
Abstract
Lightweight is one of the most important research subjects in modern manufacturing. However, the research on lightweight of shell models is rare, and most limited in topological changes. This article proposes a local heat sensor–based lightweight framework of shell models that consists of model analysis, lightweight modeling and analysis, and three-dimensional printing and practical validation in an optimum iterative procedure. Specifically, first, both geometric features and empirical features are introduced to construct a frame structure. Second, a local diffusion–based heat sensor network is exploited to simulate the stress distribution due to two reasons: one is that they have the similar physical transmissibility and the other is that the heat diffusion is smooth, and it guarantees that the thickness variation is smooth and natural without restriction on the degrees of freedom. Then, a local iteration consists of heat simulation and stress analysis is utilized to further improve the efficiency. Finally, we use three-dimensional printer to manufacture testing models and apply them to practical verification and feedback. Our extensive experiments have exhibited many attractive properties, including the flexibility and freedom of the thickness variation, the effectiveness, and credibility of the lightweight.
Introduction
Lightweight of models is one of the most important and challenging topics in energy conservation and environmental protection. It can be widely used in automobile, aviation, medicine, and many other fields. As a branch of lightweight modeling, the lightweight problem of shell models is also extensive used in numerous areas. However, because of the deficiencies in conventional manufacturing, the lightweight of shell models has received little attention and most limited in the aspect of topological changes. Specifically, some applications may require to remain the topology and shape, such as the car shell in automobile manufacturing; therefore, it is essential to accomplish the topology and shape preserved lightweight of shell models. In addition, three-dimensional (3D) printing technology has attracted increasing attention from scholars and the modern industrial communities, and the advantages in the aspects of personalization and diversification also bring new energy and opportunity to the lightweight.
In this approach, our efforts are dedicated to reduce the weight by changing the thicknesses of shell models while preserving the topologies and shapes. We devise a lightweight framework that consists of model analysis, lightweight modeling and analysis, and 3D printing and practical validation, as shown in Figure 1. Specifically, both geometric features and empirical features are utilized to constitute a support structure in model analysis. Then, a local diffusion–based heat sensor network is exploited to simulate the stress distribution, for the reason that they have the similar physical transmissibility, and the heat diffusion could promote the smoothness of the thickness transformation, as shown in Figure 2. Furthermore, a local iteration consists of local heat simulation and stress analysis is used to optimize the thicknesses in local regions efficiently. Finally, 3D printed models and practical validation by testing machine are used to make the lightweight results more reliably. The primary contributions of this article can be summarized as follows: (1) We propose a topology and shape preserved lightweight framework of shell models that forms an efficient and credible solution. (2) We exploit a local diffusion–based heat sensor network to simulate the stress distribution, which inherits the robustness and smoothness of the heat diffusion that makes the thickness variation smooth and natural. (3) We utilize 3D printing to execute the practical validation and feedback, which could further promote the reasonable and reliable of the proposed lightweight framework.

The pipeline of our lightweight framework.

The heat diffusion and the stress distribution have similar physical transmissibility near the heat source and stress source, respectively: (a) the von Mises stress distribution and (b) the heat diffusion.
Background
Lightweight and shape optimization
The lightweight design can be roughly divided into two categories: lightweight of materials1,2 and optimization of shapes and structures.3–5 In this approach, we focus on the later one, which attempts to reduce the weight by modifying the shapes or structures utilizing heat sensor.6–9 There is plenty of work on lightweight of shapes and structures, especially for automobile lightweight.10–12 However, most of them concerned mainly on the optimization of frame structures, such as the design of automobile body frame and chassis, seldom enthuse about the lightweight of shell shapes, especially the one with topology and shape preserved. On the other hand, shell models and structures are widely used; however, they have not been studied much due to the cost and limitation of traditional manufacture technology. Recently, shell model optimization has attracted increasing attentions with the development of applicable fields and manufacturing techniques. Such as, Fauche et al. 13 proposed a topology optimization of the thin-shell bridge structure. Xia et al. 14 applied a level-set method to obtain a shape and topology optimization. Martínez et al. 15 optimized the geometry of an object using an exemplar shape to capture its target appearance. However, the above methods concentrated more on topology optimization than shape optimization. For the shell shape optimization, Zhao et al. 16 developed a patch-based shell optimization method, but the results were highly determined by the segmentations. Zhou et al. 17 proposed a general optimization method that allowed shape deformations, but the results could be influenced by the shapes and model sampling. In contrast to the optimization of general shape and topology, there are still few works on the lightweight of shell models. With the above consideration, the lightweight of shell models is urgently needed.
3D printing
3D printing technology is also called additive manufacturing or rapid prototyping, is an important symbol of the third industrial revolution. 18 It has brought changes in manufacturing processes and production patterns and contains the following characteristics: (1) it is unrestricted to the complexity and diversity of products, making the manufacturing cost irrelevant; (2) it is easy to use and suit for customization; (3) it lowers material and manufacturing costs, and making manufacturing more environmentally friendly. Therefore, 3D printing has attracted broad attention in many fields.19,20 Recently, research on lightweight of solid models,21,22 structure support of models,23,24 and optimization of gravity center 25 have been proposed, and these research activities provided solutions from the views of printing cost, the feasibility of printing process, and the stability of printing models, respectively. Previous studies of 3D printing offer available experiences and valuable reference to help us perfect the lightweight of shell models.
The lightweight framework
Given a shell model
Model analysis
We first analyze the given models to extract features. For most shell models, there are primary structure characters, which consist of geometric features and empirical features. These features are treated as a braced structure that corresponds to the thicker frame that withstands greater force.
Geometric features
For the geometric features, we concentrate on geometric characters that contribute to lightweight, including the highlight point features and line features. In this approach, we utilize the modified normal voting tensor to extract these features.26,27
A normal voting tensor

