
Abstract
Layer-by-layer assembly is a simple and effective method which has been widely studied to improve the flame retardancy of textiles in recent years. In this article, flame-retardant and anti-dripping polyethylene terephthalate fabrics were successfully prepared by layer-by-layer assembly branched polyethylenimine and ammonium polyphosphate on their surface. The results of limiting oxygen index values and vertical burning test revealed that the flame retardancy and anti-dripping performance of polyethylene terephthalate fabrics were improved after the layer-by-layer assembly treatment; especially, the dripping phenomenon was eliminated when the number of branched polyethylenimine/ammonium polyphosphate bilayers was over 10. The influence of alkali treatment of polyethylene terephthalate fabrics before layer-by-layer assembly was also investigated. The results showed that alkali treatment of the polyethylene terephthalate fabrics would promote the combination of polyethylene terephthalate fabrics and the charged flame retardants indicating better flame retardancy. The results of thermogravimetric analysis revealed that layer-by-layer assembly treatment of polyethylene terephthalate fabrics would promote char formation both under the nitrogen atmosphere and under the air atmosphere which may act through condensed phase action. The scanning electron microscopy images of the char residues revealed that the layer-by-layer assembly treatment of polyethylene terephthalate fabrics would promote the formation of a compact and intact char residue, which was beneficial for the improvement of flame retardancy and anti-dripping performance. This research would provide the experimental basis for the effective flame retardancy and anti-dripping performance of polyethylene terephthalate fabric.
Introduction
Polyethylene terephthalate or polyester (PET) fiber as one of the three most widely used synthetic fibers is commonly used as clothing and decorative materials. However, PET fiber belongs to the category of highly flammable materials which restricts its applications. And PET fiber is a thermoplastic polymer, so melt dripping would occur during combustion which would bring out severe secondary disasters.1–3 Therefore, the improvement of the flame retardancy and anti-dripping performance of PET fiber is even urgently needed.4,5
Halogen-containing compounds were once used as effective flame retardants for PET, which were forbidden due to the environmental issues.6,7 Phosphorus-containing flame retardants were considered as one of the most effective alternatives which have been studied for the flame-retardant treatment of PET.8,9 Especially, the phosphorus-containing flame retardants which could act through forming carbonaceous protective layers have been proven to be effective for the inhibition of melt dripping. 10 Among them, intumescent flame-retardant (IFR) system as an effective flame-retardant system has received great deal of attention which possessed the charring and foaming effect on the surface of the burning polymer.11,12 It generally consists of three important components, namely, acid source, carbonization agent (carbon source), and blowing agent.
Researchers have tried to improve the flame retardancy of PET mainly in three ways: copolymerization with a reactive flame-retardant monomer,13,14 blending flame retardants with the PET matrix,15,16 and after finishing flame-retardant treatment of PET fabrics;17,18 the last one has been widely used due to its relative convenience and low cost. In recent years, the sol–gel and layer-by-layer (LBL) assembly techniques as the novel coating methods have been reported to be used widely for the flame-retardant treatment of fabrics.19,20 Especially, flame-retardant coatings prepared via LBL assembly on the polymer surface have received more and more attention due to their simplicity, eco-friendliness, and low impact on the intrinsic properties of substrates.21–23
There are studies being conducted on the improvement of flame retardancy of PET fabrics through the LBL assembly technique. Carosio et al. 24 reported that PET fabrics were coated with silica nanoparticles by LBL assembly of the positively and negatively charged colloidal silica bilayer (BL) on the PET fabrics. The results showed that PET fabrics after coating by 5 BLs would increase the time to ignition (TTI) by 99 s (45%) and reduce the peak heat release rate (PHRR) by 20% comparing with the uncoated fabric. Also the burning time was reduced and melt dripping was eliminated from these coated PET fabrics. Alongi et al. 10 reported that poly(diallyldimethylammonium chloride) (PDAC), poly(acrylic acid) (PAA), and ammonium polyphosphate (APP) were used to deposit different numbers of PDAC/PAA/PDAC/APP quadlayer IFR coatings on the PET fabrics. The thermogravimetric analysis (TGA) results revealed that these different numbers of quadlayers would promote PET fabrics to form stable char. These quadlayer IFR coating PET fabrics revealed good flame retardancy and anti-dripping performance of PET fabrics, and reduce the heat release during combustion. 25 Carosio et al. 26 used the LBL assembly method to fabricate the hybrid organic/inorganic flame-retardant coatings from the Octa-ammonium POSS (polyhedral oligomeric silsesquioxane) and sodium montmorillonite clay endowing the PET fabrics with good flame retardancy and anti-dripping performance.
