
Abstract
Automotive companies are now concentrating on finding new materials that are light, eco-friendly and affordable to help improve fuel economy and lower the industry’s impact on the environment. The thermo-mechanical properties of epoxy-based composites with almond shells are studied at five different weight fractions (10%, 20%, 30%, 40% and 50%). Alkali (NaOH) was used to modify the surface characteristics of almond shells, and the results were examined in terms of their tensile strength, chemical interactions, and thermal stability. Tensile testing, Fourier Transform Infrared Spectrometry (FTIR), and Thermo-Mechanical Analysis (TMA) were used to study the materials in detail. The results demonstrate the significant benefits of the alkali treatment. Tensile strength was markedly improved, with treated composites showing enhancements of up to 38.5% at a 10 wt% fraction (150 µm particles) compared to their untreated; the optimal formulation (20 wt%, 150 µm) achieved a peak tensile strength of 27.50 MPa. Thermo-Mechanical Analysis (TMA) revealed a dramatic increase in stiffness, with the peak modulus of treated samples increasing by over 239% in certain configurations. Fourier Transform Infrared Spectrometry (FTIR) confirmed the chemical basis for these improvements, showing the successful removal of amorphous hemicellulose and lignin from the filler surface. These findings highlight that composites reinforced with NaOH-treated almond shells are a high-performance, lightweight, and eco-friendly material suitable for various automotive applications. Field Emission Scanning Electron Microscopy revealed that NaOH surface treatment significantly enhanced interfacial bonding and particle dispersion.
Keywords
Introduction
There is growing pressure on the automotive industry to lower its environmental impact and still keep costs and performance high. There is now a lot of interest in lightweight, renewable materials as replacements for traditional synthetic composites. 1 Natural Fiber Reinforced Composites (NFRCs) are especially attractive because they are affordable, can be recycled and are widely available. 2 Almond shells which are a byproduct of agriculture have great potential to be used as reinforcements in polymer composites. 3 Alkali (NaOH) treatment is a common way to make natural fibers and polymer matrices more compatible.4,5 Because almond shells are abundant and cost little, they can be used as a sustainable alternative to usual reinforcing materials in polymer composites. 6 Almond shells and other natural fibers have low density, can be biodegraded and are renewable which is important for the automotive industry’s focus on eco-friendly materials. 7 Treating the fiber with alkali such as NaOH, can modify its surface, strengthen the bond between the fiber and the matrix and improve the performance of the final composites. However, challenges such as moisture absorption and poor interfacial adhesion between natural fibers and polymer matrices hinder their widespread adoption. 8 Surface treatments, including alkali treatment using NaOH, can modify the fiber surface, improve interfacial bonding, and enhance the overall performance of the resulting composites. 9 Recent studies have reinforced the necessity of such treatments. For instance, the development of lignocellulose-based sustainable composites from asparagus bean stem fibers demonstrated that alkali treatment significantly improved fiber–matrix adhesion and mechanical properties. 10 Similarly, surface-processed Cardiospermum halicacabum agro-waste fibers exhibited superior performance in automotive brake pads compared to untreated counterparts, confirming that chemical treatment is essential for achieving reliable mechanical behavior in natural fiber composites. 11 The use of NFRCs in automotive applications has gained significant attention due to their lightweight, cost-effectiveness, and environmental benefits. Recent studies have explored various natural fibers, including almond shells, and their potential as reinforcement materials in polymer composites. This section reviews the latest advancements in the field, focusing on surface treatments, mechanical properties, and thermal stability of NFRCs, particularly concerning almond shell mixed with different matrices. Chaudhary et al. 12 investigated the possibility of using almond shell and coconut fiber as a successful substitute for wood. This research focused on the investigation of mechanical and thermal characteristics of the biocomposites and the impact of the particle size of almond and walnut shell powders and the weight ratio between the two types of powder on the resultant material properties. The authors demonstrated that with the addition of almond shell powder in weights (10, 20, 30, 40 and 50wt%) as well as coconut fiber (2, 4 and 6wt%) have improved tensile strength, flexural strength and thermal stability of the composites. Naturally, fine almond shell particles improved the hardness, but the coarse ones deteriorated the mechanical properties. Sabarinathan et al. 13 studied the potential to incorporate 1 mm almond shell particles with Sugarcane fibre with epoxy matrix through a hand-layup technique to develop a hybrid composite. In their studies, the authors found that incorporation of these agricultural wastes improved the tensile, flexural, and impact strength of the composite. In addition, treatment of the fibers with maleic anhydride enhanced the interfacial bonding between the fibers and the matrix, giving the base composite a better mechanical performance. The reported researchers14,15 investigated the effects of almond shell particles as filler and depolymerized natural rubber as a reinforcing agent in epoxy resin composites. They found that due to the incorporation of almond shell particles, the density of the developed composite is reduced but its mechanical characteristics are maintained. Furthermore, the percentage by weight of the composite that gave the best result was 20% almond shell particle and 1% DNR due to improved compressive strength, increased tensile strength by 40%, and increased stiffness. Further work by Yesuraj et al. 16 on epoxy hybrid matrices also incorporated almond shell particulates, where a 20% v/v concentration of the powder led to enhanced mechanical outcomes, notably a tensile strength of 29.2 MPa. In a related application, Ethmane and Yahfdhou 17 explored almond shells within epoxy for particleboard, identifying 10 wt% almond shell content as optimal for achieving a tensile strength of 37.27 MPa. These examples illustrate that the tensile strength of epoxy-almond shell composites can vary, influenced by the specific processing routes and formulation details.
In the context of Vinyl Ester Polymer Composites, Ramraji et al. 18 focused mainly on evaluating the tensile and dynamic thermomechanical characteristics of vinyl ester polymer composites with almond shell microparticles treated by chemicals, and woven flax fibers. The researchers also assessed the effects of alkali and acetylene on almond shell and flax fiber particles surface. The results revealed increased tensile strength and stiffness because of the improvement of the matrix–reinforcement interface adhesion by the use of alkali. Therefore, the maximum tensile strength of 56 MPa was achieved and improved damping characteristics for the polymer matrix composites when 10% almond shell was added. Further, the storage modulus and damping factor were also analyzed and observed that chemically treated samples had higher values than untreated composites through DMA. Sabarinathan et al. 19 characterized micrometric almond shell (Prunus amygdalus) particles in Vinyl Ester Polymer (VEP) Kenaf fiber reinforced composites. Based on the above facts, the objective of this research was to improve the mechanical and damping properties of the composites prepared with hand layup and the subsequent 5N compression of fillers and natural fibers incorporated. The researchers also used chemical treatments (silane and alkali treatment) on almond shell particles and kenaf fibers with an aim of enhancing the interaction between the filler and the matrix. The composite with 10% ASF had the highest tensile strength of 56 MPa and the highest flexural strength of 89 MPa for the silane treated composite. Palaniyappan et al. 20 worked on the use of almond biowaste shells for fillers in vinyl ester composites with an emphasis on thermal and mechanical characteristics. It was ascertained that the highest tensile and flexural strength, impact strength, and Shore-D hardness of the 25% alkali-treated almond shell composite can be achieved by incorporating up to 25% almond shell. Besides, it has been found that fillers can be subjected to some chemical treatments like alkali and silicone treatments that enhance the bond between the fillers and the matrix which in turn enhance mechanical characteristics.
Beyond thermoset resins like epoxy and vinyl ester, researchers have also investigated almond shell (AS) as a filler in various thermoplastic matrices. For instance, Essabir et al. 21 examined the effects of incorporating almond shell particles (at levels from 5 to 30wt%) into polypropylene (PP), both with and without a SEBS-g-MA compatibilizer. Their findings indicated that while almond shell loading boosted the Young’s modulus, the tensile strength tended to decrease, although the compatibilizer helped to mitigate this reduction. In another study, Quiles-Carrillo et al. 22 focused on polylactide (PLA) filled with 25 wt% almond shell flour (ASF). They observed that ASF increased the tensile modulus but, similar to the PP study, led to lower strength and elongation. However, the introduction of compatibilizers, such as a multi-functional epoxy-based styrene-acrylic oligomer (ESAO), markedly improved the tensile strength, reaching up to 52.2 MPa. Song et al. 23 also explored PLA, compounding it with various nutshells including almond. They found that alkali treatment of the nutshells generally enhanced tensile properties; specifically, PLA composites with treated Macadamia Shell Powder (MSP-Na) and treated Wild Almond Shell Powder (WASP-Na) achieved strengths comparable to neat PLA, in the range of 55-57 MPa. Ramos et al. 24 investigated AS waste in polyester-based biocomposites and noted an improvement in elastic modulus when 25wt% ASP was added. More recently, Erdemir and Ozkan 25 combined a mix of fruit shell powders, almond among them, with ABS. They reported a drop in tensile strength from 40.12 MPa for pure ABS to 33.99 MPa for their wood-plastic composite (WPC). Collectively, these studies underscore the versatility of almond shells as a filler material. However, they also highlight that the final mechanical characteristics are heavily dependent on the choice of polymer matrix, the application of surface treatments to the filler, and the use of appropriate compatibilization strategies. Dinesh et al. 26 explored the influence of incorporating wood dust fillers, specifically Rosewood and Padauk, into jute fiber–reinforced epoxy composites, with a focus on their effects on mechanical and thermal performance. The results revealed that the addition of Padauk wood dust, significantly enhanced the mechanical properties of the composites. Furthermore, Rosewood dust, with its relatively coarser morphology, contributed to improved thermal stability. Vijay et al. 27 highlighted the importance of filler characteristics in determining the mechanical properties of composites, indicating that the size and shape of fillers significantly influence stress transfer and overall performance, especially thermal stability. James et al. 28 investigated the effect of chemically treated Acacia nilotica fillers on the tribological behavior of epoxy composites. Results demonstrated that silane-treated A. nilotica fillers serve as a promising bio-based reinforcement, with the optimum performance observed at 6 wt% loading, a 20 N applied load, and a sliding distance of 225 m. Agarwal and Mthembu29,30 highlighted that although steel remains the predominant material in chassis manufacturing due to its low cost and considerable strength, advanced composite materials can offer superior strength-to-weight ratios and higher modulus values compared to conventional metals. These findings underscore the critical role of filler type in controlling both mechanical and thermal performance in practical composite applications, especially in the automotive sector. However, almond shell filler remains largely underexplored, despite being an abundant agricultural by-product rich in lignocellulosic constituents. Therefore, it is important to explore alternative lightweight materials that can improve both performance and efficiency in chassis design.
Heightened awareness of ecological conservation and the finite nature of traditional resources have spurred considerable interest in the exploration and implementation of natural fiber reinforced composites as practical substitutes in diverse engineering applications. The utilization of these materials not only addresses environmental concerns but also contributes to the creation of lightweight components, reducing both cost and energy demands. In line with this trend, the purpose of this study was to assess how NaOH treatment on almond shells affects the mechanical and thermal properties of almond shell-reinforced epoxy composites across five different weight fractions (10%, 20%, 30%, 40%, and 50%). By comprehensively evaluating the impact of NaOH treatments on the mechanical and thermo-mechanical properties of these composites, this research provides valuable insights into their suitability for automotive applications. The results confirm a promising path toward creating sustainable and efficient materials for use in modern vehicles.