where

where

The features extraction: (a) the geometric features and (b) the empirical features, including the important pillars and the border lines.
Empirical features
Most often, the geometric features are not sufficient for shell models to constitute an adequate support structure in practical applications. Extra significant features should also be added to supplement the support structure, and we call them empirical features because they depend a great deal on the applications and the user experience. For the empirical features, the user could specify important regions interactively, such as automobile B-pillar and C-pillar and border lines of a car model, as shown in Figure 3(b). Moreover, more empirical features could be added locally in an iterative process according to the later stress analysis.
Lightweight modeling and analysis
Condition setting
Before lightweight modeling, an initial condition should be set. The initial condition includes external force requirements, material categories, and the minimum/maximum thicknesses. We will briefly state them in the following parts, respectively.
The external force requirements are closely associated with the applications. The force setting could be either a distribution over the entire model or a sampling of specified regions, and the later form is used in our experiments for clarity and practicality.
Different materials have diverse material attributes, such as elasticity modulus (EM) and Poisson’s ratio (PR). These attributes are important arguments in stress analysis using finite element method. The common materials and their attributes are selectively listed. 28 Since materials are sensitive and polytropic, we repeat the experiment in Tymrak et al. 28 using the standard components produced by our 3D printer and recalculate the EM of Poly lactic acid (PLA) that is 3600 MPa. Therefore, the default material in our experiments is the PLA with default EM (3600 MPa) and PR (0.3).
The minimum/maximum thicknesses should also be specified by the users according to the applied external force and materials. In our experiments, the minimum thickness is set to 1 mm and the maximum thickness is set to 2.5 mm, empirically (the maximum lengths of all the models are 200 mm; the material is PLA). However, some applications bring up the thickness terms that might be unknown to the users. In this case, the minimum/maximum thicknesses could be obtained by testing the uniform thickness models with a specified force (beyond the scope of our approach).
Heat diffusion–based stress distribution
Then we use local diffusion–based heat sensor network to simulate the stress distribution for two reasons. One is that they have the similar physical transmissibility. The other is that the smoothness and robustness of heat diffusion could enable the thicknesses of shell models to vary smoothly and naturally.
It is well-known that the heat diffusion over surface

where

where

where
Therefore, a local heat diffusion over

where

where


The small diffusion region

When
In this approach,

The heat diffusion simulation in local regions: (a) the initial diffusion
Finite element–based stress analysis
After the initial diffusion simulation, an initial shell model with corresponding thicknesses can be obtained, where the thicknesses are calculated according to the values of the heat sensor. Specifically, a linear interpolation method is exploited to calculate the thicknesses by corresponding the maximum and minimum thicknesses to the maximum and minimum heat values, respectively.
Then, a finite element–based stress analysis is utilized to obtain the stress distribution of the current shell model. Specifically, take the “top-force and bottom-constraint” for example, a static analysis is first built by setting the main parameters “Material = PLA,”“E = 3600,”“NU = 0.3,” and “
In this stage, all the local regions that do not meet the requirements will be checked out, where the requirements refer to the given stress threshold or deformation. It means that these selected local regions of the shell model cannot afford the applied force, and they should continue to be thickened by diffusing the heat in these regions locally using equation (10) (the diffusion control parameter k turns to k + 5 in one iterative step). The more heat diffuses, the thicker the local regions of the shell model become.
Repeat the two steps between stress analysis and the heat diffusion iteratively, until there are no unacceptable regions (the max-stress in the region is larger than the given stress threshold). Then, a deformation of deformable surface (internal) is implemented according to the thicknesses values, as shown in Figure 5. Finally, we obtain a shell model with optimized thickness that can tolerate the applied external forces.

