
Abstract
Ultrafine crystallization of industrial pure titanium allowed for higher tensile strength, corrosion resistance, and thermal stability and is therefore widely used in medical instrumentation, aerospace, and passenger vehicle manufacturing. However, the ultrafine crystallizing batch preparation of tubular industrial pure titanium is limited by the development of the spinning process and has remained at the theoretical research stage. In this article, the tubular TA2 industrial pure titanium was taken as the research object, and the ultrafine crystal forming process based on “5-pass strong spin-heat treatment-3 pass-spreading-heat treatment” was proposed. Based on the spinning process test, the ultimate thinning rate of the method is explored and the evolution of the surface microstructure was analyzed by metallographic microscope. The research suggests that the multi-pass, medium–small, and thinning amount of spinning causes the grain structure to be elongated in the axial and tangential directions, and then refined, and the axial fiber uniformity is improved. The research results have certain scientific significance for reducing the consumption of high-performance metals improving material utilization and performance, which also promote the development of ultrafine-grain metals’ preparation technology.
Introduction
The continuous development of the manufacturing industry puts higher demands on the reliability of metals under severe working conditions such as high temperature, high speed, high pressure, corrosive medium, and heavy load.1,2 There are data showing that the annual losses caused by metal failure in China account for about 3% of the total output value of the national economy. 3 Therefore, the demand for high-performance, lightweight metals is becoming more and more urgent. Ultrafine crystallization of industrial pure titanium is also widely used in medical instruments, aerospace, passenger car manufacturing, high-speed rail construction, ocean-going vessels, deep-sea exploration, construction machinery, and many other fields, due to its high tensile strength, corrosion resistance, and thermal stability.4,5 At present, the research on the preparation process of industrial pure titanium ultrafine crystallization is mainly focused on traditional high-pressure torsion, equal-diameter extrusion, multi-directional forging, and cumulative stack rolling. The exploration of spin-forming methods for the preparation of ultrafine-grained materials began after 2000. In 2010, Ren Taolin and others used the method of rolling the Q235 slab to achieve plastic deformation on the surface and then recrystallization annealing the slab to refine the surface structure.2,6–20 In 2013, Xia Qinxiang of South China University of Technology proposed a combination of strong spinning and recrystallization annealing to prepare a cylindrical member with nano-ultrafine crystal structure. However, the ultrafine grain material prepared above is small in size, and the preparation of large-sized ultrafine-grained materials by strong spinning method is rarely known in the literature.21–23 This article proposes a method for obtaining an industrial pure titanium cylindrical having an ultrafine grain structure in combination with a strong spinning and annealing process. The research uses the cylindrical part to strongly rotate the simulation model, supplemented by the spinning process experiment, and explores the industrial pure titanium grain flow and the equivalent strain distribution during the spinning process, to reveal the plastic deformation mechanism of ultrafine grain industrial pure titanium. Through the study of microstructure in the ultrafine crystal industrial pure titanium plastic forming process, the characteristics of grain evolution, dislocation density, and storage energy during the preparation process were obtained, and the forming conditions of ultrafine crystals were explored from macroscopic forming process and microstructure. This method breaks through the limitation of the traditional severe plastic deformation method which can only prepare small-volume ultrafine crystal materials and explores a new method for preparing ultrafine crystal industrial pure titanium under small strain conditions.
Experiment
Model establishment
The ultrafine-grained metal is prepared by the strong spinning method. The grain size of the material is closely related to the spinning process parameters, and the spinning pressure is the main basis for the setting of the spinning process parameters. The commonly used calculation method for the rotational pressure is the Thamasett algorithm. The algorithm assumes the stable continuous flow of metal in the axial direction, but the poor metal flow during actual spinning will change the deformation rate, which will cause the algorithm to produce deviation. In this article, based on a large number of process experiments, the deviation law of the algorithm is found and corrected. 24 The modified algorithm is as follows:
The radial force experienced by the rotating wheel is

where Dt is the amount of thinning,
The axial force of the rotating wheel is

The tangential force of the rotating wheel is

Based on the modified algorithm, a simulation model is established using Hypermesh and Ansys.25–27 The simulation model is shown in Figure 1.

