
Abstract
In this study, a clean and efficient down processing technology improved the bulkiness of the down fibers by two physical methods. On the one hand, amino polysiloxane compound SI-G was used to modify down fibers physically. On the other hand, the structure of down fibers keratin was changed and the elasticity of down was increased by adjusting the temperature, so the bulkiness of down fibers was improved. The results showed that the most suitable condition for down fibers in the air-blast dusting machine was a temperature of 60 ± 2°C when the SI-G dosage was 2% of the weight of down, the performance of down fibers was the best. The bulkiness increased by 49%, the cleanliness increased by 92%, and the residual fat rate did not change significantly. Evidence was provided by scanning electron microscope and energy dispersive spectrometer (SEM-EDS), nuclear magnetic resonance spectrometer (13C-NMR), X-ray Diffractometer (XRD) and Raman spectroscopy analysis. The results showed that, on the one hand, amino polysiloxane SI-G adsorbed on the down surface, making the fiber smooth, soft, and elastic. On the other hand, the conformation of down fibers keratin changed, the conformation of keratin macromolecule α-helix increased relatively, and the random crimp conformation decreased relatively, which makes the protein structure more regular and elastic, so the bulkiness of the down fibers improved.
Introduction
As a natural protein fiber, feather and down has been well known for its excellent thermal insulation properties. 1 With the improvement of people’s living standards and the change of consumption concept, people are more and more pursuing products made of natural materials, so the down products has become a popular trend. 2 Meanwhile, people have more and more high requirements for the quality of down fibers for down quilts. In the evaluation system of down quality, the bulkiness is an important indicator to measure down fibers warmth performance. The higher the bulkiness of down fibers, the better the insulation performance due to the fact that the down fibers can fix a larger volume of air layer to maintain heat and insulation. 3 Therefore, it is extremely important to improve the bulkiness to meet people’s demand for quality of down fibers.
At present there are few reports on the improvement of bulkiness of down fibers. Chemical agents such as cationic surfactants and oxidants were added during down washing process reported by Jin et al., 4 which could make the down fibers full, elastic, and the molecular chain straight resulting in improving the bulkiness. However, the bulkiness sedimentation was unsatisfactory, only increased by 11%, and the extensive use of oxidants damaged down fibers, which reduced the comfort and softness of down products. Chen LY modified down fibers with cyclodextrin inclusion compound and then adsorbed zirconium chloride ion to improve the warmth retention of down fiber. 5 The bulkiness was only increased by about 13%, and the adsorbed zirconium ions were easily washed out by water. Furthermore, through our actual investigation, glutaraldehyde, a down cross-linking agent, is mainly applied in improving the bulkiness of down fibers. 6 However, the down fibers treated by glutaraldehyde are easy yellowing, which seriously affected the quality of down products. Importantly, one of the main drawbacks of these aldehyde cross-linking agents is their safety issues and environmental concerns. 7
Since the mid-20th century, polysiloxane compounds began to be used as finishing agents for fabrics. Polysiloxane compounds have large adsorption capacity and soft chain segments, which can effectively reduce friction between fibers. The tensile strength and resilience of textiles treated with polysiloxane compounds are improved. 8 To better integrate the polysiloxane compounds with the fabric, the researchers modified the polysiloxane compound, such as amino modification, epoxy modification, and polyether modification.9,10 Amino groups of amino polysiloxane have higher polarity, which can interact with hydroxyl and carboxyl groups. Amino polysiloxane is widely cited in improving the softness and resilience of fabrics. 10 However, no relevant studies have clearly indicated that the modification of feathers with Amino polysiloxane compounds can improve the bulkiness of feathers. Down fiber is an animal protein fiber with a large number of hydroxyl and carboxyl groups, which is a great similarity with the fabric. Therefore, amino polysiloxane can be firmly bound to the surface of the down fiber, and this principle can be used to improve the fluffy degree of the feather.
In this study, two kinds of physical methods were combined to improve the bulkiness of down fibers. No harmful substances will be produced in the treatment project and down products will not cause environment and safety issues. On the one hand, amino polysiloxane compound SI-G was used to modify down fibers physically. On the other hand, the conformation of down keratin was changed by adjusting the temperature, and the elasticity of down was increased. The results were discussed preliminarily. This work may provide the possibility to further promote the effect and sustainable development of the down industry.
