
Abstract
Adapting green technologies to the leather industry plays a crucial role in environmental protection by reducing wastewater load, using fewer chemicals, minimizing waste, saving energy and water, reducing costs, and increasing productivity. Plasma treatment, accepted as a clean technology, is mostly used in textiles compared to limited studies in leather. Thus, this study will be the first in this respect. Crust leathers, treated with air and argon atmospheric plasma under the conditions of 130 W, 100 s, were dyed with acid and metal complex dyestuffs for 45 minutes at 20°C in different concentrations (1%–4%), and investigated in terms of dyeing properties, wastewater load, and the characterization of the leathers in terms of surface, mechanical and antimicrobial properties. The K/S results of 2% dyeing obtained after air and argon plasma treatment gave similar values with the untreated leathers dyed with a concentration of 4%. This result revealed that half amount of dyestuff is sufficient for the dyeing process to obtain the same dyeing characteristics with the maximum concentration of dyestuff (4%). In addition to improved dyeing efficacy, a reduction up to 35% in chemical oxygen demand value was achieved in addition to 2 and 3 mm inhibition zones without any negative effect to tensile and tear strength of leathers. Consequently, atmospheric plasma treatment is found to be effective and comprising as environment-friendly, and sustainable technique for the leather industry in terms of reduced dyestuff amount and wastewater load without altering the characteristics of the leathers.

Keywords
Highlights
• Metis-type crust leathers were treated with DBD air/argon atmospheric plasma. • Wastewater load, antimicrobial, mechanical, surface, dyeing properties was investigated. • Air/argon plasma treatment enhanced the dyeing characteristics of leathers as well as generated antibacterial activity. • DBD air/argon atmospheric plasma was determined as non-destructive treatment for leather application by decreased COD values and increased dye uptake and hydrophilicity.
Introduction
Leather has unique characteristics that make it irreplaceable material and is generally used to produce upper, garment, upholstery, saddlery, and double-face leathers. The production technology of these leathers causes pollution and consumes water, energy, and chemical agents. Particularly after the dyeing process, unexhausted dyestuff discharged to wastewater must be significantly considered from an environmental point of view.1,2
The type of dyes and the surface characteristics of leather has a crucial role in the leather dyeing process and the generated wastewater load. Mostly acid and metal complex dyes are used in the leather dyeing process due to their high fastness values and color hues. After the dyeing process, the wastewater load becomes highly contaminated by residual dyes, auxiliary chemicals, and salts, leading to economic and environmental problems. Regulations and restrictions are becoming stricter over time and force researchers to develop environment-friendly technologies for every process of leather production, including adapting new dyes and technologies to the industry.1–4
In leather industry, half of the leathers are estimated to be dyed in black and must fulfill the standards of quality and appearance like those dyed in different colors. High fastness values, deep dyeing, brilliant shades, homogeneous and cross-section dyeing are the increased customer demands, forcing manufacturers to redesign the conventional leather dyeing techniques. 5 Besides, dye consumption is as important as the high-quality standards of leather. The increase of active groups in the leather that can bind dyestuff resulted in enhanced dyestuff consumption in the dye bath, leading to darker dyeing tones and positively impacting the environment. 1
By plasma technology, the formation of reactive groups without altering the basic properties of the materials is achieved due to physicochemical surface modifications.6,7 Plasma is occurred in a dry state and accepted as a clean technology that provides environmental solutions. The surface modifications following plasma treatment are mainly dependent on the composition of the substrate and the gas employed. Oxygen, air, argon, helium, carbon dioxide, nitrogen, hydrogen, tetrafluoroethane, methane, or ammonia could be used as gases or gas mixtures. Helium, argon, nitrogen, and oxygen plasmas are capable of activating surfaces via ablation or etching and commonly used for the polymer etching. The quantity of etching and surface roughening is determined by the impact energy of the ions and the etching rate is affected by the parameters such as plasma composition, substrate type, and operational conditions (power, gas flow, substrate position). Argon is the most common noble gas used in plasma treatment due to the high ablation efficiency, chemical inertness with surface materials, and relatively low cost.8–10 Plasma technology brings advantages like easy processing without using chemicals and/or water and surface modification of materials without altering the mechanical properties. Besides, this technology shortens the treatment time, saves energy, and generates no industrial waste.6,7,11,12
More recently, a great interest has occurred in the plasma treatment of fabrics, fibers, and yarns. 11 Mostly, the studies focused on the modification of surface characteristics that affect fire retardancy,13,14 soil repellency,15,16 self‐cleaning, 17 micro-roughness,18,19 antibacterial20,21 and antistatic properties. 22 Additionally, plasma treatment helps to achieve hydrophilic surfaces and improve dyeing and printing properties, including the adhesion strength of the textiles.23,24 Still, plasma technology applications to leather are not as common as in textiles. There are limited studies on the leather plasma treatments performed under low-pressure plasma conditions using oxygen, argon, and nitrogen gases 24 to improve the characteristics of hydrophobicity,11,25,26 hydrophilicity,27,28 antibacterial, 29 water repellency and flammability resistance. 30 Up to now, no study has been found on dielectric barrier discharge plasma treatment of leather, including the effect of plasma on dyeing properties and wastewater parameters like chemical oxygen demand (COD), total dissolved solids (TDS), salinity, and electrical conductivity (EC). Besides, only two studies were found in literature on leather dyeing using plasma technology; one is about the dyeing of leather with natural dyes, and the second is on the use of corona discharge plasma at radio frequency3,31 that concentrated around a pointed tip within a nonuniform electric field. But dielectric atmospheric plasma generates a more uniform electric field spread over a larger surface area compared to corona discharge. 20
In the study, for the first time dielectric barrier discharge atmospheric plasma treatment was applied to metis-type crust leathers to investigate the effects of the plasma on the dyeing properties of leather to reveal the significance of wastewater load of residual dyeing bath. For this purpose, acid and metal complex leather dyes in the proportions of 1, 2, 3, and 4% were used for the dyeing process of plasma-treated leathers, and the effect of the treatment were investigated in terms of dyeing characteristics, wastewater load, antimicrobial, mechanical and surface properties of the leathers. As a result, the dielectric barrier discharge atmospheric plasma treatment is found to be an eco-friendly technique in sustainable leather manufacturing.