Strong spinning simulation model.
Experiment scheme
TA2 is an industrial pure titanium with good toughness and strength. The blank used in this test is the TA2 cylindrical forging blank supplied by Shenzhen Hongyongchang Metal Materials Co., Ltd., and the final size of the blank machined by lathe is
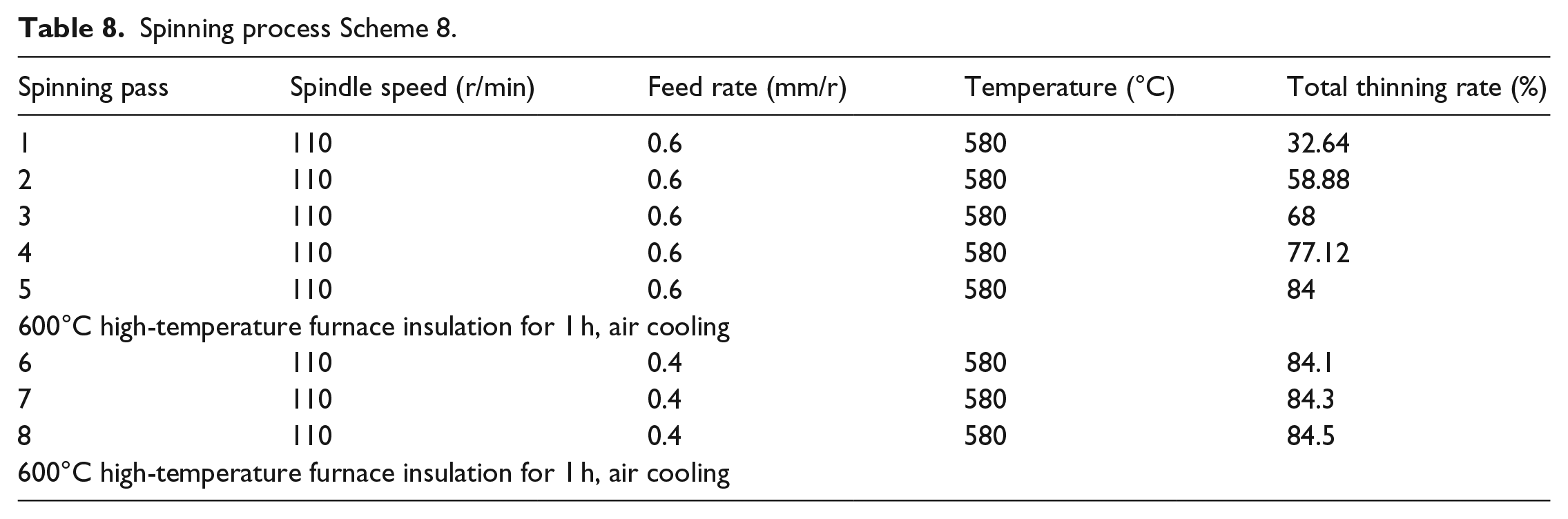
First, the spinning process is simulated by the simulation model, as shown in Figure 2. Through the analysis of the simulation results, the final spinning process scheme was determined, and the two-wheel offset spinning was used. The two rotor wheel offsets were 2.5 mm. The process scheme is shown in Tables 1 to 8, gradually increasing the total thinning rate to 85%.

Spinning process simulation.
Spinning process Scheme 1.

Spinning process Scheme 2.

Spinning process Scheme 3.

Spinning process Scheme 4.

Spinning process Scheme 5.

Spinning process Scheme 6.

Spinning process Scheme 7.

