments with different molecular weights. (a) LMPET. (b) MMPET. (c) HMPET.
Residual strains of monofilaments with cyclic tensile loading
Spacer fabrics are normally subjected to cyclic compression in end uses. Besides the support capability of monofilaments associated with fabric compression resistance discussed above, fabric compression resilience is the other key property requested by users which is highly related to the elasticity of monofilaments. In this part the cyclic tensile stress–strain curves and residual strain–nominal strain curves of monofilaments are adopted to make a comparison on the seven monofilaments in terms of elasticity, and different heat setting methods are also considered.
A cyclic loading and unloading process was conducted for each monofilament in an increment of 0.1% strain until the tensile strain up to 2% followed by a 0.5% increment up to the strain of 5% and then increased to 1% upon break. As examples, the cyclic tensile stress–strain curves of the three original PET monofilaments are shown in Figure 4. It is apparent that the three monofilaments can recover almost entirely to their original length in the first phase, and they hardly recover in the second phase beyond the yield point. Lowest final residual strain can be observed from the HMPET curve, indicating that HMPET monofilament has the best elasticity at the strain of around 18%. However, monofilament being spacer yarns can be deformed in a large strain range. Hence, residual strain–nominal strain curves of the seven monofilaments before and after heat setting are presented in Figure 5 for evaluating their elasticity behavior in a wide range of strain. It is necessary here to clarify that a lower residual strain means better recovery of monofilament.

Cyclic tensile stress–strain curves of PET monofilaments. (a) LMPET. (b) MMPET. (c) HMPET.

Residual strain–nominal strain curves of monofilaments subject to cyclic tensile tests. (a) Original. (b) Slackly heated. (c) Tautly heated.
It can be found from the data in Figure 5(a) that the three PET monofilaments have superior recovery when the strain is below 5%. When the strain is higher than 5%, the PET monofilaments are poor in recovery among the seven monofilaments. The HMPET monofilament with the highest molecular weight has the best recovery among the three PET samples when the strain is higher than 5%. The soft monofilaments have inferior elasticity in small strain below 3% for PA, 3.7% for PE, 4% for PBT, and 5% for PP monofilaments. The PBT monofilament has a wide range with better tensile recovery from 10% to 20%, because of its soft nature and lower glass transition temperature. It seems that there is a contradiction between support capability and elasticity. Softer monofilaments have better elasticity in a wider strain range but inferior support capability. On the contrary, stiffer monofilaments have better support capability over the whole strain and better elasticity in a lower strain range but inferior recovery when the strain is beyond the lower strain range. This law is also applicable for the three PET monofilaments. The HMPET has the best recovery among the PET monofilaments if the strain is bigger than 8%, but the poorest recovery when the strain is smaller than 8%. It is considered that PET monofilaments are the perfect spacer yarns if their spacer fabrics are subjected to small strain compression.
Slack heat setting has a negative effect on the elasticity of all the monofilaments. After slack heating, the turning point for HMPET-s from the poorest to the best elasticity among the three PET monofilaments is shifted to 15% strain. Taut heat setting has little negative effect on the elasticity of the monofilaments. Hence, taut heat setting is a good method to fix the geometric structures of spacer fabrics to avoid decreasing the compression resilience markedly.
Supramolecular structures of PET monofilaments
The analyses on the seven polymeric monofilaments in terms of support capability and elasticity for spacer fabrics by means of tensile stress–strain curves and residual strain–nominal strain curves suggest that PET monofilaments are good candidates for spacer yarns. PET monofilaments have stiffer mechanical properties than the other monofilaments and they also possess better elasticity when the strain is small. Given that the spacer fabrics in real-life applications are subjected to small deformation, HMPET monofilaments being spacer yarns with taut heat setting is recommended. In this part, the underlying mechanisms for the different mechanical behaviors of the three PET monofilaments are explained by using their supramolecular data as list in Table 5.
Supramolecular structures of the PET monofilaments before and after heat setting.

The LMPET monofilament has the greatest Young’s modulus, because it has the biggest crystallinity (0.5119) and amorphous orientation (0.919). LMPET monofilament has the shortest macromolecular chains, so these chains are easiest to rearrange and orient. As a consequence, in the melt spinning process, drawing at a temperature much higher than Tg will make the short macromolecular chains form more complete crystalline structures. The high amorphous orientation can restrain the change in bond length and angle subjected to external forces. These are the main reasons for the LMPET monofilament possessing biggest Young’s modulus. This also explains why LMPET has small residual strain subjected to cyclic tensile loading. Slack heating can destroy some of the tiny and uncomplete crystallites leading to a decrease in crystallinity (0.4867), thereby decreasing the Young’s modulus. After slack or taut heat setting, only slight changes in crystalline orientation can be observed. This is because the crystalline structures are stable and heat setting at 180°C has little effect on the crystalline regions. By contrast, heat setting has a significant effect on the amorphous regions. After slack heat setting, the amorphous orientation decreases from 0.919 to 0.834. This results from disorientation in amorphous region by folding the extended macromolecular chains into coiled form at 180°C. This change in amorphous region reduces the Young’s modulus of LMPET substantially. As for taut heat setting, both the reductions in amorphous orientation (0.906) and crystallinity (0.5019) are small. The tension applied in the heat setting restrains the motions of the macromolecular chains, so the disorientation is limited. In this process, it is also possible to form new crystallites. Thus, the mechanical properties of the LMPET monofilament are not significantly weakened after taut heat setting.
The MMPET and HMPET monofilaments have longer macromolecular chains with lower crystallinities and amorphous orientations. The supramolecular structure changes after slack and taut heat setting processes are similar to those of LMPET. It is important to stress that the HMPET monofilament with the longest macromolecular chains can have increased amorphous orientation after taut heat setting (changing from 0.893 to 0.914). This explains well the lowest reduction in Young’s modulus of HMPET monofilament after taut heat setting.
Conclusion
The tensile properties of seven polymeric monofilaments were investigated for being spacer yarns in the development of high-quality spacer fabrics. Their support capability and elasticity were evaluated and explained by using the supramolecular structure information. The following conclusions can be drawn from the analyses.
(1) PET monofilaments have much higher moduli than the other monofilaments and possess better support capability as spacer yarns for spacer fabrics. PET monofilaments also have better elasticity under small deformation below 5% strain than the other monofilaments, but their elasticity is inferior under large deformation above 5% strain. PET monofilaments are suitable for being spacer yarns to achieve high compression resistance and resilience for spacer fabrics.
(2) The PET monofilament with higher molecular weight possessed the lower Young’s modulus but the higher strength and lower elongation at break. The softer nature is good for the knitting process. By using taut heat setting, it is good for producing spacer fabrics with high compression resistance and resilience, especially for small fabric deformation.
(3) The PET monofilament with lower molecular weight is easier to form complete crystalline structures and well oriented amorphous region than that with higher molecular weight, so it has higher Young’s modulus with better support capability.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The work described in this paper is sponsored by the National Natural Science Foundation of China (11702062) and Shanghai Pujiang Program (17PJ1400300).