Materials and methods
Materials
Metis-type crust garment leathers tanned with chromium, obtained from Tezcan Deri (Aydın, Izmir), were used in the study with a thickness of 2 mm. They were cut along the backbones into halves, and the left and right sides in 10 cm × 30 cm dimensions were used for the experimental and control processes, respectively. CI Acid Black 210 (acid dyestuff; 938.0 g/mol; C34H25K2N11O11S3; 610 nm) and CI Acid Black 172 (metal complex dyestuff; 993.7 g/mol; C40H20CrN6O14S2.3Na; 590 nm) were supplied from Stahl company (Netherlands), and the other chemicals (formic acid, and neutral syntan) used in the dyeing process were the same as those which are conventionally used in the leather manufacturing processes. For the analysis, analytical grade chemicals were used. 32
Methods
Plasma treatment
For the plasma treatment of crust garment leathers, a laboratory-scale dielectric barrier discharge (DBD) atmospheric plasma was used (Figure 1). Discharge was produced between four electrode couples with a diameter of 17 mm. One of the electrodes in the couple was covered with dielectric material, and the inter-electrode distance was set as 2 mm. The samples were placed between the electrodes and passed continuously. This device operated at resonance condition, and its value was around 13 KHz for this electrode system. At this condition, the applied voltage was about 20 000 Vpp theoretically.
33
Dielectric barrier discharge atmospheric plasma device.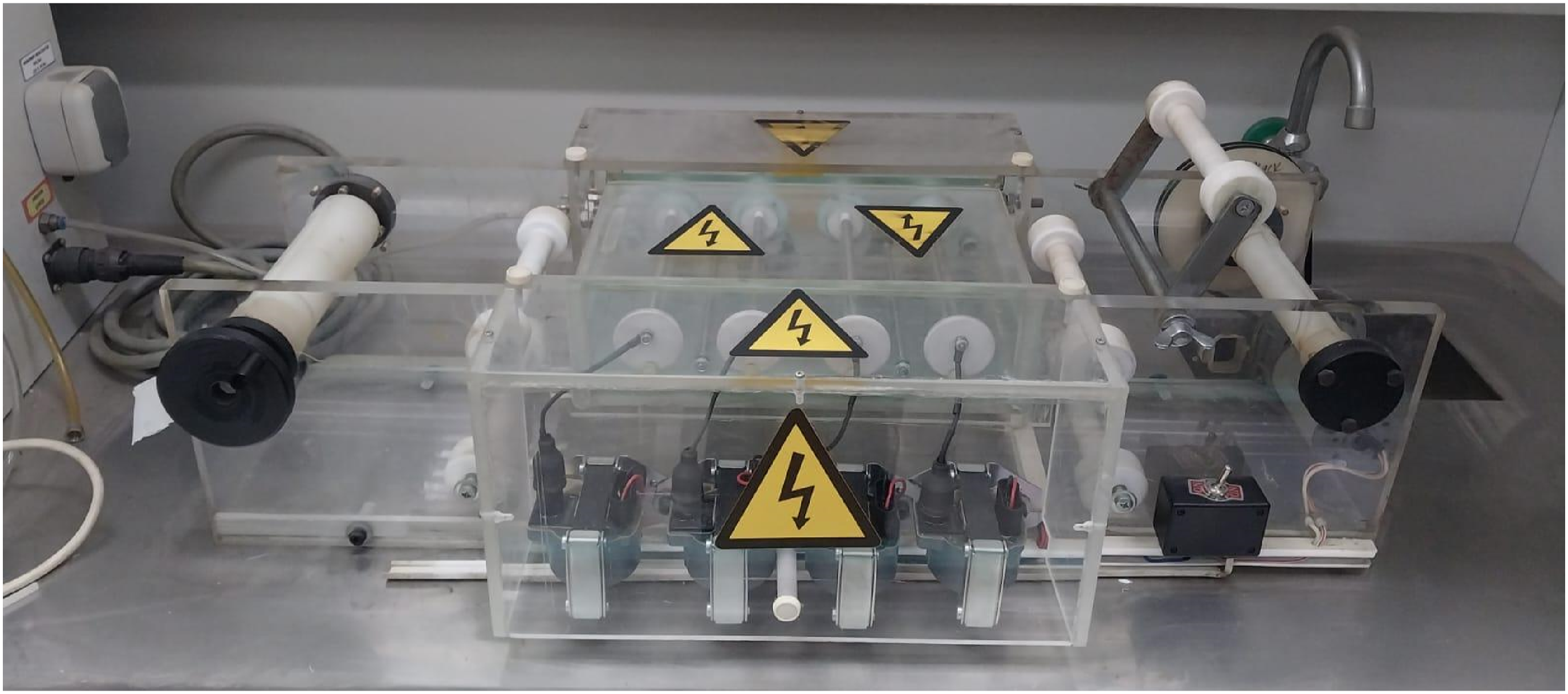
In the treatments of crust leathers, air (20.9% Oxygen, 79.1% Nitrogen, and relative humidity <3 × 106 ppt) and argon (purity of >99.99) were used as process gases under the power of 130 W for 100 seconds. The power and the exposure time of the plasma treatment was chosen according to the conditions determined in the preliminary studies.32,34,35 For each DBD plasma treatment, four leather samples were used and subjected to further processes. Experiments in the study were performed in triplicate and given in mean values.