Materials and methods
Materials
Untreated almond shells and NaOH-treated almond shells were utilized in this study. Electric milling equipment and a sieve machine were employed for processing. The sieving process yielded particle sizes of 75 µm, 150 µm, and 300 µm, as illiterates in Figure 1. The epoxy resin used in this study is Sikadur®-52 Injection Type LP, a commercial product manufactured by Sika Company. It provides high mechanical strength, durability, and resistance to shrinkage, making it suitable for both dry and damp conditions. The composite samples were prepared through a systematic three-stage process; procurement and treatment of almond shells, grinding and sieving, and molding and curing. Each stage was meticulously executed to ensure consistency and reproducibility in sample fabrication. Procurement of Almond shells were obtained from local markets in Baghdad, Then they were manually cracked to separate them from the almond kernels and subsequently divided into two equal groups; for treatment and untreated processes. One group was subjected to alkaline treatment via immersion in a 5% sodium hydroxide (NaOH) solution for 24 h at ambient temperature. Following treatment, the shells were thoroughly rinsed with deionized water (DW) to remove any residual NaOH. To ensure complete moisture removal, the shells were further oven-dried at 100°C for 2 h. The other group remained untreated and served as a control for comparative analysis. Both almond shell groups were individually ground into fine powder using a high-performance industrial grinder (Silver Crest Grinder). The grinding duration was standardized to achieve uniform particle morphology. The ground powder was sieved using standard sieves (75 µm, 150 µm, and 300 µm) to obtain distinct particle size fractions. The sieving process was conducted using a mechanical shaker for 10 min to ensure precise size separation. Glass molds with dimensions of 16 × 16 × 5 mm3 were fabricated for sample casting. To ensure uniform thickness, rubber spacers (5.5 mm) were placed along the mold edges. A silicone-based release agent (Polivaks SV-6) was applied to the mold surfaces to facilitate easy demolding. Composite Formulation and Mixing: The epoxy resin and hardener were mixed in a 2:1 weight ratio as per the manufacturer’s specifications. Almond shell powder was incorporated at varying weight fractions (10%, 20%, 30%, 40%, and 50%) into the epoxy matrix. The resin and filler were manually mixed using a glass rod for 3 min to ensure homogeneity. Morphological changes in almond shells before and after milling across varying particle sizes.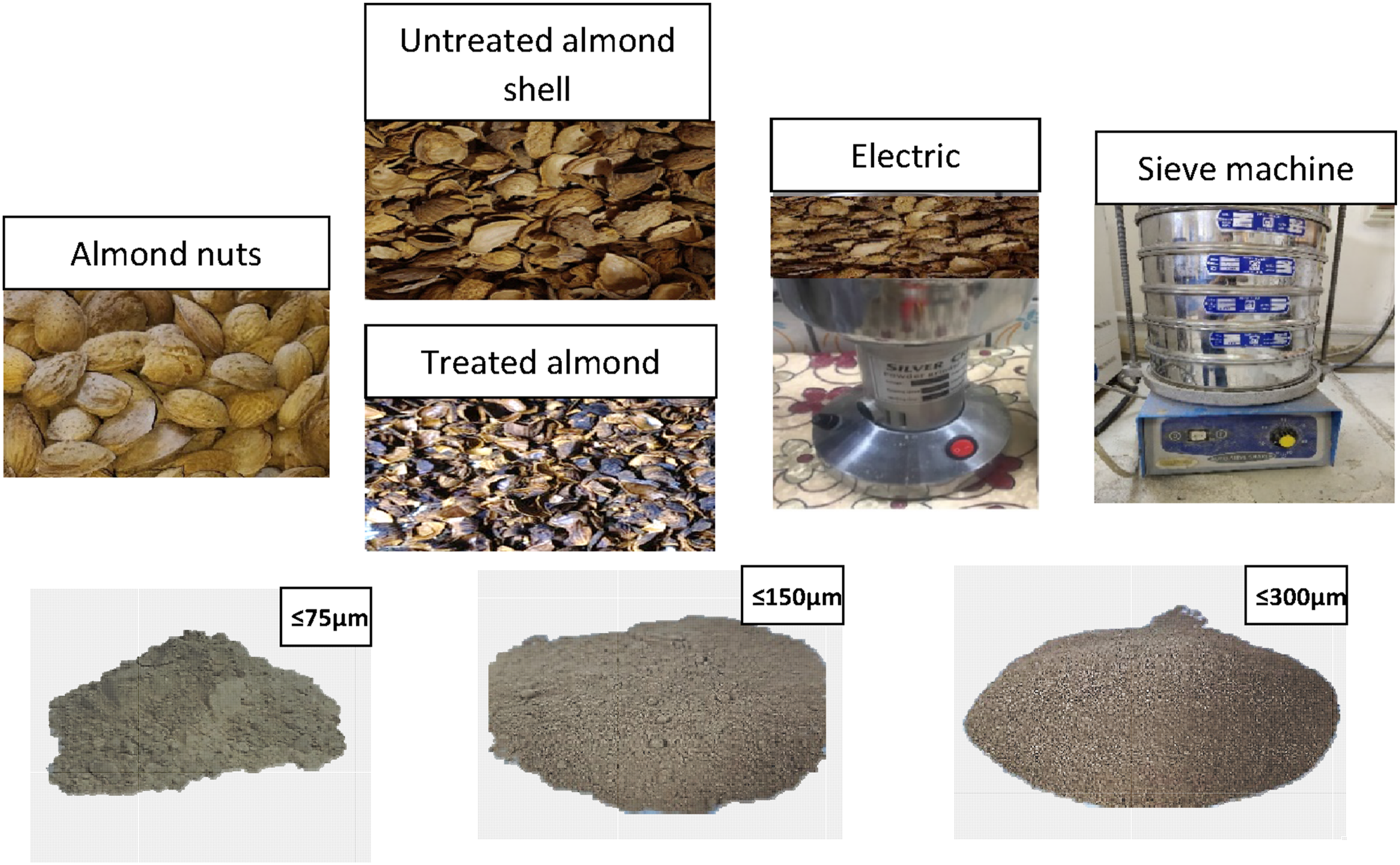
Specimen grouping for treated and untreated almond shell/epoxy composites.

Specimen grouping for treated and untreated almond shell/epoxy composites specimens based on filler content and particle size.

Tensile tests were conducted to generate stress-strain curves, from which tensile parameters such as modulus of elasticity, elongation percentage at break, and tensile strength were calculated. The tests were performed at room temperature at Al-Abrar laboratory, Baghdad, Iraq using a SHIMADZU universal tensile machine with a 10 KN capacity load and a crosshead speed of 1 mm/min. The tensile load was applied gradually until fracture. Samples were designed in accordance with the ASTM-D638-22 standard. Figure (2) illustrates the universal tensile testing machine and the experimental tensile test samples used in this study. (a) Diagram of a standard tensile specimen; (b) Universal testing machine; (c) Tensile specimens prior to testing; (d) Tensile specimens after testing.
Thermo-mechanical analysis (TMA) is an invaluable technique for assessing the dimensional and mechanical behavior of polymer-based composites when subjected to controlled temperature changes. It stands out from techniques like DSC due to its high sensitivity in detecting subtle variations in stiffness and expansion with temperature, proving especially effective for understanding thermal transitions and overall mechanical performance. TMA was carried out on epoxy composites containing 10-50wt% almond shell powder. The primary goal was to compare composites made with untreated versus NaOH-treated fillers to understand how alkaline treatment influences their thermo-mechanical response. TMA measurements were performed on rectangular specimens of approximately 20 mm × 80 mm × 5 mm in size. To assure reproducibility, each condition was examined with at least five specimens. The experiments were conducted using a LINSEIS TMA PT1000 instrument at the Materials Research Center, Ministry of Higher Education and Scientific Research. A controlled heating rate from 0°C to 150°C under a constant compressive force were applied. The resulting analysis yielded crucial insights into how the material’s modulus changed with temperature, pinpointing the transitions from rigid to more thermally compliant states.
