
Abstract
Facing the shift in the weaving industry from mass production to a more diversified, small-batch production model, traditional production scheduling systems are no longer capable of meeting the demand for rapid market response. To address this issue, this paper first analyzes the production process of a weaving workshop, identifying key scheduling challenges such as order allocation, equipment selection, and operation sequencing. Based on this analysis, a flexible job shop multi-objective scheduling model tailored for weaving workshops is developed. To handle the multiple constraints and optimization goals inherent in the model, an improved NSGA-II algorithm is proposed. This algorithm combines artificial bee colony (ABC) algorithm for population initialization with simulated annealing (SA) for population filtering. Simulation examples and case studies from actual workshops demonstrate that the improved NSGA-II algorithm outperforms other algorithms in solving the scheduling problem for weaving workshops. The proposed multi-objective scheduling model and its improved algorithm provide accurate and efficient optimization solutions for workshop scheduling.
Keywords
The textile and apparel industry plays a crucial role in the national economy, consistently contributing over 20% of the country’s total export value. Textile trade serves as a vital channel for generating foreign exchange, accumulating funds, and facilitating capital turnover.1,2 The weaving industry, as a traditional sector, developed early in China. Initially, the industry thrived due to the abundant supply of cheap labor and raw materials. However, with the advent of the information era, the global textile manufacturing industry faces challenges such as increasingly complex and volatile production orders, as well as shortened delivery times. The ability of enterprises to autonomously organize production based on actual customer needs, along with flexible production scheduling, are critical factors influencing the industry’s intelligent upgrading. 3 In the information age, the trend of production orders becoming shorter, more frequent, and faster is expected to dominate trade patterns. 4 Traditional manual scheduling methods, lacking flexibility, struggle to cope with the complexity and urgency of handling multiple concurrent orders. Against this backdrop, efficiently scheduling production resources through intelligent methods has become a pressing issue for weaving enterprises. 5
Weaving enterprises are order-driven manufacturing businesses that produce based on sales targets. 6 Orders typically specify the type of product, production quantity, and delivery deadlines. Under the current order landscape, weaving enterprises often need to produce multiple orders simultaneously within a given period, each with different requirements. This creates an increasing state of entropy in production planning and scheduling for weaving enterprises.
To address these challenges, various intelligent scheduling methods have been proposed in numerous studies. For instance, He et al. 7 introduced an automated weaving process scheduling method based on an improved ant colony algorithm. This method combines flexible model constraints, iterative thresholds, and a max-min ant system to avoid local optima, thereby overcoming the limitations of traditional ant colony algorithms. Wang et al. 8 focused on flexible job shop modeling in weaving label scheduling. By allowing job splitting and optimizing workstation utilization, their model significantly reduced the total completion time of all jobs, improving delivery times by over 60% compared to existing plans. Zhang et al. 9 proposed a genetic algorithm-based digital management method for minimizing machine idle time in critical spinning schedules. This approach uses heuristic rules and priority joint tasks to optimize the scheduling process, significantly reducing machine idle time and enhancing production efficiency. Farooq et al. 10 emphasized the importance of efficient path planning and scheduling in their study on multiple Automated Guided Vehicles (AGVs) in the textile industry. They employed an improved genetic algorithm aimed at minimizing both the total path distance and individual path lengths to optimize transportation tasks within a production environment. Additionally, the study considered path constraints and AGV resource allocation to enhance transportation efficiency. However, this research primarily focused on the optimization of AGV paths, lacking a comprehensive consideration of other critical factors in the scheduling problems of weaving workshops. Bahrami et al. 11 explored the development of green product processes in the textile industry using a multi-objective mixed-integer linear programming model and the NSGA-II metaheuristic algorithm. This approach aimed to minimize production time, transportation costs, and environmental impact, proving effective in optimizing green product development. Ferro et al. 12 employed discrete event simulation (DES) and genetic algorithms to optimize production scheduling in the Brazilian textile industry. By focusing on batch decision-making and scheduling activities, their study demonstrated the practical application of commercial simulation software in improving production efficiency. Elkateb et al. 13 used artificial neural networks (ANN) to predict the mechanical properties of woven fabrics, aiming to achieve accurate fabric performance predictions, thereby enhancing customer satisfaction and better quality control in textile manufacturing. Mourtos et al. 14 addressed the complex scheduling problem of unrelated machines with job splitting and setup resource constraints. By establishing a mixed-integer linear programming (MILP) model and heuristic methods, their research providing a comprehensive solution for optimizing the weaving process. Global textile manufacturing enterprises are gradually transitioning toward intelligence and automation, with smart scheduling systems playing an increasingly prominent role in enhancing production flexibility, reducing costs, and improving efficiency. For instance, in Europe and the United States, smart scheduling has been widely applied in scenarios requiring rapid delivery of small-batch orders, significantly boosting production agility. 15 This trend of intelligent transformation further underscores the necessity of researching and optimizing scheduling systems in the weaving industry.
