
Abstract
This study investigates a fully fashioned, zone-specific knitting approach that integrates the heel of athletic shoe uppers into a one-piece structure. Eight fabrics—single-face and double-face variants produced with either high-tenacity or standard polyester drawn-textured yarns—were knitted on a four-needle-bed flat-knitting machine and evaluated through warp- and weft-direction tensile and tear tests, air- and moisture-vapour permeability measurements, PhabrOmeter hand analysis, and digital-image correlation of heel deformation. Statistical analysis shows that macro-structure governs mechanical strength, drape, and hand, while high-tenacity yarns supply a secondary but beneficial increase in breaking load and permeability. Seamless heels sustained roughly 40% higher tensile forces and exhibited more homogeneous lateral contraction than stitched heels, confirming that integrated construction can simultaneously improve support, durability, and wearer comfort in knitted footwear uppers.
Keywords
Introduction
As the demand for improved athletic performance, health, and comfort continues to rise, footwear design research is shifting from overall structural considerations toward detailed functional zoning. As a critical component directly interfacing with the foot, the upper fabric significantly influences wearer comfort, stability, and foot protection.1–3
Among various functional zones, the heel area bears the initial impact peak equivalent to 2–3 times body mass during running and daily walking, and is essential for transient stability of the ankle-heel region as well as energy return. Prolonged excessive compression or shear stresses on the Achilles tendon, plantar fascia, and heel fat pad may induce plantar fasciitis, calcaneal periostitis, and heel pain syndrome. 4 Three-dimensional finite element analysis of the foot5–7 further quantifies these risks: maximum von Mises stress on the calcaneus during heel-strike increases by approximately 16% compared to neutral stance. These data underline the critical importance of stress management in heel and arch regions for protective footwear design.
However, conventional stitched shoe uppers often exhibit seam stiffening and stress concentration in the heel region, making it challenging to balance softness, conformity, and structural stability. Traditional heel structures typically consist of rigid materials (e.g., rubber, plastic, or wood) to provide firm support and shock absorption. 8 In contrast, knitted shoes can offer comparable support while remaining lightweight through modifications in knitting techniques. For instance, zonal knitting technology 9 enables different density distributions across the heel region, achieving a balance between support and comfort. Specifically, tighter knit structures in the lower heel can provide enhanced support, while moderately elastic knitting around the heel can increase wearer comfort.
The emerging fully fashioned knitting technology10–14 enables precise, multi-zone shaping through a single knitting process, eliminating stitching defects and offering unprecedented flexibility in embedding locally differentiated structures. Researchers have developed a “pattern-structure-process matrix,” utilizing JavaScript and Three.js for real-time rendering, thereby rapidly iterating from two-dimensional patterns to three-dimensional shoe surfaces and automatically generating knitting files for computerized flat-knitting machines. This advancement has significantly reduced product development cycles from several weeks to a few days.15–17 Tajiri et al. 18 employed B-spline centerlines and elastic contact models to reveal how loop geometry critically influences tri-state curling behaviors and anisotropic stretch-bending properties, laying the theoretical foundation for multi-objective optimization such as impact cushioning, shape retention, and dynamic support in the heel region. Another study 19 demonstrated that localized adjustment of knit/purl (K/P) stitch sequences within the same yarn system could yield nearly two orders of magnitude variations in Young’s modulus, providing quantifiable tools for stiffness-softness gradient design within seamless heel regions.
Double-layer knitted fabrics, incorporating hydrophilic-hydrophobic gradients and honeycomb/diamond mesh designs, have shown substantial improvements in air permeability, directional moisture management, compressive resilience, and energy absorption,20–24 with porosity quickly measurable via ImageJ threshold binarization. 25 Chang et al. 26 proposed an improved mass-spring model enabling synchronized deformation simulations of basic knitted loop forms. Additionally, the combinations of float stitches, tuck stitches, and covered elastic yarns have been shown to significantly alter biaxial elasticity and pressure distribution, 27 suggesting that strategically introducing directional float yarn reinforcements in the heel area could further enhance Achilles tendon support and structural stability.
Current research on upper fabric primarily focuses on general shoe-making processes or material performance, with limited exploration of how different knitting structures, yarn characteristics, and post-processing treatments affect functional outcomes. Given that the heel region experiences concentrated mechanical loading upon foot-ground contact, selecting appropriate yarn materials and knitted structures, informed by foot anatomy and biomechanical characteristics, is crucial for enhancing heel conformity, shock mitigation, and injury prevention.
