
Abstract
By dynamically controlling the feeding amount and feeding ratio of the three feeding rollers with program logical control system under the requirements of yarn spinning parameters, it is possible to effectively configure the final yarn density and the blending ratio of three components to produce multisegment gradient yarns, segment-color yarn, and segment-color slub yarn named as multisegment blending yarns. The yarn-spinning new method was proposed. Different kinds of fancy yarns including gradient yarns, segment color yarns, and slub yarns were produced. The fiber blending effects were demonstrated by slices of yarn cross section, and the surface morphology of yarns were figured out by the photo of yarns. Integrally knitting seamless sweater and different type of pattern were designed and knitted by multisegment blending yarns. The free change of colors along the length direction on a single yarn provides an effective method for integrated rapid design and production of sweaters through mutual design of the overall pattern and the structure of the fabric.
Introduction
Colors and patterns are an important criterion for people to choose sweaters. For the modern sweaters, it has been a trend to combine patterns with the overall shape of the sweater, and then apply the pattern as a whole to the contour of the sweater.1,2 The overall pattern of colored fabric is generally achieved by interweaving different colored yarns. However, the pattern design is complicated, and the knitting process is rather difficult.3–5 With the mutual design of the overall pattern of the sweater and the fabric structure, as demonstrated by Figure 1, the integrated design and production of sweaters can be realized quickly with multisegment blending colored yarns such as rotor spinning gradient yarns and segment color yarns. 6

Mutual design of the fabric and yarn.
Rotor spinning is the second-largest spinning method that is second only to ring spinning in terms of market share. It has the advantages of high production efficiency and short process flow. In recent years, the speed of the rotor has been increased, and the large package of the bobbin has been used for spinning.7,8 Significant progress has been made in the expansion of suitable spinning counts and has attracted widespread attention from the industry and scholars.9,10 Three-channel rotor spinning machine can produce rotor spun yarns with multiple segments and different colors by three prime colored fibers. Blending precolored fibers to obtain a wide variety of colors is an important coloration method in the textile industry. Generally, the blends of a limited number of precolored fibers (or primaries) can obtain any desired color within the color gamut by formulating recipes.11,12 Three-channel rotor spinning is a novel method of blending precolored fibers, which is smart and flexible. It is different from current color yarn spinning process. During current color yarn spinning process, mixing and spinning are usually completed in different processes: mixing first and then spinning yarn. Such spinning processes are complex.
This article briefly introduces the production method and product features of multisegment three-channel rotor spinning blended yarn, and its use in the mutual design of sweater and yarns.
Spinning mechanism
Spinning machine
The schematic diagram of the three-channel rotor spinning process is shown in Figure 2. As observed, the three fiber strips (components and colors can be the same or different) are fed to the opening roller through their corresponding feeding rollers. Then the continuous and tight fiber strips are divided into sparse streams by splitting to achieve separation and orientation of the fibers. Under the acceleration airflow in the fiber transport channel, the streams are further separated into a single fiber to enter the rotor.

Three-channel digital rotor spinning feed mechanism. (a) 1, combined feed rollers; 2, collector; 3, main roller; 4, carding roller; 5, fiber transport channel; 6, bearing; 7, rotor; 8, guide roller; 9, yarn; 10, bobbin; 11, ceramic false twister; (b) 1, 2, 3, rovings; 4, 5, 6, combined feed rollers; 7, collector; 8 main roller.
Such single fibers are collected in the groove at the bottom of the rotor with the centrifugal force of the high-speed rotor. Accordingly, through stripping, opening, cleaning, carding, and transfer of the carding roller, fiber bundles are separated into single fibers. Afterward, multiple rovings are asynchronously fed into the rotor spinning unit. Multilayers of condensed fibers are combined as a bundle and twisted to form a yarn. Subsequently, the yarns are wound onto a tube by winding roller. With such a spinning process, the objective of flexibility, high efficiency, and high yield are realized.
Control system of spinning mechanism
The multicolor control system of three-channel rotor spinning machine is shown as a block diagram in Figure 3, including a programmable logical controller (PLC), a servo drive, a servo motor, and key components of the spinning machine: feed roller 1–3, an opening roller, a rotor, winding rollers, and fans. Before spinning initiates, the spinning parameters including the feeding speeds of each roving, winding speed, segment time, and rotor speed during each time period were input on the touch screen. The three rovings are fed separately, and the roller speeds are driven by the PLC control system, which generates online-time variability to spin autocirculating multisegment yarns with desired blend ratios and linear densities.