Dyeing process
After plasma treatment, leather samples were weighed and re-wetted with a non-ionic surfactant (1%) at 20°C for an hour. The re-wetted leathers were subjected to neutralization process with the addition of neutral syntan in the proportion of 1% for 30 min to reach the pH 5. Later, untreated and plasma-treated leather samples were dyed with acid and metal complex dyestuffs at different concentrations of 1, 2, 3, and 4% for 45 minutes at 20°C. The fixation process of the dyestuffs was performed with the addition of formic acid and the dyeing process ended at pH value of 3.8–4.0. 36 Untreated leather samples were used as control groups. After the dyeing process, leather samples were dried at room temperature overnight hanging method and conditioned at 23 + 2°C and 50 + 5 humidity before physical tests and chemical analyses according to ISO 2419-2024. 37
Surface characterization
Surface morphologies of untreated and plasma-treated leathers were analyzed by Scanning Electron Microscope (FEI Quanta FEG 250 SEM) with 2–3 kV voltages. The leather surfaces were coated with gold and investigated at 100x, and 250x. 35 X-ray Photoelectron Spectroscopy analysis of the leathers was performed by a PHI 5000 VersaProbe brand device. Spectra were recorded using a monochromatic Al Kα radiation source at a power of 200 W (10 kV, 10 mA), base pressure of 10−9–10−10 torr in the sample chamber, and EA 200 hemispherical electrostatic energy analyzer. 38
The Attenuated Total Reflection-Fourier transform infrared (ATR- FTIR) spectra of the leathers were determined using a Perkin Elmer 100 FTIR spectrometer in the ATR mode using a diamond/zinc selenide crystal in the resolution of 4 cm−1 and wavelengths of 4000-400 cm−1 intervals. 39
Contact angle test was performed with the equipment consisting of a camera (PULNIX TM765, UK), a computer, and a monitor to determine the wettability of the leathers. The contact angles of distilled water were measured with a sessile drop method. The captured images were viewed at the monitor Contact angle measurement of leather samples were taken as five repeats, and average values were considered. 40
Antibacterial tests
After air and argon plasma treatment, the agar diffusion method (DIN EN ISO 20645) was used to evaluate the antimicrobial activity of plasma-treated and untreated leather samples against Escherichia coli (ATCC 25922), Staphylococcus aureus (ATCC 6538) and Klebsiella pneumonia (ATCC 4352).
Leather samples were cut in a diameter of 1 cm and sterilized with UV light for 15 minutes. The samples were then placed in Petri dishes containing Müller Hinton Agar under aseptic conditions. The inoculated agar plates were incubated at 37°C for 24 hours, and the inhibition zones were measured in millimeters. 41
Performance analyses
Color measurements
Color values were measured at 400–700 nm wavelengths, and averages of 10 measures were used to calculate K/S values (HunterLab ColorQuest II spectrophotometer, USA). The measured reflectance values (R) were used to calculate relative color strength (K/S) values according to the Kubelka–Munk equation (1):

Dyestuff exhaustion
The quantity of exhausted acid and metal complex dyestuffs was estimated from the absorption of dye solution measured at its λmax in the equipment–UV-Visible spectrophotometer (Shimadzu, Japan) and from a calibration curve. 43
Wastewater characterization of dye baths
The chemical oxygen demand (COD) values of the dyeing baths were measured by photometrical methods (Merck SQ300 device). 44 Conductivity, 45 pH, 46 salinity, 47 and total dissolved solid 48 ratios of dyeing baths were determined with the versatile measuring instrument of HACH HQ 40D MULTI. 49
Rubbing fastness
The rubbing fastness properties of the leather samples were determined with a Bally Finish Tester 9029 (USA) according to EN ISO 11640 standard (50 rubs dry and 25 rubs wet) and evaluated using grayscale per the standards ISO 105-A05 and ISO 105-A04.50–53
Determination of tensile strength and tear load
The tensile (N/mm2) and tear strength (N/mm) values of the leather samples were tested by the use Shimadzu AG-IS Tensile Tester and Trapezium-2 software with a speed of 100 mm/min according to EN ISO 3376 and EN ISO 3377-2 standards, respectively.53,54 The gauge length is 50 mm and the width is 10 mm for the tensile strength test. The thickness of the leather samples was measured by the Satra STD 483 digital micrometer device (0.01 mm accuracy; Satra, England).