Fourier Transform Infrared Spectrometry (FTIR) measurements were carried out at ambient temperature using a SHIMADZU IRAffinity-1S FTIR spectrometer. To enhance surface sensitivity and minimize sample preparation complexity, the Attenuated Total Reflectance (ATR) technique was utilized. Composite specimens were sectioned into thin strips (5 mm thickness) and analyzed in absorption mode across a wavenumber range of 4000 to 500 cm-1. Each scan was acquired over 16 s, with 15 consecutive scans per sample to ensure data reliability and reproducibility through signal averaging. This approach enabled the identification of characteristic functional groups and the detection of potential chemical bonding or interfacial interactions between the matrix and filler, which are critical for understanding the composite’s structural performance. All FTIR analyses at Al-Abrar laboratory, Baghdad, Iraq.
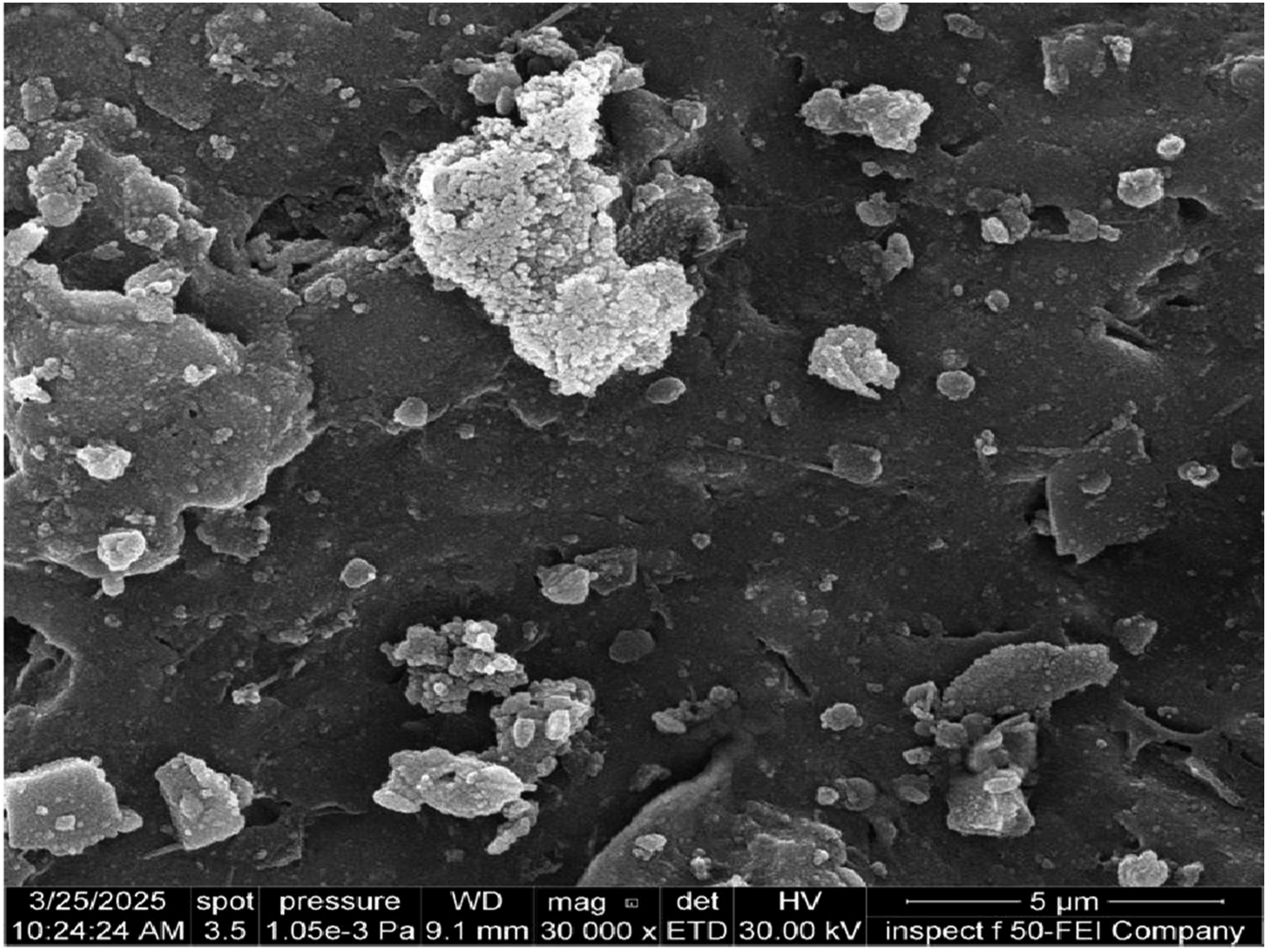
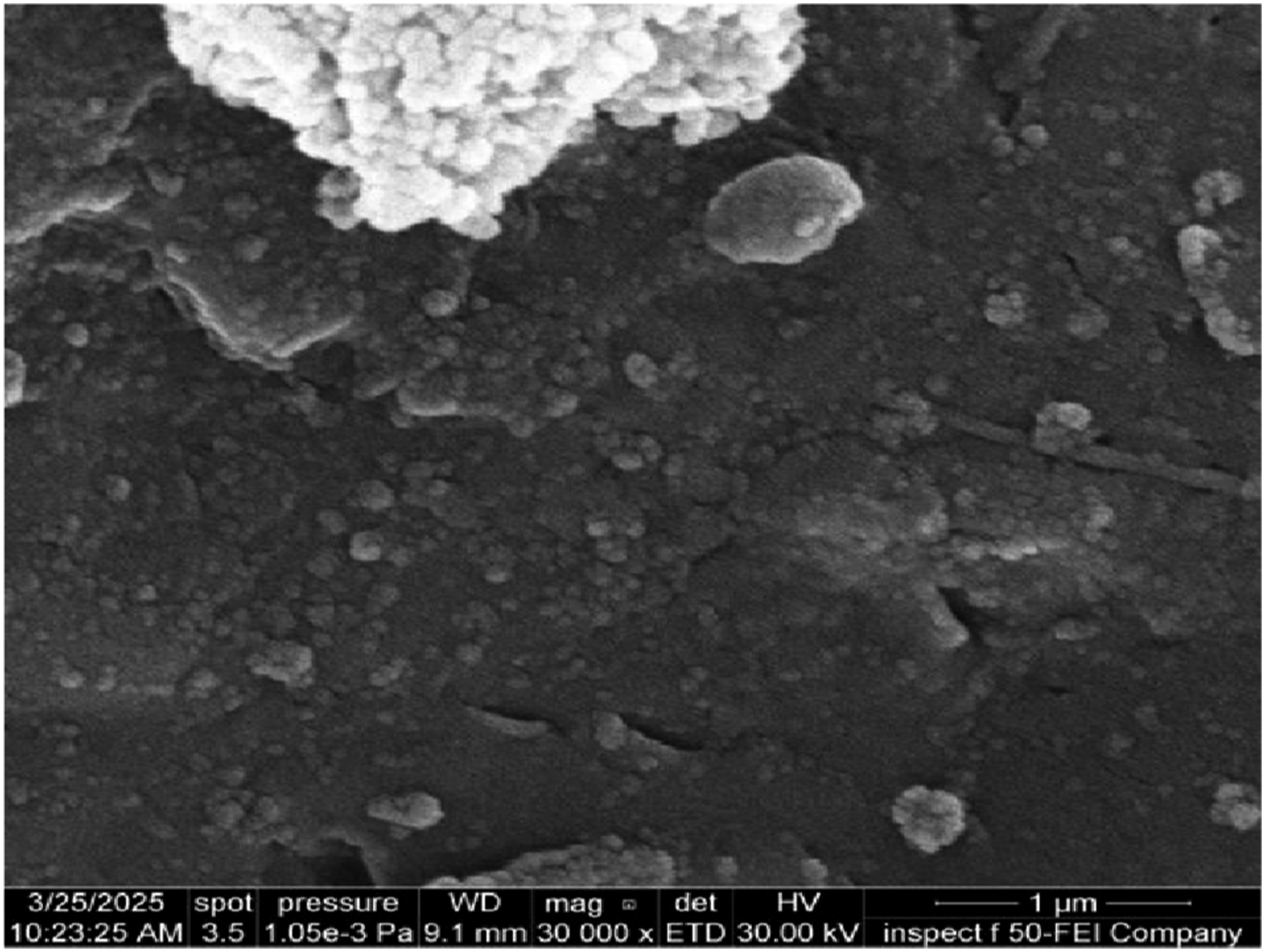
Field Emission Scanning Electron Microscopy (FE-SEM) Analysis Microstructural characterization of the fractured composite surfaces was conducted at Al-Khura Company in Baghdad, Iraq, using an FEI Inspect F50 FE-SEM system operating at an accelerating voltage of 30.00 kV. Prior to imaging, the samples were sputter-coated with a thin layer of gold to ensure adequate surface conductivity and eliminate charging during observation. High-resolution imaging was performed at a magnification of 15,000× utilizing the Everhart-Thornley Detector (ETD). This advanced microscopy technique enabled nanoscale resolution of the composite’s morphology, clearly revealing the dispersion quality of almond shell powder fillers, the topographical features of the fracture surfaces, and the interfacial bonding between the epoxy matrix and both treated and untreated fillers. The comprehensive FE-SEM observations provided critical insights into the structure–property relationships that govern the mechanical performance of the developed biocomposites. All data analysis was conducted using OriginPro 2022. Mean values and standard deviations (SD) were calculated from three repeated measurements. Graphs (stress–strain, modulus–temperature, FTIR spectra) were fitted and plotted using OriginPro.
Results and discussions
This section presents and critically analyzes the experimental findings from the tensile, thermo-mechanical, and spectroscopic characterizations of the treated and untreated almond shell-reinforced epoxy composites. The discussion elucidates the influence of NaOH treatment, particle size, and weight fraction on the mechanical, thermal, and chemical properties, providing a deeper understanding of the underlying mechanisms. The mechanical response of the composites under tensile loading, evaluating parameters such as tensile strength and strain, performance of untreated and NaOH-treated almond shell composites across various particle sizes (75 µm, 150 µm, and 300 µm) and weight fractions (10%, 20%, 30%, 40%, and 50%), identifying optimal compositions and discussing observed failure mechanisms. For the composites incorporated with the finest treated and untreated 75 µm particles, a compelling narrative unfolds as the weight fraction of the almond shell powder increases, as illustrated in Figure 3. Beginning at a 10 wt% fraction, the untreated A175 sample established a baseline performance with a moderate tensile strength of 19.61 MPa. The introduction of NaOH treatment in the AN175 sample immediately demonstrated its value, boosting the strength to 20.22 MPa. This initial enhancement is a direct result of the alkali treatment cleaning the particle surface, which fosters a stronger bond with the epoxy matrix, though it comes at the common expense of reduced ductility. This improvement is consistent with existing literature, which attributes strength enhancement to the removal of hemicellulose, lignin, and surface impurities during alkaline treatment, resulting in a rougher fiber surface that promotes better mechanical interlocking with the matrix.
31
Representative stress-strain curves for epoxy composites reinforced with treated and untreated 75 µm almond shell particles at various weight fractions.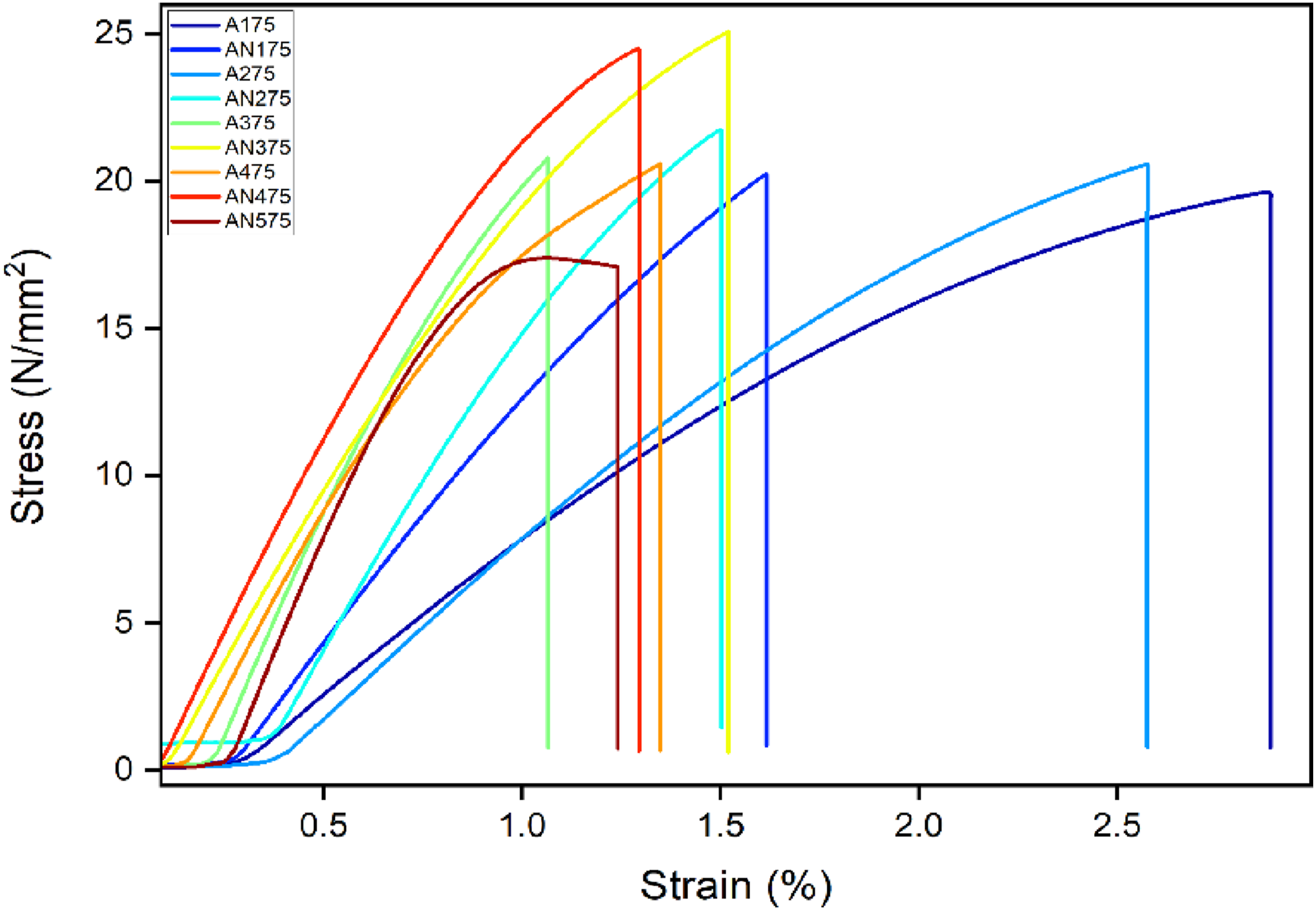
As the weight fraction was increased to 20wt%, this trend of improvement continued. While the untreated A275 sample showed stable strength at 20.56 MPa, its treated counterpart, AN275, climbed further to 21.73 MPa, indicating that the improved interfacial adhesion was still highly effective. Similar improvements in tensile strength due to alkali treatment were reported by Mwaikambo and Ansell, 32 who observed enhanced stress transfer efficiency resulting from the removal of surface impurities and improved fiber–matrix bonding.