Block diagram of the controlling system of three-channel rotor spinning machine.
Principles of parameters calculation
For blended yarn, spinning parameters can be set according to equations (1) to (3). Blend ratio,

Yarn linear density

Draft ratio

wherein
For fancy yarn, referenced blend ration can be expressed as

When

Wherein
Then spinning parameters can be set according to equations (4) and (5) together with equations (1) to (3).
For slub yarn, as

Wherein
Then spinning parameters can be set according to equation (6) together with equations (1) to (3).
For yarn with changing both linear density and blend ratio, spinning parameters can be set according to equations (1) to (6), the detail process of which depend on the final specification of yarn linear density and blend ratio.
Since
By controlling segment time, which controls the feed by intermittently stopping and starting the feed of the three rovings, it is possible to effectively configure the blending ratio and the final yarn density of three components to produce multisegment gradient yarns, segment-color yarn, and segment-color slub yarn named as multisegment blending yarns.
Experiments
Raw materials are semiworsted wool (19.5 microns) rovings of red, yellow, and blue, respectively, the fineness of which are all 500 tex. Four kinds of gradient yarn, three kinds of segment yarn, and one type of slub color yarn were spun as listed in Figures 4 to 11 to produce single jersey weft knitted fabrics. One type of gradient yarn was produced to knit integrally knitting seamless sweater as demonstrated by Figure 12. Another two types of segment yarns to produce parallelogram-shaped pattern and arrow-shaped pattern, respectively, were also spun as shown in Figures 13 and 14. Sum of various color ratios is 10. Fineness of the abovementioned yarns are all 45.2 tex. Yarn twist factor (αt) is 400. Rotor speed is 25,000 r/min. Carding roller speed is 3500 r/min.
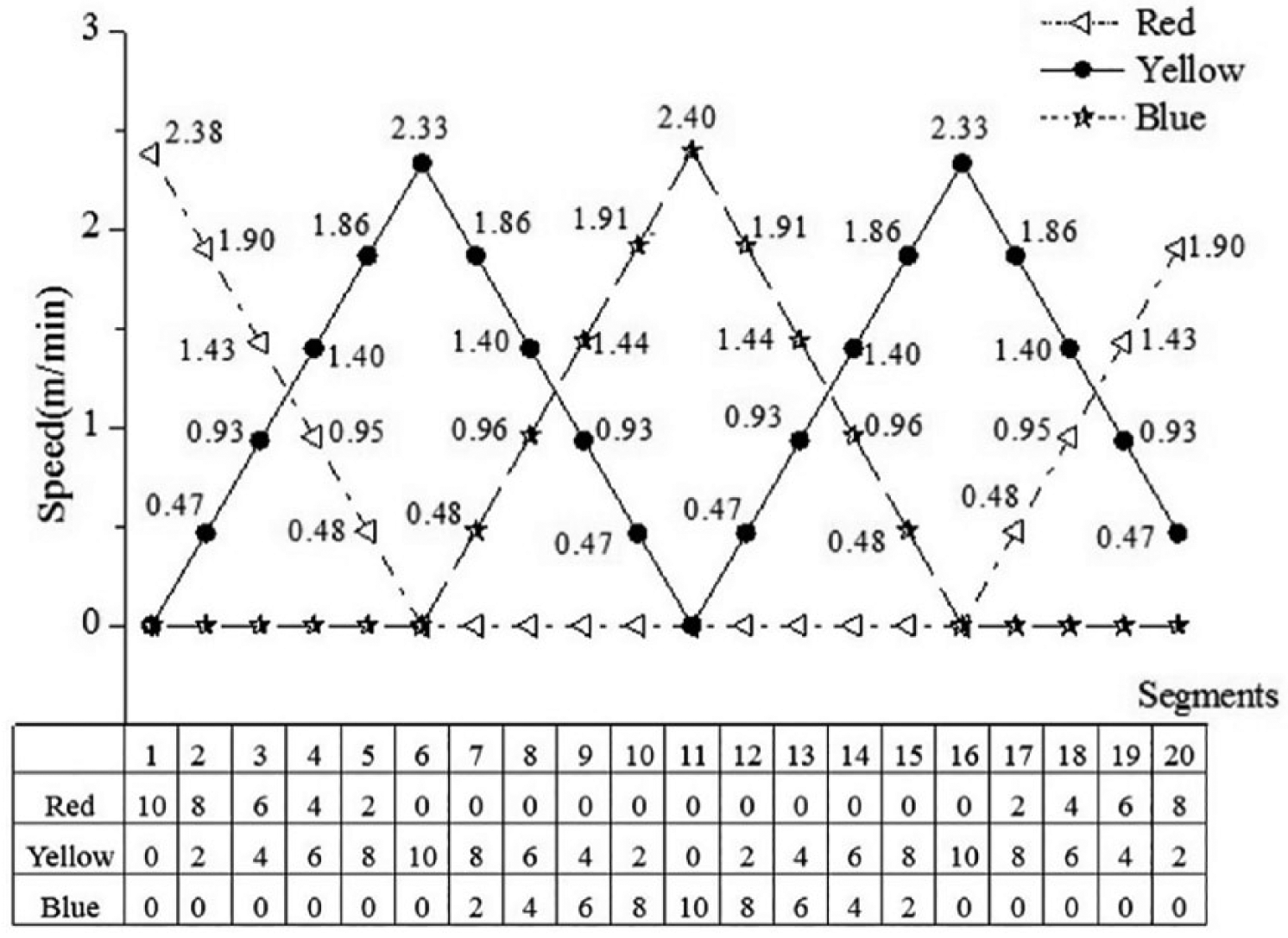
Part of the spinning parameters of one period for gradient yarn 1 (15 s for each ratio).