Thus, this study develops a novel upper knitting process, as illustrated in Figure 1, focusing on the performance of the heel area under 3D forming conditions. Mechanical testing, comfort assessments, Digital Image Correlation (DIC)28–30 analysis, and fabric style evaluation with the PhabrOmeter
31
were conducted to compare and validate the performance of various design schemes. Findings from this research provide a scientific foundation for further refinement of upper fabric structures, ultimately guiding improvements in footwear comfort, functionality, and enabling customized designs tailored to specific application scenarios. Different methods of manufacturing sports shoes.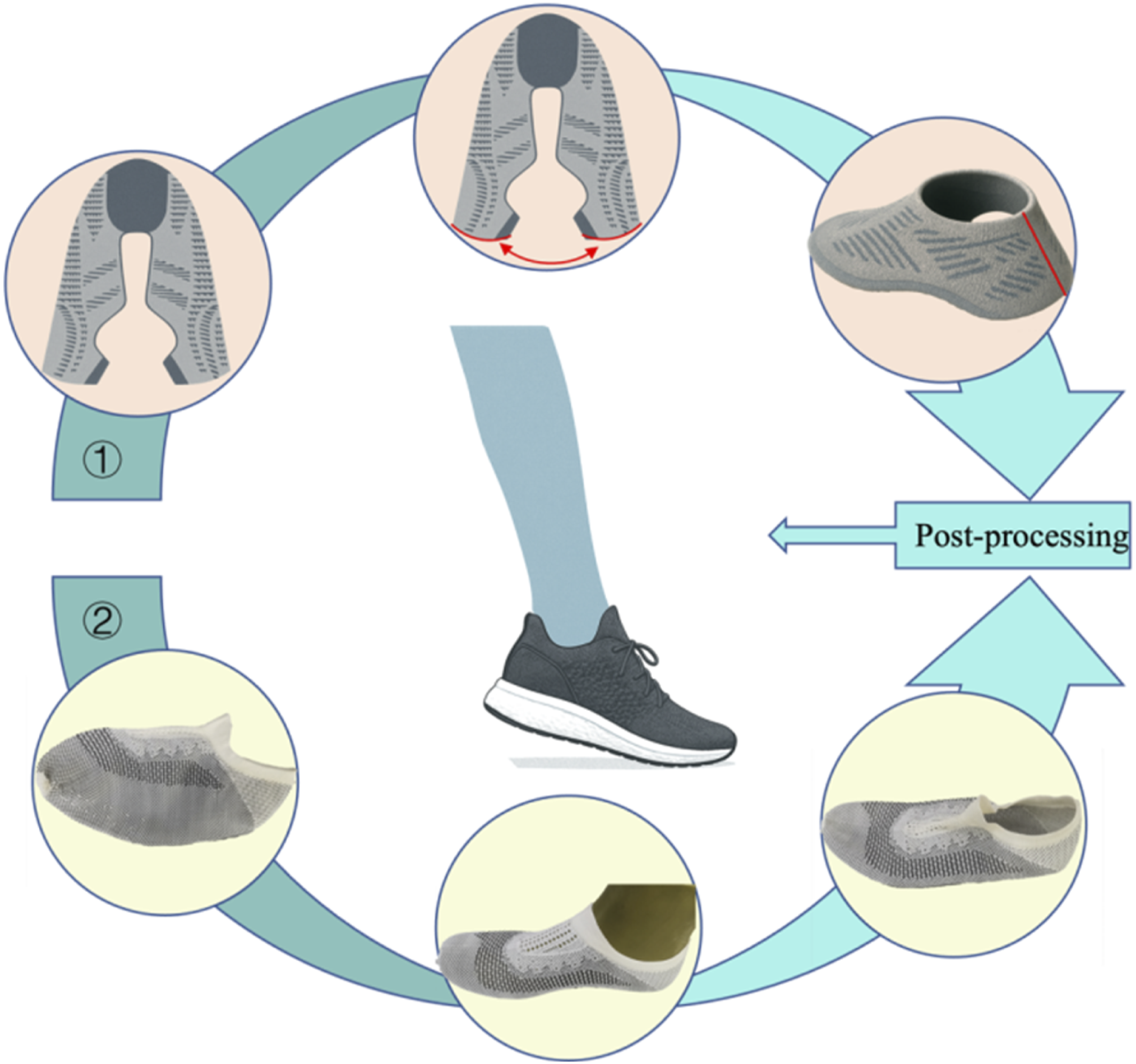
Sample preparation and experiments
In this study, polyester yarns commonly used in commercial uppers were selected and knitted into samples based on prevailing structures and their variants; consequently, other knitted fabrics may behave differently under identical test conditions.