The stress–strain curves (as shown in Figure 3) for the composites with 75 µm almond shell particles highlight the deformation behavior and failure characteristics at different weight fractions, whereas the bar chart (shown in Figure 4) provides a clear comparative overview of the tensile strength values across both treated and untreated samples. These figures reveal the consistent strengthening effect of NaOH treatment. The bar chart distinctly illustrates the rise from 19.61 MPa in the untreated A175 sample to 20.22 MPa in the treated AN175 sample at 10wt%, and further to a peak of 25.06 MPa for AN375 at 30wt%. This optimum point reflects the favorable dispersion and strong interfacial bonding observed in the stress–strain responses. The tensile behavior culminated at a 30wt% fraction, where the treated AN375 sample recorded the highest strength of 25.06 MPa, representing a notable enhancement in performance. This suggests that 30wt% represents an optimal point for these fine particles, where a uniform dispersion allows for maximum interfacial contact and effective load transfer from the matrix to the reinforcement. However, loading the matrix beyond this optimal point led to diminishing returns. At 40wt%, although the treated AN475 sample maintained a high strength of 24.49 MPa, it did not surpass the 30% peak, hinting that the system was reaching its saturation point. The narrative concludes with the sharp decline observed at 50wt%, where the AN575 sample’s strength fell to 17.38 MPa. Tensile strength of epoxy composites with treated and untreated 75 µm almond shell particles at different weight fractions.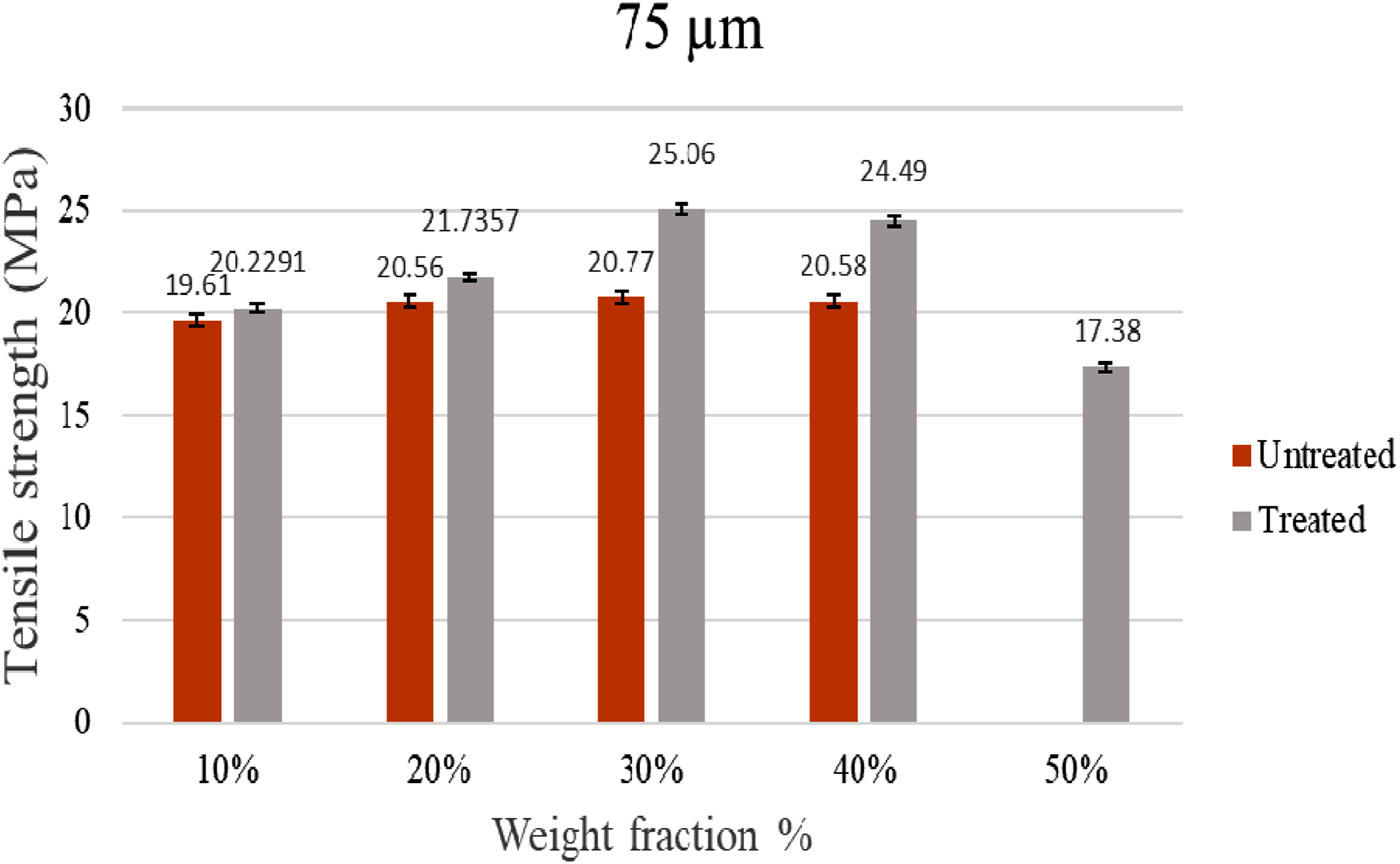
This deterioration is characteristic of overly filled composites, where challenges such as particle agglomeration and an insufficient resin to properly wet the extensive surface area of the fine powder begin to create stress concentrations and voids, ultimately compromising the material’s structural integrity. This deterioration is characteristic of overly filled composites, as noted by Mohammed and Salman, 33 who emphasized that high filler loadings promote particle agglomeration and void formation, thus acting as stress concentrators.
The composites reinforced with treated and untreated 150 µm particles achieving peak performance at a more moderate concentration, as shown in Figure 5. The narrative begins at a 10wt% fraction, where the contrast between the untreated and treated samples was particularly stark. The untreated A1150 sample performed adequately at 18.78 MPa, but the alkali-treated AN1150 sample surged to an impressive 26.01 MPa, showcasing the profound effect of enhanced particle-matrix adhesion. The plot thickens as the weight fraction increased to 20 wt%, which surprisingly emerged as the optimal point for this group. At this concentration, the treated AN2150 sample delivered a champion performance, achieving the highest tensile strength of all tested compositions at 27.50 MPa. This indicates that for this specific particle size, a 20wt% fraction strikes the perfect balance between providing sufficient reinforcement and avoiding the processing issues seen at higher loadings, allowing for an ideal dispersion and robust interfacial bonding, turns towards a gradual decline. At a 30 wt% fraction, the AN3150 sample, while still strong at 23.56 MPa, could not replicate the success of the 20% sample, suggesting the onset of negative effects like localized particle agglomeration. This downward trend becomes more pronounced at 40wt%, where the untreated A4150 sample showed particularly weak structural integrity at 14.34 MPa, while its treated counterpart, AN4150, only recovered to 19.29 MPa. Finally, the narrative is completed at the 50 wt% fraction, where the AN5150 sample recorded a maximum stress of 18.84 MPa, confirming that excessively high filler content leads to a significant drop in mechanical efficiency, possibly due to increased brittleness and filler clustering effects. The inability to cast untreated samples with 50% of 75 µm particles due to resin absorption and poor handling highlights the severity of problems at high filler loadings. These values support prior findings that excessive filler content can introduce voids and micro-defects, which compromise tensile performance.
34
Representative stress-strain curves for epoxy composites reinforced with treated and untreated 150 µm almond shell particles at various weight fractions.
The stress–strain bar charts (shown in Figure 6) for the composites reinforced with 150 µm almond shell particles provides a concise comparison of the corresponding tensile strength values for treated and untreated samples. At 10wt%, the difference between untreated and treated samples is clearly visible: the A1150 sample recorded 18.78 MPa, whereas the AN1150 sample reached 26.01 MPa. This sharp contrast, underscores the significant effect of NaOH treatment in improving interfacial adhesion. The optimum performance for this group was achieved at 20wt%, where the AN2150 sample delivered 27.50 MPa, the highest tensile strength among all tested compositions. The bar chart captures this exceptional peak, while the stress–strain curves illustrate the corresponding robust deformation behavior. Beyond this concentration, both figures show a gradual decline in performance. At 30wt%, tensile strength dropped to 23.56 MPa for AN3150, reflecting the onset of particle agglomeration. At higher loadings (40–50wt%), the bar chart reveals the pronounced decrease, with the untreated A4150 at only 14.34 MPa and the treated AN4150 at 19.29 MPa, while AN5150 further decreased to 18.84 MPa. Together, Figures confirm that while 150 µm particles benefit greatly from alkali treatment, the optimum loading is limited to 20wt%, beyond which filler clustering and void formation compromise the tensile performance. Tensile strength of epoxy composites with treated and untreated 150 µm almond shell particles at different weight fractions.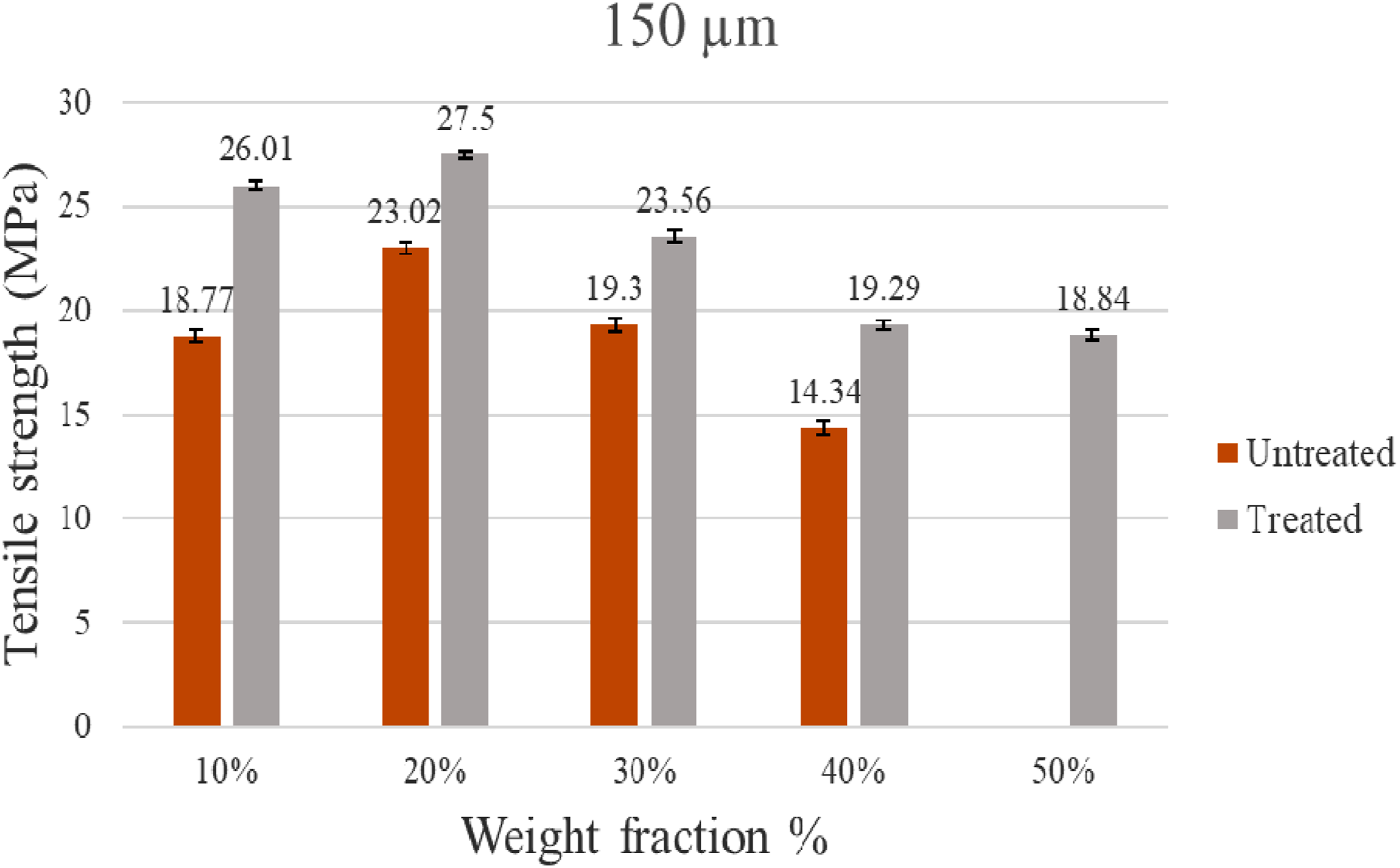
The coarsest 300 µm particles is one of compromised potential, where larger particle size inherently limited the overall performance, as shown in Figure 7. At the initial 10wt% weight fractions, the untreated A1300 sample registered a modest strength of 16.94 MPa. The NaOH treatment provided a significant improvement, elevating the strength of the AN1300 sample to 21.29 MPa, a notable increase attributed to enhanced stress transfer and reduced porosity at the particle-matrix interface. This improvement continued to the 20wt% level, where the treated AN2300 sample (21.45 MPa) again outperformed its untreated counterpart (19.65 MPa). Similar to the 75 µm group, the performance for these coarse particles peaked at a 30wt% fraction. The AN3300 sample stood out, achieving a strength of 25.52 MPa, demonstrating excellent toughness between the large particles and the epoxy matrix at this specific concentration. Beyond this 30% peak, however, the structural integrity rapidly deteriorated. At 40wt%, the strength of the treated AN4300 sample fell back to 20.12 MPa, and by 50wt%, the AN5300 sample registered a low 13.75 MPa. This steep decline is likely caused by significant powder agglomeration and the creation of large stress concentration sites around the coarse particles. The practical challenges of using these large particles at high concentrations were underscored by the fact that it was impossible to even fabricate the 50% untreated sample, as the coarse powder immediately absorbed the resin, preventing any form of effective mixing. This observation is consistent with previous studies showing that alkali treatment improves interfacial bonding by eliminating surface impurities and increasing surface roughness,
35
although the absolute strength values were lower compared to those observed with finer particles. This steep decline can be attributed to the classic drawbacks of using oversized fillers in high volume fractions, where particle agglomeration and stress concentrations lead to premature failure. Representative stress-strain curves for epoxy composites reinforced with treated and untreated 300 µm almond shell particles at various weight fractions.
