
Abstract
Moisture infiltration significantly impacts the mechanical response of composite materials, thus diminishing their protective capabilities. To enhance the performance of composite materials under submersion and impact conditions, waterproofing treatments using a hydrophobic agent and polyurea for composite materials were proposed for fabricating a total of 10 types of waterproof composites. The effects of various waterproof treatments on the dynamic mechanical properties and energy absorption characteristics of rigid and flexible composites before and after exposure to salt spray aging were investigated using the Hopkinson bar tester. The results indicated a notable reduction in platform strength and energy absorption capacity, while the basic properties of the materials were relatively unaffected by the salt spray aging. The platform strength of both rigid and flexible materials without waterproof treatment dropped by over 20% after the salt spray aging, with a corresponding decrease in energy absorption per unit volume. Although the conventional liquid waterproof agents improved the performance of rigid materials, the flexible materials presented an adverse effect. In contrast, applying polyurea coating substantially enhanced both composite materials’ platform strength and energy absorption capacity, with the benefits becoming more pronounced as the coating thickness increased. At a 2 mm thickness of polyurea coating, the platform strength of both rigid and flexible composite materials increased by more than 300%. This demonstrated higher energy absorption per unit volume and greater energy absorption efficiency under the same strain conditions. The polyurea coating is an effective method for waterproofing, thus significantly improving the mechanical performance and energy absorption characteristics of materials in salt spray environments.
Keywords
Introduction
In recent years, the incidence of global explosive terrorist attacks has surged, with the death toll and injuries caused by explosive weapons exceeding 300,000, of which 66% are civilians, and this proportion soars to a staggering 90% in urban settings. 1 These explosive assaults pose a grave and persistent threat to both national defense and public safety.2,3 In the face of such a dire situation, there is an urgent imperative to develop efficacious protective measures to counter the threat of explosive weapons and mitigate casualties to the fullest extent possible.
The magnitude, pressure, and duration of an explosion significantly influence the severity of individual injuries.3,4 Common fatal injuries mainly include head trauma, full-body impact, and pulmonary damage. 5 To effectively shield the human body from the ravages of explosions, the ideal protective material must exhibit high rigidity, strength, and energy absorption capabilities to meet the exigencies of blast protection. However, the protective material should be lightweight to ensure unrestricted mobility. In the 1990s, the UK Ministry of Defence pioneered a technique that incorporated foam materials behind steel plates to attenuate the lung injuries caused by explosive overpressure. It was demonstrated that this innovation significantly reduced the severity of lung injuries in experimental subjects. However, the use of steel plates alone was found to be ineffective in mitigating lung injuries, while the sole application of foam materials could potentially exacerbate such injuries. 6 Furthermore, Phillips et al. 7 discovered that Kevlar bulletproof vests not only fail to shield against shockwaves but may also intensify pulmonary blast injuries. In recent years, the sandwich structure, which combines a robust panel with a lightweight core, has emerged as the preferred solution for effectively withstanding the impact of explosive shockwaves. This indicated that employing fiber-reinforced composite materials for the panels, coupled with polymer foam as the core, can leverage the material’s high strength-to-weight ratio and durability. 8 Xue 9 demonstrated that sandwich composite materials exhibit high ductility and specific energy absorption capacity under air explosions, showcasing excellent impact resistance. The core layer within the sandwich structure can diminish the momentum transferred by explosive impacts, thereby more effectively alleviating the blast load.10,11
However, the majority of current research has been concentrated on air explosions, with insufficient attention given to underwater detonations. Underwater explosions propagate further than their aerial counterparts, and the higher density, speed of sound, and viscosity of water compared to air result in more severe injuries from underwater blasts. 12 Additionally, the immersion of materials in water can lead to water infiltration, causing material plasticization and hydrolysis, which in turn leads to irreversible changes in performance and compromises the original impact protection efficacy.13,14 Aguilar 15 investigated the mechanical property degradation of foam-cored sandwich panels after prolonged seawater immersion, revealing a significant reduction in the bending rigidity and strength of the material panels, with a slight decrease in the tensile rigidity and strength of the foam core. Katzman 16 conducted moisture diffusion experiments on sandwich structural materials and developed a multi-layer diffusion model suitable for laminated structures. The findings indicated that while the front and back panels of the sandwich structure can delay moisture diffusion, they are unable to prevent the absorption of moisture by the foam core, and this absorption further degrades its tensile, compressive, and bending properties.17–19 These studies underscore the necessity for effective waterproofing of protective materials to maintain structural integrity, prevent moisture penetration, enhance impact protection capabilities, and extend the service life of materials in underwater explosion scenarios. At present, polyurea materials in the field of impact resistance are commonly used for the waterproofing properties. Besides, the polyurea coatings have been shown to significantly reduce the corrosion of materials underwater, 20 while also enhancing their impact resistance. 21 However, existing research has not yet explored the impact of waterproof treatments on the high-speed impact resistance of protective materials before and after salt spray aging, nor has it examined the effects of different waterproof treatments on the mechanical properties of these materials.