Results and discussion
Scanning electron microscopy analysis
The effect of air and argon plasma treatment on the surface characteristics of the crust leathers was investigated using SEM, and the morphological observations of untreated and plasma-treated leathers were illustrated in Figure 2. SEM images of untreated and plasma-treated leather samples (100x, 250x). SEM images of untreated (a, d), air plasma-treated (b, e), and argon plasma-treated leather samples (c, f).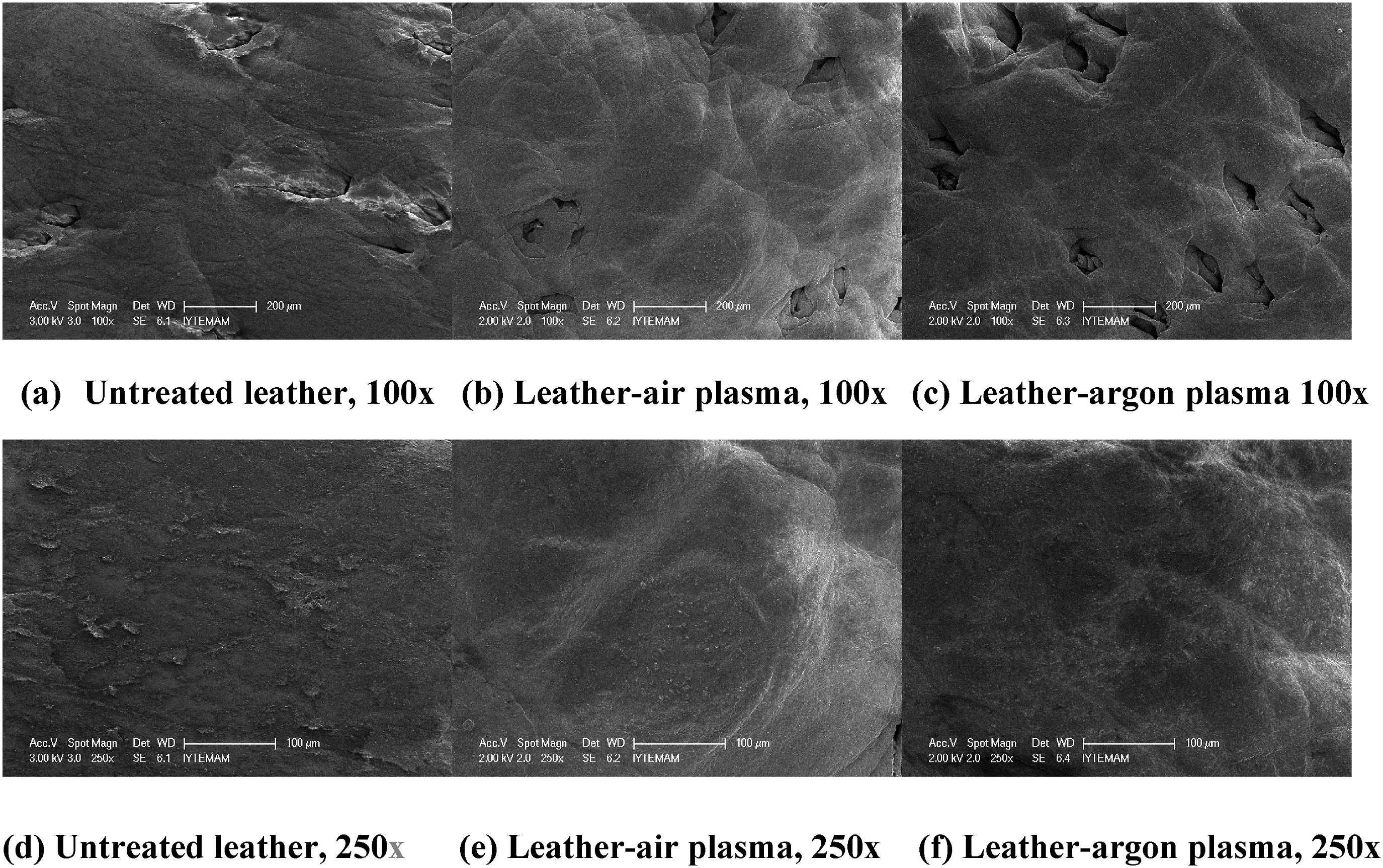
The plasma treatment increased the depth and size of pores according to the observations obtained from the visual displays of SEM. SEM images (Figure 2) reveal changes in the micropores, showing the modification and swelling, as well as a more uniform surface following plasma treatment. The increase in homogeneity and swelling became clearer after argon plasma treatment. 31 Before plasma treatment, the surface of the leather was not uniform in terms of roughness and fine deep pores. But after the treatment, the average size of pores is increased, which may result from the swelling and additional loosening of the surface along with the overgrowth of the pores. 3 The microcracks and groves of the atmospheric plasma-treated leather surfaces are clearly seen in the micrographs due to the etching effect of the treatment. 40 No pinholes, tears, or defects were detected after either air or argon plasma treatment. Accordingly, DBD treatment can be considered as a non-destructive procedure that affects only a minimal depth of the leather surface layer. 27
X-ray photoelectron spectroscopy analysis
Relative ratios of the atoms on the leather samples.