The bar chart (shown in Figure 8) summarizes the tensile strength values of epoxy composites reinforced with 300 µm almond shell particles across different weight fractions and provides a quantitative complement to the representative stress–strain curves shown in Figure 7. While Figure 8 highlights the deformation behavior and failure characteristics of selected samples, Figure 8 offers a comparative perspective across all weight fractions, making evident the positive impact of alkali treatment, particularly at 10–30wt%. The increase from 16.94 MPa in the untreated A1300 sample to 21.29 MPa in the treated AN1300 sample, and the further improvement to 25.52 MPa in AN3300, underscores the effectiveness of NaOH treatment in enhancing interfacial bonding and stress transfer. Importantly, both Figures 7 and 8 converge in demonstrating that 30wt% is the optimum filler loading for coarse particles, beyond which the mechanical performance deteriorates sharply due to agglomeration and stress concentration effects. Tensile strength of epoxy composites with treated and untreated 300 µm almond shell particles at different weight fractions.
The ideal weight fraction for maximizing tensile strength shows considerable variation with particle size, pointing to a complex relationship between filler geometry and its concentration, as reported in Table 2. With 75 µm particles, the best performance emerged at a 30% weight fraction (AN375: 25.06 MPa). Conversely, for 150 µm particles, a 20% weight fraction (AN2150: 27.50 MPa) delivered the highest tensile strength observed in this study, suggesting an optimal balance of particle dispersion and interfacial bonding. The smaller particles offer a greater surface area-to-volume ratio, providing more potential sites for interaction with the matrix at a given weight. For the 300 µm coarse particles, performance peaked at a 30wt% fraction, where the AN3300 sample achieved a strength of 25.52 MPa. Nevertheless, ensuring uniform dispersion of very fine particles can be difficult, and agglomeration may become a limiting factor. On the other hand, larger particles, despite their smaller specific surface area, might facilitate better stress transfer if well-bonded, but they also carry a higher risk of creating stress concentration points if not well dispersed or if they introduce defects. This study results point to an intermediate particle size (150 µm) at a moderate loading (20wt%) as the most effective combination for tensile performance in the current epoxy system. Moving beyond these optimal concentrations, higher weight fractions (such as 40% and 50%) consistently resulted in diminished mechanical performance. This reduction is a widely recognized characteristic of particulate reinforced composites. At lower filler levels, mechanical properties tend to improve as the treated almond shells effectively reinforce the epoxy matrix. However, once the filler content surpasses an optimal threshold, the likelihood of introducing defects like particle agglomeration, voids from poor wetting, and insufficient resin to adequately bind the particles (resin starvation) increases significantly. 36 Clusters of particles act as stress concentrators, while voids compromise structural integrity and weaken the interfacial bond. The fact that it was not possible to cast untreated samples with 50% of 300 µm particles, due to excessive resin absorption and poor handling characteristics, further emphasizes the severity of these challenges at very high filler loadings. Understanding this “optimal point” is vital for developing materials that are both cost effective and performance-optimized. For instance, Ramraji et al. 18 and Palaniyappan et al. 20 both noted substantial gains in tensile strength for alkali-treated almond shell composites within vinyl ester matrices. In a similar trend, Song et al. 23 documented better tensile outcomes for PLA/nutshell composites following NaOH treatment. The treatment effectively cleans the fiber surface and enhances its roughness, which in turn promotes better mechanical interlocking and chemical compatibility with the epoxy resin. This strengthened interfacial adhesion facilitates more efficient stress transfer from the polymer matrix to the stiffer almond shell particles. Consequently, the composite behaves more like a unified, load-bearing structure and can endure higher loads before fracturing, leading to an increase in tensile strength. However, this gain in stiffness frequently coincides with a decrease in the material’s ability to deform plastically (its strain at break), a common compromise in reinforced polymers. From an automotive application standpoint, this suggests that while these composites are well-suited for components needing high stiffness and load-bearing capabilities.
Tensile properties of composites at different weight fractions.

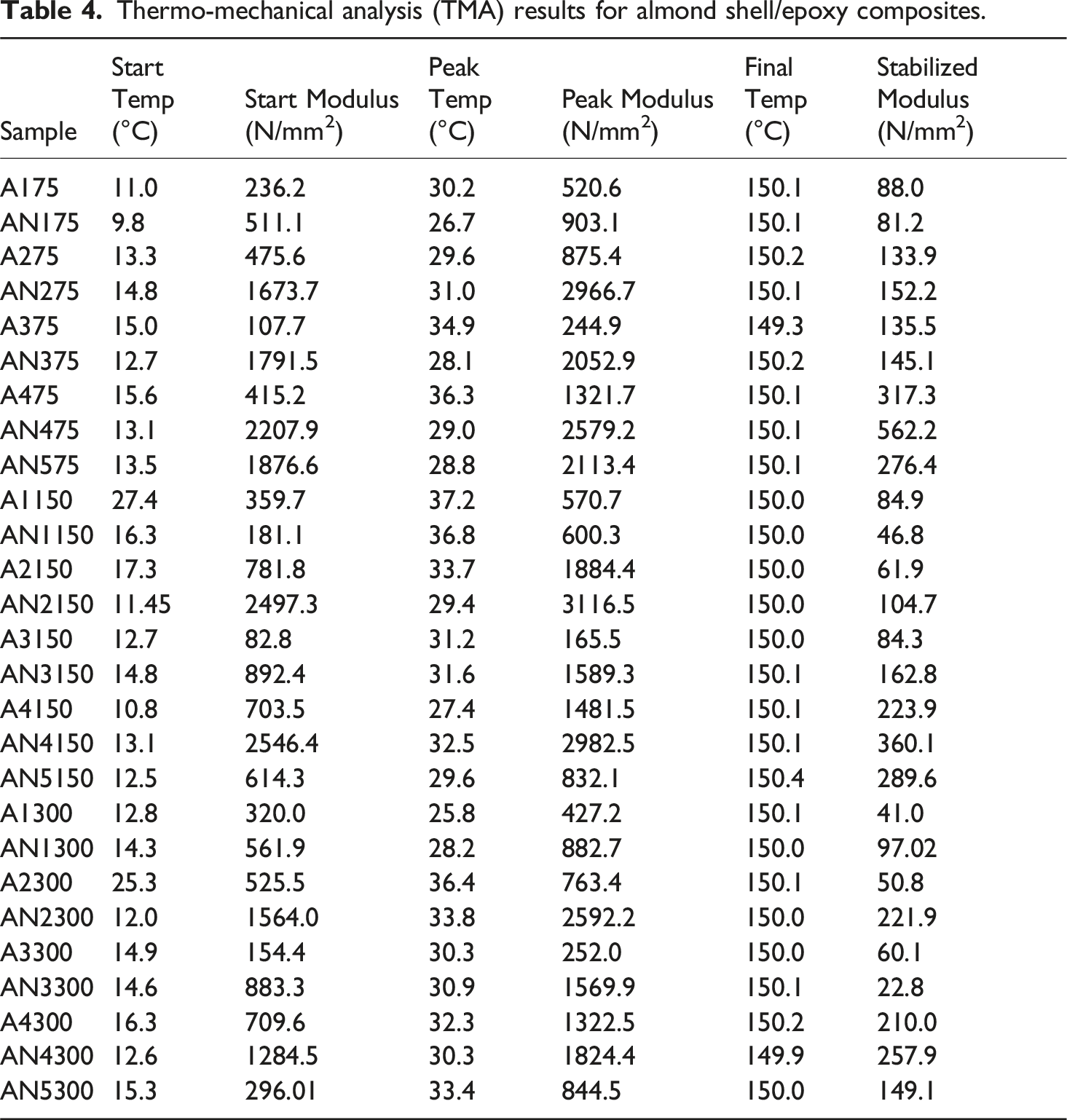
The dimensional and mechanical response of the composites under controlled temperature conditions using TMA were presented in Figures 9–11. The focus is on the initial modulus (baseline stiffness), peak modulus (stiffening due to molecular rearrangement), and final modulus (thermal softening/compliance) for treated and untreated samples across different particle sizes and weight fractions, with particular emphasis on the 10% reinforcement group. TMA is a powerful technique for characterizing the dimensional and mechanical response of polymer-based composites under controlled temperature conditions, offering high sensitivity in detecting variations in stiffness and expansion behavior. The thermomechanical response of composites with 75 µm particles reveals a clear and quantifiable increase in stiffness resulting from the NaOH treatment at various weight fractions, as shown in Figure 6. At 10wt%, the untreated A175 sample started with a modulus of 236.2 N/mm2, peaked at 520.6 N/mm2, and concluded with a stabilized modulus of 88.0 N/mm2. Its treated counterpart, AN175, showcased superior performance, beginning at a much higher 511.1 N/mm2, achieving a peak of 903.1 N/mm2, and stabilizing at 81.2 N/mm2. As the loading increased to 20wt%, this performance gap widened; the treated AN275 sample reached an impressive peak modulus of 2966.7 N/mm2, dwarfing the 875.4 N/mm2 peak of the untreated A275. At the 30 wt% fraction, the untreated A375 showed a modest peak stiffness of 244.9 N/mm2, whereas the treated AN375 sample demonstrated significant reinforcement, peaking at 2052.9 N/mm2. This trend continued at 40wt%, where the treated AN475’s peak modulus of 2579.2 N/mm2 was nearly double that of the untreated A475’s 1321.7 N/mm2. Finally, at 50 wt%, the treated AN575 sample still showed a robust peak modulus of 2113.4 N/mm2 with a high stabilized modulus of 276.4 N/mm2, indicating that even at high concentrations; the treatment effectively enhanced thermal stiffness. This indicates that even at high concentrations, where mechanical properties often deteriorate due to agglomeration or poor dispersion, the NaOH treatment maintains effective stiffness enhancement. Ngolube et al.