This study will design both rigid and flexible sandwich core materials according to the specific injury characteristics inflicted by explosive impacts on the human body. The rigid core materials are intended to protect the torso and vulnerable internal organs, while the flexible core materials are designed for areas of the limbs that require greater mobility. Given the superior waterproofing and impact resistance properties of polyurea materials, 22 polyurea coatings and conventional waterproofing agents will be used for the two types of materials to conduct a comparative analysis of the impact of waterproof treatments on their resistance to impact. The performance changes before and after exposure to salt spray aging will be investigated. The aim of this research is to elevate the level of human protection against underwater explosions and to offer innovative approaches for the design of protective materials in complex environments.
Materials
Basic information of fiber composite panels.

Waterproofing agents are widely used in apparel and outdoor products due to their ease of application, rapid film formation, lightweight properties, and effective waterproofing performance. In this study, waterproofing agents were applied to composite materials using a spray bottle to ensure uniform coverage. Spraying is a low-cost and convenient method for fabric waterproofing. Since the study aims to investigate the effect of waterproof treatment on impact resistance, the selected coating must possess sufficient strength and toughness to maintain its waterproof function after impact. Additionally, the coating must exhibit strong adhesion and resistance to seawater corrosion. Common waterproof coatings include organic silicon, organic fluorine, and inorganic fluorine. However, organic silicon coatings, typically used on cotton fabrics, have limited durability and poor chemical stability in alkaline seawater, reducing elasticity and toughness. Organic fluorine coatings are prone to cracking, peeling, and bioaccumulation, posing risks to human health and the environment. Inorganic fluorine coatings, often used with thickeners, suffer from high brittleness and poor flexibility, with potential environmental and health hazards. In contrast, polyurea coatings offer excellent waterproofing, energy absorption, and flexibility, reducing fatigue damage and extending service life in harsh underwater environments. Polyurea also exhibits strong acid and alkali resistance, making it suitable for marine applications. It maintains elasticity and impact resistance across a wide temperature range (−40°C to 150°C) without softening, deformation, or structural damage. Furthermore, as a high-performance resin, polyurea provides superior UV resistance, delaying oxidation and degradation of composites.
Experimental samples of composite materials.


Composite material preparation process. (a) is Rigid composite materials. (b) is Flexible compostie materials.
Experimental designs
Method
Salt spray aging tests were chosen for this study to simulate the corrosive effects of prolonged exposure to saltwater, which is critical for evaluating the long-term durability of materials used in underwater environments. The results from these tests help predict how materials will perform when exposed to similar conditions in real-world applications, such as underwater impact scenarios. The salt spray aging test was conducted according to standard GJB 150.11A-2009. The test specimens were exposed to a 24-h salt spray with a 5% ± 1% concentration. After drying for 24 hours, the spraying process was repeated for another 24 hours. The specimens were then removed, and the structural integrity of their surfaces was observed.
The method used to test the impact resistance of materials after salt spray aging involved a 30 mm diameter Split Hopkinson Pressure Bar (SHPB) according to standard GJB 5365-2005. The testing setup mainly comprised an energy device, an emission device, a pressure bar assembly, and a data acquisition system. The pressure bar assembly, which was the main testing component, consisted of the striker bar, incident bar, and transmission bar, as illustrated in Figure 2. Strain gauges were positioned on both the incident and transmission bars to track the variations in shock waves overtime during the experiment. This involved monitoring the incident and reflected waves in the incident bar, as well as the transmitted wave in the transmission bar. Given that the sandwich material designed in this study has a relatively low impedance, the pressure bar material was selected as polymethyl methacrylate (PMMA), with a density of 1200 kg/m3 and an elastic modulus of 3.16 GPa. The incident bar was 800 mm in length, with a loading pressure set at 0.1 MPa, and the initial sample dimensions were 12 mm × 12 mm. Under these conditions, the material could achieve a strain rate range from 102 s−1 to 105 s−1, for meeting the required strain rate range for high-speed impact conditions. Schematic diagram of split Hopkinson pressure bar.