Experiment and methods
Materials and instruments
Untreated down fibers was supplied by Anhui Wuwei Dong Long Co., Ltd., China in this research. The bulkiness of untreated down was 420 cm3, cleanliness was 480 mm and residual fat rate was 1.22%, the average diameter and length of the fibers were 23 μm and 2.1 cm, respectively. Air-blast dusting machine was provided by industrial leather technology Co., Ltd. Amino polysiloxane compound SI-G was provided by Shandong Lihou Light Industry Material Co., Ltd.
Technological process
SI-G of 1%~5% dosage was accurately weighed (dosage/% was the weight percent of reagent and untreated down), dissolved in 20 mL water, and evenly sprayed on down fibers. Then down fibers were placed into the dusting equipment. At the same time, using the method of blowing made down sufficiently dispersed. Hot air was injected into the equipment to heat down (the temperature gradient was 40°C, 50°C, 60°C, 70°C, 80°C) and then a certain amount of steam was injected. After rotating for 1 h, cold air was injected, so that the down was cooled to normal temperature and fluffy down was obtained.
Down and feather quality detection
According to the requirements of the International Down and Feather Bureau (IDFB) for down and feathers testing methods, the bulkiness, cleanliness, and residual fat rate of down and feather were tested. The specific methods of operation are as follows.
Detection of bulkiness
About 30.0 g samples were extracted from the fluffy treated samples and dried at 70°C oven for 45 min. Then the samples were placed into the pre-treatment oven and stored for 24 h at 20 ± 2°C and 65 ± 2% relative humidity. About 28.5 g of the sample was weighed and a national standard bulkiness meter was used to measure the bulkiness. After the sample were stirred evenly and smoothed, the aluminum pressure plate was gently placed on the sample and let fall freely. After stopping for 1 min, the scales on both sides of the national standard bulkiness meter were recorded. 11
Detection of cleanliness
About 10.0 g samples were weighed and put into 2000 mL plastic jar. A total of 1000 mL distilled water was added into the plastic bottle. The down fibers was fully wetted by hand shaking. The jar level was placed in the oscillator about 30 min, and the direction of oscillation was from the bottom of the bottle to the bottle mouth. After the oscillation was over, the down in the jar was filtered through 200 standard screens, and the filtrate was collected. The filtrate slowly poured into the transparency meter, and the transparency meter plastic pipe was gently shaken to remove the air bubbles from the pipe. The filtrate was gradually discharged from the hose below the transparency meter, and the red double cross line at the bottom was observed from the top of the transparency meter until it had just stopped discharging. The corresponding calibration of the liquid surface was recorded, that was the cleanliness of the sample.12,13 For statistical calculations, it is advisable to use minimum five readings.
Detection of residual fat rate
About 2~3 g dried samples were accurately weighed by the analytical balance, and packed into a 5 cm high cylinder with filter paper, and then put into the cleaned Soxhlet extractor. Install the extractor sequentially and connect the condensed water. About 120 mL ether were poured into the bottom flask which had been weighed, and cleaned and the bottom flask was placed in a 50°C water bath and connected to a Soxhlet extractor. After the Soxhlet extraction, the used ether was recovered. The round bottom flask was placed in an oven at 105°C, until a constant weight was recorded. 14 Residual fat rate (Fr) was calculated using the following expression:

A – constant weight of the round flask with residual fat;
B – weight of clean round bottom flask;
C – weight of the sample.
Scanning electron microscope and energy dispersive spectrometer
The morphology of the treated down fibers were characterized by scanning electron microscope (S4800, Hitachi Japan Inc.) and energy dispersive spectrometer.
Contact angle tester
The static contact angles of the treated samples were measured using a contact angle tester. The down samples were evenly pasted onto the slide, and the surface was treated smoothly. The samples were detected by OCA20 video optical contact angle tester.
Nuclear magnetic resonance spectrometer
The treated down samples was crushed and characterized by a solid state nuclear magnetic resonance spectrometer (Infinity-plus 400 MHz NMR, Varian USA Inc.).