In this article, branched polyethylenimine (BPEI) as the polycation and APP as the polyanion were used to deposit the flame-retardant coatings on the PET fabrics via the LBL assembly method. APP is the commonly used acid source of the IFR system. BPEI is a positively charged amine compound which could couple with the negatively charged APP, and it could also release ammonia gas enhancing the flame-retarding process which could be used as the blowing source in the IFR system. The flame retardancy and anti-dripping performance of the treated PET fabrics were evaluated by limiting oxygen index (LOI) values and vertical burning test. The influence of alkali treatment of PET fabrics before LBL assembly was also investigated. The thermal stability of untreated and LBL-assembly-treated PET fabrics was investigated by TGA. The surface of the untreated and LBL-assembly-treated PET fabrics and their char residues after vertical burning test was investigated by scanning electron microscopy (SEM).
Experimental
Materials and chemicals
100% PET knitted fabric with an area density of 110 g/m2 was purchased from Shanghai Xinfanglian Automobile Interior Co., Ltd (Shanghai, China). The fabrics were washed with 4 g/L detergent at 98°C for 10 min and washed with hot water and cold water in turn, followed by drying under room temperature. BPEI (Mn 10,000) and APP were purchased from Aladdin Reagent Co., Ltd (Shanghai, China).
LBL assembly treatment of PET fabrics
The 0.5 wt% BPEI solution (pH = 10) was prepared using deionized water. For the preparation of the APP solution, 0.5 wt% APP was added to deionized water. It was followed by adjusting the pH value to 4 using 1 M HCl solution and then stirring for 24 h.
PET fabrics were first dipped into the BPEI solution for 5 min, followed by rinsing with deionized water for 1 min and drying in the oven at 60°C for 2 h, then dipped into the APP solution for 5 min, followed by rinsing with deionized water for 1 min and drying in the oven at 60°C for 2 h. One BL of BPEI and APP was obtained in the complete assembly cycle process, and then these fabrics were alternately immersed into BPEI and APP solutions, but the subsequent dipping time was only 2 min, followed by washing with deionized water for 30 s. The process was repeated until the fabrics with 1, 5, 10, and 20 BLs were obtained, which were named PET-1, PET-5, PET-10, and PET-20, respectively. The influence of flame retardancy and anti-dripping performance of the PET fabrics by the alkali treatment was investigated in this study. The PET fabrics were treated by the 1 M NaOH solution at 90°C for 30 min. The subsequent process was the same as the above process. The process of performing LBL assembly treatment of PET fabrics is shown in Figure 1.

Schematic representation of the LBL assembly coating BPEI/APP layers on PET fabrics.
Characterization
The flame-retardancy and anti-dripping performance of the treated PET fabrics were determined by LOI and vertical burning test. LOI values of the treated PET fabrics were measured at room temperature according to the ASTM D2863 testing procedure on an oxygen index instrument (ATS FAAR Industries, Segrate, Italy). Vertical burning tests were conducted on a YG(B)815D-I fabric flame-retardant performance tester (Wenzhou Darong, Wenzhou, China) according to the ASTM D6413 standard. And the tensile strength of the PET fabrics before and after LBL assembly coating with different numbers of BLs of BPEI/APP was determined by the YG(B)026G electronic fabric strength tester according to the ISO 13934-1 standard. TGA was carried out on a DTG-60H thermal analyzer (Shimadzu, Japan) both in nitrogen and in air atmosphere with a heating rate of 10°C/min between room temperature and 650°C. The surface morphology of untreated and treated fabrics and char residue after the vertical burning test was studied using a Hitachi S-4800 SEM after being sputtered with gold.
Results and discussion
Morphology of the untreated and treated PET fabrics
The morphology of the untreated and treated PET fabrics via the LBL assembly method was investigated by SEM and the results are shown in Figure 2.

The surface morphology of the untreated and treated PET fabrics: (a) untreated PET fiber, (b) PET-1, (c) PET-5, (d) PET-10, and (e) PET-20.