37
reported long-term thermal stability improvements in treated natural filler composites. The alkali treatment not only removes amorphous materials but also increases crystallinity and stiffness under thermal conditions. E-Modulus as a function of temperature for epoxy composites reinforced with 75 µm almond shell particles (treated AN-series and untreated A-series) at various weight fractions. E-Modulus as a function of temperature for epoxy composites reinforced with 150 µm almond shell particles (treated AN-series and untreated A-series) at various weight fractions. E-Modulus as a function of temperature for epoxy composites reinforced with 300 µm almond shell particles (treated AN-series and untreated A-series) at various weight fractions.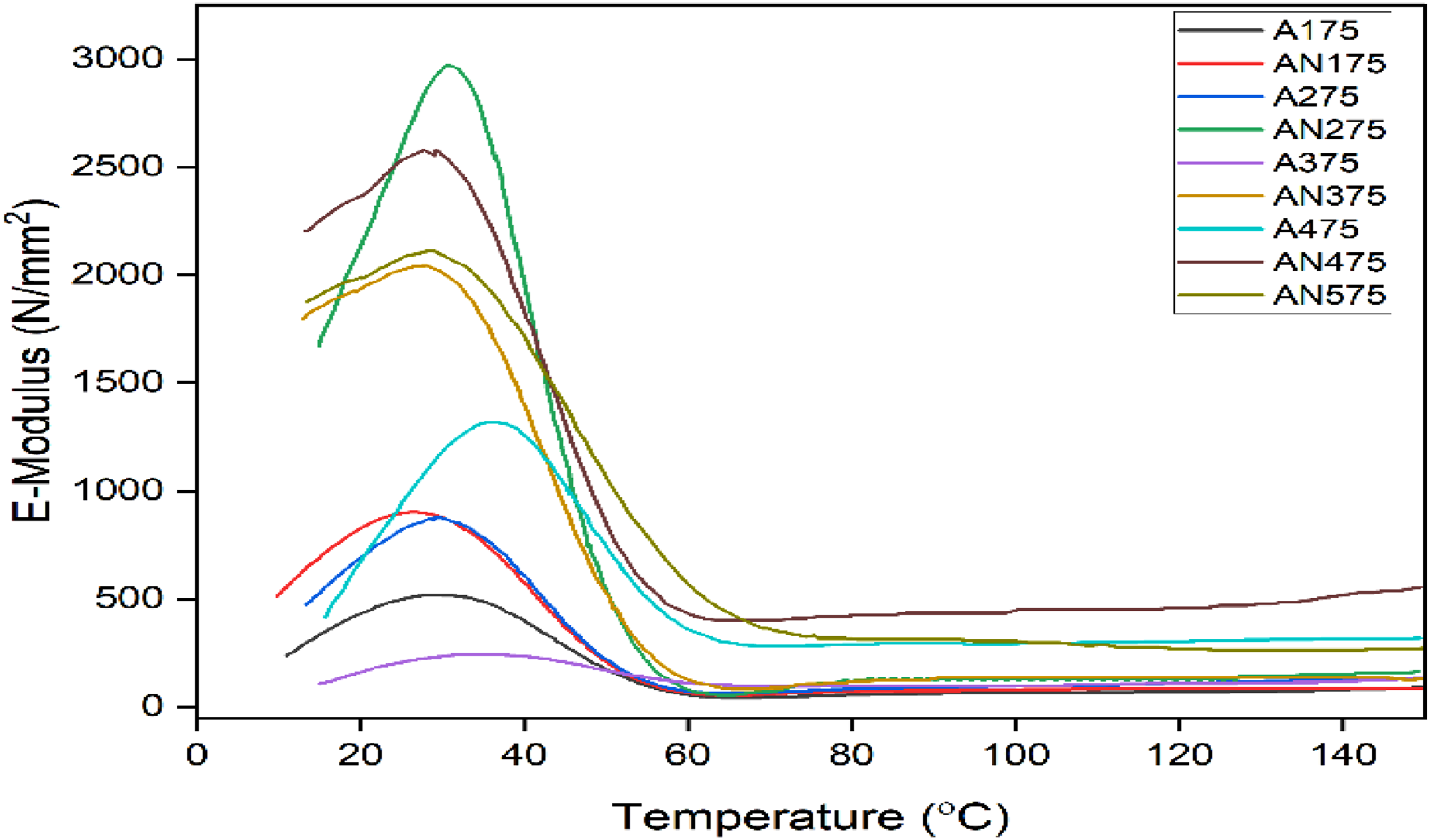

For the composites fabricated with 150 µm particles, the TMA results highlight a similar enhancement from the treatment, with this group recording the highest overall stiffness, shown in Figure 10. At the 10 wt% loading, the treated AN1150 sample achieved a peak modulus of 600.3 N/mm2, a notable increase over the 570.7 N/mm2 from the untreated A1150. The most dramatic effect was seen at 20wt%, where the treated AN2150 sample exhibited a remarkable peak modulus of 3116.5 N/mm2. This was the highest stiffness recorded in the entire study and was substantially greater than the 1884.4 N/mm2 peak of the untreated A2150. Moving to the 30 wt% fraction, the benefit of the treatment remained clear. The treated AN3150 sample peaked at 1589.3 N/mm2, a massive improvement over the very low peak of 165.5 N/mm2 from the untreated A3150. At 40wt%, the performance gap was even larger; the treated AN4150 reached a peak modulus of 2982.5 N/mm2 compared to just 1481.5 N/mm2 for the untreated A4150. Both also ended with high stabilized moduli of 360.1 N/mm2 and 223.9 N/mm2, respectively. Finally, at 50wt%, the treated AN5150 sample achieved a peak modulus of 832.1 N/mm2 and finished with a high stabilized modulus of 289.6 N/mm2, confirming a sustained, positive effect from the treatment even at very high filler content. This improvement aligns with findings by Essabir et al., 21 who observed that alkali treatment improves the modulus of natural fiber composites by enhancing interfacial bonding through the removal of amorphous hemicellulose and surface impurities. The stiffness increase in alkali-treated lignocellulosic composites, confirming the critical role of fiber–matrix adhesion in thermo-mechanical performance. While alkali treatment helps retain mechanical performance at high loading, diminishing returns are expected due to possible filler agglomeration and reduced resin wetting, as seen by the lower modulus compared to the 20wt% peak.
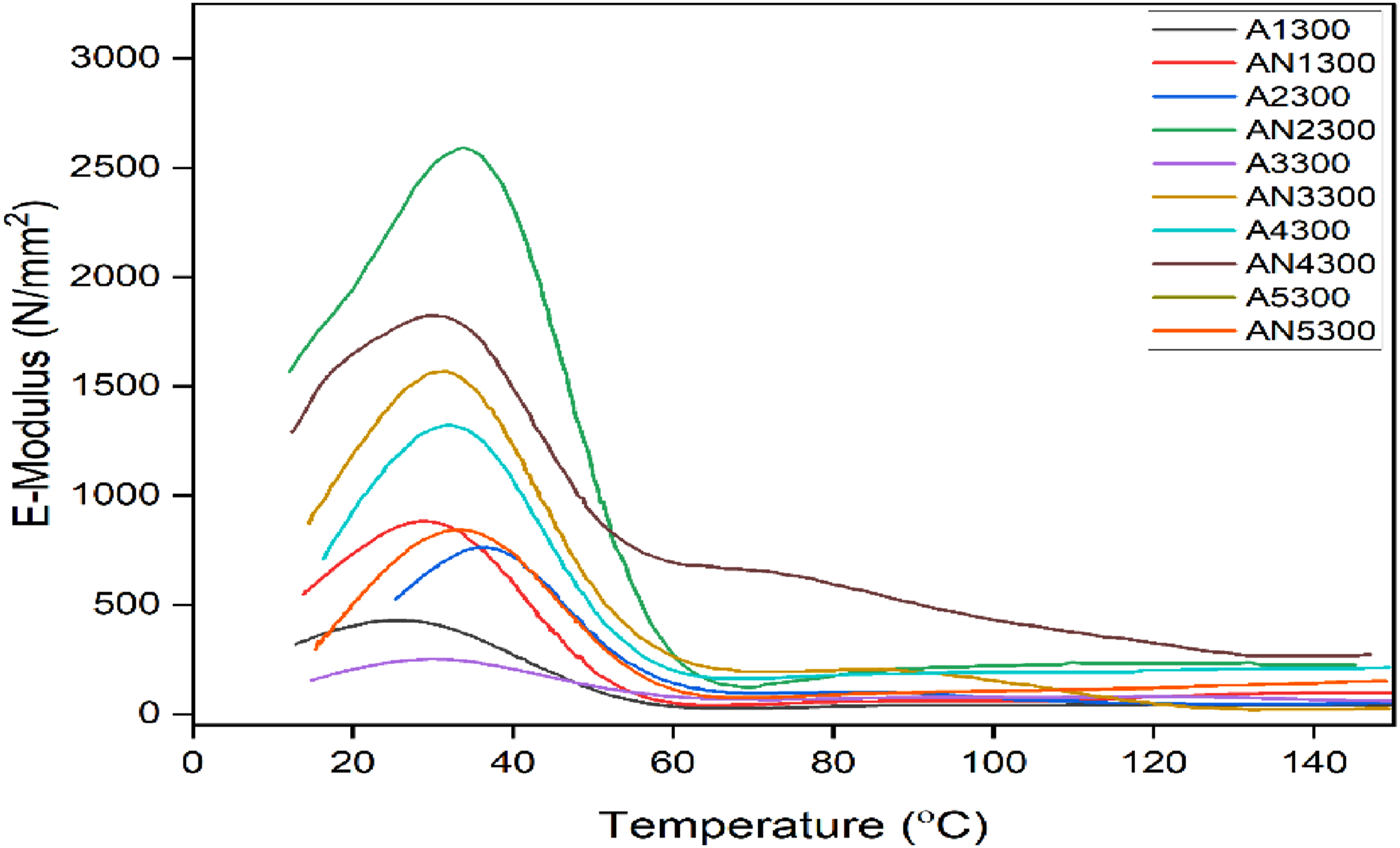
The analysis of the coarsest 300 µm particles consistently demonstrates that the NaOH treatment was crucial for achieving acceptable thermal stiffness, shown in Figure 11. At the 10wt% fraction, the impact of the treatment was immediately evident: the treated AN1300 sample’s peak modulus of 882.7 N/mm2 was more than double the 427.2 N/mm2 of the untreated A1300. This trend intensified at 20wt%, where the treated AN2300 peaked at 2592.2 N/mm2, more than three times the 763.4 N/mm2 of its untreated counterpart, A2300. At 30wt%, the treated AN3300 sample achieved a strong peak modulus of 1569.9 N/mm2, far exceeding the 252.0 N/mm2 of the untreated A3300. Interestingly, the stabilized modulus for AN3300 was a very low 22.8 N/mm2, indicating it became highly compliant after softening. The 40wt% samples followed the same pattern, with the treated AN4300’s peak of 1824.4 N/mm2 significantly outperforming the 1322.5 N/mm2 of the untreated A4300. Lastly, at 50wt%, the treated AN5300 sample showed a peak stiffness of 844.5 N/mm2 and a stabilized modulus of 149.1 N/mm2, confirming that even for large particles at high concentrations, the surface treatment is essential for improving the composite’s response to thermal stress. This supports prior observations by Palaniyappan et al., 20 who highlighted that composites with untreated fibers at high loadings are prone to internal stress development, debonding, and thermal degradation. The effective chemical treatment remains beneficial even at higher filler contents, as long as dispersion is maintained and resin saturation is not exceeded.
Thermo-mechanical analysis (TMA) results for almond shell/epoxy composites.
To understand the chemical changes occurring on the almond shell surface due to the alkaline (NaOH) treatment and their implications for interaction with the epoxy matrix, Fourier Transform Infrared Spectrometry (FTIR) was employed, shown in Figures 12–17. The Attenuated Total Reflectance (ATR) mode was utilized to maximize surface sensitivity of the measurements, which were conducted at room temperature. Examination of the FTIR spectra revealed characteristic absorption bands. For instance, C-H stretching vibrations associated with cellulose and hemicellulose were evident in the 2500–3000 cm-1 region. In the untreated almond shell (AS) particles, distinct peaks were observed at 2919 cm-1 and 2850 cm-1. Following the alkaline treatment, these peaks showed minor shifts to 2922 cm-1 and 2854 cm-1, respectively, suggesting subtle alterations to the organic framework of the shells. A particularly noteworthy observation was related to the peak found between 2000 and 1693 cm-1, which is indicative of C = O stretching from carboxylic acid and ester groups, primarily originating from hemicellulose. The spectrum of untreated AS displayed a clear peak at 1728 cm-1. Crucially, this peak was entirely absent in the spectra of the alkali-treated almond shells. This disappearance provides strong evidence for the successful removal of hemicellulose constituents. Further supporting this, another peak, typically located in the 1286–1184 cm-1 range and attributed to the C–O stretching of acetyl groups in hemicellulose, also vanished after the NaOH treatment. Specifically, the loss of the peak around 1237 cm-1 corroborates the removal of both lignin and hemicellulose. These components are generally considered detrimental to the mechanical strength of composites due to their hydrophilic nature and potential to weaken interfacial adhesion with polymer matrices.