The surface of untreated leather consists mainly of carbon (C1s), oxygen (O1s), nitrogen (N1s), and a low percentage of sulfur (S2p), with peaks located at about 532, 400, 285, and 225 eV. In the survey of air and argon atmospheric plasma-treated leather samples, the peak positions did not change, showing an increase in O and a decrease in C and N. The nitrogen found in leather samples is due to the collagen protein that forms the leather. The decrease in the atomic percentage of C could be due to the removal and oxidation of organic compounds, and the increase in O could result from introducing new oxygenated molecules on the leather surface. The increase in oxygen content indicated that more oxygen-containing groups such as carboxyl, carbonyl and hydroxyl were formed on the leather surface after atmospheric plasma treatment, which increases surface functionality. 55 The change in oxygen content was found to be higher with air atmospheric plasma treatment than with argon atmospheric plasma treatment. 56 The argon plasma technique generates free radicals on material surfaces, that readily interact with ambient oxygen and moisture when samples are stored. This technique primarily activates the sample surface through chain fragmentation generating free radicals. In contrast, the air plasma technique mainly forms oxygen-containing groups, and at elevated plasma power levels, such as 300 W, traces of nitrogen could be observed on the surface of the samples. 58
The O/C ratio of the untreated leather was determined as 0.19, whereas it increased to 0.22 and 0.21 following air and argon plasma treatment, respectively. This increase could be attributed to the formation of new functional groups, including oxygen. The polar nature of oxygen groups led to an increase in hydrophilicity, capillarity, and surface energy of the leather surfaces as a result. The increased number of functional groups has an important role in leather dyeing in terms of providing more sites for dyestuff molecules to bind, which also gives better dyeing, fastness, and wastewater load results.27,55,56 Besides, XPS results were found to be compatible with decreased contact angle values. 62
Fourier transform infrared spectroscopy
ATR-FTIR spectra of the leather surfaces obtained before and after air and argon plasma treatments are given in Figure 3. FT-IR spectrums of untreated, air plasma, and argon plasma leather samples.
In the FTIR spectrum of the untreated leather, broadband appeared around 3300 cm−1 due to the stretching vibration of peptide bond -NH groups, which is the conformation of the backbone, very sensitive to the strength of the hydrogen bonds, can be identified as the amide A and O-H stretching vibrations. 76 The absorption band between 2854 and 2924 cm−1 is related to C–H, CH2, and CH3 stretching of aliphatic side chains. The peak at 1743 cm−1 corresponded to the C = O stretching due to the ester fatty acids. A peak that appeared at 1634 cm−1 is associated with the C = O amide in the peptide band identified as amide I. The peak at 1548 cm−1 represents the N-H of amide II. Also, the other amide vibrations assigned to C–N stretching and N–H wagging appear at 1450 cm−1. The characteristic bands of amide III appeared in spectra at 1282, 1236, and 1202 cm−1 assigned to the C–N stretching and N–H bending vibrations from amide linkages, as well as wagging vibrations of CH2 groups in the glycine backbone and proline side chains. Absorption bands at 1185–1035 cm−1 arise from the stretching vibration of C–O and C–O–C. 56
The FT-IR spectrums of the untreated and plasma-treated leather samples only showed differences determined by the intensity of the bands that can be the result of plasma-induced reactions. Besides, no new peaks were observed, and the peaks were similar to atmospheric plasma-treated textile surfaces.33,59 The changes in the absorption ratio may result from minor structural alterations due to plasma-induced chemical modification as the leather thicknesses remain consistent, and the secondary structure does not change significantly. The oxidative action of the air and argon atmospheric plasma treatment is reflected in the spectrum as the development of shoulders around 1742 cm−1 resulting from the development of new carboxylic, keto, and aldehyde groups by the oxidation of some oxidation-prone amino acids by ozone. The alteration in the chemical composition of the surface and the increase in the oxygen content of the leather samples were also confirmed by XPS. 3
Contact angle measurements
Contact angle images and average contact angle values of the leather samples.