X-ray diffractometer
The treated down samples was crushed and characterized by wide X ray diffractometer type D/Max2550VB+/PC. 2θ measurement range was carried out within 5°~60°.
Raman spectroscopy analysis
The sample was analyzed by Laser micro-Raman Spectrometer (DXRxi, Thermo Scientific USA Inc.). Laser source was He-Ne laser source (532 nm) and power was 10.0 mW. A magnification of 50 times was adjusted in the microscope. Scanning range was from 200 cm−1 to 1800 cm−1 and scanning time was 200 s.
Results and discussion
The different dosage of SI-G effect on the bulkiness of down fibers
The different dosages of SI-G were weighed to fluffy the natural down fibers by the process. The bulkiness was measured by the national standard bulkiness meter after fluffy treatment. The detection result were shown in Figure 1. It could be seen from Figure 1 that the bulkiness had a substantial increase after treatment. It increased from 480 cm3 to above of 580 cm3. When the dosage of SI-G was 2% of the down by weight, the bulkiness reached maximum 628 cm3, and then decreased slightly after that. This was because after treatment, the SI-G was physically adsorbed on the surface, which makes down fibers smooth, and the elasticity of the down fibers was enhanced, so the bulkiness was increased. With the increase of SI-G dosage, more and more fluffy agents adhered to the down fibers, so the bulkiness decreased slightly.

The pictures of the effect of different dosages of SI-G on the bulkiness of the down fibers.
In previous work, hydrogen peroxide and aldehyde cross-linkers were used as fluffing agent to improve the bulkiness of down fibers. 15 However, the fluffy effect of down fibers treated with hydrogen peroxide is not ideal, only increased by 2%. This is because down fibers are very sensitive to oxidants, which cause damage to down fibers. Then the bulkiness of down fibers treated with aldehyde crosslinking agents was improved, and the fluffy effect was satisfactory. However, down products treated with aldehyde crosslinking agents may cause environmental and health problems. Besides, the color of down fibers treated with aldehyde cross-linkers is prone to yellowing, which will seriously affect the quality of down fibers.
The different dosage of SI-G effect on the cleanliness and residual fat rate of down fibers
The cleanliness and residual fat rate are also important indicators to reflect down fibers quality. The results are shown in Figure 2. The cleanliness of down fibers also had a substantial increase. When the dosage of SI-G was 1% and 2% of the down fibers by weight, the cleanliness had reached more than 660 mm. And then the cleanliness of down fibers had been decreasing gradually. It can be attributed to the full dispersion of down fibers by using the blast method. Besides, dirt and dust were separated from the down fibers, so the cleanliness increased. When the dosage was increased again, excessive SI-G could not bind with down and was washed out by distilled water, making the water turbid and deteriorating cleanliness. However, compared with natural samples, the percentage of fat remained, increased gradually after fluffing. This was due to the use of ether reflux to extract the fat on the surface of the feather, when measuring the residual fat rate. However, the SI-G on the down fibers surface were soluble in ether, which results in the increase of the residual fat ratio. With the increase of SI-G dosage, the percentage of residual fat was still increasing slowly.

The pictures of the effect of different dosages of SI-G on the cleanliness and residual fat rate of the down fibers.
The effect of different temperatures on the bulkiness of down fibers
When the dosage of SI-G was 2%, the different temperatures of down treatment equipment were adjusted. As shown in Figure 3, it can be seen that when the temperature was 60°C, the bulkiness of down fibers was the highest. It was attributed that when the temperature is less than 60°C, the fluffing agent SI-G cannot completely bond with the down fibers and the adsorption is unstable. On the other hand, the temperature is too high, the down fibers will be damaged, so the bulkiness of the down fibers will decrease.

The pictures of the effect of different temperatures on the bulkiness of the down fibers.