Spinning process Scheme 8.
Experiment results analysis
The spinning process experiment was carried out according to the spinning process Scheme 1 to the spinning process Scheme 8, and the obtained spinning products are shown in Figure 3(a) to (h).
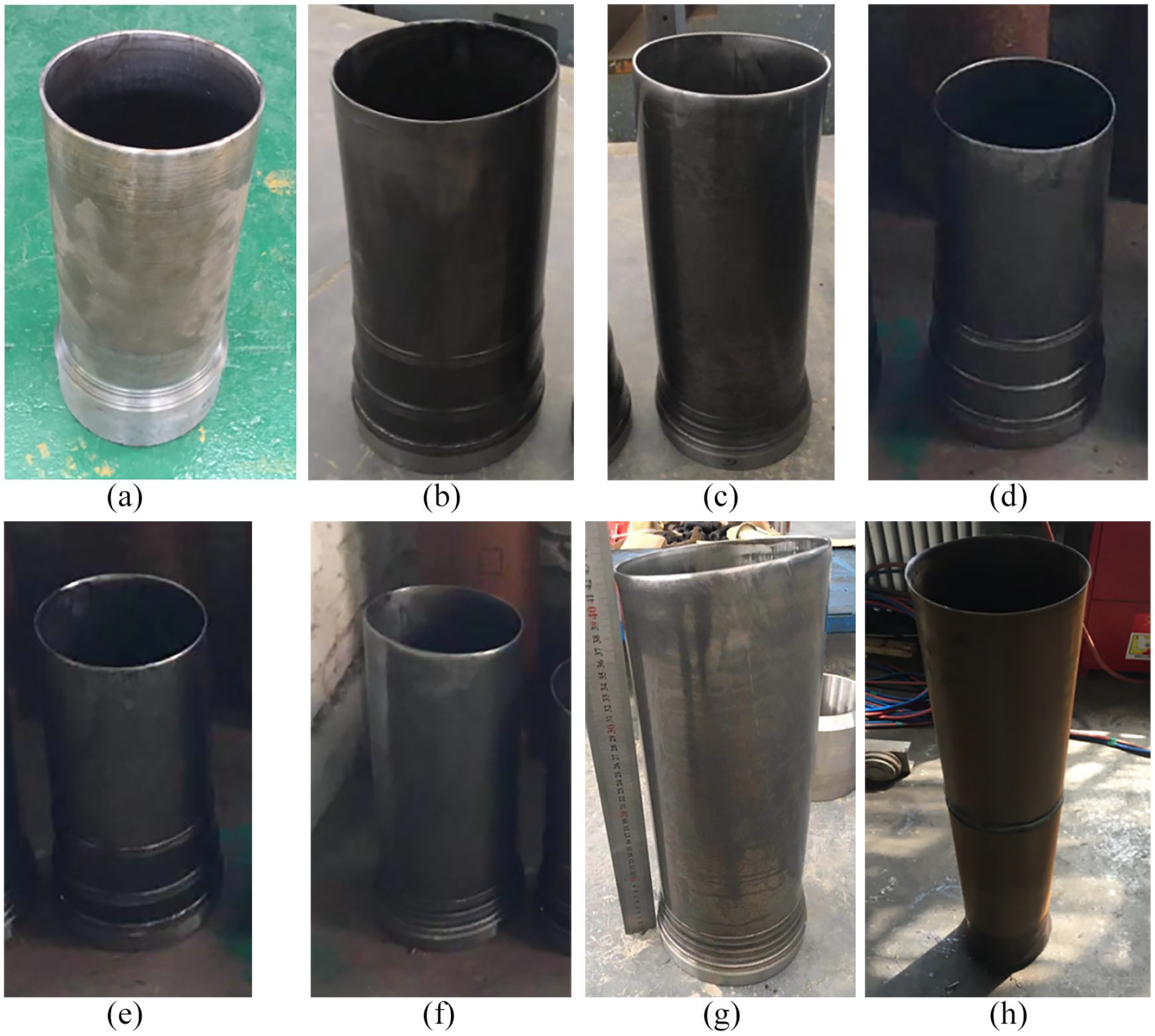
Spinning products of: (a) Scheme 1, (b) Scheme 2, (c) Scheme 3, (d) Scheme 4, (e) Scheme 5, (f) Scheme 6, (g) Scheme 7, and (h) Scheme 8.
Limiting thinning rate analysis
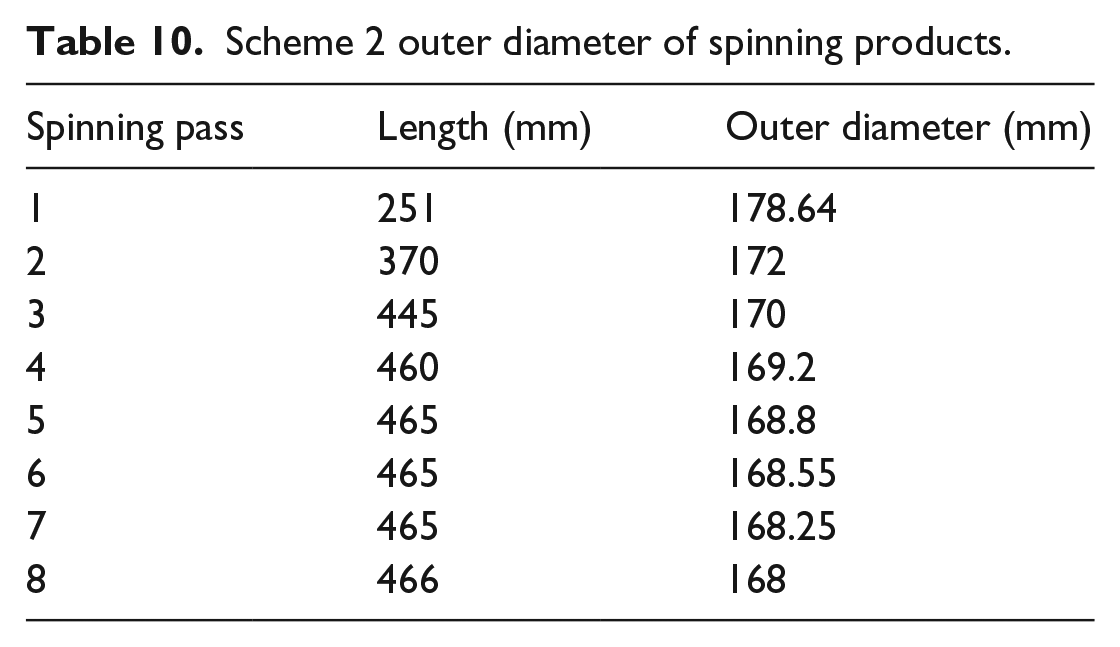
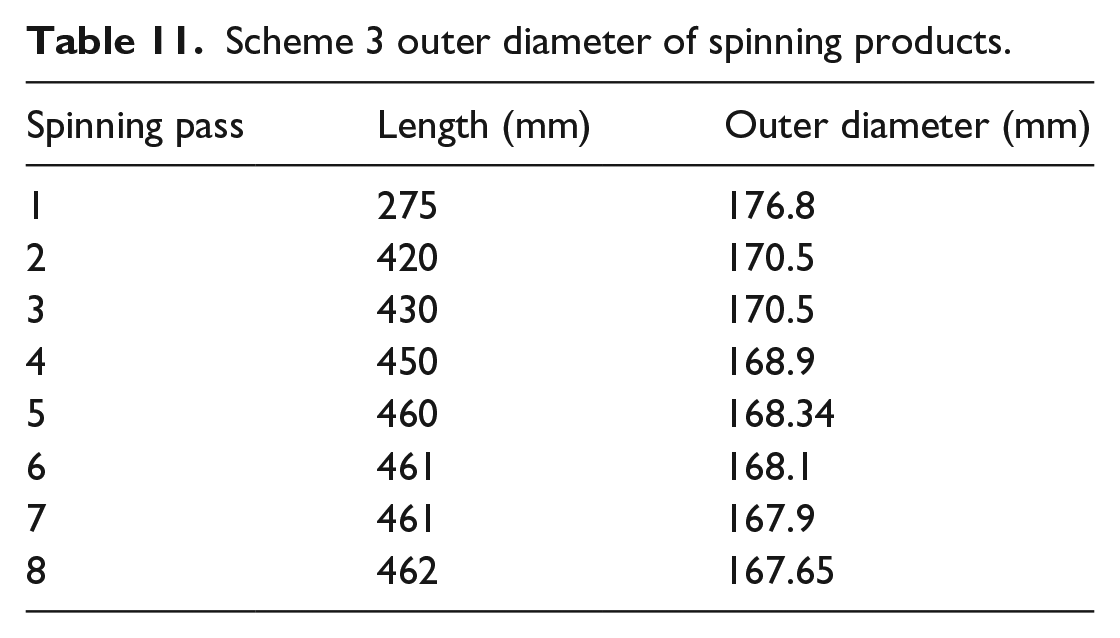
