
Abstract
This study explored and improved the optimal scouring-bleaching process of Xinjiang scutched flax, based on its characteristics and the scouring-bleaching process of existing mature flax. The physical properties, such as length, strength, split degree and fineness, and the chemical composition of Xinjiang scutched flax, such as the content of cellulose, lipowax, pectin, hemicellulose, water-soluble matter, lignin, etc., were measured and analyzed. The approximate range of bleaching process parameters was determined referring to the existing general flax scouring-bleaching process. Thirdly, the orthogonal experiment of three factors and three levels interaction is designed, and the optimal scouring-bleaching process scheme is obtained after analysis and verification.
Introduction
Flax (Linum usitatissimum L.) is an annual herbaceous dicotyledonous plant of the genus Linum in the family Linaceae. It can be divided into three types: fiber flax, oil flax, and oil-fiber flax. Flax has the reputation of “Queen of hemp.” 1 As the main raw material of the hemp industry, fiber flax is the earliest natural plant fiber used by human beings. 2
Degumming is the key process in the flax industry, and the degumming quality directly affects the spinning process and the texture and quality of textiles. In the subsequent processing, because the phloem embedded in flax stem is bundle fiber, it must be degummed to remove non-cellulose substances such as pectin, hemicellulose, and lignin (collectively referred to as gum), so as to obtain fiber for light spinning and realize its use value. 3
Many researchers have studied the chemical composition and content of flax,4–7 and they found that flax mainly contains Cellulose, hemicellulose, pectins and lignins, in addition to minor amounts of fat and wax materials. Zahran et al. developed an environment-friendly process for desizing, scouring and bleaching flax with SPB bleaching agent, they found that when SPB concentration, pH value, temperature, treatment time, solid-liquid ratio and wetting agent dosage are 0.6 mol/l, 10, 80°C, 3 h, 1:30, 2G/L respectively, the bleaching effect of linen fabric is the best. García et al. studied the effect of LMS biobleaching variables on pulp properties during TCF Bleaching of flax. 8 Zhang et al. Used pectin complex enzyme to refine flax roving, and used catalase to remove the residual H2O2 after hydrogen peroxide bleaching. Through the study on the influence of enzyme concentration, pH value, temperature, time, stirring speed and other factors on enzyme scouring and bleaching, the optimal process parameters of enzyme scouring and bleaching were determined, so as to realize clean production without environmental pollution. 9 Fillat et al. used syringaldehyde (SA), acetosyringone (as) and p-coumaric acid (PCA) as natural laccase media, and combined with laccase of Pycnoporus cinnabarinus to bleach flax fiber, they found that the combination of PcL and a natural mediator affords efficient biobleaching of flax pulp in a TCF sequence including a subsequent peroxide stage. 10
Xinjiang Flax has the characteristics of good quality, high yield, stable yield and quality. At present, there are few researches on the degumming technology, processing and spinnability of Xinjiang Flax. Therefore, this study aims to develop a new scouring-bleaching process specialize in Xinjiang Flax according to its characteristics. It is of great significance to fully study the degumming plan suitable for Xinjiang Flax for its market share and spinning high-quality flax yarn.
Experimental
Material and instrument
Materials: Xinjiang scutched flax used in this paper is planted in Xinyuan County, Xinjiang Uygur Autonomous Region of China and supplied by Jindi flax Co., Ltd.
Instruments: constant temperature water bath cauldron, fiber strength tester, bench type blast drying oven, electronic balance, fiber fineness tester, scanning electron microscope, fat extractor, allihn condenser, weighing bottle, suction filtration device, JN-B precision torsion balance, 15 mm middle section cutter, needle comb, tweezers, black velvet plate, triangular flask, etc.
Reagents: alkaline pectinase, benzene, anhydrous ethanol, concentrated sulfuric acid, sodium hydroxide, oxalic acid, sodium hypochlorite, sodium silicate, sodium carbonate, hydrogen peroxide.
Experimental design
Scouring-bleaching process
Scutched flax → enzyme scouring → scouring water washing → water washing → acid pickling → sodium hypochlorite bleaching → water washing → hydrogen peroxide bleaching → water washing → drying
In this paper, the enzyme scouring process is explored under the condition that other technological parameters remain unchanged, as follows:
Bath ratio: 1:20
Pickling process: sulfuric acid of 1 g/L, the temperature of 60°C.
Secondary bleaching process: sodium hypochlorite of 1.5 g/L, sodium silicate of 2 g/L, the temperature of 60°C, and time of 45 min
Oxygen bleaching process: sodium carbonate of 3.5 g/L, sodium hydroxide of 1.5 g/L, hydrogen peroxide of 8 g/L, the temperature of 90°C.
Single-factor experiment
The single-factor experiment was carried out in a dyeing machine. Taking the weight loss rate of flax as the evaluation standard, according to the technological process of 1.2.1, the single-factor experiment of enzyme concentration, enzyme scouring time and enzyme scouring temperature were carried out in enzyme scouring-bleaching process of Xinjiang scutched flax to explore the appropriate range of each single factor parameter, so as to provide a reference for the setting value of orthogonal test.
Orthogonal experiment
According to the results of single-factor experiment, three-factor three-level orthogonal experiment was designed and carried out in the laboratory dyeing machine. Following the process of 1.2.1, as well as taking the weight loss rate and single fiber strength of scutched flax fiber as the evaluation standard, the optimal technological parameters of the scouring-bleaching process in Xinjiang scutched flax was obtained thought the analysis of the results.
Methods
weight loss rate
The dry weight of scutched flax before and after scouring-bleaching was weighed respectively, after 4 h drying in a bench type blast drying oven with a set temperature of 150°C. The weight loss rate of flax can be calculated by the formula (1). 11