SEM-EDS analysis
The morphological of the down fibers before and after treatments, were observed by scanning electron microscopy (SEM), as shown in Figures 4. It can be clearly seen that the down fibers surface does not have wool, hair or any other scales, but shows only low and high vertical arrangement of texture. 16 After fluffy treatment, the surface of the down fibers was smoother than before. There are many transverse textures on the surface of untreated down fibers, but after fluffy treatment, the transverse textures were obviously reduced. 17 It was attributed that hydrogen bonded between amino groups in amino polysiloxane and hydroxyl groups in keratin. Amino groups were prone to protonation, and some of the protonated nitrogen atoms repelled each other, resulting in the polysiloxane chains evenly spread on the surface of fibers, filling between the fiber textures, making the fiber surface relatively smooth. Meanwhile, amino polysiloxane could reduce the friction coefficient between fibers and make the fibers soft and resilient.18,19 As shown in Figure 4, it could be seen that there was silicon element on the surface of fibers after treatment. It also showed that amino polysiloxane compounds were adsorbed on the surface of fibers.

SEM-EDS pictures of (a) natural down, (b) treated down by treated with 2% SI-G.
Static water contact angle analysis
Static water contact angle pictures of the down fibers before and after treatment are shown in Figure 5. Static water contact angle images before and after 5% SI-G treatment are shown in Figure 6. We can clearly see that untreated down fibers have high hydrophobicity Owing to the surface of the untreated down has a layer of oil and grease which is insoluble in water. With the increase of SI-G dosage, the water contact angle of the down fibers surface decreases gradually. It is attributed that amino polysiloxane compounds has good water solubility. It also provided evidence that the SI-G were physically modified for down fibers.
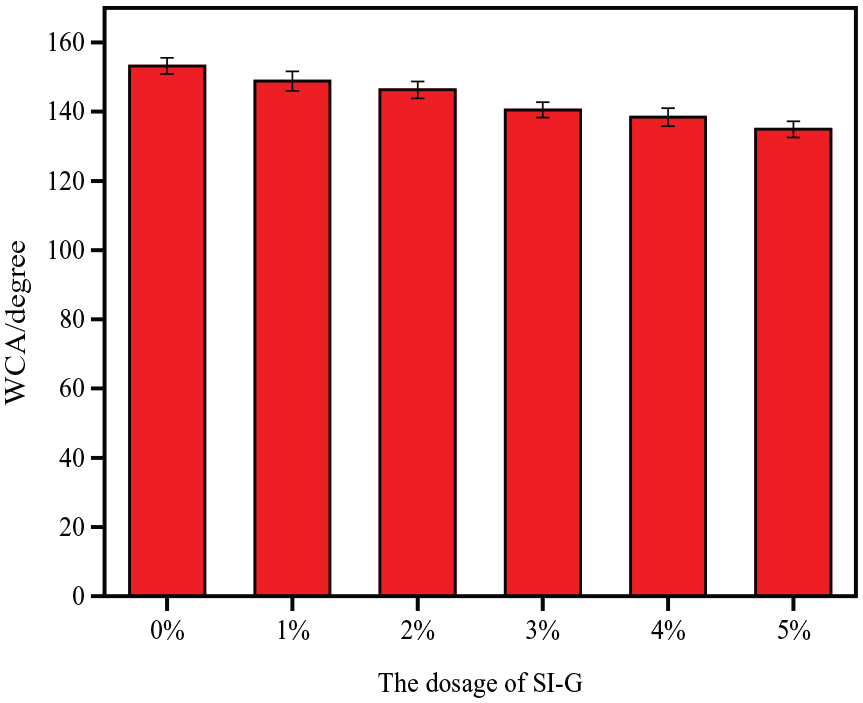
Pictures of water contact angle of the down fibers treated with different doses of SI-G.

Static water contact Angle of down fiber before and after treatment.
13C-NMR analysis
13C-NMR pictures of the natural and treated down fibers are shown in Figure 7. The results showed that the peak position practically unchanged, indicating that the chemical environment of carbon elements on the down fibers was unchanged before and after fluffy treatment. SI-G did not react with down fibers, but only adsorbed on the surface of down fibers. 20 Therefore, we speculated that the improvement of bulkiness was caused by two factors. Firstly, The SI-G was adsorbed on the surface of down fibers, making them smooth, soft, and elastic. Second, the secondary conformation of down fibers protein changed. The protein structure was more regular and the elasticity was enhanced, so the bulkiness was improved. The process of down and fluffy treatment and the change of down fibers before and after treatment are shown in Figure 8.