Materials
Yarn strength data.

Sample preparation
According to the selected primary structural yarns and stitch patterns, eight fabric structures were produced—four single-face and four double-face—on a Shima Seiki ACH2XS153-15G four-needle-bed computerized weft-knitting machine. The knitted fabrics were then heat-set in a 4C90 pneumatic pressing machine at 130°C for 30 s.
Performance testing of samples
In accordance with GB/T 3923.1–2013 and GB/T 3917.2–2009, the tensile and tear properties of each fabric structure were determined on a YG(B)026ET electronic fabric strength tester. An initial clamp separation of 100 mm and a cross-head speed of 150 mm/min were used. For both warp and weft directions, five replicates per structure were tested and the mean value reported.
Air permeability and moisture-vapor transmission were measured following GB/T 5453–1997 and GB/T 12704.2–2009, respectively, using a YG461E-III fully automatic air-permeability tester and a YG601H-III computer-controlled moisture-permeability tester. The reverse side of the fabric was used as the testing surface. Air permeability tests were carried out at a pressure differential of 100 Pa over a 20 cm2 test area, with 10 replicates per structure. Moisture-permeability tests were performed at an airflow velocity of 0.3–0.5 m/s, a temperature of (38 ± 2)°C and a relative humidity of (50 ± 4)% RH for 1 h, with five replicates per structure; in each case the average was taken.
According to AATCC 202-2014, fabric handle (hand-feel) was evaluated on the FES-3 PhabrOmeter fabric-hand evaluation system to quantify stiffness, softness, smoothness, and drape. Testing was conducted at 20 ± 2°C and 65 ± 3% RH over a 100 cm2 specimen area.
A high-contrast speckle pattern was applied to each fabric structure, and specimens were stretched to a uniform displacement of 50 mm using a MARK-10 tensile tester in accordance with GB/T 3923.1-2013. The deformation images captured during the test were imported into MATLAB for Digital Image Correlation (DIC) analysis, yielding the corresponding stress–strain data and full-field strain contour maps.
Results and discussions
Basic properties of samples
As shown in Figure 2, four knitting structures were designed in this study (A and B as single-face structures, C and D as double-face structures) alongside two yarn schemes: the H series, which employs high-tenacity polyester multifilament as the primary yarn, and the R series, which uses standard polyester multifilament as the primary yarn. During knitting, the primary polyester multifilament and TPU hot-melt yarn are co-fed through a single yarn feeder to enable subsequent thermal consolidation, while a separate feeder supplies polyester–spandex covered yarn to enhance fabric thickness, resilience and hand feel. The main physical parameters of the fabrics are summarized in Table 2. Physical pictures of different stitches. Fabric basic parameters.