38
The effective removal of hemicellulose and lignin by the alkaline treatment is significant. These amorphous and hydrophilic substances can compromise the interface with a hydrophobic matrix like epoxy, and also contribute to moisture uptake and reduced thermal stability. By cleansing the fiber surface, the treatment exposes more cellulose and increases surface roughness, thereby creating a more favorable surface for chemical bonding and mechanical interlocking with the epoxy resin. This underpins the improvements seen in mechanical and thermo-mechanical properties. The selective removal of the less desirable amorphous components while preserving the robust cellulose is a key aspect of optimizing natural fillers for composite applications. The FTIR analysis confirms that the NaOH treatment selectively removed amorphous hemicellulose and lignin from the almond shells, while the core cellulose structure was preserved. This surface modification is anticipated to foster improved interfacial bonding with the epoxy matrix, which is a critical factor for enhancing the overall mechanical performance of the resulting composites. The observed changes in the FTIR spectra are consistent with numerous studies on the alkaline treatment of lignocellulosic fibers. The removal of the C = O stretching peak, typically observed around 1730-1740m-1, is a well-documented indicator of the successful hydrolysis of hemicellulose.
39
The appearance of the peak around 1240 cm-1, associated with the C–O stretching of acetyl groups in hemicellulose and C-O linkages in lignin, further confirms the efficacy of the NaOH treatment in eliminating these amorphous components. FT-IR spectra of untreated almond shell/epoxy composites with 75 µm particle size at 10–40wt% filler content. FT-IR spectra of treated almond shell/epoxy composites with 75 µm particle size at 10–50wt% filler content. FT-IR spectra of untreated almond shell/epoxy composites with 150 µm particle size at 10–40wt% filler content. FT-IR spectra of treated almond shell/epoxy composites with 150 µm particle size at 10–50wt% filler content. FT-IR spectra of untreated almond shell/epoxy composites with 300 µm particle size at 10–40wt% filler content. FT-IR spectra of treated almond shell/epoxy composites with 300 µm particle size at 10–50wt% filler content.





Principal FTIR absorption peaks of almond shell/epoxy composites and their corresponding functional groups.

Field Emission Scanning Electron Microscopy (FE-SEM) was employed to visually inspect the fracture surfaces of the composites. This technique provides direct insight into the dispersion of the almond shell particles, the topographical characteristics of the fractured areas, and, crucially, the nature of the interfacial bonding between the epoxy matrix and the treated almond shell fillers, illustrated in Figures 18–32. At a 10wt% filler loading (as shown in Figure 18), the almond shell particles are observed to be relatively well-dispersed throughout the epoxy matrix. The micrograph reveals strong evidence of good interfacial adhesion, a critical factor for effective reinforcement. The particles appear to be firmly embedded within the matrix, and there is no significant evidence of voids or debonding at the interface. The fracture plane seems to have propagated through the filler particles as well as the matrix, indicating effective stress transfer from the matrix to the filler. The roughened surface of the filler, a result of the NaOH treatment, is evident and contributes to the strong mechanical interlocking observed. As the filler content is increased to 20wt% (as shown in Figure 19), the particles remain fairly well-distributed, though the density of particles is visibly higher. Good adhesion is still maintained, with the epoxy matrix effectively wetting the surface of most filler particles. This observation is consistent with studies on other natural fillers where properties improve with filler content up to an optimum level.
40
However, initial signs of particle-particle proximity can be observed, hinting at the onset of minor agglomeration. The fracture surface remains cohesive, suggesting that this filler concentration still provides effective reinforcement leading up to the optimum loading. At 30wt% (as shown in Figure 20), the morphological landscape changes. Particle agglomeration becomes more pronounced. Clusters of almond shell particles are visible, where particles are in contact with each other rather than being individually encapsulated by the epoxy matrix. Despite this, the effectiveness of the NaOH surface treatment is evident, as this filler concentration yielded the highest tensile strength. This suggests that at 30wt%, there is an optimal balance between the increased number of reinforcing particles and the quality of the interfacial bond, which is strong enough to effectively transfer load even with some agglomeration present. These agglomerates, however, also act as stress concentration sites,
41
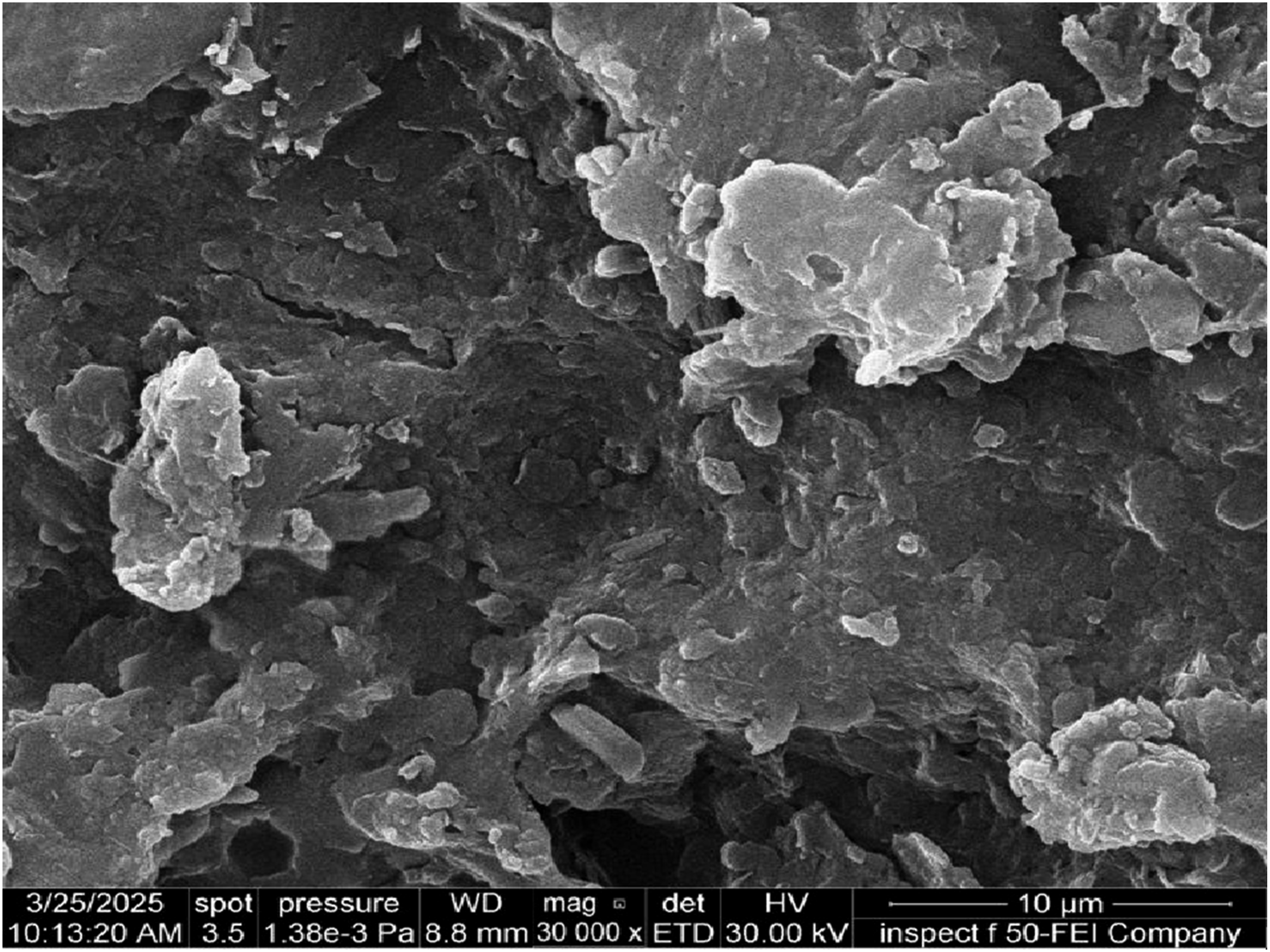
indicating that this is the peak of the material’s performance before degradation. The trend of agglomeration is exacerbated at a 40wt% filler loading (as illustrated in Figure 21), leading to a decline in mechanical performance compared to the 30wt% sample. The distribution of filler is now highly non-uniform. Large aggregates are prevalent, and the matrix appears “starved” in these regions, indicating insufficient resin to effectively wet and bond with the high volume of filler. This poor dispersion is a common issue at high filler loadings in natural filler composites.
42
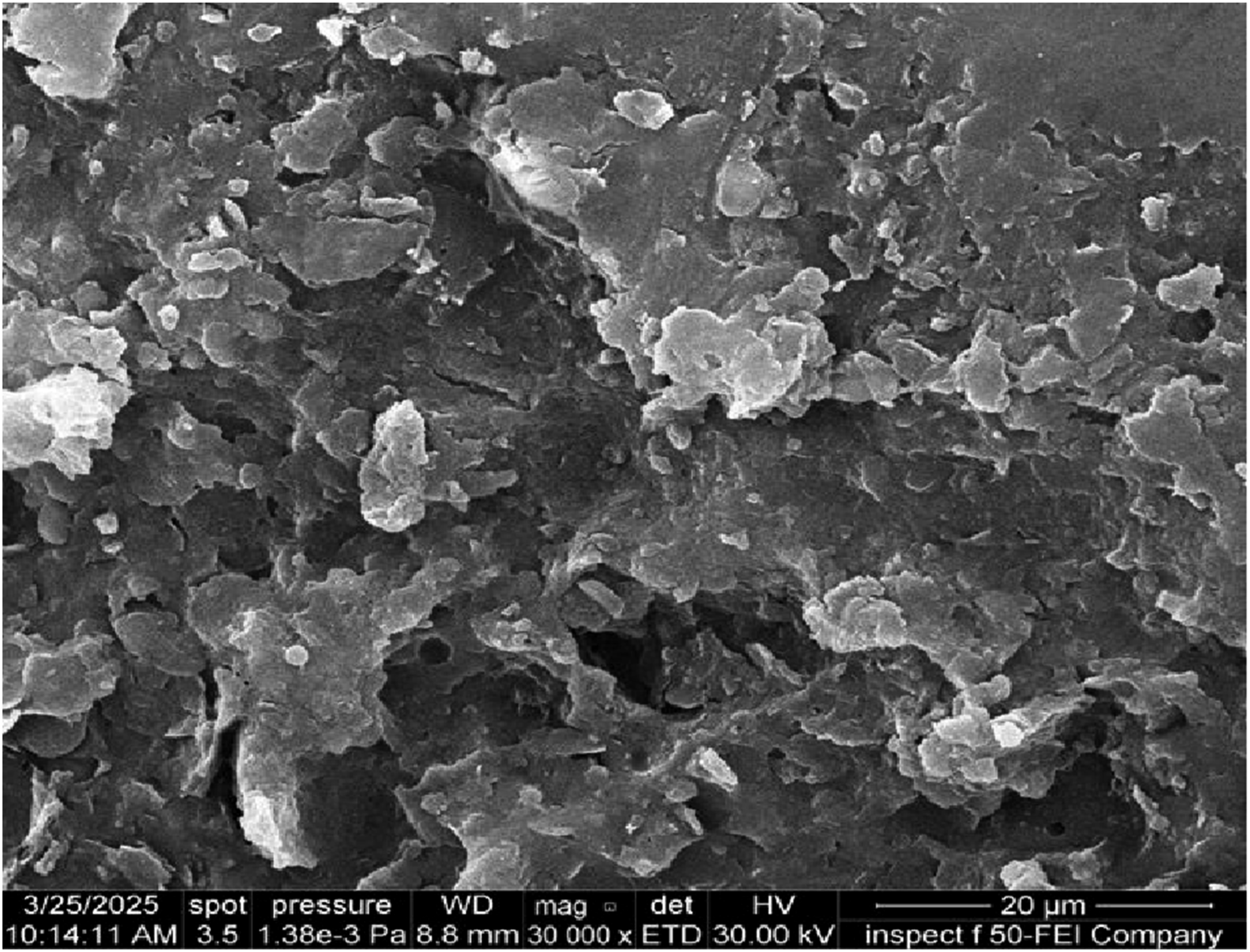
The fracture surface is more irregular and shows clear evidence of particle pull-out and interfacial debonding. This morphology suggests a transition to a more brittle fracture mode, initiated at the numerous defect sites created by the particle clusters. Finally, at the highest loading of 50wt% (as shown in Figure 22), the composite structure is dominated by extensive filler agglomeration and high porosity, resulting in the poorest mechanical properties. It becomes difficult to distinguish individual particles within the large clusters. There is a clear lack of sufficient epoxy matrix to bind the particles together, leading to a weak, porous structure. The micrograph shows large voids and cavities, indicative of poor compaction and widespread failure at the filler-matrix interface. This morphology corresponds to a significant deterioration in mechanical performance, as the filler acts more like a defect than a reinforcement at such high concentrations. FE-SEM micrograph of 75 µm treated almond shell/epoxy composite at 10 wt% content. FE-SEM micrograph of 75 µm treated almond shell/epoxy composite at 20 wt% content. FE-SEM micrograph of 75 µm treated almond shell/epoxy composite at 30wt% content. FE-SEM micrograph of 75 µm treated almond shell/epoxy composite at 40wt% content. FE-SEM micrograph of 75 µm treated almond shell/epoxy composite at 50wt% content.