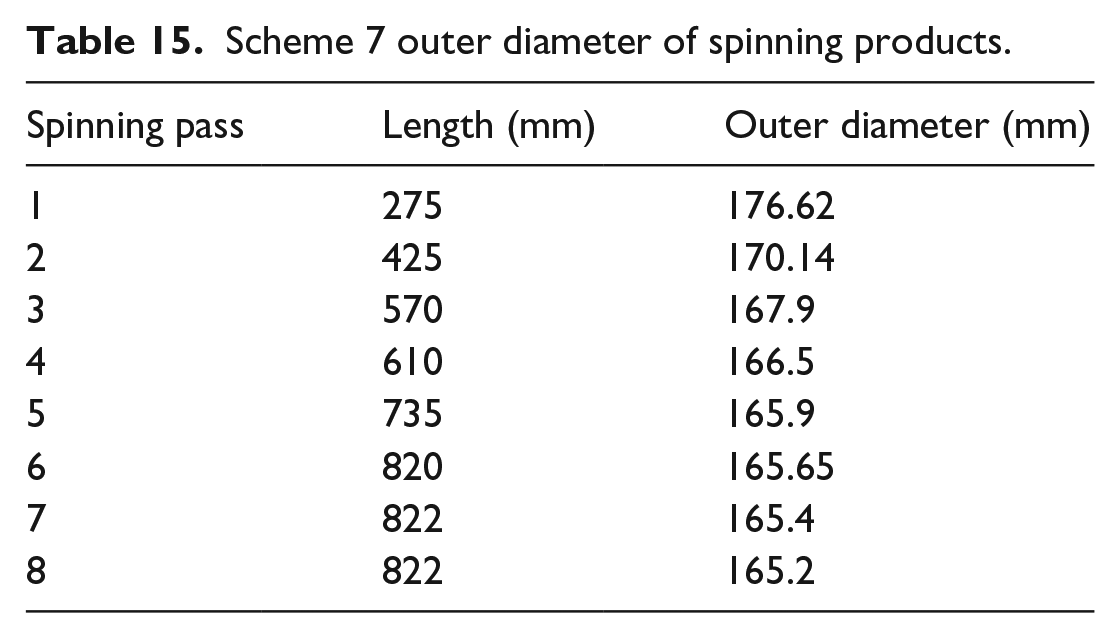
After the spinning process of the first to eighth passes of the first to eighth schemes, the outer diameter dimensions of the spin-formed product are shown in Tables 9 to 16.
Scheme 1 outer diameter of spinning products.