Where
Single fiber strength
The single fiber strength was measured by a 005E single fiber strength machine under constant temperature and humidity with reference to GB/T 5586-2008 test method for breaking strength of single flax fiber, 12 The tensile speed is set as 30 mm/min, at least 10 flax single fiber samples with a length of more than 100 mm were measured, and the average value was recorded.
Fiber fineness
The fiber fineness was measured on a BEION F10 Full-automatic Fiber Fineness Tester. The sample was cut from the flax bundle with a 2 mm interruption cutter. Then the cut specimens fall on the glass plate randomly by screening. The glass plate containing randomly distributed flax fiber specimens was put into the fiber fineness tester for measuring, and the results are obtained.
Chemical composition
The chemical composition of virgin flax and scoured-bleached flax was determined as per the standard GB5889-1986, “Quantitative Analysis Method of Ramie Chemical Composition.” 13 The content of fat wax, water-soluble matter, pectin, hemicellulose and lignin were detected. Besides, the cellulose content was calculated. The chemical composition changes of Xinjiang scutched flax before and after the scouring-bleaching process were analyzed and compared.
Split degree
In this paper, the splitting degree of flax fiber is measured by a so-called “cut-off weighing method.” 14 Three groups of samples were prepared for measuring. Each group of samples was cut into 15 mm in length and 10 mg in weight. The prepared sample is placed on the black velvet board and the number of pieces is counted with the help of tweezers. The ratio of length to mass is used to define the degree of splitting. The average value is recorded.
Surface configuration
The surface morphology of Xinjiang flax fiber before and after the scouring-bleaching process was observed by a scanning electron microscopy (SEM), and the transverse and longitudinal morphology of Xinjiang Flax single fiber was observed and analyzed under the magnification of 1000 times. 15
Whiteness index
In this study, the whiteness index and change rule of Xinjiang flax raw hemp and flax fiber degummed by the optimal scheme were determined and analyzed, referring to GB / t17644-2008 “Textile Fiber Whiteness and Chroma Test Method.” WSB-3A Intelligent Digital Whiteness Meter is adopted to measure the whiteness index. First, the black cylinder is used to zero calibrate. Each sample is rotated in five different directions to measure and take the average value.
Moisture regain
The flax fiber before and after degumming are placed at standard atmospheric (temperature is 20°C ± 1°C, relative humidity is 65% ± 2%) for 24 h, and the wet weight is weighed. Then the samples were dried in a 105°C oven for 120 min, and the dry weights were weighed. The moisture regain of Xinjiang flax fiber before and after the degumming process was calculated base on the dry weight and wet weight. The calculation formula of moisture regain is as follows:

Where G is the wet weight, G0 is the dry weight.
Results and analysis
Physical and chemical properties of Xinjiang scutched flax
The physical properties, such as single-fiber strength, length, fineness and splitting degree, as well as the chemical composition and content of Xinjiang scutched flax were measured. The physical properties and chemical properties are shown in Tables 1 and 2, respectively.
Physical properties of Xinjiang Flax.