As shown in Figure 2, the surface of the untreated PET fiber was much smooth and clean, while the morphology of the LBL-assembly-treated PET fibers changed obviously. The surface of PET-5 was much thicker and rougher than that of PET-1. The coverage of the fiber increased with the number of the BLs. When the PET fabric was coated by 10 BLs (PET-10), the surface was more smooth and uniform than that of PET-5. And the surface of PET-20 was much thicker than that of PET-10. Therefore, the BPEI/APP BL coatings were successfully deposited on the PET fabrics via the LBL assembly method.
Flame retardancy and anti-dripping performance of the PET fabrics
Untreated and LBL-assembly-treated PET fabrics
The flame retardancy and anti-dripping performance of the untreated and treated PET fabrics were evaluated by LOI values and vertical burning performances which are listed in Table 1. The add-on of the treated PET fabrics is also given in Table 1.
Flame retardancy and anti-dripping performance of the untreated and treated PET fabrics.

PET: polyethylene terephthalate; LOI: limiting oxygen index.
As shown in Table 1, the add-on of the LBL-assembly-treated PET fabrics increased with the number of BLs. The flame retardancy and vertical burning performance were also improved after the LBL assembly treatment. The LOI value of the untreated PET fabric was only 21.1%. And the LOI value of the treated PET fabrics increased with the increase of the BL number; it reached 26.0% when the PET fabric was treated by 20 BLs of BPEI/APP. The char length of the untreated PET was 15.1 cm and it decreased with the increase of the BL number. The char length of the PET fabric which was treated by 20 BLs of BPEI/APP was 13.2 cm. The after-flame time was greatly decreased after the treatment. When the PET fabric was treated by 5 BLs, the after-flame time reached 0 s. From Table 1, it is also found that the anti-dripping performance also improved with the increase of the BL number. The dripping phenomenon of the PET fabric which was treated by 10 BLs was eliminated. As shown in Table 1, the tensile strength of the PET fabrics which was LBL assembly treated by the BPEI/APP was almost the same as that of the untreated one, even when the PET fabric was coated by 20 BLs of BPEI/APP. Therefore, the flame retardancy and anti-dripping performance were improved after the LBL assembly treatment; especially, the dripping phenomenon was eliminated when the number of BPEI/APP BLs was more than 10. After the LBL assembly coating, the physical–mechanical performance of the treated PET fabrics would not be influenced.
Alkali treatment of PET fabrics before LBL assembly
As we all know, PET fabric belongs to the PET fiber which is a polymer linked by ester bonds. PET fabric was alkali treated before LBL assembly to form free carboxyl groups in the PET chain. Thus, PET fabrics with a certain negative charge could easily combine with the positively charged BPEI through the electrostatic attraction force making more amount of BPEI absorbed on the PET fabric surface. The flame retardancy and vertical burning performance of the PET fabric which was treated by 1 M NaOH solution before the LBL assembly were investigated, and the results are shown in Table 2. The add-on of the PET fabrics with different numbers of BPEI/APP BL is also listed in Table 2.
Flame retardancy and anti-dripping performance of the alkali-treated PET fabrics.

PET: polyethylene terephthalate; LOI: limiting oxygen index.
As shown in Table 2, the add-on of the PET fabrics also increased with the number of BLs, while it was higher than that of the PET fabrics with the same BL number which have not been treated by the NaOH solution before the LBL assembly. The flame retardancy and vertical burning performance of PET fabrics which were treated by NaOH showed the same results as those not treated by NaOH solution before coating. The LOI values of the PET fabrics with the same BL number which were treated by NaOH solution were higher than that of the untreated one. And the char length of the PET fabrics with the same BL number which were treated by NaOH solution was lower than that of the untreated one. The dripping phenomenon exhibited the same trend as the untreated one which was also eliminated after coating 10 BLs of BPEI/APP. In a word, the alkali treatment of the PET fabrics would promote the combination of the PET fabrics and the charged flame retardants indicating better flame retardancy for the LBL assembly of BPEI/APP.