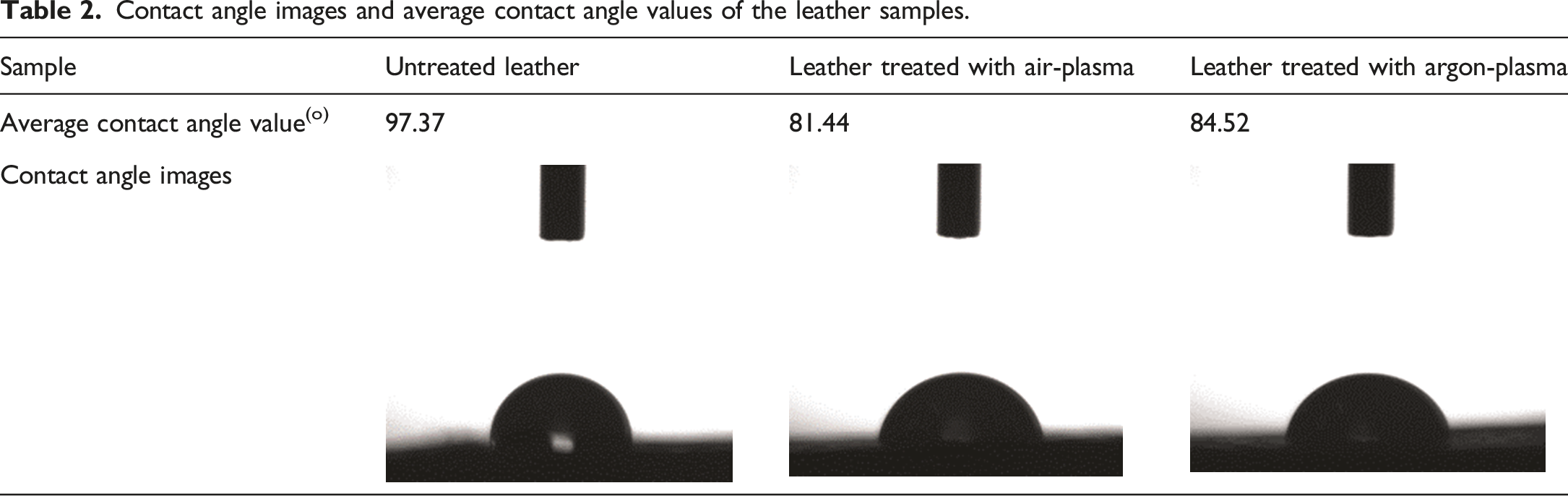
Contact angle θ can be defined as the angle between the surface of the liquid and the outline of the solid contact surface. In the case of a liquid and solid interaction, the degree of wetting can be measured by the contact angles. Contact angles below 90° represent hydrophilicity (high wettability), while those above 90° indicate hydrophobicity (low wettability). 11
The water contact angle measurement of untreated leather showed hydrophobic properties (97.37°). After the activation of the leather surface by air and argon plasma, the water contact angles decreased to 81.44° and 84.52°, respectively, indicating improved hydrophilicity (Table 2). 11 SEM observations revealed an increase in pore width (Figure 2), which enhances surface hydrophilicity as confirmed by FTIR-ATR and XPS in terms of the detection of active hydrophilic groups on the surface and the increase in the oxygen content of the leather samples respectively.11,60 This is attributed to the dissociated oxygen atoms in the plasma, the increase in oxygen-containing functional groups on the leather surface, and the enlargement in pore diameter and depth. Besides, the increased hydrophilicity in the leather samples is likely due to the synergistic interaction between oxygen ions in the air and argon gas used in atmospheric plasma treatment. New hydrophilic groups resulted from partially decomposing the hydrophobic layer by the atmospheric plasma. These groups can increase the surface energy and decrease the contact angle. Consequently, the average contact angle values reveal that air plasma is more effective than the argon plasma. In the dyeing process, it is crucial to improve the adhesion properties of the leather to ensure better bonding of the dyestuffs to the leather. Therefore, it is suggested that an increase in surface hydrophilicity by the effect of air and argon plasma is attributed to the modified surface, which became so reactive that it can react with dyestuffs and thus provide a better dyeing property. The results of the contact angle measurements were found to be compatible with the K/S results.11,28,55,61,62
Antibacterial characteristics
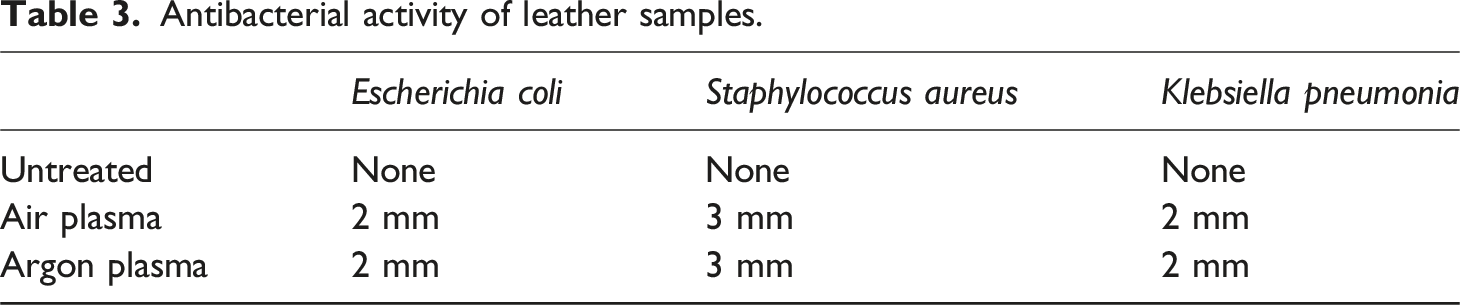
Antibacterial activity of leather samples.

Antibacterial activity of untreated, air plasma, and argon plasma treated leather samples.
No inhibition zone was observed for the untreated leather samples (Table 3; Figure 4). On the contrary, the diameter of inhibition zones obtained from air and argon plasma-treated leather samples was determined 3 mm for Staphylococcus aureus (ATCC 6538), 2 mm for Escherichia coli (ATCC 25922), and Klebsiella pneumonia (ATCC 4352). Atmospheric plasma treatment of the leather samples was found effective in terms of antibacterial characteristics against Gram-positive and Gram-negative microorganisms. This is due to the synergistic sterilization effect of plasma through UV radiation that damages the DNA of microorganisms. Then the chemical compounds in the microorganism break down into chemically unstable volatile molecules (CO, CHx), which later form stable compounds under the influence of plasma. The -OH ions decomposed by ozone induce an oxidative stress effect called lipid peroxidation, leading to the breakdown of the microorganism’s cell membranes. 63 This characteristic could result from the atmospheric plasma treatment that gives a sanitation effect to crust leather samples together with improved hydrophilicity and a more porous surface which leads to an increase in the level of humidity and breathing on the leather.64,65 Atmospheric plasma modification, provides sterilization below 50°C without any chemical usage, can be a good alternative for obtaining antibacterial leather characteristics.63,66
Color measurements
Color measurement and dyestuff consumption (DC) results of the leather samples.