In order to better distinguish the characteristics of the yarns under study, images were acquired using an SMZ745T stereomicroscope and an SU1510 scanning electron microscope, respectively. The resulting micrographs are presented in Figure 3. As shown, the high-tenacity polyester drawn-textured yarn exhibits a smooth surface and low twist level; its cross-section is essentially circular, and the constituent filaments are arranged in parallel. By contrast, the standard polyester drawn-textured yarn appears relatively rough and more highly twisted, its cross-section displays distinct edges, and the filaments are more irregularly oriented. (a) Physical pictures of high-tenacity polyester drawn-textured yarn (b) Physical pictures of standard polyester drawn-textured yarn (c) E-SEM micrographs of high-tenacity polyester drawn-textured yarn (d) E-SEM micrographs of standard polyester drawn-textured yarn.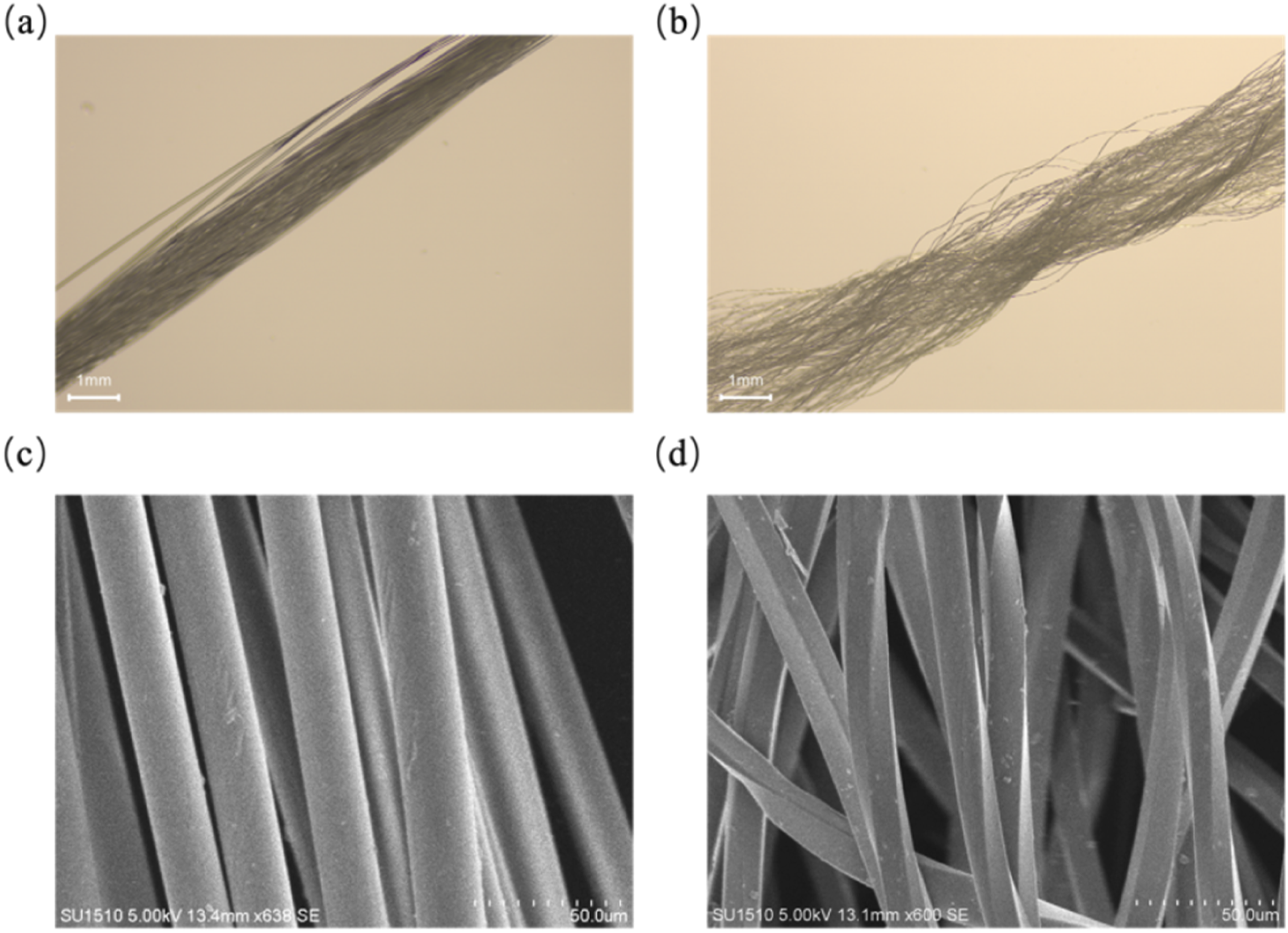
Figure 4 presents the pattern diagrams and simulation diagrams of the four fabric architectures under investigation. (a) Simulation diagram of different structural fabrics (b) Pattern diagram of different structural fabrics.
Structures A and B are single-jersey fabrics. Structure A is based on a plain-knit ground into which an auxiliary elastic yarn is periodically inserted to enhance overall stretch. This elastic yarn knits regular loops interspersed with tuck stitches; the protruding tucks give rise to distinct longitudinal rib-like ridges. Structure B also employs a plain-knit ground, but selected segments are knitted as float (miss) stitches, producing a denser, more compact surface. The elastic yarn forms tuck stitches between courses, generating vertical striping; simultaneously, the tension created by the polyester floats opens conspicuous, regularly aligned pores along the wale direction.