The deformation of shell models: (a) the original deformable surface, (b) the deformed internal surface, (c) the deformed shell model, and (d) the internal view of deformed shell model.
3D printing and practical verification
Since the lightweight shell models are designed to manufacture by 3D printing technology, practical verification is necessary to eliminate the performance impact of production processing. In this approach, we use economical 3D printers to manufacture the lightweight models and exploit the stress testing machine to accomplish the practical verification. Then, a feedback correction is implemented by adjusting the diffusion parameter according to the testing data. Our lightweight shell models could also be manufactured using traditional methods, such as casting and cutting (it is out the scope of our approach). Moreover, the practical verification is optional according to the applications.
Considering the cost of manufacturing and model quality, it is a cost efficient solution to choose fused deposition modelling (FDM)-based 3D printers to print the lightweight models (the 5th-Gen Makerbot 3D Printer). To reduce the impact of 3D printing, we utilize the highest printing accuracy (0.1 mm), and three testing samples are printed for each model. In the verification process, for three testing samples, if there are two or three samples that do not meet the criteria in the conditions, then the lightweight model is considered to be a candidate that needs feedback correction. Specifically, we exploit WDW-50 microcomputer control electronic universal testing machine to execute the verification, as shown in Figure 6. In the feedback, the testing error (the difference between the theory model and the actual testing) and the error regions need to be detected. A diffusion will be implemented in the local error regions using the diffusion simulation in equation (10) if the detected error is larger than the given threshold.

The verification using WDW-50 microcomputer control electronic universal testing machine.
Experiment and discussion
We now demonstrate the performance in this section. To be convenient for explanation, all the models in our experiments are uniform (the maximum length is 200 mm). The external force applied on the shell models are also consistent: top-force is set to 100 N and front/back-force is set to 40 N.
There are several parameters in our lightweight framework; however, most of them are fixed or set empirically. The maximum and minimum thicknesses are related to the applied force and materials (PLA is used in this approach), and they are set to constant 2.5 and 1 mm, respectively. The bandwidth

The analysis of the force and displacement between the original model (Audi: top and back) and the lightweight one, respectively.
Figure 8 illustrates the comparison results of well-known finite element analysis (FEA) method “solid isotropic material with penalization” (SIMP),
31
patch-based shell optimization method,
16
and our method. We can see from the cross profiles of the lightweight models, the thicknesses are thinner in less significant regions (tolerance less force), and thickness variation of our method is more smooth and natural than the results using SIMP (Figure 8(b)) and patch-based method (Figure 8(c)). Moreover, different from the previous methods, the freedom of thickness in the proposed approach is not limited, and it can be concluded automatically from the diffusion with fewer parameters. Figure 9 shows the weight measurement of Audi model (material: PLA) under the applied external force (top-force: 100 N; front/back-force: 40 N). The weight of original shell model is 64.2 g, and the lightweight shell model is 46.0 g (