Thermal stability
The thermal stability of untreated and LBL-assembly-treated PET fabrics was investigated by TGA in nitrogen and air atmospheres, respectively. The TG and DTG curves are shown in Figures 3 and 4, and the TGA data are listed in Tables 3 and 4, including the onset decomposition temperature (T–10%, evaluated by the temperature of 10 wt% mass loss), the temperature of maximum mass loss rate (Tmax), the mass loss rate at Tmax, and the solid char residues at 600°C.

TG and DTG curves of untreated and flame-retardant-treated PET fabrics under the nitrogen atmosphere.
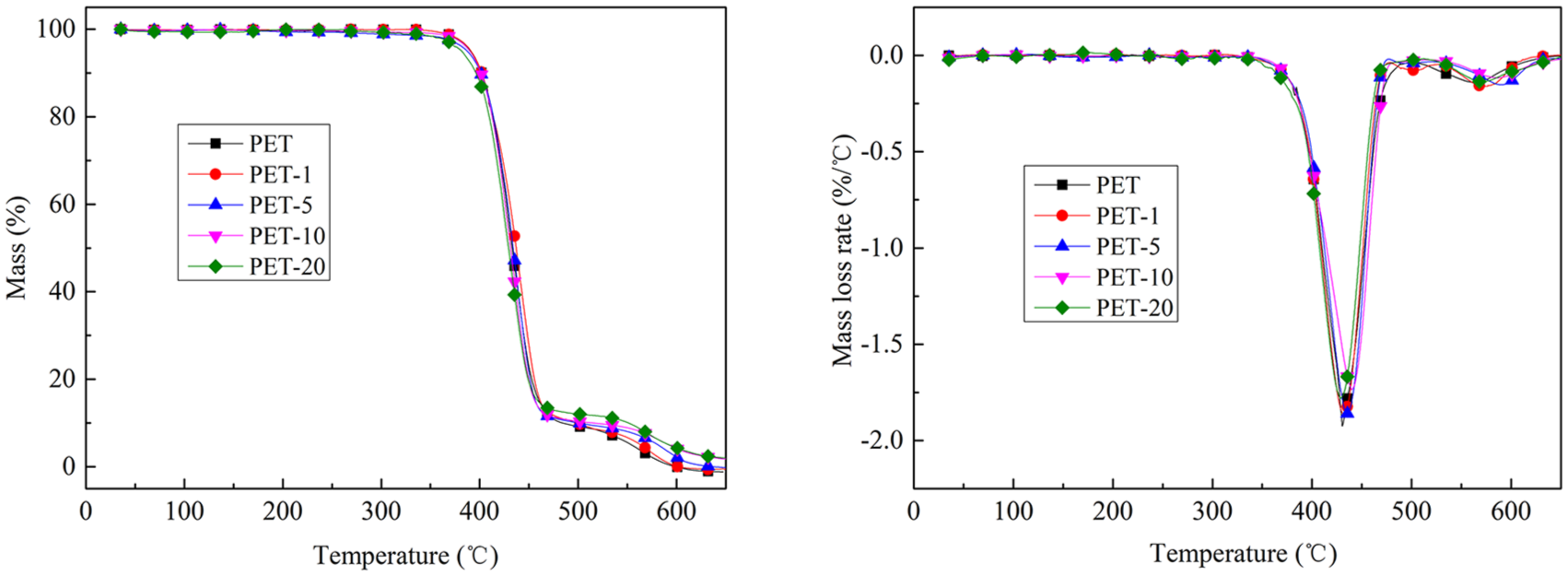
TG and DTG curves of untreated and flame-retardant-treated PET fabrics under the air atmosphere.
TGA data of untreated and flame-retardant-treated PET fabrics under the nitrogen atmosphere.

TGA: thermogravimetric analysis; PET: polyethylene terephthalate.
TGA data of untreated and flame-retardant-treated PET fabrics under the air atmosphere.

TGA: thermogravimetric analysis; PET: polyethylene terephthalate.
TGA under the nitrogen atmosphere
The TGA results under the nitrogen atmosphere are shown in Figure 3 and Table 3.