At a 10wt% filler loading (as shown in Figure 23), the 150 µm particles are reasonably dispersed within the epoxy. The benefits of the NaOH treatment are apparent, with visible adhesion between the filler surface and the matrix. The fracture surface shows particles well-embedded in the epoxy, indicating that the load is effectively transferred from the matrix to the reinforcement. However, the interface is not as seamless as with smaller particles, and some micro-voids are present. The composite with 20 wt% filler loading (as shown in Figure 24) corresponds to the sample with the highest measured tensile strength. There is an optimal dispersion of the filler particles for this photo; the particles are close enough to provide significant reinforcement, yet far enough apart to be individually wetted and encapsulated by the epoxy matrix. The interfacial bonding appears strong, with the fracture propagating through both filler and matrix, a hallmark of a well-bonded composite. This represents the peak performance, where the reinforcing effect of the treated particles is maximized before the negative effects of higher loading begin to dominate. Upon increasing the filler content to 30wt% (as illustrated in Figure 25), a decline in mechanical properties was observed, which is supported by the micrograph. Particle agglomeration becomes a significant issue. The larger particle size exacerbates this effect, as there is less surface area per unit weight for the matrix to adhere to. These clusters of poorly-bonded particles act as stress concentrators and crack initiation sites, reducing the overall strength of the material. Areas of particle pull-out and interfacial debonding are now more common than in the 20wt% sample. At a 40wt% filler loading (as shown in Figure 26), the composite structure is severely compromised. The filler distribution is highly non-uniform, with large agglomerates dominating the fracture surface. The viscosity of the resin-filler mixture at this concentration likely prevented proper wetting, leading to a “matrix-starved” condition within the aggregates. The fracture surface is rough and characterized by extensive particle pull-out, indicating widespread adhesive failure. Finally, at 50wt% (as illustrated in Figure 27), the material behaves less like a composite and more like a poorly consolidated powder. The structure is rife with voids and large cavities. There is a clear lack of sufficient epoxy matrix to bind the particles, resulting in a friable and weak material. This morphology is consistent with the very low mechanical properties observed, as effective stress transfer is impossible under these conditions.
43
FE-SEM micrograph of 150 µm treated almond shell/epoxy composite at 10wt% content. FE-SEM micrograph of 150 µm treated almond shell/epoxy composite at 20wt% content. FE-SEM micrograph of 150 µm treated almond shell/epoxy composite at 30wt% content. FE-SEM micrograph of 150 µm treated almond shell/epoxy composite at 40wt% content. FE-SEM micrograph of 150 µm treated almond shell/epoxy composite at 50wt% content.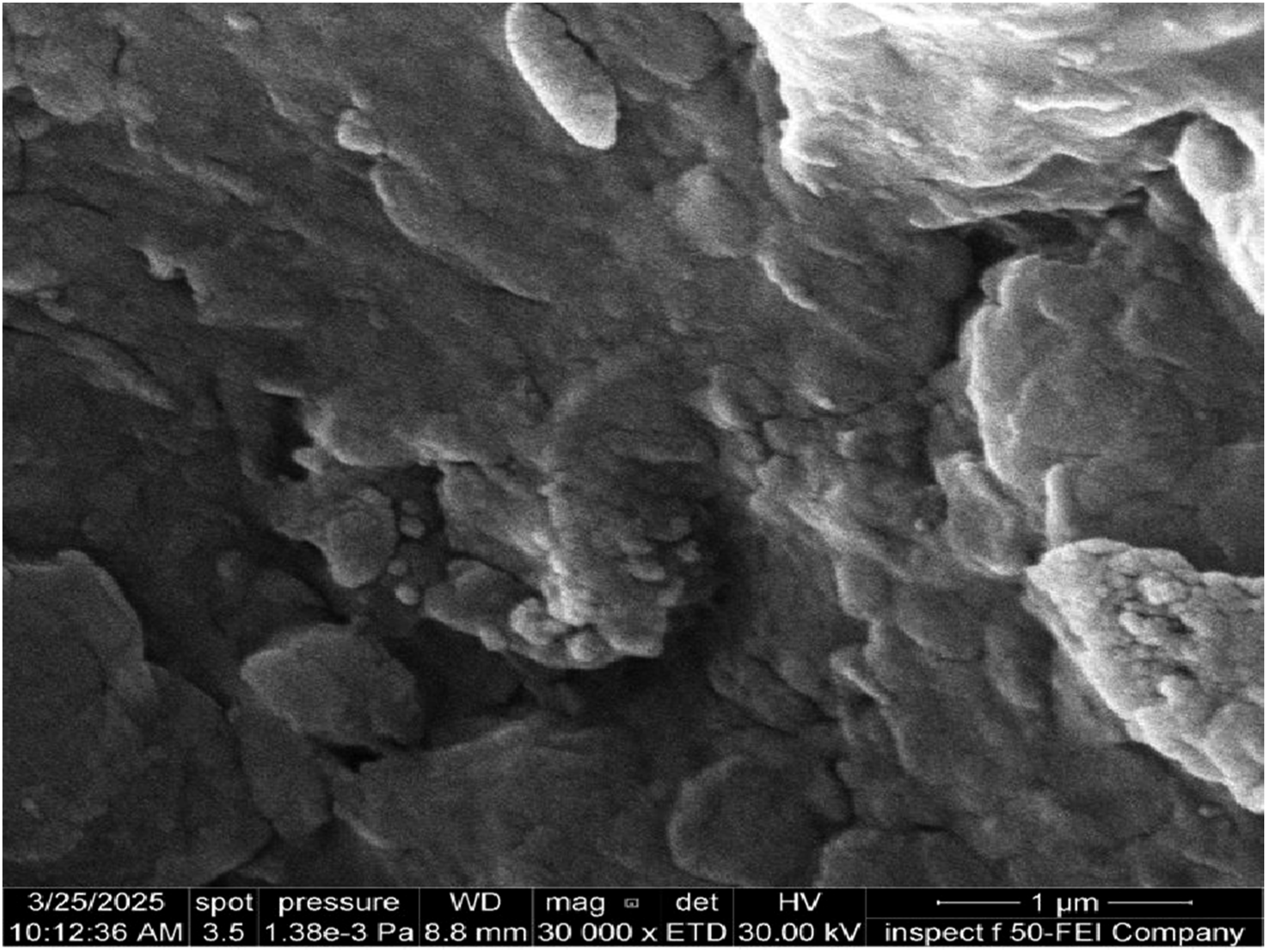


At a 10wt% filler loading (as illustrated in Figure 28), the large 300 µm particles are sparsely distributed in the epoxy matrix. The surface treatment with NaOH has clearly improved adhesion, as the particles are well-wetted by the epoxy resin. However, the reinforcing effect is limited due to the low volume of filler. The fracture appears to be predominantly within the matrix, with particles acting as isolated obstacles rather than an integrated network. Increasing the filler content to 20wt% (as illustrated in Figure 29) improves the filler packing density. The interfacial adhesion remains good, and the particles are still mostly encapsulated by the matrix. This morphology represents a significant step up in reinforcement compared to the 10wt% sample, leading towards the optimal composition. There are early signs of particle-particle interaction, but agglomeration is not yet a dominant failure mechanism. The composite with 30 wt% filler loading (as illustrated in Figure 30) exhibited the highest tensile strength, and the micrograph reveals why. This composition achieves an optimal balance. While some agglomeration is now visible due to the high volume and large size of the particles, the interfacial adhesion created by the NaOH treatment is strong enough to facilitate effective load transfer. The fracture surface shows a complex path, indicating that energy is absorbed by crack deflection around well-bonded particles and by fracturing through the particles themselves. This morphology suggests that the reinforcing capacity of the filler is maximized at this concentration before the negative effects of agglomeration begin to outweigh the benefits of adding more filler. At 40wt% (as shown in Figure 31), the mechanical properties decline sharply. The micrograph shows extensive particle agglomeration, which is a direct result of the high filler volume and the difficulty of dispersing such large particles. These large clusters are poorly wetted by the epoxy, creating significant voids and weak points in the composite structure. These regions act as stress concentrators, leading to premature failure. Widespread particle pull-out is evident, indicating a shift from cohesive to adhesive failure at the interface. Finally, the 50wt% sample (as illustrated in Figure 32) shows a completely porous and poorly integrated structure. The particles are loosely packed with insufficient matrix to bind them together. Large voids and cracks are prevalent throughout the fracture surface. At this high concentration, the almond shell powder acts as a contaminant rather than a reinforcement, drastically reducing the integrity and strength of the material.
44
FE-SEM micrograph of 300 µm treated almond shell/epoxy composite at 10wt% content. FE-SEM micrograph of 300 µm treated almond shell/epoxy composite at 20wt% content. FE-SEM micrograph of 300 µm treated almond shell/epoxy composite at 30wt% content. FE-SEM micrograph of 300 µm treated almond shell/epoxy composite at 40wt% content. FE-SEM micrograph of 300 µm treated almond shell/epoxy composite at 50wt% content.




Conclusion
This study confirms that alkali (NaOH) treatment is a highly effective and sustainable method for enhancing the thermo-mechanical performance of almond shell-reinforced epoxy composites, while tests such as TGA, impact resistance, and flexural strength were not included. The interplay between particle size, weight fraction, and surface treatment was systematically explored, culminating in composites optimized for automotive applications, as below: 1. The alkali treatment yielded a substantial improvement in tensile strength. The optimal formulation, AN2150 (20 wt% of 150 µm treated particles), achieved a peak tensile strength of 27.50 MPa. This represents a marked improvement over untreated composites, such as the A2150 sample which recorded a lower strength, highlighting the efficacy of the surface modification in promoting superior stress transfer from the matrix to the reinforcement. 2. Thermo-Mechanical Analysis (TMA) provided quantitative evidence of enhanced thermal stability. Treated composites demonstrated a dramatic increase in stiffness, with the peak modulus increasing by over 239% in certain configurations compared to their untreated counterparts. This indicates a significantly improved load-bearing capacity at elevated temperatures, a critical attribute for automotive components. 3. Fourier Transform Infrared Spectrometry revealed specific chemical changes on the almond shell surface post-treatment. Notably, the reduction of the characteristic peak at approximately 1730 cm-1 confirmed the successful removal of hemicellulose, while changes around 1510 cm-1 indicated the removal of lignin. 4. Field Emission Scanning Electron Microscopy provided direct visual evidence of the improved interfacial adhesion. Fracture surfaces of untreated composites showed clean “pull-outs” and significant gaps between particles and the matrix. In contrast, micrographs of the treated composites, particularly AN2150, showed particles firmly embedded within the epoxy, with a rougher surface and a cohesive bond, preventing premature failure. 5. This research delineates the processing limits, confirming that filler content beyond an optimal threshold (20-30 wt%) compromises mechanical integrity due to particle agglomeration and incomplete matrix wetting, leading to a sharp decline in strength, as seen in samples with 40-50 wt% loading. 6. Alkali-treated almond shell powder exhibits strong potential as a sustainable reinforcement for epoxy composites, focusing on mechanical strength, enhancing thermal stability TMA.
Footnotes
Acknowledgements
Ethical consideration
I assure you this for the manuscript is the authors’ own original work and analysis in a truthful and complete manner, which has not been previously published elsewhere.
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.