Structures C and D are double-jersey fabrics. Structure C exhibits the highest compactness. Both faces consist of tightly packed plain stitches, while repeated tuck stitches on the opposite needle bed interlock the two layers. The elastic yarn is tucked on both faces, thereby increasing bulk and imparting superior elasticity. Structure D is a modified rib knit. Additional tuck stitches are introduced in zones that were formerly knitted alternately on the front and back needle beds, rendering the fabric more open than Structure C. Elastic yarn is likewise incorporated by tucking, though at a lower proportion than in Structure C.
Data processing and analysis
Multifactor analysis of variance (ANOVA).
Mann-whitney non-parametric test.

Kruskal-wallis non-parametric test.

In ANOVA, the factor with the larger
Analysis of fabric mechanical properties
Tear properties
As shown in Figure 5(a) and (b), weft-direction tear strength exceeded warp-direction tear strength across all samples. In both directions, high-tenacity-polyester fabrics achieved higher average and maximum tear strengths than standard-polyester fabrics. Moreover, double-face structures exhibited greater variation in tear strength between the two yarn schemes than did single-face structures—likely because double-face knits incorporate more yarns, making their mechanical response more sensitive to yarn type. Finally, when comparing warp- versus weft-direction tests, the gap between maximum and average tear strength narrows for single-face structures but widens for double-face structures. (a) Warp tearing of fabric (b) Weft tearing of fabric (c) Warp stretch of fabric (d) Weft stretch of fabric.
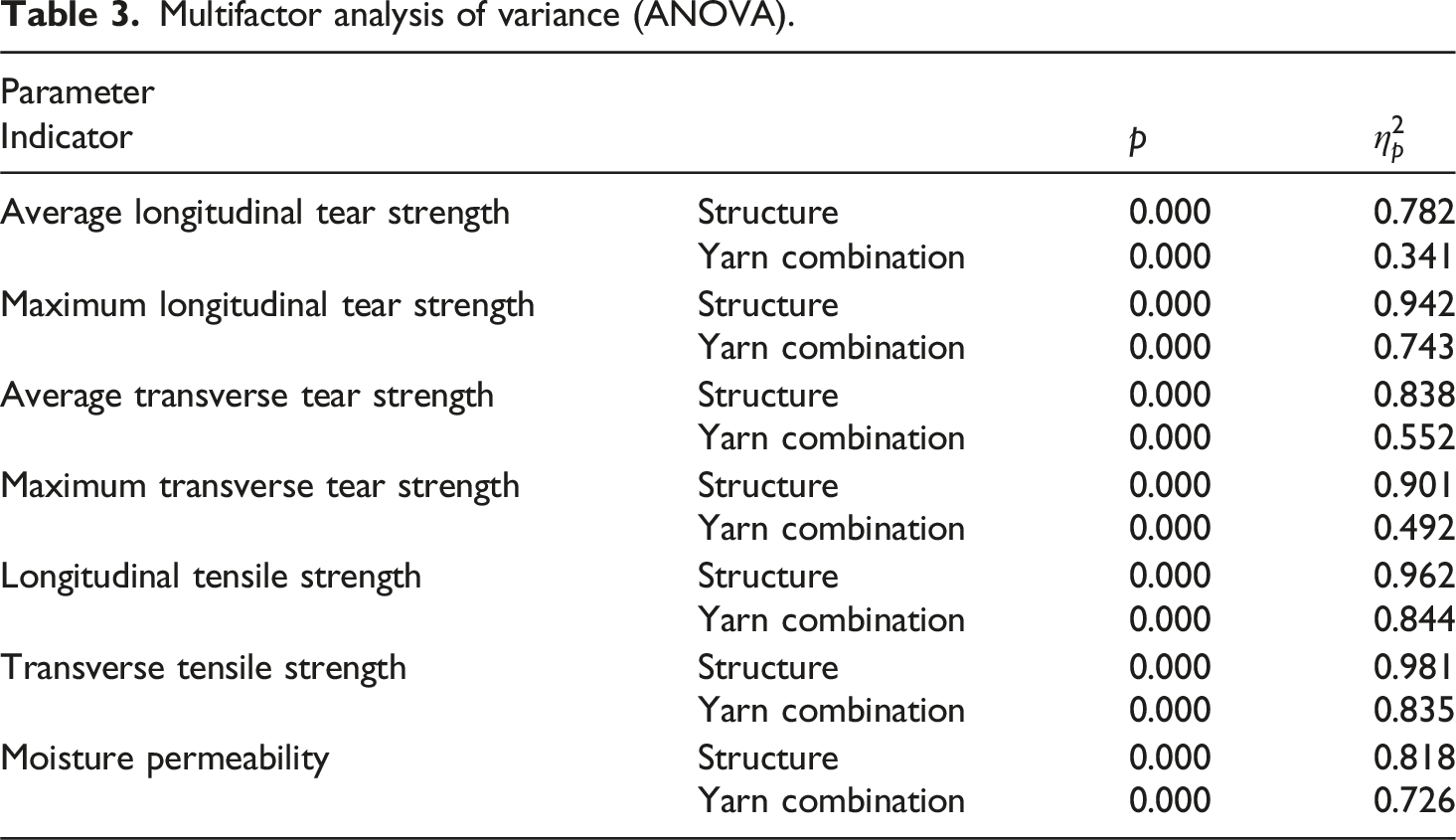
Statistical analysis in Table 3 confirmed that both fabric structure and yarn combination have significant effects on tear strength (p < 0.05), with structure again playing the leading role.