It can be seen from Figure 3 and Table 3 that both the untreated and treated PET fabrics show only one mass loss stage under the nitrogen atmosphere. The onset decomposition temperature (T–10%) of the treated PET fabrics decreased with the increase of the BL number which was lower than that of the untreated one. The reason for this may be due to the lower starting decomposition temperature of BPEI and APP. 27 Nevertheless, Tmax of the treated PET fabrics increased with the increase of the BL number indicating that this flame-retardant system would slightly improve Tmax of the treated PET fabrics. The mass loss rate at Tmax also decreased with the increase of the BL number. As for the char residue at 600°C, the amount increased with the increase of the BL number revealing that the flame-retardant treatment by the LBL assembly of BPEI and APP would promote the formation of char, which may be the reason of the dripping phenomenon elimination.
TGA under the air atmosphere
The TGA results under the air atmosphere are shown in Figure 4 and Table 4.
It can be seen from Figure 4 and Table 4 that both the untreated and treated PET fabrics showed two mass loss stages under the air atmosphere which was different from that under the nitrogen atmosphere. The first degradation stage is assigned to the pyrolytic decomposition and the formation of char and the second stage can be assigned to the decomposition of unstable char in the action of O2 at a higher temperature. The onset decomposition temperature, the two stages of Tmax, and the mass loss rate at Tmax all exhibit the same variation tendency as that under the nitrogen atmosphere. The char residue at 600°C under the air atmosphere also increased with the increasing BL number indicating that the flame-retardant treatment could also promote the char formation under the air atmosphere.
Therefore, the TGA results revealed that the LBL assembly treatment of PET fabrics would improve high-temperature stability and promote char formation under both the nitrogen atmosphere and the air atmosphere. This demonstrated that the LBL assembly treatment of PET fabrics may act in the condensed phase to form the char layer as the barrier which endows the PET fabric with good anti-dripping performance and certain flame retardancy.
Morphology of the char residue
The morphology of the char residues of untreated and treated PET fabrics after vertical burning test was investigated by SEM as shown in Figure 5.

The morphology of char residues of the untreated and treated PET fabrics: (a) untreated PET fiber, (b) PET-1, (c) PET-5, (d) PET-10, and (e) PET-20.
As shown in Figure 5, the char residue of untreated PET fabrics showed a crack surface with lots of holes, indicating that a larger amount of heat transmission and combustible gas diffusion would occur. It was observed that the morphology of treated PET fabrics dramatically changed comparing with the untreated one. The char residue of treated PET fabrics had a continuous, smooth, and compact surface, and the surface becomes smoother and more compact with the increase of the BL number. These changes would not only effectively protect the internal structure of the matrix, but also increase the barrier closeness, which would reduce heat transmission from the outside and combustible gas diffusion from the inside. In summary, the LBL assembly treatment of PET fabrics would promote the PET fabric to form a compact and intact char residue, which is very beneficial for inhibition heat transmission and combustible gas diffusion indicating the improvement of flame retardancy and anti-dripping performance.
This research would provide an experimental basis for the flame-retardant and anti-dripping treatment of PET fabrics. However, the LBL assembly by electrostatic attraction which belongs to weak interaction results in low fastness. The fastness of this coating by the LBL assembly method would be improved by introducing crosslinking agents to form a stronger covalent bond.
Conclusion
Flame-retardant and anti-dripping PET fabrics were successfully prepared by the LBL assembly of BPEI and APP on their surface. The SEM images demonstrated that the BPEI/APP BL coatings were successfully deposited on the PET fabrics’ surface. The results of LOI values and vertical burning test revealed that the flame retardancy and anti-dripping performance were improved after the LBL assembly treatment; especially, the dripping phenomenon was eliminated when the BPEI/APP BL number was more than 10. The alkali treatment of the PET fabrics would promote the combination of PET fabrics and charged flame retardants indicating better flame retardancy. The TGA results revealed that the LBL assembly treatment of PET fabrics would promote char formation under both the nitrogen atmosphere and the air atmosphere where the flame-retardant mechanism mainly acts through the condensed phase action. The SEM images of the char residues revealed that the LBL assembly treatment of PET fabrics by BPEI and APP would promote the formation of a compact and intact char residue, which was very beneficial for the inhibition of heat transmission and combustible gas diffusion endowing the improvement of flame retardancy and anti-dripping performance.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Natural Science Foundation of Anhui Province (No. 1908085QE225), the Scientific Research Fund of Talent Introduction of Anhui Polytechnic University (No. 2018YQQ010), Anhui Province Major Special Projects (No. 16030701088), and the Youth Elite Support Plan of Anhui Polytechnic University (No. 2016BJRC013).