These studies have collectively contributed to the development of intelligent scheduling in the textile industry. Although existing scheduling algorithms, such as ant colony algorithms, genetic algorithms, and mixed-integer programming-based methods, have achieved some success in various production scenarios, they still fall short in fully addressing the complex demands of parallel multi-order production in the weaving industry. These methods are often constrained by production scale or tend to get trapped in local optima when solving multi-objective problems. 16 Furthermore, current research frequently overlooks the actual differences in workshop equipment characteristics and processes, limiting the practical applicability of the scheduling models. There is a need for models that more accurately reflect the actual demands of the industry, as well as algorithms capable of efficiently handling multi-objective scheduling problems without becoming trapped in local optima. 17 Therefore, this paper integrates the characteristics of production orders, equipment, and processes in weaving workshops to construct a multi-objective scheduling model that aligns with the actual demands of the industry. An improved NSGA-II-based solution is proposed, featuring a dual-chain symbiotic gene encoding and decoding system to address various selection issues within the scheduling model. Different operators were designed for distinct parts of the gene encoding in the crossover and mutation stages. By combining the global search capabilities of the Artificial Bee Colony (ABC) algorithm 18 and the resistance to local optima of Simulated Annealing (SA), 19 improvements were made to the population initialization and selection phases of NSGA-II. This approach provides an effective solution to the multi-objective model, offering significant practical value, particularly in enhancing scheduling efficiency when handling complex orders and equipment resource allocation.
Problem description and modeling
Problem description
In most weaving enterprises, the type of fabric that a axis of warp yarns
20
can produce is determined after the yarns are wound. Both warping and tying are preparatory processes,
21
with the choice of preparation method depending on the type of fabric to be produced and the current production status of the selected weaving equipment. When a axis of warp yarns is assigned to a specific loom and the loom is either idle or currently producing a different type of fabric, the yarns must be re-arranged on the loom according to the specified pattern for the new fabric type. This process involves the operations of warping (threading the heddles, reed, and lease rods).
22
If the fabric type of the axis of warp yarns matches the type currently being produced on the selected loom, only the tying operation is needed, as the warping process would have already been completed during the production of the current fabric. In the overall production process in the weaving workshop, the loom is first selected for the axis of warp yarns to be processed. Then, based on the current production status of the loom, it is determined whether warping or tying will be executed. Finally, with the preparatory steps completed, the loom proceeds with production. The general scheduling flowchart is shown in Figure 1. Weaving shop scheduling flow chart.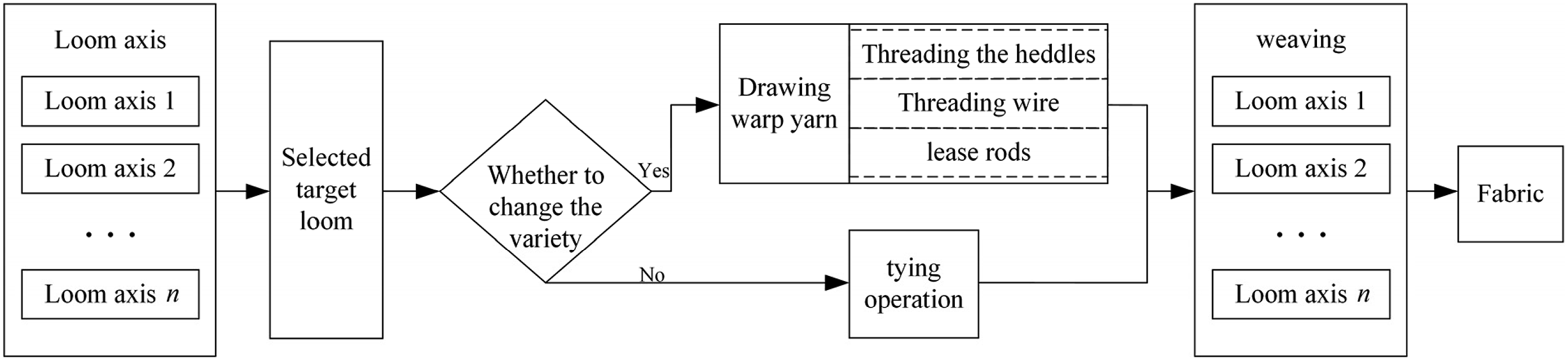
Figure 1 illustrates the primary scheduling processes involved in the weaving workshop. First, the selection of processing equipment for the axis to be processed is determined by its specific variety and the characteristics of the equipment. If the currently produced variety matches the axis to be processed, only the warp tying operation is required. If the variety differs, a warp drawing process must be carried out, involving steps such as threading the drop wires, heddles, and reed. After the pre-weaving preparation is completed, the loom proceeds to the production stage. This scheduling process accounts for the complexity of multiple equipment types, various operations, and order demands, and it is optimized using a Flexible Job Shop Scheduling Problem (FJSP) model. The model addresses two key issues: equipment selection and operation scheduling, with each requiring consideration of equipment characteristics, processing time, and operation constraints.