Evaluation criteria
The key performance indicators for the materials include thickness, gram weight, and appearance. Thickness was measured using a vernier caliper with an accuracy of 0.01 mm. The gram weight was determined using the weighing method. A sample was weighed using an electronic balance with an accuracy of 0.01 g, and the mass per area unit (g/m2) was calculated. Appearance was evaluated through visual inspection, noting surface smoothness and the presence of defects on the samples.
The mechanical performance indicators of the materials include platform strength. Platform strength (σ) is the maximum stress value recorded in the compression test before the material yields and can be obtained from the compressive stress-strain curve.
The energy absorption indicators of the material mainly include the specific energy absorption per unit volume (W) and the energy absorption efficiency (E). W is the area under the compressive stress-strain curve and is used to evaluate the energy absorption capacity of the material, calculated using Equation 1, with units of MJ·cm−3. E is the ratio of the energy absorbed by the material to the corresponding stress, with the maximum energy absorption efficiency characterizing the material’s energy absorption performance and optimal working condition, calculated using Equation 2.

Results and discussion
Changes in the basic properties of materials
After conducting the salt spray aging test, both rigid and flexible composite materials showed no obvious changes in their appearance (Figures 3 and 4). This suggests that the composite materials have good resistance to salt spray. The applied waterproofing agent and polyurea coating effectively protected the materials in the salt spray environment. Therefore, both rigid and flexible composite materials can maintain their appearance and structural integrity in a salt spray environment, demonstrating excellent resistance to salt spray corrosion and making them suitable for use in seawater environments. Post-salt spray aging morphology of rigid composite materials. (a) is without waterproof layer. (b) is with waterproofing agent. (c) is 0.3 mm polyurea. (d) is 1 mm polyurea. (e) is 2 mm polyurea. Post-salt spray aging morphology of flexible composite materials. (a) is without waterproof layer. (b) is with waterproofing agent. (c) is 0.3 mm polyurea. (d) is 1 mm polyurea. (e) is 2 mm polyurea.

The result of the composite materials after salt.

After treatment with the waterproofing agent, the thickness of the rigid material decreased by 3.38%, and the weight decreased by 11.22%. This decrease could be due to a reduction in material density or the dissolution of certain components caused by chemical reactions during the treatment, resulting in a decrease in the overall thickness and weight of the material. For the flexible material, the waterproofing agent formed a thin and dense protective layer on its surface, leading to an increase in thickness by 14.44% and in weight by 2.78%. The polyurea coating had a great influence on increasing the thickness and weight of the rigid material, particularly with thicker coatings, where the material’s thickness and weight increased by up to 39.18% and 169.39%, respectively. However, in the flexible material, the addition of a 0.3 mm polyurea coating resulted in a 2 mm increase in thickness, far exceeding the theoretical value of 0.3 mm. This may be due to structural expansion occurring in the flexible material during the application of the polyurea coating, thus leading to an increase in thickness. Similarly, the actual increase in thickness for the 1 mm and 2 mm polyurea treatments also far exceeded the theoretical values, indicating that the structural properties of the flexible material make it prone to apparent deformation during coating application. This results in an actual thickness increase beyond expectations.
The analysis of changes in the basic parameters of the composite materials before and after salt spray aging is presented in Figure 5. For the untreated rigid composite material (A0), the thickness increased by 2.94%, and the weight decreased by 5.10% after salt spray aging, likely due to partial corrosion and structural expansion of the material. The thickness of the rigid composite material treated with the waterproofing agent increased by 1.66%, and the weight increased by 1.15%. The thickness of materials with polyurea coatings increased by an average of 2.05%, while the weight decreased by an average of 1.26%. The waterproofing agent and polyurea coatings effectively reduced the material’s corrosion and moisture infiltration, with the polyurea coating providing superior performance compared to A0. Thickness of sandwich composite materials. (a) is Rigid compostie materials. (b) is Flexible composite materials.