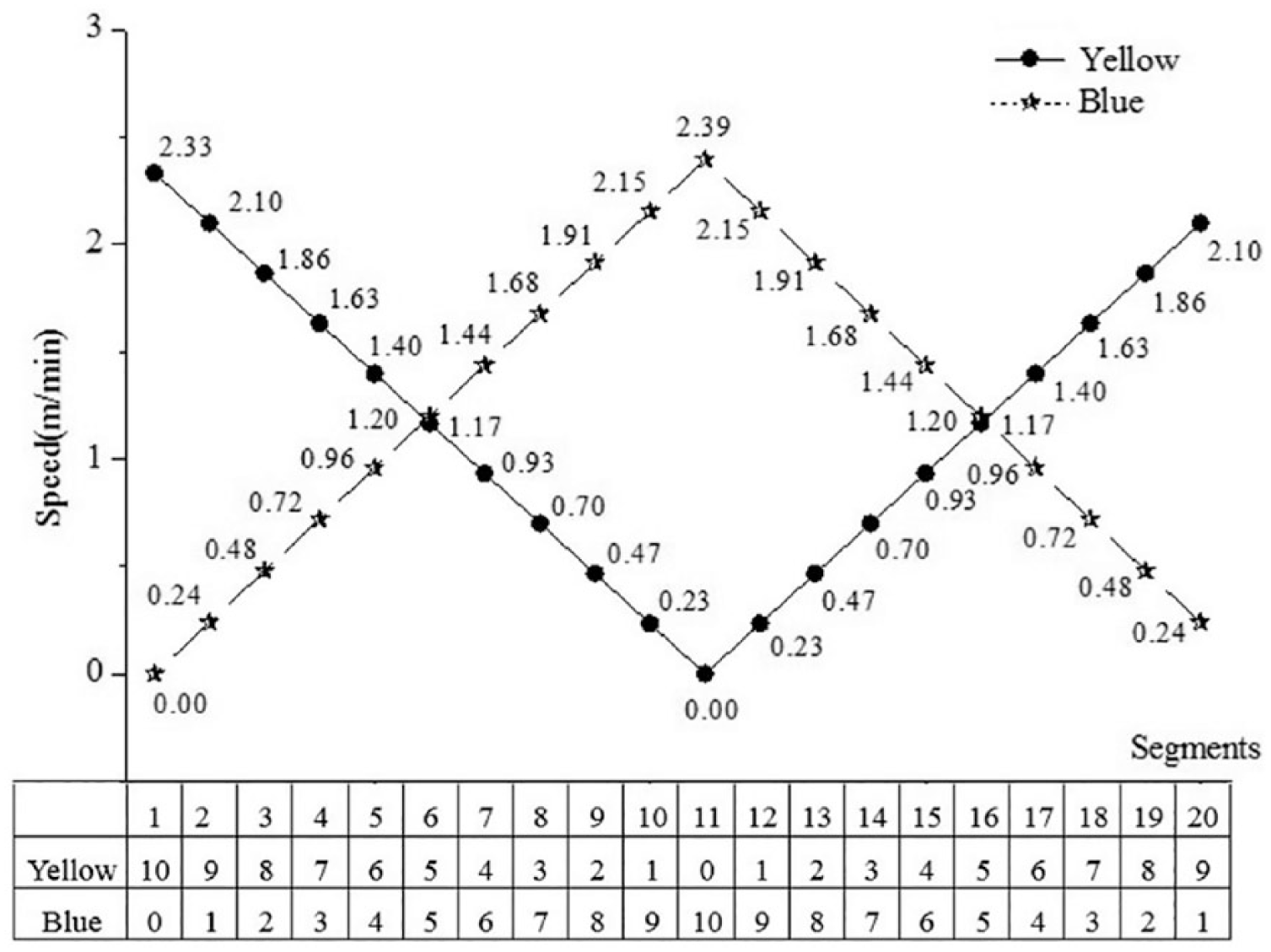
Part of the spinning parameters of one period for gradient yarn 2 (2 s for each ratio).