Chemical composition of Xinjiang Flax (%).

Single-factor experiment
Enzyme concentration
According to the physical properties of Xinjiang Flax as shown in Figure 1, and referring to the existing scouring-bleaching scheme. The single factor experiment of enzyme concentration in Xinjiang flax was established. The enzyme scouring time, temperature, PH value, and bath ratio were set as 90 min, 60°C, 10, and 1:30, respectively. When the enzyme concentration was 2 g/L, 4 g/L, 6 g/L, 8 g/L, and 10 g/L, the corresponding weight-loss rates were 3.2%, 5.7%, 7.3%, 10.2%, and 9.5%, respectively.
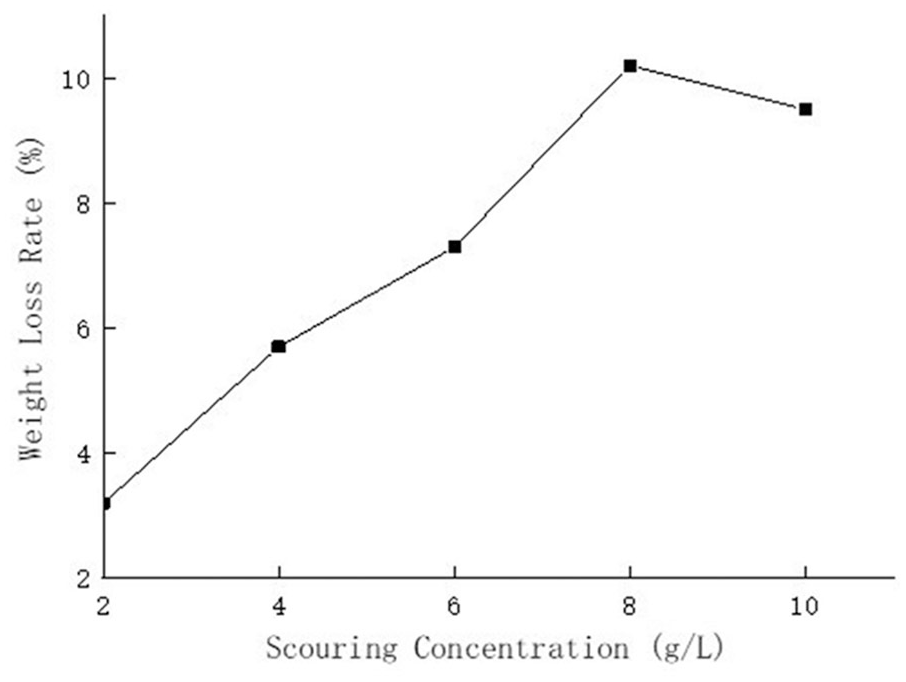
Effect of enzyme concentration on weight loss of flax after scouring-bleaching process.
It can be seen from Figure 1 that the weight loss rate of Xinjiang flax increases significantly with the increase of enzyme concentration when the enzyme concentration is lower than 8 g/L, but decreases with the increase of enzyme concentration when the enzyme concentration is higher than 8 g/L. This may be due to the fact that most of the pectin, lignin and other colloids in flax fiber are dissolved and eluted after enzymatic scouring, which leads to the increase of weight loss rate. However, when the enzyme concentration is greater than 8 g/L, the colloidal substance on the surface of flax has been removed, and the removal of other chemicals requires further penetration and reaction of enzymes into the fiber, so it is relatively difficult to reduce the weight loss rate. Through the comparison and analysis of the above data, the concentration range of 6 to 10 g/L enzyme solution is suitable.
Enzyme scouring time
The single factor test of enzymatic scouring time was carried out on Xinjiang Flax fiber samples. The concentration, temperature, pH, and bath ratio of enzyme scouring were set to 8g/L, 60°C, 10, 1:30 respectively. The weight loss rate of the enzyme was 4.1%, 5.6%, 8.7%, 9.1%, and 8.4% when the scouring time was 50 min, 70 min, 90 min, 110 min, and 130 min, respectively. The relationship between weight loss rate and scouring time is shown in Figure 2.