The untreated samples (B0) of flexible composite materials exhibited a thickness increase of 2.57% and a weight increase of 5.56% after salt spray aging, indicating great water absorption and expansion. On the other hand, flexible composite materials treated with waterproofing agent and polyurea coatings showed a reduction in thickness after aging, while the weight slightly increased on average by 1.40%. This suggests some material shrinkage with minimal corrosion.
In summary, different waterproof treatments have a huge impact on the performance of composite materials in a salt spray environment. For the rigid composite materials, the waterproofing agent had the excellent effect by effectively reducing water absorption, expansion, and corrosion. For the flexible composite materials, the polyurea coatings performed best in waterproofing and resistance to salt spray aging, by effectively reducing water absorption, expansion, and weight gain. In comparison, the untreated composite materials exhibited great water absorption in the salt spray environment.
Effect of waterproofing treatment on platform strength
Figure 6(a) illustrates an identical stress-strain curve of the rigid composite materials before and after salt spray ageing. However, the impaired yield capacity during the stage of elastic deformation might be attributed to the stress decrements of the specimens under equivalent conditions of strain. As shown in Figure 7(a), the yield platform values of A0 and A1 decreased after salt spray ageing at 21.86% and 38.32%, respectively. Whereas the specimens coated with polyurea A2, A3, and A4 exhibited a smaller decrease of 18.44%, 9.76%, and 13.88%, respectively. The leading cause of this difference was the direct contact of salt with carbon fiber aramid laminates in A0 and A1. Salt corrosion diminished the bonding performance between the carbon fiber and epoxy resin matrix, resulting in a higher risk of debonding and cracking.
25
Furthermore, the chloride ion might react with the chemical bond and destroy the porous structure of the foam when salt permeates into it. Thus, the microstructure was changed, and the mechanical properties of the foam were reduced.26,27 Polyurea has a unique microphase separation structure, consisting of a soft segment of long aliphatic polyether chains forming amorphous domains and a hard segment made of urea bonds (NH–CO–NH) that form hydrogen bonds between carbonyl and amino groups.28,29 This structure enhances the material’s physical properties, with polyurea coatings effectively blocking salt erosion and preserving the specimen’s integrity, thereby reducing the negative effects of salt spray on yield strength. Stress-strain curves of sandwich composite materials. (a) is Rigid composite materials. (b) is Flexible composite materials. Platform strength of sandwich composite materials. (a) is Rigid composite materials. (b) is Flexible composite materials.

Among the four methods of waterproofing treatment, the stress-strain curve trend of A0 was similar to that of A1 and A2. In the elastic deformation stage, the stress experienced growth as the strain increased, then entered into the plateau stage, and finally, the densification stage. On the other hand, the stress-strain curves of A3 and A4 decreased slowly after the stress reached its peak without the densification stage. It was speculated that the specimens coated with thicker polyurea were equivalent to being hardened, therefore they had a higher resistance to densification. In addition, the impact energy set in this study may be too small to trigger the densification of the composites. The above two points may be the reason why the A3 and A4 samples did not show any densification effect.
Compared with spraying waterproofing agents, the waterproof treatment of polyurea coating improved the yield strength of the specimens (Figure 7(a)). Under the dry conditions, the yield strength of A1, A2, A3, and A4 increased by 12.34%, 27.97%, 216.28%, and 330.54% compared with the control group (A0), respectively. After the salt spray aging, the yield strength of A2, A3, and A4 increased by 33.57%, 264.99%, and 374.49%, respectively, except for an 11.32% decrease in A1.
The polyurea coating with thicknesses of 1 mm and 2 mm showed a particularly significant improvement in yield capacity (p < .05). In addition, there was a significant difference between A3 and A4 under dry conditions (p < .05), while there was no significant difference under salt spray conditions (p > .05). The results indicated that the polyurea coating could effectively dissipate the impact energy and enhance the yield capacity of the specimen through its deformation. However, there was no linear relationship between the impact protective performance of the specimen and the thickness of the polyurea coating. 30 In this study, the yield capacity of the specimens coated with 2 mm polyurea was superior to that of those coated with 1 mm polyurea. The plastic deformation ability of the specimens was limited because of the thicker polyurea coating, and the peak strains of A3 and A4 only ranged from 0.5 to 0.6.