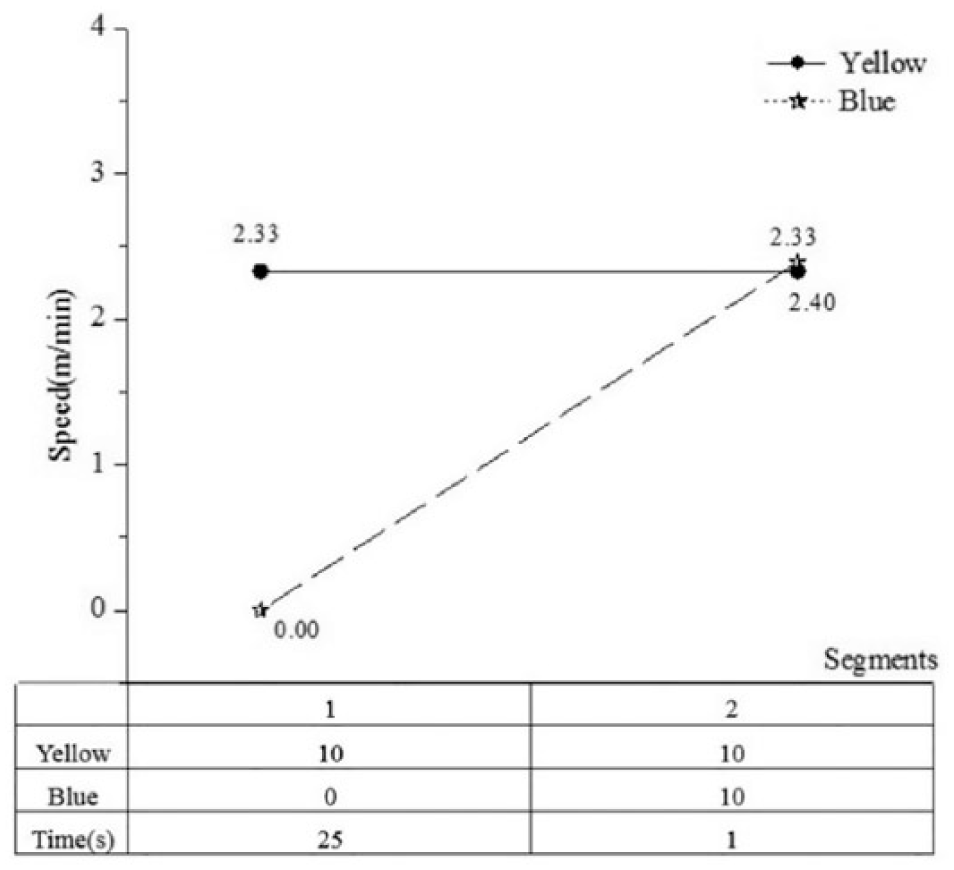
Part of the spinning parameters of one period for gradient yarn 3 (2 s for each ratio).