Tensile properties
As shown in Figure 5(c) and (d), in both warp‐ and weft‐direction tensile tests, high‐tenacity polyester exhibited greater breaking strength than standard polyester. Compared with warp‐direction tests, double‐face structures showed increases in both tensile strength and elongation in the weft direction, whereas single‐face structures showed decreases in both metrics in the weft direction. In warp‐direction tests, double‐face structure D had a lower breaking strength than single‐face structure A; however, in the weft direction, the strength of structure D increased and surpassed that of A. This behavior arises from the unique geometry of structure D—a variation on a rib knit—which can bear higher loads in the weft direction but, owing to its greater elasticity, exhibits lower strength in the warp direction.
Both ANOVA and non-parametric tests yielded p < 0.05 for the effects of fabric structure and yarn combination, indicating that both factors significantly influenced tensile performance, with structure being the dominant factor. For elongation at break, the negative Z‐value for yarn grouping denotes an inverse correlation between yarn type and elongation.
As shown in Figure 6(a), the conventional shoe-making process requires stitching in the heel region; accordingly, the specimens were sewn in this area to simulate the traditional construction. In contrast, the novel technique investigated here produces a fully integrated heel without any need for stitching, yielding a one-piece structure with the surrounding regions (Figure 6(b)). The fabric as it emerges from the four-needle flat-knitting machine has a “sock-like” geometry—appearing as a single continuous strand in both side and top views—which is then expanded over a last and heat-set to form the final shoe upper. In the conventional process, tensile performance in the heel region is diminished by the seam strength and stitching method, reducing the break load to approximately 300 N. Accordingly, digital image correlation (DIC) analysis was conducted on this region to compare transverse contraction of the heel under tensile loading for the two manufacturing methods, with the results shown in Figure 7. Structure B is