Unlike the rigid composite materials, the mechanical behavior of the flexible composite materials had been markedly impacted by the salt spray aging in the post-impact stage (Figure 6(b)). All specimens entered the densification stage quickly after the treatment of salt spraying, and the peak strain declined to around 0.45∼0.5. The peak strains of B0, B1, and B2 decreased by 61.24%, 70.66%, and 49.76%, respectively. This suggested that the reduced tensile property of the aramid and the increasing brittleness were caused by the serious corrosion of salt on the ACF with small density and large pores, as well as the large expansion of aramid fiber caused by salt spray. 31 However, B3 and B4 were able to maintain their structural integrity due to the thick coating of polyurea, with peak strains reduced by only 18.13% and 11.58%, respectively. These outcomes suggested that thicker polyurea could effectively isolate the specimens from salt compared to spraying waterproofing agents or coating thin layers of polyurea, thereby reducing the impact of salt corrosion on the elastic deformation capability of the materials. However, this protective effect would attenuate with the thickness increase of polyurea.
Aligning with the rigid composite materials, the stress-strain curves of the control group, the specimens treated with waterproofing agents as well as the specimens coated with 0.3 mm polyurea all showed similar trends whether under the conditions of dry or salt spray. They all exhibited a lower yield strength and longer elastic deformation stages, mainly due to the great ductility of aramid fabric and the compressibility of ACF. Thus, the flexible composite materials had larger compression deformation space and lengthened the peak strain. While the specimens coated with 1 mm and 2 mm, polyurea exhibited another stress-strain curve trend. The peak strain of B2 was lower than that of the control group B0, indicating that the compression deformation space of the material was limited by the thin polyurea coating. Compared to spraying waterproofing agents, the waterproof treatment of coating polyurea could improve the yield strength of the specimen significantly (p < .05). Compared to the control group B0, the yield strength of B1 decreased by 8.13% and 14.46% under the conditions of dry and salt spray, respectively. Whereas, the yield strength of B2, B3, and B4 under the dry condition increased by 3.26%, 147.94%, and 319.16%, respectively. Under salt spray conditions, they increased by 43.08%, 219.26%, and 415.44%, respectively. This suggested that coating polyurea could effectively improve the yield capacity and the damage resistance with the increase of the coating thickness.
In conclusion, coating polyurea could effectively prevent salt erosion, thus maintaining the integrity of the rigid composite materials as well as mitigating the adverse impact of salt spray on yield strength. However, salt spray aging caused severe erosion, thus resulting in a huge reduction in the ductility of the flexible composite materials. Coating a certain thickness of polyurea could effectively prevent the materials from salt corrosion, thereby alleviating the diminished plastic deformation ability of the materials. Under dry and salt spray conditions, the impact energy would be dissipated under high-speed impact through the deformation of the polyurea shell, thereby improving the yield strength. Therefore, coating a certain thickness of polyurea was an effective waterproof treatment method to enhance the yield capacity of specimens.
The application of polyurea coating resulted in an increase in both the weight and thickness of the composite materials, accompanied by a reduction in their flexibility. Experimental data revealed that the polyurea coating led to an average increase in weight of 21.0% and 37.8% for rigid and flexible composites, respectively. Similarly, the thickness of these materials increased by an average of 9.0% for rigid composites and 7.5% for flexible composites. Notably, the yield strength of the rigid composites demonstrated a substantial enhancement, with average increases of 191.6% and 224.4% under the tested conditions. For flexible composites, the yield strength also improved significantly, with average increases of 156.8% and 225.9%, respectively. Furthermore, as illustrated in Figure 8, the energy absorption capacity of both rigid and flexible composites was markedly higher in the coated samples compared to the uncoated control group. Given the substantial improvement in impact resistance, the marginal increases in weight and thickness of the composites can be considered negligible. Specific energy absorption of sandwich composite materials. (a) is Rigid composite materials. (b) is Flexible composite materials.