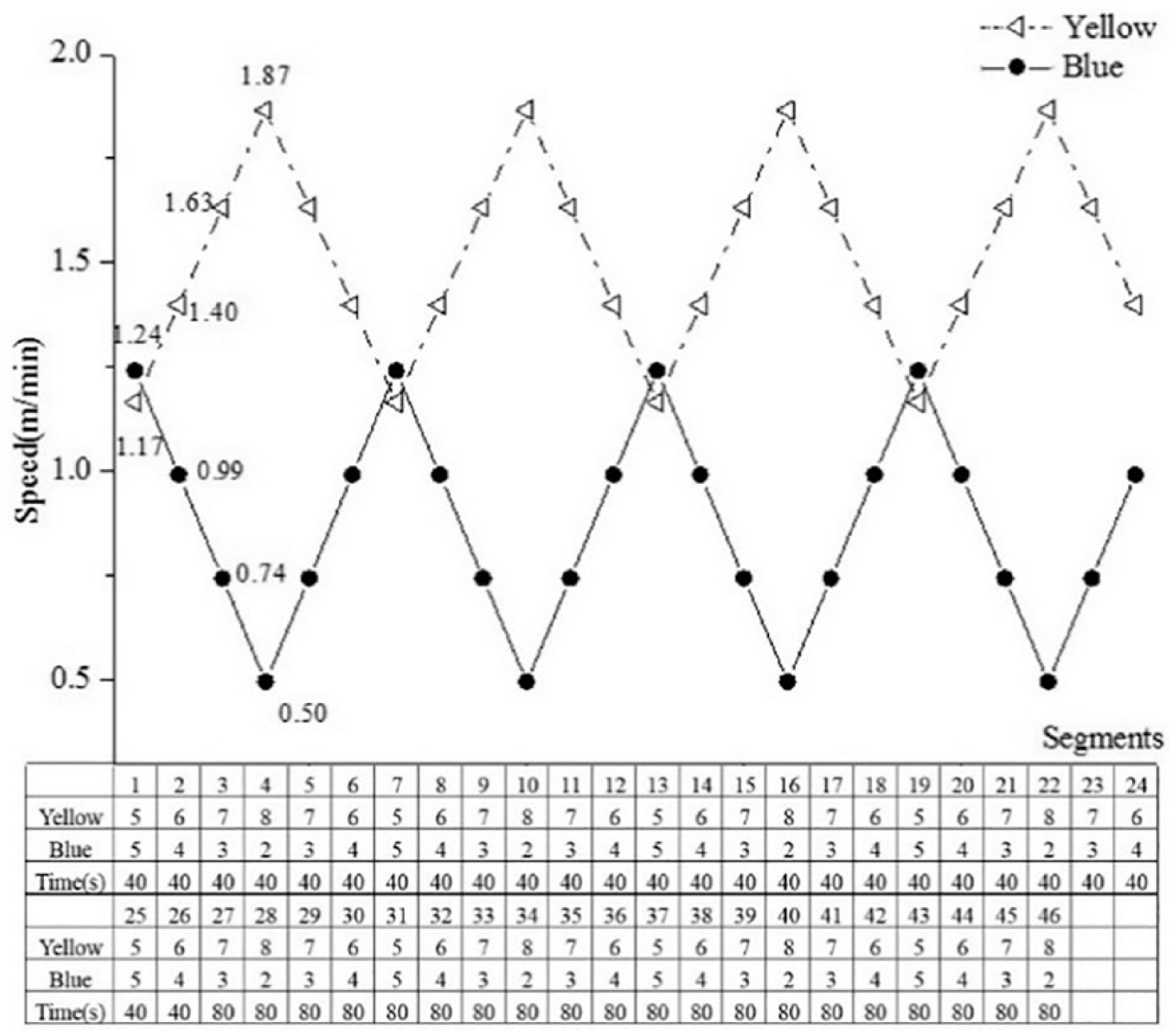
Part of the spinning parameters of one period for gradient yarn 4 (2 s for each ratio).