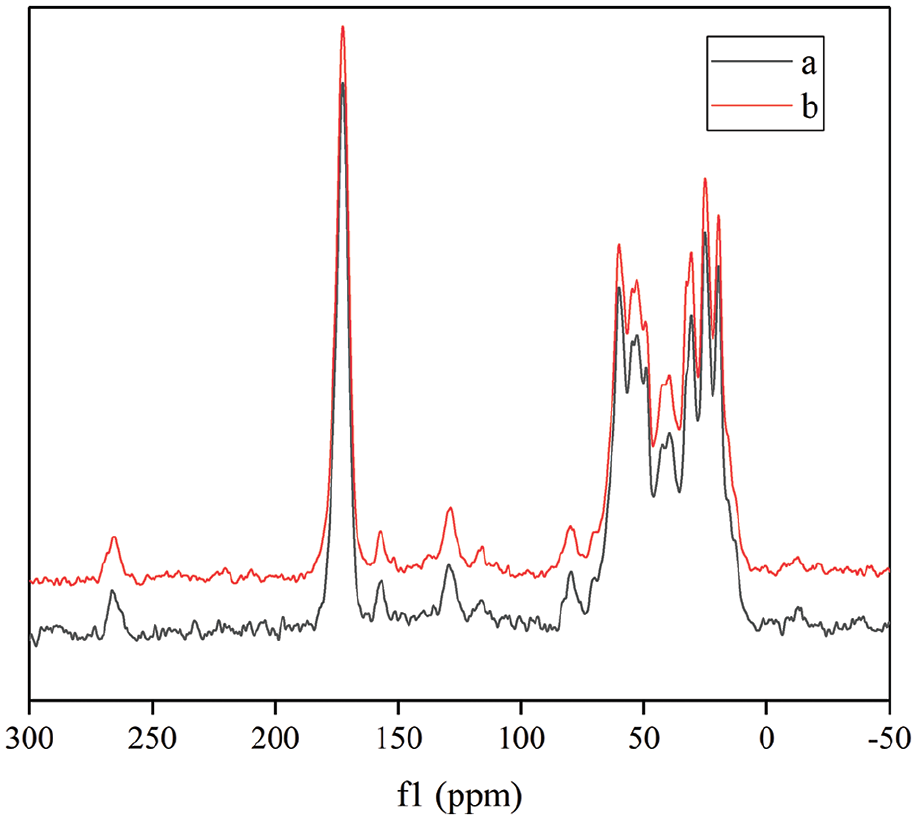
13C-NMR picture of (a) natural down, (b) treated down by treated with 2% SI-G.

The diagram of fluffy treatment process.
XRD analysis
XRD pictures of the down fibers before and after treatment are shown in Figure 9. The results showed that there was no significant change in XRD peak location before and after treatment. The crystallinity of down fibers before and after treatment was 12.12% and 20.6%, respectively. The crystallinity increased by 8.48%, indicating that the structure of the down fibers protein was more regular and elastic, so the bulkiness was increased. 21
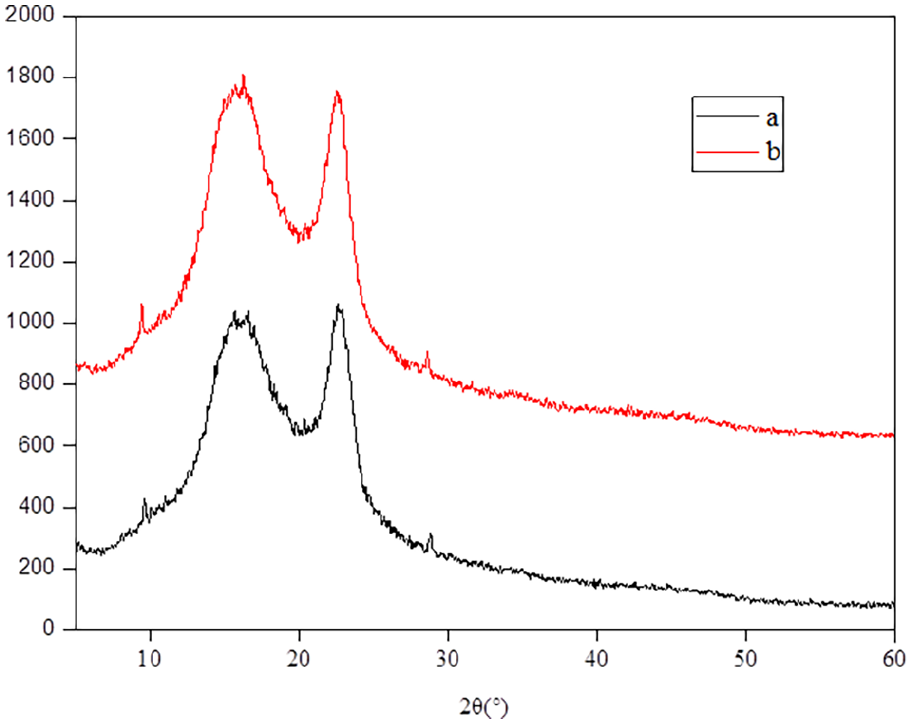
XRD picture of (a) natural down, (b) treated down by treated with 2% SI-G.
Raman spectroscopy analysis
In the laser Raman spectra, no new peaks were found and no peak shifts occurred. In order to compare the structural changes of down keratin before and after fluffy treatment, it was necessary to normalize the Raman spectra. The Raman band of keratin 1450 cm−1 was mainly the bending vibration of CH2 and CH3 on the side chain of amino acid. The band was insensitive to the conformation of the main chain and was not affected by the conformation changes of the main chain of the peptide chain. It could be used as an internal standard peak for comparing the structural changes of down keratin before and after fluffy treatment. 22 Therefore, 1450 cm−1 Raman band was used as the internal standard to normalize the Raman spectra before and after fluffy treatment, as shown in Figure 10.

Raman spectroscopy picture of (a) natural down, (b) treated down by treated with 2% SI-G.
Using 1450 cm−1 Raman band as internal standard, the Raman spectra before and after fluffy treatment were normalized, and some band strengths were found to be different. According to literature [19], 933 cm−1 was the C-C skeleton stretching vibration of the conformation of α-helix chain, 1315 cm−1 was the amide III vibration of the conformation of α-helix chain, and 1662 cm−1 was the amide I vibration of the conformation of α-helix chain. 