Effect of waterproofing treatment on energy absorption
According to previous studies,32,33 the energy absorption characteristics of polyurea-coated foam materials can be quantitatively analyzed through energy absorption per unit volume and energy absorption efficiency. Energy absorption is the area under the stress-strain curve that represents the energy absorption per unit volume, used to evaluate the energy absorption capacity of a material. The larger the value, the more energy the material can absorb. The energy absorption efficiency is the ratio of the energy absorbed by a material to the corresponding stress. The value represents the material’s ability to absorb energy, and the peak of the value indicates the best energy absorption state of the material under the impact. 34
Energy absorption
In Figure 8(a) and (b), it was demonstrated that the energy absorption per unit volume of the specimen increased with the increase of strain. This was because the composites in this study rely on their own deformation to absorb impact energy. The greater the deformation, the more energy was absorbed before destruction occurs. In the initial stage of strain, the deformation of composite materials was minimal, resulting in slow energy absorption, and the impact of salt spray on their energy absorption performance was not obvious. However, as the strain increased, the impact of salt spray on the energy dissipation capacity of the material gradually became apparent. What’s more, the energy absorption of the rigid materials and flexible materials after salt spray was different. The rigid material (Figure 8(a)) showed a decrease in energy absorption per unit volume after salt spray, indicating that the salt spray weakened the structural integrity of the material, leading to a reduced capacity for energy dissipation. In the flexible material (Figure 8(b)), the salt spray had a minimal effect when the strain was less than about 0.2. However, as the strain increased, the energy absorption per unit volume after salt spray was higher, especially for the control group B0 and the waterproofing agent group B1. Because it increases the brittleness of aramid and reduces its ability to deform plastically, causing the material to reach a failure state earlier.
Under increasing strain, differences in energy absorption capabilities became apparent between specimens treated with different waterproofing methods. Regardless of whether the material was rigid or flexible, specimens treated with a waterproofing agent showed similar energy absorption per unit volume compared to the control specimens under the same strain. However, specimens coated with polyurea demonstrated higher energy absorption per unit volume. Additionally, the energy absorption performance of parts increased with the thickness of the polyurea coating. This was because spraying the waterproofing agent does not change the basic structure of the material. At the same time, the polyurea coating altered the mechanical behavior of the specimen, affecting its energy absorption characteristics. The thicker the polyurea coating, the greater the damage energy the specimen needs to withstand to reach the same strain, resulting in stronger energy absorption capacity. These energy absorption characteristics aligned with the material’s mechanical properties, demonstrating that the platform stress can effectively and intuitively reflect the material’s energy absorption capacity.
Energy absorption efficiency