Scheme 2 outer diameter of spinning products.
Scheme 3 outer diameter of spinning products.
Scheme 4 outer diameter of spinning products.

Scheme 5 outer diameter of spinning products.

Scheme 6 outer diameter of spinning products.

Scheme 7 outer diameter of spinning products.
Scheme 8 outer diameter of spinning products.

With the gradual increase in the thinning rate, the outer diameter is gradually reduced, but the change of the length and the change of the outer diameter are not corresponding in the general rotation stage. It is proved that after the large reduction rate, the fluidity of the material gradually decreases, and the work hardening is obvious. The rebound amount of the rotating wheel is obviously increased. In Scheme 8, although the thinning of 84.5% is completed, the cracking phenomenon of the spinning product occurs, as shown in Figure 4. And it can be seen that the ultimate thinning rate of the technological scheme should be within 80%. The research of the team of Professor Xia Qinxiang from South China University of Technology has proved that the large thinning rate contributes to the ultrafine crystallization of metals. It can be inferred that in the above eight groups of schemes, Scheme 7 is the best process scheme.

Blank rupture.
Tensile strength analysis
The spinning products of Schemes 1 to 7 were tested by tensile test. The results are shown in Table 17.
Tensile test.

With the increasing of the thinning rate, the tensile strength of the spinning products gradually increased, which once again proved that Scheme 7 is the best process scheme. Therefore, the following analysis takes the process of Scheme 7 as an example.
Metallographic diagram analysis
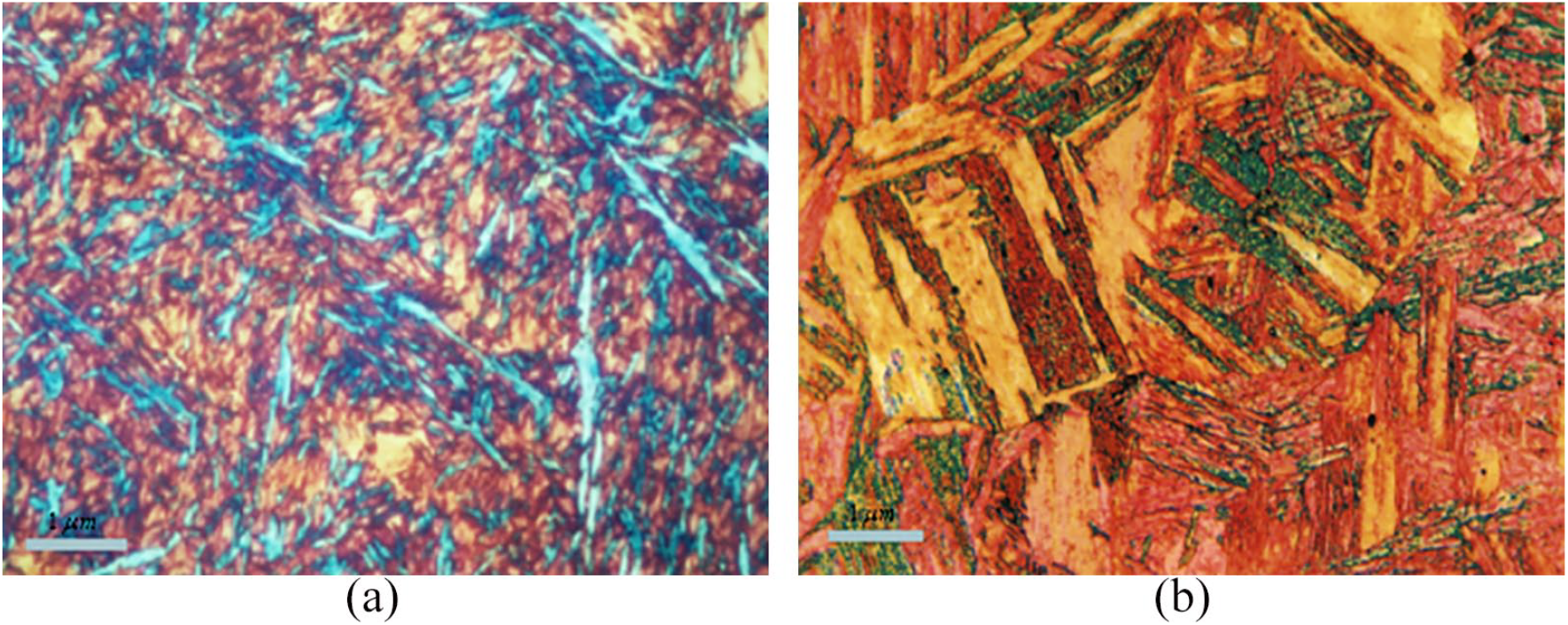
In the spinning process test of Scheme 7, it can be found that the axial, radial, and tangential directions of the contact area between the rotating wheel and the blank have undergone severe shear deformation. From the start to the final rotation, the slip surface formed by the slip line changes with the direction of the external force, and the tissue unevenness is intensified. Metallographic analysis is shown in Figure 5(a) to (d).