Effect of scouring time on weight loss of flax after scouring-bleaching process.
It can be seen that the weight loss rate of Xinjiang Flax gradually increased with the increase of enzyme scouring time. While which no longer increased but decreased with the increase of enzyme souring time after the enzyme scouring time was more than 110 min. In 110 min, the enzyme scouring did not fully penetrate the flax fiber, so the colloid in the fiber was constantly removed with the continuous penetration of the enzyme solution. When the permeability reaches about 110 min, the enzyme solution almost penetrated the fiber, most of the gum had been removed at this time. Therefore, the weight loss rate was no longer increased with the increase of the enzyme scouring time. To sum up, 70 to 110 min was selected as the best scouring time range.
Enzyme scouring temperature
The single factor test of enzymatic scouring temperature was carried out on Xinjiang flax fiber. The concentration, time, pH, and bath ratio of enzyme scouring solution were set to 8 g/L, 90 min, 10, and 1:30, respectively. The weight loss rate of the enzyme was 7.2%, 8.3%, 9.1%, 8.6%, and 7.8% when the scouring temperature was 50°C, 54°C, 58°C, 62°C, and 66°C, respectively.
The relationship between weight loss rate and scouring temperature is shown in Figure 3. It can be seen that with the increase of scouring temperature, the weight loss rate increases gradually in the temperature range of 50°C to 58°C, and decreases gradually in the temperature range of 58°C to 66°C. This may be due to the highest activity of the enzyme in the temperature range of 55°C to 60°C. When the temperature is too high or too low, the activity of the lower enzyme results in poor degumming effect, and further results in a low weight loss rate. Therefore, 55°C to 65°C was selected as the best scouring temperature range.

Effect of scouring temperature on weight loss of flax after scouring-bleaching process.
Orthogonal experiment
According to the reasonable range of enzyme concentration, enzyme scouring time, and enzyme scouring temperature obtained from the above single factor test, the three-factor and three-level orthogonal experiment is designed, as shown in Table 3. Furthermore, the designed orthogonal experiment is tested and verified, and the results are shown in Table 4. The orthogonal design assistant software is used to analyze the orthogonal test results directly, and the results are shown in Table 5.
Factors and levels L9 (34).

Orthogonal table and experimental results.

Variance analysis of Xinjiang flax strength after the scouring-bleaching process.

Note. Where, the number of “*” represents the level of significance. The significance level of “**” was higher than that of “*”.
From the range analysis, it can be concluded that the effect of each factor on the strength of Xinjiang Flax is RB > RA > RC, namely, the influence of enzyme scouring temperature, enzyme concentration, and enzyme scouring time on the strength of Xinjiang Flax is weakened in turn. From the results of the orthogonal test, it reveals that the combination of A2B1C3 is the optimal scouring-bleaching scheme. It can effectively degumme Xinjiang scutched flax and retain its strength at the same time.
In addition, the effects of various factors on the weight loss rate of Xinjiang Flax were RC > RA > RA. It means that the influence of enzyme scouring time, concentration, and temperature on the weight loss rate of Xinjiang scutched flax is weakened in turn. It follows from the results that the weight loss rate of Xinjiang flax after scouring- bleaching was the highest by the combination of the A2B1C3 scheme.
With the help of orthogonal design assistant software, the variance analysis of flax strength results after the orthogonal test is carried out, and the results are shown in Table 6.
Variance analysis of weight loss rate of Xinjiang Flax after scouring- bleaching.

Note. Where, the number of “*” represents the level of significance. The significance level of “**” was higher than that of “*”.
With the help of orthogonal design assistant software, Variance analysis was carried out on the weight loss rate of flax after orthogonal test, and the results are shown in Table 7.
Visual analysis of the orthogonal experiment.