Part of the spinning parameters of one period for segment yarn 1 (15 s for each ratio).

Part of the spinning parameters of one period for segment yarn 2 (15 s for each ratio).

Part of the spinning parameters of one period for segment yarn 3 (15 s for each ratio).
Part of the spinning parameters of one period for slub color yarn.
Blending ratio and length of the single wool yarn to produce the sweater with gradient pattern.

Part of the spinning parameters of one period for segment yarn to produce parallelogram-shaped pattern.
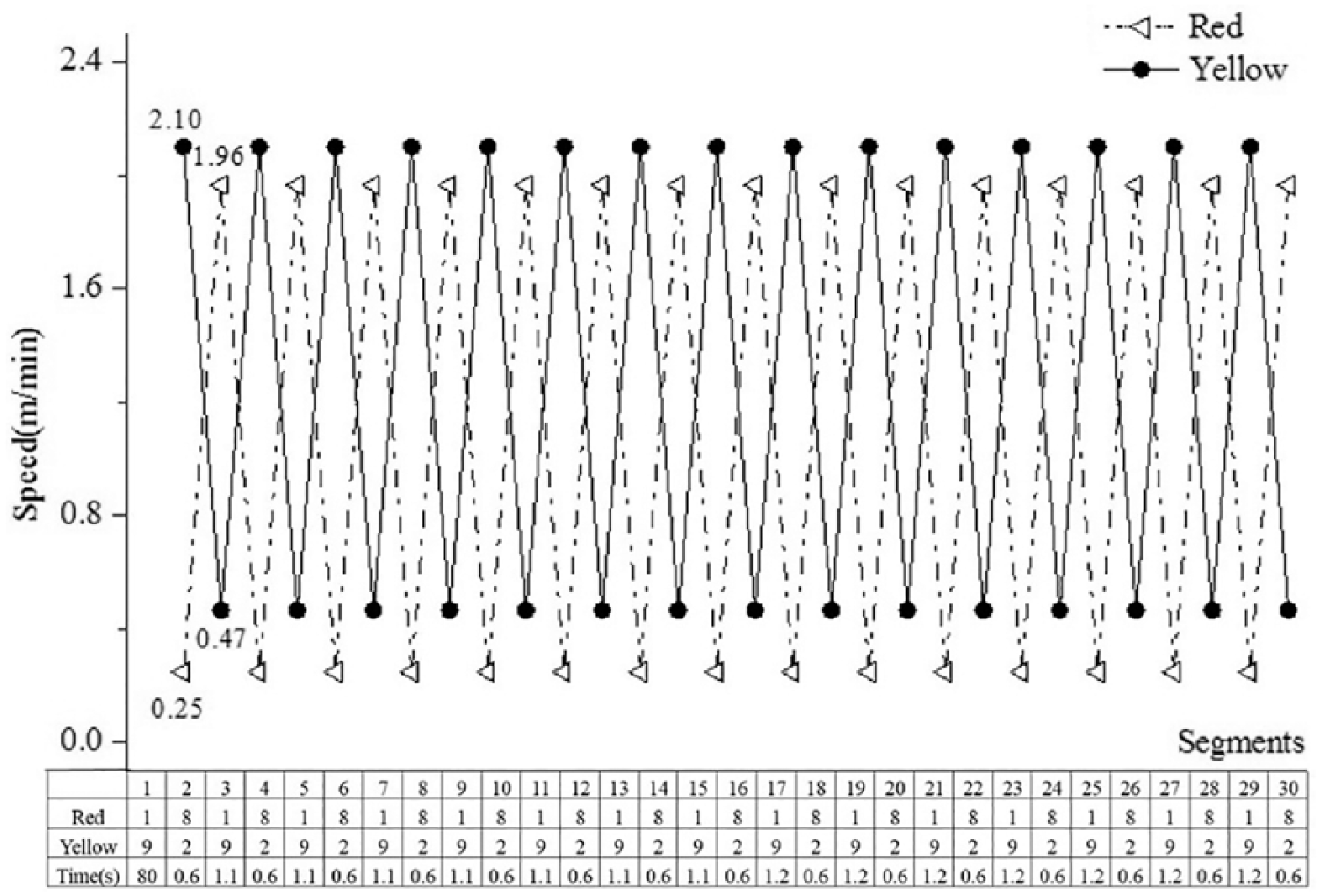
Part of the spinning parameters of one period for segment yarn to produce arrow-shaped pattern.
Yarn slices were made by Hardy’s thin cross-sectional device. Longitudinal morphology and cross sections are observed by a scanning electron microscope model VHX-5000. Single jersey weft knitted fabrics, arrow-shaped pattern fabric and parallelogram-shaped pattern fabric all with a density of 120 / cm2 (15 × 8) were produced by TF-S3F4. Integrally knitting seamless sweaters were produced by whole garment MACH2XS. The front and back of the sweater had a density of 68 × 106 coils/10 cm2.
Results and discussion
Surface morphology of yarn
Surface morphology of yarns with four blend ratios are showed in Figure 15 as representatives. Since only the feeding parts were varied, the new yarn has the same structure as traditional rotor spinning yarns with wrapper fibers on its surface as observed in the Figure 15. It can be inferred that the wrapped fibers are formed by bridge fibers during the rotor spinning process.