The inclusion of polar groups and the expansion of pores on the leather surface after plasma treatment facilitated the rapid diffusion of water molecules. The uptake of the dyeing bath is improved in plasma-treated samples, as seen by the noticeable percentage increase in color depth. 60 Additionally, the plasma treatment of leather has been demonstrated to activate the leather surface through the incorporation of functional groups, as confirmed by FTIR-ATR and XPS results (Table 1 and Figure 3), which significantly influence the rate of dyeability. Since electrostatic force plays a vital role in the acid dyeing of leather, the increase in functional groups provides binding sites for dye molecules on the substrate. The results clearly indicate that plasma treatment enhanced the dye in-take capacity of leather, as demonstrated by spectroscopic measurements (Table 4). 3
The K/S values of untreated, air, and argon plasma-treated leather samples showed that plasma treatment increases the color yield of the samples dyed with acid dyestuffs (Table 4). Air and argon plasma treatments enhanced the color yields by approximately 26%–52% compared to untreated samples. In addition, after air and argon plasma treatments, the K/S values of leathers dyed at a 2% concentration were similar to those of untreated leathers dyed at a 4% concentration for both acid and metal complex dyes. The color strength of plasma-treated leather samples dyed with 2% dyestuff is comparable to that of untreated samples dyed with 4% dyestuff. This indicates a 50% reduction in dyestuff usage, which provides significant environmental benefits by reducing wastewater pollution. Thus, atmospheric plasma led to less wastewater and environmental burden for the same color intensity during the dyeing process. The high dE* values clearly highlighted the effectiveness of plasma treatment in enhancing the color yield of the leathers, likely resulting from surface activation and increased hydrophilicity.
3
It could be stated that atmospheric plasma treatments had positive effects on color values in terms of efficiency and density of the dyeing, indicating an increase in absorption of the dyestuff on the leather.31,61,63 The images of 2% acid and metal complex dyed leather samples are given in Figure 5. Images of 2% acid and metal complex dyed leather samples. Images of 2% acid and metal complex dyed untreated (a, d), air plasma-treated (b, e), and argon plasma-treated leather samples (c, f).
Plasma treatment of the fiber surface causes an oxidation effect, which includes the production of polar groups by oxidation, which contributes to the increased color yield for plasma-treated fibers dyed with metal complex dyes. In addition, the plasma treatment improves the absorption of anionic dyes by introducing additional amino groups into the surface fiber of the leather.67,68
The dyestuff consumption values decreased dramatically for the air and argon plasma-treated leather dyeing floats. The increase in dye consumption after air plasma was found higher than the argon plasma treatment. Also, the increase in dye consumption was more significant after plasma treatment when dyeing at high concentrations. 31 As previously mentioned, the efficiency and density of the dyeing were increased after air and argon plasma treatments. Similarly, the amount of remaining dye in the effluent was significantly reduced. An increase in the consumption of metal complex and acid dyes will enable a reduction in the discharge of wastewater to the environment and cause an increase in the color quality of the leather.31,63
Wastewater characterization of the effluents
Chemical oxygen demand, total dissolved solids, salinity, and electrical conductivity values of the residual dyeing baths.

The environmental pollution loads of the residual dyeing baths decreased after atmospheric plasma treatments. The chemical oxygen demand (COD) of residual dyeing baths, representing the oxygen consumed during the complete chemical oxidation of organic compounds to inorganic by-products, can be regarded as an approximate measure of the theoretical oxygen demand. The chemical oxygen demand (COD) of residual dyeing baths, representing the oxygen consumed during the complete chemical oxidation of organic compounds to inorganic by-products, can be considered as an approximate measure of the theoretical oxygen demand, and COD is a good indicator of the amount of chemically oxidizable organic matter in water. 69 A reduction of up to 35% in the COD value was observed in acid dyeing with a 4% acid dye concentration, compared to untreated leather samples. However, the reduction (%) in COD values decreased as the dyeing concentration decreased. Also, a significant reduction was observed in dyeing processes performed at 1, 2, and 3 % dyestuff concentrations.
Similarly, while a decrease in COD values was observed for metal complex dyes, the percentage reduction was not as significant as that seen with acid dyes. The reason for the high dye consumption of metal complex dyestuffs is the binding capacity of the dyestuff in its nature. Besides, the reduction of COD values could be due to the formation of active groups (O, OH, and O3) on the leather surfaces.44,69–71,74
TDS refers to the overall concentration of dissolved substances in water, including salts, minerals, metals, ions etc. Measuring TDS helps to evaluate water quality, with elevated TDS levels serving as a sign of water pollution. The plasma-treated leathers dyed with 1% acid dyestuff resulted in a minimum TDS% value of 0.19, while those dyed with 4% acid dyestuff gave a maximum TDS% value of 0.43. Similarly, minimum values of 0.13 and 0.17 were obtained after dyeing with 1% metal complex dyestuffs, while values of 0.41 and 0.46 were achieved with 4% metal complex dyestuff application. In addition, TDS values increased with the increased dyestuff concentration, and a slight decrease in TDS values was obtained compared to untreated leather samples. Lastly, TDS values of the metal complex and acid dyestuffs were found similar (Table 5). 72
The total components ionized in wastewater were ascertained using electrical conductivity (EC)..72,73 The EC values of effluents containing metal complex dyestuffs varied between 3.39 μS/cm and 6.17 μS/cm, whereas those of effluents containing acid dye varied between 3.56 μS/cm and 7.5 0 μS/cm (Table 5). When the EC values of the effluents were compared with the control leathers after the plasma treatment, an increase was determined in parallel with the increasing dye concentration.