It can be seen from Table 6 that the enzyme concentration and scouring temperature have a significant effect on the strength of Xinjiang scutched flax after scouring-bleaching. Among them, scouring temperature is a much higher significant factor. By contrast, the effect of scouring time on the strength of Xinjiang scutched flax is relatively insignificant. Moreover, it can be seen from Table 7 that the effect of enzyme scouring time on the weight loss rate of Xinjiang scutched flax is significant, but the effect of enzyme concentration and enzyme scouring temperature on the weight loss rate of Xinjiang Flax is relatively insignificant.
The effects of enzyme concentration, temperature, and time on scouring-bleaching and significance of Xinjiang scutched flax were studied by orthogonal experiments. From the above analysis, it is found that the enzyme scouring temperature is a highly significant factor affecting the strength of Xinjiang scutched flax. However, its effect on the weight loss rate of Xinjiang flax is not significant. Similarly, the concentration of enzyme solution obviously affected the strength of Xinjiang Flax, but it was not a significant factor affecting the weight loss rate of Xinjiang Flax. Moreover, Enzyme scouring time is a significant factor affecting the weight loss rate of Xinjiang flax, but it hardly affects the strength of Xinjiang flax.
Optimal scouring-bleaching process
According to the results of Table 8 and variance analysis, it can be concluded that factor A: the effect of enzyme concentration on strength is greater than that of on weight loss rate, so it is reasonable to select A2. Factor B (scouring temperature): this is a high significant factor for the strength, and it has a greater impact on the strength than that on the weight loss rate, so B1 is reasonable. Factor C (scouring time): it not only has a significant impact on the weight loss rate, but also has a great impact on the weight loss rate of Xinjiang scutched flax, so C3 is better.
Optimal scheme of Xinjiang Flax related physical indexes after the scouring-bleaching process.

After a comprehensive comparison and analysis, it is concluded that the optimal scheme of the scouring-bleaching process for Xinjiang scutched flax is A2B1C3. However, this scheme does not appear in nine groups of orthogonal experiment, nor single factor experiment. Therefore, the scheme needs to be verified, and the results are shown in Tables 9 and 10.
Validation scheme.

Flax properties after scouring-bleaching with the validation scheme.

The content of the chemical components of Xinjiang Flax after scouring-bleaching was measured, the results are shown in Table 11.
Chemical composition of flax after scouring-bleaching (%).

Comparing the results of the validation test (as shown in Table 10) with that of the orthogonal experiment, it is found that if Xinjiang Flax is scoured and bleached according to the scheme A2B1C3 (i.e. the enzyme concentration is 8 g/L, the scouring temperature is 55°C, the scouring time is 110 min, and the bath ratio is 1:20), the obtained flax strength after the scouring-bleaching process is the highest and weight loss rate is relatively better.
By comparing the chemical composition content of Xinjiang scutched flax after scouring-bleaching with verification scheme (as shown in Table 11) and that of virgin Xinjiang flax. It was found that the cellulose content of Xinjiang Flax was significantly increased, while the content of non cellulose, lipowax and other substances, especially pectin and lignin, was significantly reduced. As pectin and lignin are the main factors that affect the splitting degree and strength of Xinjiang Flax. Thus, the decrease of pectin content significantly improved the splitting degree and strength of Xinjiang Flax.
By comparing the surface and cross-section morphology of Xinjiang flax treated in the verification scheme (as shown in Figures 4 and 5) and that of virgin Xinjiang flax. It can be seen that the surface of the virgin flax is polygonal with dense gum, which makes the flax fibers tightly cluster together. While, the flax fibers have no dense gum adhesive and show a loose form after the scouring-bleaching process, revealing that most of the gum has been removed. Therefore, the degree of flax fiber splitting is also improved significantly. It can be seen from the cross-section that the flax fiber is tubular and without natural distortion before the scouring-bleaching, in addition, the fibers are closely arranged. After the scouring-bleaching process, most of the gum between the fibers is removed, the fibers are separated to the greatest extent, and the surface of the fibers is also bright and clean. The splitting degree of flax fiber increased significantly, which made it more spinnability. The spinnability of flax fiber was improved by the increase of its cleavage after the scouring-bleaching process.

Cross-section observation of (a) virgin (b) scoured-bleached in the verified scheme Xinjiang scutched flax.

Longitudinal surface observation of (a) virgin (b) scoured-bleached in the verified scheme Xinjiang scutched flax.
Whiteness index
The whiteness index of Xinjiang scutched flax before and after the optimal scouring-bleaching process is listed in Table 12. It can be seen that the whiteness index of Xinjiang Flax is 10.6, which increases to 68.1 after degumming with the optimal scheme. It indicates the optimum degumming scheme not only has a good impurity removal effect, but also has a good whitening effect on Xinjiang scutched flax, which can fully meet the requirements of flax fiber whiteness in the spinning process.
Whiteness index of Xinjiang scutched flax before and after optimal scouring-bleaching process.