Metallographic diagram of: (a) unformed material area, (b) material in the deformation zone, (c) formed zone material, and (d) the material after annealing.
It can be seen from the metallographic diagram that the grain structure of the blank undergoes severe plastic deformation accompanied by strong offset spinning, and the deformation has a certain unevenness. The lamellar grains have different degrees of irregular bending. As the amount of deformation gradually increases, the crystal grains are gradually arranged in parallel with the axial direction of the strong offset spinning. As the amount of deformation continues to increase, the motion of the grains begins to be suppressed. After the first three passes of the large reduction of the amount of spinning, the industrial pure titanium grains are broken and elongated. After the subsequent two small reductions of spinning and annealing, industrial pure titanium produced fine equiaxed crystals with an average grain size of less than 1000 nm.
Analysis of internal and external surface structures
In the spinning process test of Scheme 7, the outer surface structure of the first pass of the blank is shown in Figure 6(a), which is a hexagonal structure with a close arrangement

(a) Outer surface structure and (b) inner surface structure of the first pass.
The first four passes of the spinning process are set to medium thinning, and the total thinning rate is controlled at 72.5%. The fourth outer surface structure is shown in Figure 7(a). The inner surface structure of the fourth pass is shown in Figure 7(b).
(a) Outer surface structure and (b) inner surface structure of the fourth pass.
The first four passes of spinning are all powerful spinning with medium thinning amount, and the thinning rate of each pass is more than 25%. The stress distribution from the first pass to the fourth pass is shown in Figures 8 to 11, respectively. It can be found that with the thinning of the blank, the work hardening increases, and the stress increases gradually. In the radial direction of the blank, the range of the radial force is increasing, but in the four passes, the stress from the outer surface to the inner surface of the blank in each pass is decreasing.

The first pass stress distribution.

The second pass stress distribution.
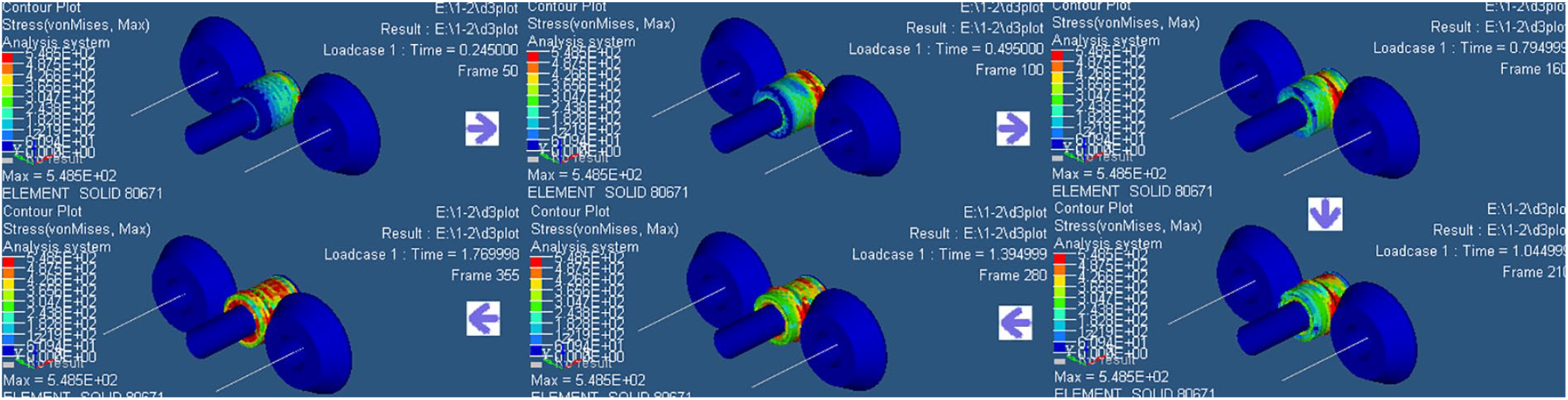
The third pass stress distribution.