23 Raman spectra showed that the three bands of down keratin were stronger after fluffy treatment than before, indicating that the conformation of down fibers the keratin molecule α-helix chain was relatively increased after fluffy treatment. 1243 cm−1 was the vibration of amide III of random conformation. After fluffy treatment, the band strength of 1243 cm−1 decreased, which indicated that the random convolution conformation of down keratin molecule decreased relatively after fluffy treatment. After fluffy treatment, the conformation of α-helix chain of down keratin increased relatively, the protein structure became more regular, the pressure resistance, elasticity, and fluffy of the down fibers increased.
Conclusion
To sum up, two physical methods were combined together to improve the bulkiness of feather and down successfully. SEM-EDS analysis provided support for the changes of morphological before and after treatment, and the results showed that SI-G was used to physically modify the down fibers successfully. 13C-NMR analysis, XRD analysis and Raman spectroscopy analysis provided evidence that the conformation of down fibers keratin changed, the conformation of keratin macromolecule α-helix increased relatively, and the random crimp conformation decreased relatively, which made the protein structure more regular and elastic, so the bulkiness increased. The overall results indicate physical methods greatly improve the bulkiness of down fibers and do not damage the fibers and are environmentally friendly.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was funded by the Key Scientifific Research Group of Shaanxi Province (2020TD-009), Key Scientific Research Program of Shaanxi Provincial Education Department(Collaborative Innovation Center project) (20JY003), Science and Technology Plan Project of Xi’an Weiyang District (No. 201907) and the Youth Innovation Team of Shaanxi Universities.
Availability of supporting data
All data generated or analyzed during this study are included in this published article. The authors declare that the data in this article is reliable.