Moisture regain
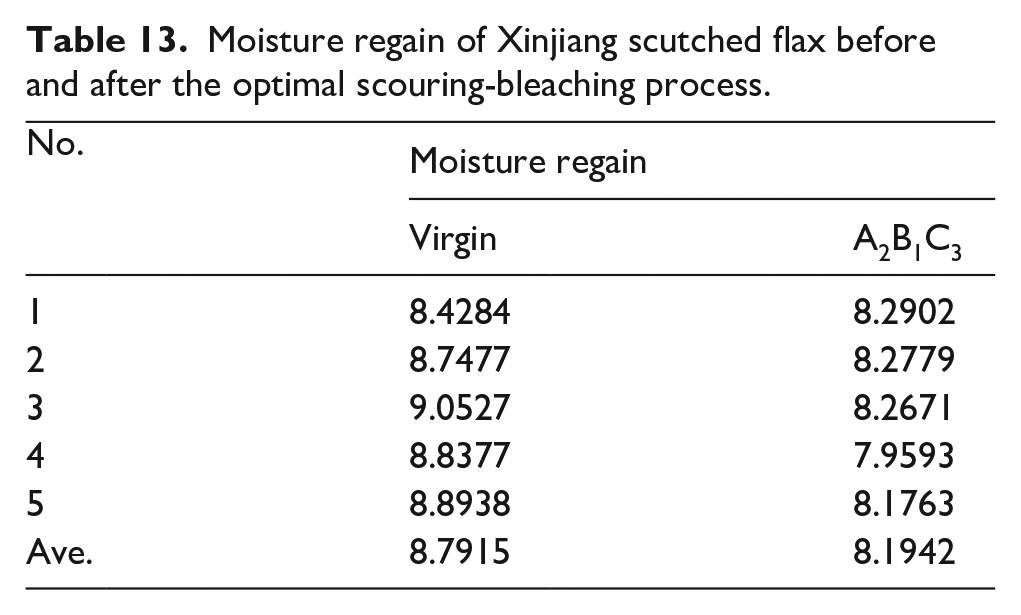
Table 13 illustrated the dry weight and wet weight of virgin Xinjiang Flax as well as that of the flax after degumming in the optimal scheme. The moisture regain of virgin flax and treated flax degummed by the optimal scheme is calculated according to formula (2). The results showed that the moisture regain of flax treated by the optimal scheme is 7.5305%, which is slightly lower than the actual moisture regain of 8.7915%. It was found that the moisture absorption of degummed flax fiber was weakened to a certain extent, which was attributed to the decrease of non-cellulose components in flax after degumming led to the decrease of non-crystalline area and increase of crystallization area of flax fiber. However, the moisture regain of flax under the optimal scheme is slightly lower than that of virgin flax, but it can meet the requirements of downstream processing technology.
Moisture regain of Xinjiang scutched flax before and after the optimal scouring-bleaching process.
In conclusion, the strength, splitting degree, and spinnability of Xinjiang scutched flax were significantly improved after the scouring-bleaching process with the validation scheme. Therefore, the validation scheme A2B1C3 had high feasibility and accuracy.
Conclusion
The optical scouring-bleaching scheme of Xinjiang scutched flax is a liquid bath ratio of 1:20, pH of 10, enzyme concentration of 8 g/L, enzyme souring temperature of 55°C, enzyme scouring time of 110 min. The properties of Xinjiang scutched flax treated by the newly developed process, such as strength, weight loss rate, whiteness, length, and fineness, are better than that of flax treated by conventional processing method.16–20 Besides, the scouring-bleaching method adopted in this paper not only achieves the best degumming effect on flax, but also effectively reduces the number of chemical agents and environmental pollution. The feasibility and accuracy of the optimal scheme were verified by the significant improvement of strength, fineness, weight loss rate, length, and surface morphology of Xinjiang scutched flax treated by validation scheme.
Footnotes
Acknowledgements
The authors would like to acknowledge the insightful comments from the reviewers during the peer-review process.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was funded by the President Foundation of Tarim University (TDZKQN201812, TDZKQN201806).