In rigid materials (Figure 9(a)), the energy absorption efficiency of each specimen before and after salt spray changed in a similar trend, indicating that salt spray had a limited impact on the material’s energy absorption performance. However, there were differences in the energy absorption efficiency of specimens with different waterproofing treatments. Specifically, the energy absorption efficiency of specimens A0, A1, and A2 increased in the early stages of strain increase, but when the strain reached approximately 0.2, the growth rate gradually slowed down and stabilized. In contrast, specimens A3 and A4 showed an approximately linear growth trend in energy absorption efficiency as the strain increased, and the peak value was higher than that of A0, A1, and A2 specimens. The energy absorption efficiency of the control group (A0) and the waterproofing agent group (A1) was slightly lower than that of the sprayed thin-layer polyurea group (A2), but the energy absorption efficiency saturation values of the three eventually tended to be consistent. The results indicated that adding a waterproofing agent (A1) or coating a thin layer of polyurea (A2) did not improve the energy-absorbing effect of the specimens significantly. While coating polyurea (A3, A4) with a certain thickness could improve the energy-absorbing performance of the specimen by enhancing the load-bearing capacity of the material. What’s more, when the thickness of polyurea exceeded a certain value, the energy-absorbing effect did not improve significantly. Energy absorption efficiency of sandwich composite materials. (a) is Rigid composite materials. (b) is Flexible composite materials.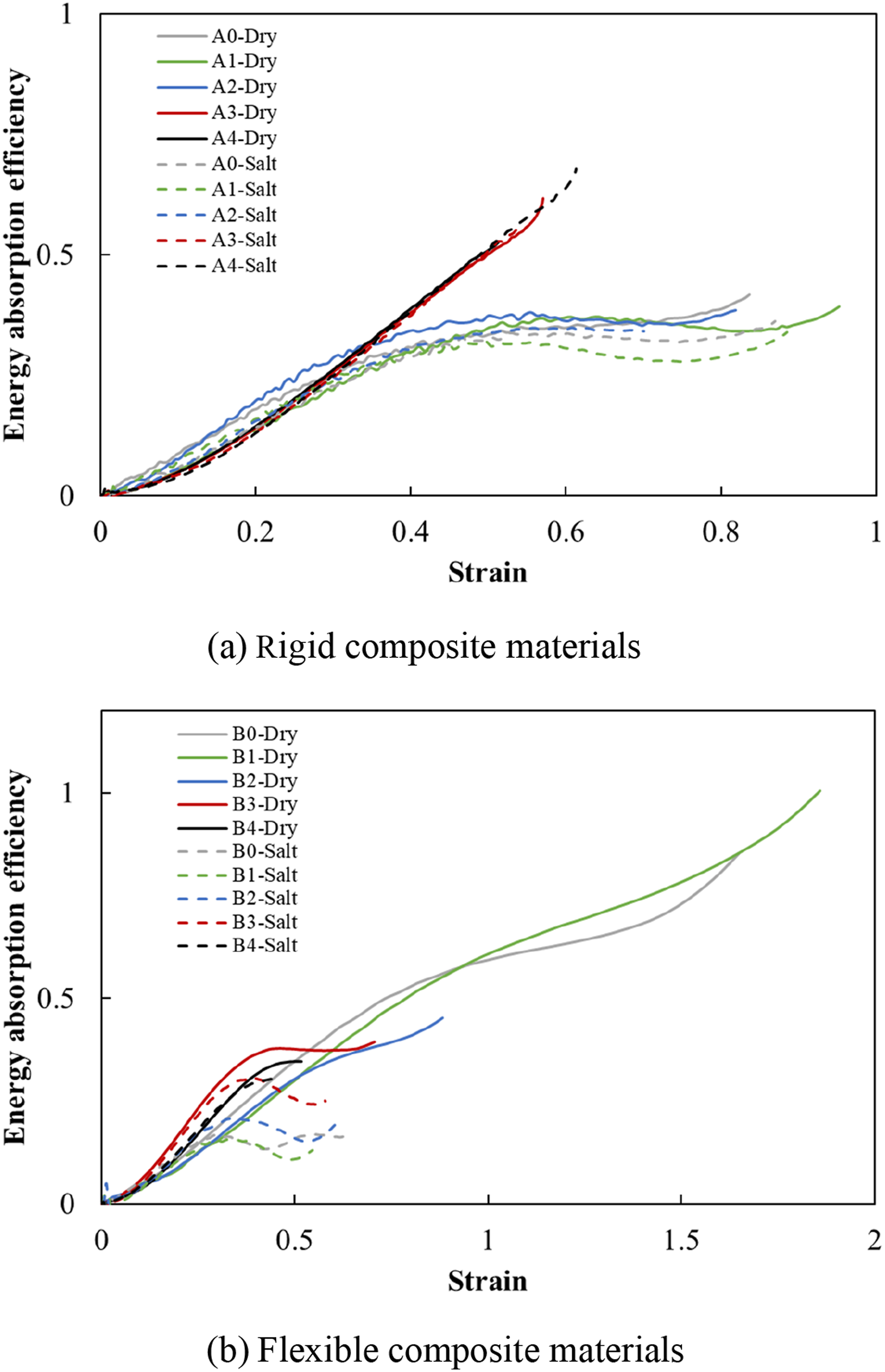
In the flexible materials (Figure 9(b)), the energy absorption efficiency of all specimens showed an upward trend in the initial stage. However, once they reached the platform stage, the growth rate of energy absorption efficiency slowed down under dry conditions. The polyurea-coated specimens (B2, B3, B4) all had a smaller deformation space compared to B0, B1 due to the polyurea coating limited the deformation of the material. While exposed to conditions, the specimens exposed to salt spray prematurely entered the densification stage, resulting in a shortened yield plateau, which reduced energy absorption and led to relatively low energy absorption efficiency. The differences in the energy absorption efficiency of specimens with different waterproofing treatments were also showed in the flexible materials. Most specimens showed a slow downward trend in energy absorption efficiency after reaching the peak, indicating that the buffering performance of the specimens was damaged, and the energy absorption peaks of all specimens decreased. The peak energy absorption efficiency of B0 and B1 specimens decreased by 80.07% and 84.45% after salt spray, respectively, while the efficiency of B2, B3, and B4 specimens coated with polyurea decreased by 52.16%, 25.71%, and 12.68% respectively. This difference was attributed to the limited waterproofing effect of the waterproofing agent on the B1 specimen, which caused a decrease in its energy absorption efficiency close to that of the control group B0. Salt spray directly corroded the aramid and ACF polyurethane foam in the B0 and B1 specimens, leading to the destruction of the structural integrity of the specimens. On the other hand, the polyurea coating effectively slowed down the decline in the buffering performance of the specimens.