used as a representative example (other configurations exhibited similar behavior), and Poisson’s ratios were computed for all samples. Figure 7(a) shows the complete fabrics, and Figure 7(b) shows the sewn fabrics; “1” refers to warp stretch and “2” to weft stretch. (a) Sew process (b) Spread process (c) Changes in the middle area of samples with different processes during stretching. (a) Strain of the complete fabric in the Exx direction (b) Strain of the Sewn fabric in the Exx direction (c) Poisson’s ratio of two fabrics with different structures.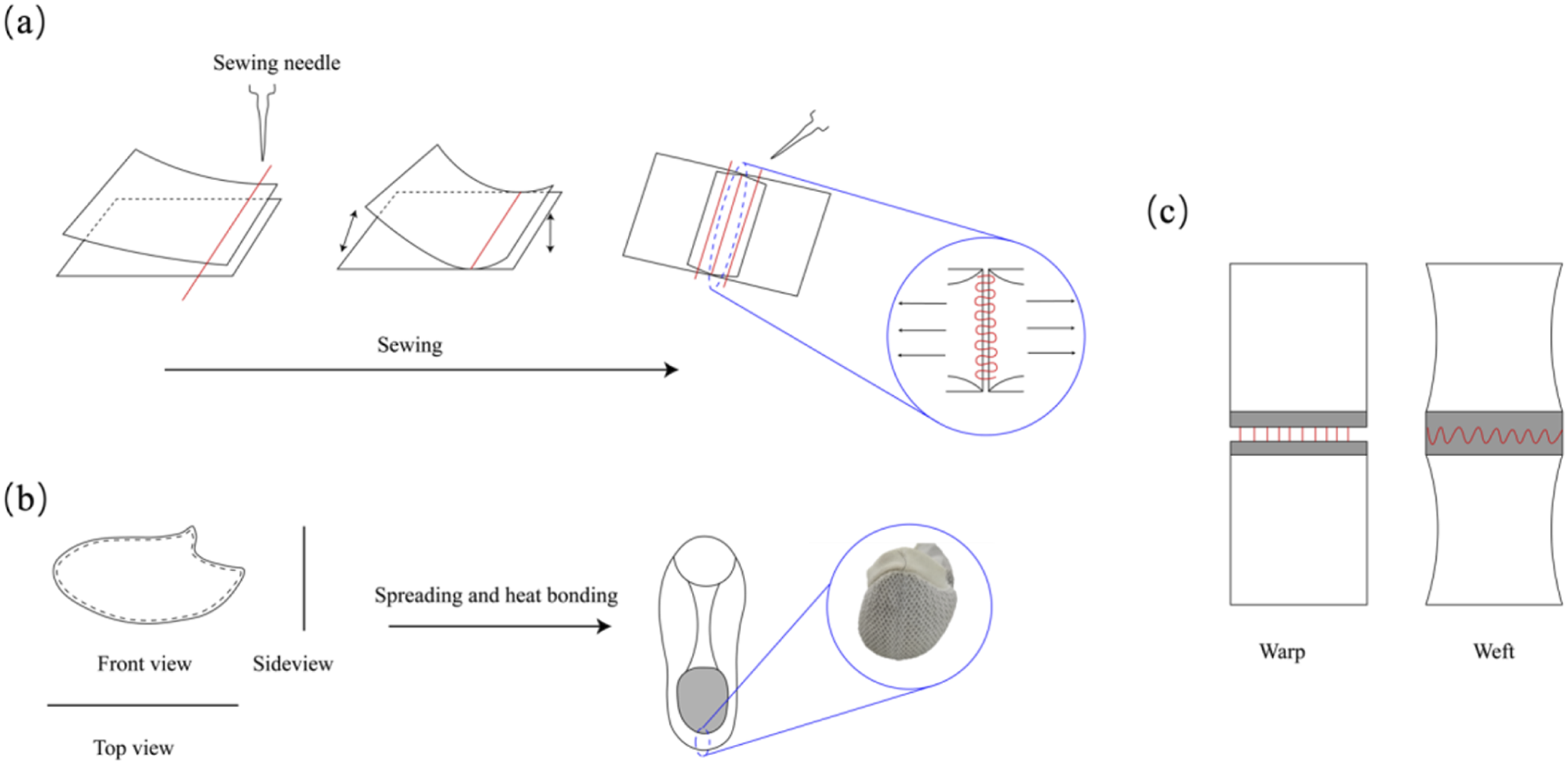

Because the stitched heel is governed by the seam properties, fracture often occurs before reaching the same elongation levels—particularly under warp-direction tension. Under weft-direction stretching, by contrast, transverse contraction first appears in regions remote from the seam, with minimal contraction at the seam itself (Figure 6(c)).From the Exx strain maps and the calculated Poisson’s ratios, it is evident that transverse contraction is more pronounced during warp-direction tension. The intact structure exhibits greater lateral contraction than its stitched counterpart. Yarn type exerts only a minor influence on transverse contraction; the dominant factors are the manufacturing method and the loading direction.
Analysis of fabric comfort properties
Air permeability properties
As shown in Figure 8(a), fabrics knitted with high-tenacity polyester exhibit significantly greater air permeability than those knitted with standard polyester. This is attributable to the greater bulk of the standard-polyester fabrics, which arises from the higher curvature of standard-polyester fibers. Under the same yarn composition, structure D knitted with high-tenacity polyester demonstrated the highest air permeability—surpassing even the single-face structures—because its unique architecture produces a larger overall porosity. In contrast, when standard polyester is used, the bulkier yarn markedly reduces pore size. (a) Breathability of fabric (b) Moisture permeability of fabric (c) Load-displacement curves related to fabric feel (d) Hand feel and style characteristic values of fabrics with different structures.