Surface morphology of three-channel rotor spun yarn (100X).
Fiber blending effect
The blending effects of fibers in the yarn can be visualized from Figure 16. Fibers that are dark red in color are wools used for wrapping the yarn to make slices. Other three-colored fibers with round shape are wool fibers in the yarn. It can be observed that the fibers of three colors are fully blended. One major reason is that during the spinning process, the fibers of different rovings can be blended by three individual spinning parts: opening roller, fiber transport channel, and rotor as demonstrated by Figure 2.

Cross section of three-channeled rotor spinning wool yarn (700X).
Knitting fabrics of wools
Knitted fabrics were produced with multicolored yarns spun according to the spinning parameters in Figures 4 to 11, as shown in Figure 17. The multisegment rotor spinning yarns and their fabrics are rich in color, strong in gradation, and dynamic, reflecting strong individuality and avant-garde features. Three-dimensionally mixed colors obtained by colored fibers show a gentler feature compared with traditional powder-mixed colors. The distinct colors of segmented fabrics demonstrate an excellent effect of segment color. Besides, the color of slub yarn has clear bamboo textures with prominent bamboo color and three-dimensional texture effects.

Fabrics of multisection color-blended wool yarn: (a) gradient yarn 1, (b) gradient yarn 2, (c) gradient yarn 3, (d) gradient yarn 4, (e) segment yarn 1, (f) segment yarn 2, (g) segment yarn 3, and (h) slub yarn with different color bamboo.
Multisection sweater with gradient color
Integrally knitted seamless sweaters are produced with multisection color blended wool yarn with 46 segments as listed in Figure 12. The main parts are knitted by one single yarn with color gradient change as shown in Figure 18. The length of the colored yarn is combined with knitted fabric structure to form a perfect natural pattern.