In summary, exposure to salt spray can compromise the strength of rigid materials and reduce their ability to dissipate energy, resulting in decreased energy absorption per unit volume. However, applying a 1 to 2 mm thick layer of polyurea enhanced the material’s load-bearing capacity and improved its energy-absorbing performance. It was worth noting that beyond a certain thickness, the energy-absorbing effect of polyurea tended to plateau. For flexible materials, salt spray exposure reduced their ability to undergo plastic deformation, leading to premature section shortening and compaction, which in turn caused an earlier peak in energy absorption per unit volume. However, the final peak value under salt spray was lower than that under dry conditions, indicating that salt spray negatively affected the cushioning properties of flexible materials. Additionally, when comparing specimens coated with polyurea versus those sprayed with a waterproofing agent, the former demonstrated higher energy absorption per unit volume at the same strain value. Moreover, greater polyurea coating thickness resulted in improved energy absorption performance, thus effectively delaying the degradation of buffering performance.
Limitations
This study was conducted under standard temperature and pressure conditions, focusing exclusively on the impact protective performance of composites following salt spray exposure. However, it is important to note that the materials may encounter more complex environmental conditions in practical applications, including variations in seawater pH, hydrostatic pressure, and temperature fluctuations. Additionally, external secondary and periodic impacts, which are inevitable in real-world scenarios, were not considered in this investigation. Furthermore, the experimental scope was limited to three polyurea thicknesses, resulting in a relatively small sample size. The findings revealed a non-linear relationship between polyurea thickness and the impact protective performance of the composites. To mitigate the influence of polyurea thickness on material flexibility, further research is required to determine the optimal thickness through systematic experimentation. Another limitation lies in the manual preparation of polyurea samples, where minor variations in thickness uniformity may occur due to operator-dependent factors. Although standardized operating procedures were implemented and operators were rigorously trained, the complete elimination of such human-induced variability remains challenging, potentially introducing some degree of uncertainty into the experimental results.
Conclusions
This study investigated the impact of different waterproofing treatments on the mechanical properties and energy absorption characteristics of rigid and flexible sandwich materials after salt spray aging. The results revealed that the salt spray aging weakened the platform strength and energy absorption capacity of the materials. The platform strength of untreated rigid materials decreased by 21.86%, while that of flexible materials declined by 36.84%. The maximum specific volume energy absorption of rigid materials dropped by 20.30%, and that of flexible materials by 48.57%. Compared to the waterproofing agent treatment, using a certain thickness of polyurea can more effectively prevent salt erosion, thus enhancing the protective material’s impact resistance and buffering energy absorption effect. As the thickness of the polyurea coating increased, the platform strength of the protective material was significantly improved, and the protective effect of polyurea became more pronounced after the salt spray aging. Both rigid and flexible materials coated with 2 mm of polyurea increased platform strength by over 300%. Moreover, the protective materials coated with polyurea exhibited higher specific volume energy absorption and energy absorption efficiency under the same strain conditions, which further increased with the thickness of the coating.
Although the polyurea coating improved the platform strength and energy absorption capacity of the materials, an overly thick coating might reduce the material’s plastic deformation ability and shorten the stress platform period, thus causing the material to enter the densification phase prematurely. Future research will systematically explore the optimal coating thickness for the protective material. This study demonstrated that applying polyurea coatings is an efficacious waterproofing strategy, which can significantly improve materials’ mechanical properties and energy absorption characteristics in a salt spray environment. Such enhancements are pivotal for augmenting the long-term performance and service life of materials under conditions of underwater impact. The developed composites are suitable for guiding the development of lightweight and durable protective solutions for applications in marine structures, underwater equipment, and extreme environmental conditions.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: Shenlan Project of Naval Medical University (21TPSL0102), Qianghai Project of Naval Medical University (24TPSL0101), Zhuoyou Talent Project of Naval Special Medical Center (21TPZY0101), and Application Promotion Project (21AH0103).