Statistical analysis in Tables 4 and 5 indicated that both fabric structure and yarn combination exerted significant effects on air permeability (p < 0.05). Moreover, the negative Z-value from the nonparametric test for yarn grouping indicates an inverse correlation between yarn type and air permeability.
Moisture permeability properties
As shown in Figure 8(b), overall, fabrics knitted with high-tenacity polyester exhibit higher moisture-vapor transmission than those made with standard polyester, primarily owing to differences in pore size between structures, a trend that closely mirrors that observed for air permeability. However, within the high-tenacity polyester group, structures A and B display moisture-vapor transmission behavior opposite to their air-permeability ranking. This can be attributed to their pore-distribution characteristics: although HB has a higher overall porosity than HA, its pores are unevenly distributed, forming predominantly large vertical channels. Such a configuration favors air flow but is less effective for moisture evaporation, where a more uniform pore distribution offers an advantage. This finding underscores that performance is also structure-specific: excelling in one test does not guarantee similarly superior results in another, and thus a comprehensive assessment tailored to the intended application is essential.
Statistical analysis in Table 3 revealed that both fabric structure and yarn combination had significant effects on moisture-vapor transmission (p < 0.05), with fabric structure exerting the dominant influence.
Fabric style analysis
As shown in Figure 8(c) and (d), Figure 8(c) presents the load–displacement curves: a higher peak load denotes a greater force required by the plunger to drive the fabric through the instrument’s circular aperture. In general, the double-faced structure yields higher resistance, and the conventional polyester, being rougher, exhibits an even higher peak load. Figure 8(d) offers a simplified quantification of fabric style: a lower drape coefficient corresponds to better drapability. Overall, single-faced fabrics display superior resilience, softness, and surface smoothness, whereas double-faced fabrics achieve better drape. These overall hand characteristics are governed primarily by the macrostructure of the fabric, with the influence of yarn type being comparatively minor.
Conclusion
This study systematically compared the comprehensive performance of four knitted structures combined with two yarn systems in the heel region. The experimental results demonstrate that fabric architecture is the primary lever for tuning both performance and comfort in knitted shoe uppers: single-face structures deliver superior softness, toughness, and surface smoothness, whereas double-face structures enhance drape and load resistance. Replacing standard filaments with smoother, low-twist high-tenacity polyester further elevates strength and breathability but cannot compensate for sub-optimal architecture. Most critically, the elimination of heel seams raises allowable tensile load from approximately 300N to 420N and mitigates localised strain concentrations, providing a clear route to longer service life and improved wearer experience. This new technology for making shoes may develop on a large scale in the future, which not only simplifies the process, but also allows for personalized customization of the overall structure. This may be a new technological trend.
Knitted shoe uppers encompass a wide range of material types and fabric architectures. Differences in loop density, stitch tension and three-dimensional fabric geometry can lead to pronounced variations in mechanical performance and comfort response. This research did not cover additional yarn configurations such as polyamide, regenerated cellulose, low-twist/high-twist yarns or multicomponent blends, and the inherent modulus, moisture-absorption and thermal-shrinkage characteristics of different fibers may also exert a significant influence on fabric properties. Moreover, testing was performed on planar fabric specimens, whereas actual shoe uppers undergo three-dimensional forming, bending and multiaxial stretching, under which their performance may differ substantially. Finally, experiments were conducted in relatively stable laboratory conditions and did not address extreme environments (high/low temperatures, elevated humidity or varying wind speeds), nor did they consider the long-term effects of perspiration salts, pH or detergent residues on fiber ageing and fabric comfort; therefore, the results cannot be directly equated with in-service wearing performance.
To enhance the practical relevance of this research, the next phase will undertake a systematic study of 3D one-piece knitted shoe uppers. First, abrasion resistance will be evaluated under simulated long-term wear conditions and benchmarked against conventional 2D stitched uppers. Second, through in-service wear trials, the subjective comfort (fit conformity, softness, thermal-moisture sensation) and objective performance (air permeability, sweat-wicking capacity, flexural endurance) of 3D and 2D uppers will be compared to elucidate the differences between these two manufacturing routes. Finally, by integrating prolonged walking tests and multi-scenario evaluations—such as high-temperature, high-humidity and outdoor sports conditions—the knit architecture and yarn combinations will be optimized.
Footnotes
Acknowledgment
The authors acknowledge the financial support from the Applied Foundation Research Funds of China Textile Industry Association (J202408), the National Science Funds of China (61902150, 52373058).
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.