Salinity test is used to detect dissolved salts in the structure of water. 72 As indicated in Table 5, the wastewater salinity values for the samples contaminated with acid and metal complex dyes ranged from a minimum of 1.8 ppt to a maximum of 4.6 ppt for acid dyes, and from 1.8 ppt to 3.4 ppt for metal complex dyes. Salinity values also increased in parallel with increasing dye concentrations.
Color fastness properties
Rubbing fastness values of leather samples.

The results in Table 6 demonstrated that air and argon plasma treatments did not adversely affect the rubbing fastness properties of the leathers dyed with acid and metal complex dyestuffs. This finding is consistent with our previous studies.32,35 At the same time, the plasma treated samples were dyed darker at the same concentration and the fastness values were found similar or better due to its high binding capacity. Although some chemical modifications can be created on leather by plasma application, the air and argon atmospheric plasma device had a gentle plasma effect, and this can be associated with the impact of plasma, which contributes positively to the binding of the dyestuff to the leather surface.3,31,63
Tensile and tear strength values
Tensile and tear strength values of leather samples.

The tensile and tear strength values of the leather samples were found as 12.04, 13.43, and 13.33 N/mm2 and 44.04, 42.17, and 42.12 N/mm for untreated, air, and argon plasma treated samples, respectively. No negative effect has been occurred on tensile and tear strength values of the leather samples after plasma treatments. The tensile and tear strength values of the samples were found higher than those indicated by UNIDO and BASF (10 N/mm2 and 12 N/mm2 respectively for tensile strength: 15 N/mm and 20 N/mm, respectively, for tear load) for garment leathers.
The internal structure of the leather could be affected by the ozone and UV radiation produced by the plasma. However, these internal structural changes cannot be observed like changes in surface morphology, which can be studied by scanning electron microscopy. Therefore, we can also hypothesize, like other research studies.27,31 that the increase in strength and decrease in tear load after plasma treatment could be due to the modification of the fibrous structure of the collagen network by ozone and UV radiation. As plasma species can only penetrate to a depth of approximately 1000 A°, leading to the removal of materials, the atmospheric plasma treatment affects the surface properties of the leather without changing the interior part. 75 According to the tensile strength and tear load results, it can be concluded that air and argon atmospheric plasma modification is not a damaging method for leather goods.27,31
Conclusion
In this study, the effect of dielectric barrier discharge atmospheric plasma treatment on leather dyeability, wastewater quality, surface morphology, and physical characteristics of leathers were investigated. The results revealed that air and argon plasma treatment considerably improved the dyeing efficiency of the leather samples by using the half of the maximum dye without negatively affecting their physical properties. The consumption of acid and metal complex dyestuffs has found to be effective. Furthermore, the 4% acid dye concentration reduced the COD load of the acid dyeing effluent by about 35% compared to the control group. Due to the high affinity and better binding capacity to leather, the same effect was not obtained from the metal complex dyeing effluent. The leather samples gained hydrophilicity properties and antibacterial effects against Gram-positive and Gram-negative microorganisms without using any chemical agent. The presented results proved that it was possible to obtain the desired properties on plasma-treated leather samples successfully and the argon plasma treatment is considered as a better alternative for improving the leather processing and quality in terms of cross section dyeing and wastewater quality.
Plasma technology has various advantages for modifying leather surfaces over conventional wet finishing treatments, including the absence of harmful chemicals and effluents. In addition, the results showed that plasma technology could be easily used and integrated into leather production processes. Plasma treatment seems to be promising in several fields of leather surface modifications. Therefore, it is expected to be incorporated into large-scale production for commercialization as a fast, effective, low-cost, and environmentally friendly method despite the high investment cost and the necessity to control the process conditions.
Footnotes
Author contributions
Conceptualization, E.B, T.G. and A.C.A.Z.; methodology, E.B, T.G., A.A., A.D., E.Ö., G.G. and A.C.A.Z.; formal analysis, E.B., T.G. and A.C.A.Z.; investigation, E.B., T.G., A.A., A.D., E.Ö., G.G. and A.C.A.Z.; resources, E.B., T.G., A.A., A.D., E.Ö., G.G. and A.C.A.Z.; writing—original draft preparation, E.B., T.G. and A.C.A.Z.; writing—review and editing, A.A., A.D., E.Ö., and G.G. supervision, T.G., A.A., A.D., E.Ö., and G.G. All authors have read and agreed to the published version of the manuscript.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, of this article: The authors are grateful for the funding from the Ege University Rectorate Scientific Research Project Number 13-TKUAM-004.