The weight measurement: (a) the weight of original shell model is 64.2 g and (b) the weight of lightweight shell model is 46.0 g.
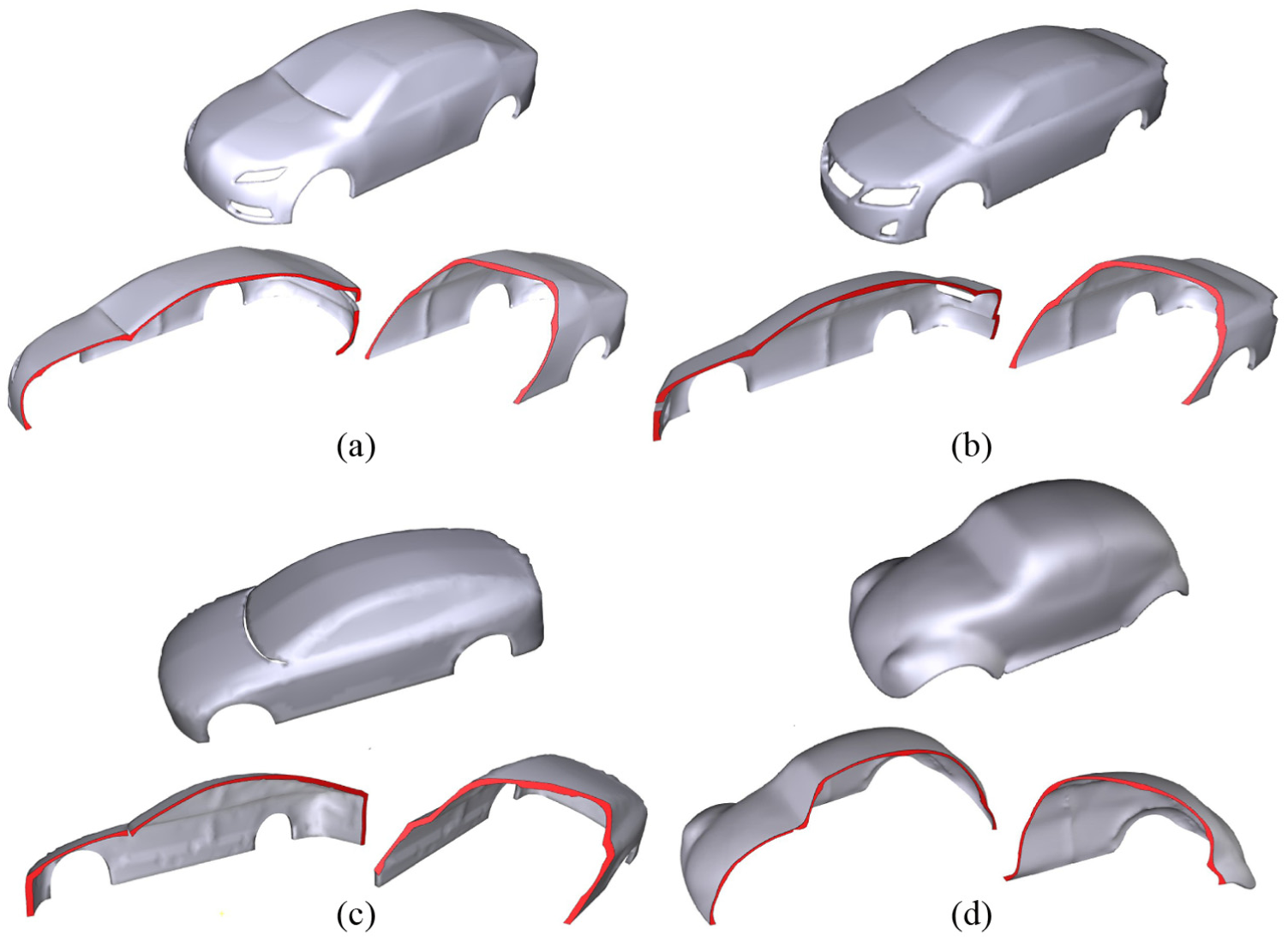
Lightweight results of other shell models with different topologies. The proposed method is robust for complex topology: (a) CC, (b) Camry, (c) Tesla, and (d) Beetle.
The comparison between the original models (O) and the lightweight ones (L).

We would like to note that the proposed lightweight of shell models is a general framework, and it can be applied to most shell models with different materials and external force conditions. However, there are still a few limitations that have room for improvement. The lightweight results are not optimal solutions in theory, and they are existential approximations of the optimal solutions. Besides that, we will perform the stress analysis using nonconforming finite element 32 in future work.
Conclusion
In this article, we have presented a heat sensor network–based lightweight framework of shell models. Both theoretical method and practical verification are inclusive, such as voting tensor–based model analysis, diffusion simulation–based lightweight modeling, finite element–based stress analysis, and practical validation using 3D printed models, and these constitute a complete lightweight framework of shell models. The lightweight results of shell models are smooth and natural, and comprehensive experiments have demonstrated the advantages of our method in terms of efficiency, robustness, and reliability.
Footnotes
Handling Editor: Songhua Xu
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This research is supported in part by the National Natural Science Foundation of China grants (61772104, 61432003, 61720106005, 61300083, 11472073), the Fundamental Research Funds for the Central Universities (DUT17JC27), and National Key Basic Research Program (2017YFB1103700).