The fourth pass stress distribution.
It is for the above reasons that the deformation of the inner layer of the blank is much smaller than that of the outer layer. As the total thinning rate of the blank increases, the difference between the inner and outer layers gradually decreases. However, even with a total thinning rate of 72.5%, the outer layer material of the blank is subject to constraints from the surrounding material, which is significantly less than the constraint from the surrounding material on the inner layer of the blank. In addition, the double-rotor wheel makes a double-space spiral trajectory movement with respect to the blank, and the stress state at the point contact is complicated. Therefore, the outer surface structure of the blank is still more complicated than the inner surface structure.
The last four passes of the spinning are all small spinning. The thinning rate of the fifth, sixth, and seventh passes is about 1%, and the eighth pass is 0%. So the spinning of the fifth, sixth, seventh, and eighth passes can also be classified into ordinary spinning. The outer surface structure of the sixth pass is shown in Figure 12(a), and the inner surface structure of the sixth pass is shown in Figure 12(b). The outer surface structure of the eighth pass is shown in Figure 13(a), and the inner surface structure of the eighth pass is shown in Figure 13(b).

(a) Outer surface structure and (b) inner surface structure of the sixth pass.

(a) Outer surface structure and (b) inner surface structure of the eighth pass.
The results of the sixth pass spinning show that the outer surface of the blank has a preferential orientation tendency. The inner surface of the tissue crystal plane has a preferred orientation strength. The inner and outer surface tissues have obvious grain refinement.
The eighth reduction is almost 0%, which is used to control the rebound of the blank. As the thickness of the blank is greatly reduced, the grain boundary of the crystal is gradually broken. The inner and outer surface tissues are basically converged, and the crystal grains are greatly refined to the level of 1000 nm, thereby achieving ultrafine crystallization of the blank.
Conclusion
The industrial pure titanium tubular forging blank is subjected to “5-pass strong spin-heat treatment-3 pass-spreading-heat treatment” to achieve ultrafine crystallization of crystal grains. Exploring its preparation method and mechanism, the following conclusions are obtained:
1. Study on process parameters and limiting thinning rate of ultrafine crystal industrial pure titanium prepared by strong spinning method.
The spinning process parameters were determined through simulation and spinning process tests to determine the ultimate thinning rate of industrial pure titanium. After the large reduction rate, the fluidity of the material is gradually reduced, the work hardening is obvious, and the rebound amount of the rotating wheel is increased. The ultimate thinning rate of the process scheme should be within 80%.
2. Study on microstructure evolution of ultrafine grained metal prepared by strong spinning method.
Through metallographic experiments and transmission electron microscopy, the evolution characteristics of grain size and morphology were studied, and the evolution law of microstructure was revealed to clarify the conditions for the formation of ultrafine grained metals. After the first three passes of the large reduction of the amount of spinning, the industrial pure titanium grains are broken and elongated. After the subsequent two small reductions of spinning and annealing, industrial pure titanium produced fine equiaxed crystals with an average grain size of less than 1000 nm. In the multi-pass spinning process, when the total thinning rate is small, the outer surface tissue is highly fluid. The crystal grains are broken and elongated by repeated tension and shearing, while the inner surface structure is relatively less changed. When the total thinning rate is large, the inner and outer surface tissues tend to be uniform, all of which are similar axial fiber structures, and the grain size is in nanoscale.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This research was financially supported by the Education Department of Jilin Province (Grant No. JJKH20181128KJ). This research was financially supported by Jilin Province Development and Reform Commission (Grant No. 2019C049-7).