Sweater of autocirculating multisectional color-blended wool yarn: (a) structure, (b) knitting effect, and (c) seamless sweater.
Pattern examples knitted by multisection color-blended wool yarn
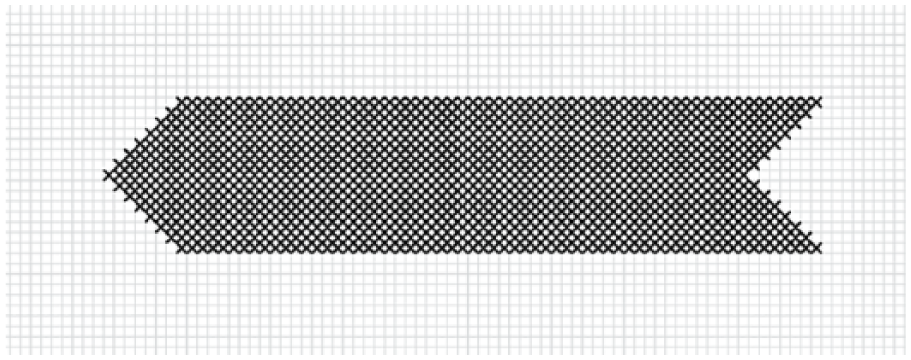
The fabric structures of parallelogram design and arrow-shaped pattern were showed in Figures 19 and 20. The desired pattern is formed by properly combining the segmental length of the corresponding color of the yarn with the fabric structure and the length of the coil together. The resulting knitted fabrics of parallelogram is showed in Figure 21 and arrow-shaped pattern in Figure 22.

Parallelogram design.

Design of arrow-shaped pattern.
Knitted fabrics of parallelogram design.

Knitted fabrics of arrow-shaped pattern.
Due to the weft phenomenon of knitted fabrics, there is a slight difference between the final effect of the pattern and the expected result. On the other side, patterns like parallelogram or arrows cannot be made sharply, because there is always a fading away effect, which means, when one color was stopped to feed, it will take a longer time before the last set of fibers of that color will enter the rotor. So the color will always be slowly fading down in the fabric (as demonstrated in Figures 21 and 22). Despite this, the multicolor rotor yarns provide the possibility of reverse generation from the pattern to the colors of yarns, that is, the color distribution of the known pattern, in turn, can regulate the component and the color of blended yarn in the length direction. It is possible to develop nonprinted, nonjacquard-patterned textiles. Through the color-matching and color simulation system, the yarn process parameter expert system, and the fabric structure simulation system, the integration of intelligent color spinning equipment can be realized.
Performance of yarns
Performances of gradient yarn 1–4, and segment yarn 1–3 with the same linear density were tested. The mean value of strength was 389 cN with CV% of strength 7.6. The elongation was 12.9% with CV% 6.8. Hairiness which was longer than 3 mm (S3) was 103. The mean value of yarn evenness (CVm%) was 17, which was drawback of the system. It can be figured out that the strength, elongation, and yarn evenness were good enough for industrial production of colored yarns according to Uster Statistics 2018. Depth study of this issue will be taken in our later researches.
Conclusion
In this work, using the designed multichannel rotor spinning device, the colored yarns of gradient yarns, segmented colored yarns, and slub color yarns were spun and knitted as single jersey. Also, integrally knitting seamless sweater, jersey with parallelogram-shaped pattern and arrow-shaped pattern were produced separately with multisegment color yarns. Such yarns have the feature of multisegment color that can be autocirculated periodically. The structure of these yarns is similar to that of regular rotor yarns with wrap fibers. The slices of the blended yarns with different proportions demonstrate that the multicolored fibers can be uniformly distributed in the cross section of the yarn, showing an excellent mixing effect. In addition, multicolor can be matched with yellow, blue, and red of different blending ratios. The production process is shorter, eliminating the complicated color dyeing. Three-dimensionally mixed colors obtained from colored fibers can replace powder-mixed colors, showing a gentler feature. The three-channel rotor spinning process with a uniform color, high-speed yarn and flexible production of a variety of features, has significant advantages in the development of color-blended yarn. It can be concluded that the multichannel rotor spinning method can substitute the traditional process of fiber mixing or drawing in some cases, and has a good flexibility in spinning multisegment colored yarns, such as gradient yarns, segment yarns, and slub colored yarns.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by Natural Science Foundation of Jiangsu Province of China (BK20181350), the National Natural Science Foundation of China (51403085), the Innovation fund project of Cooperation among Industries, Universities & Research Institutes of Jiangsu Province (BY2016022-29), the Fundamental Research Funds for the Central Universities (JUSRP51631A), and Priority Academic Program Development of Jiangsu Higher Education Institutions (PAPD).