In a production system, the problem of processing
Therefore, FJSP includes two sub-problems: (1) Machine Selection Problem: Selecting the appropriate machine for each operation of each workpiece. (2) Operation Scheduling Problem: Sequencing the accumulated pending operations on each machine, considering the machine’s characteristics and process constraints, to meet the production system’s evaluation criteria.
To meet the FJSP requirements, the production system must adhere to the following constraints: (1) Each machine can process only one workpiece and perform only one operation at any given time. (2) Each operation of every workpiece can only be processed by one machine at any given time. (3) The processing order between different workpieces does not interfere with each other; however, the various operations of the same workpiece must be executed sequentially. (4) All workpieces can be processed from time zero. (5) All machines are available for use from time zero. (6) The transportation time between equipment is negligible. (7) Once an operation begins, it cannot be interrupted.
This scheduling problem is solved using a multi-objective optimization method to ensure the optimal scheduling plan under the constraints of multiple operations and equipment.
In weaving enterprises, production is order-based, with each order typically containing multiple product types. Different orders may include the same product types.
24
Therefore, weaving enterprises often produce multiple orders simultaneously, effectively producing multiple product types at the same time. An order generally includes the required product types, the required quantities for each type, delivery dates, and expected penalties for delays.
25
Additionally, for weaving equipment, based on the equipment model or enterprise regulations, a machine can produce a fixed set of product types. Although the product types that a warp axis can process are determined during the warping stage, the exact time it enters the workshop for production is not fixed. In summary, when a weaving workshop aims to meet production targets based on orders, it faces the following scheduling challenges: (1) Warp Axis Machine Selection: Selecting the specific machine from a set of eligible machines for processing the warp axis, based on the types of products the warp axis can produce. (2) Warp Axis Processing Sequence Selection: Determining the order in which the warp axis are processed on the selected machine. (3) Product/Order Allocation: After the warp axis produces fabric, determining to which order the fabric should be allocated.
Model construction
Constraint condition
(1) The constraint that warp axis (2) Loom axis (3) Loom axis (4) Loom axis (5) The total time loom axis (6) The start production time of the ( (7) When device (8) The preparation time for device








Objective function
Based on the characteristics of Flexible Job Shop Scheduling Problems (FJSP) and weaving workshop operations, this study constructs a flexible job shop scheduling model
26
with multiple scheduling objectives as evaluation criteria to optimize the production schedule. These objectives include: completion time, the number of type changes on equipment, tardiness penalty, total processing time, and the number of continuous warp-changing operations. (1) Minimizing the maximum completion time. The maximum completion time is defined as the time at which the last product of an order is fully produced, and it serves as the most fundamental measure in scheduling problems. To deliver orders as quickly as possible, it is crucial to minimize the maximum completion time. The objective function is expressed as follows: (2) Minimizing the number of type changes on the same equipment. During production, type changes on equipment are mainly required to adjust the production capacity allocation of the system to address issues such as equipment failures and changes in product demand. The type change operation involves performing the warp preparation process,
27
which incurs significant time and labor costs. When labor is sufficient, the number of type changes on the same equipment may not be limited. However, when labor is insufficient, the labor required for type changes may lead to delays in handling loom stoppages, thereby reducing loom efficiency and increasing the total production time. Thus, the number of type changes must be considered in this context. The objective function for minimizing the number of type changes on the same equipment is as follows: (3) Minimizing time penalties. Weaving enterprises often produce multiple orders simultaneously. Due to various uncertainties during the production process, the production duration may increase. Consequently, it might not be possible to deliver all orders on time, resulting in penalty payments for delays and increased production costs. Therefore, the time penalty factor must be considered. The objective function for minimizing time penalties is expressed as follows: (4) Minimizing total processing time. If a weaving enterprise needs to complete an order with minimal time expenditure, the total processing time can be minimized as follows:




Improved NSGA-II weaving shop scheduling algorithm
The generation of a flexible job shop scheduling plan for the weaving workshop involves five key steps: problem definition and data collection, mathematical model formulation, algorithm selection, model solving using the algorithm, and implementation of the plan. Among various algorithms, this paper employs an improved heuristic algorithm to solve the model. In the algorithm design, encoding and decoding processes were developed specifically for the selection problems in the weaving workshop, and crossover and mutation methods were designed based on the characteristics of the gene encoding. Additionally, the algorithm was further enhanced by integrating the strengths of other algorithms. The flowchart of the improved NSGA-II algorithm used in this study is shown in Figure 2. The flowchart of NSGA-II algorithm was improved.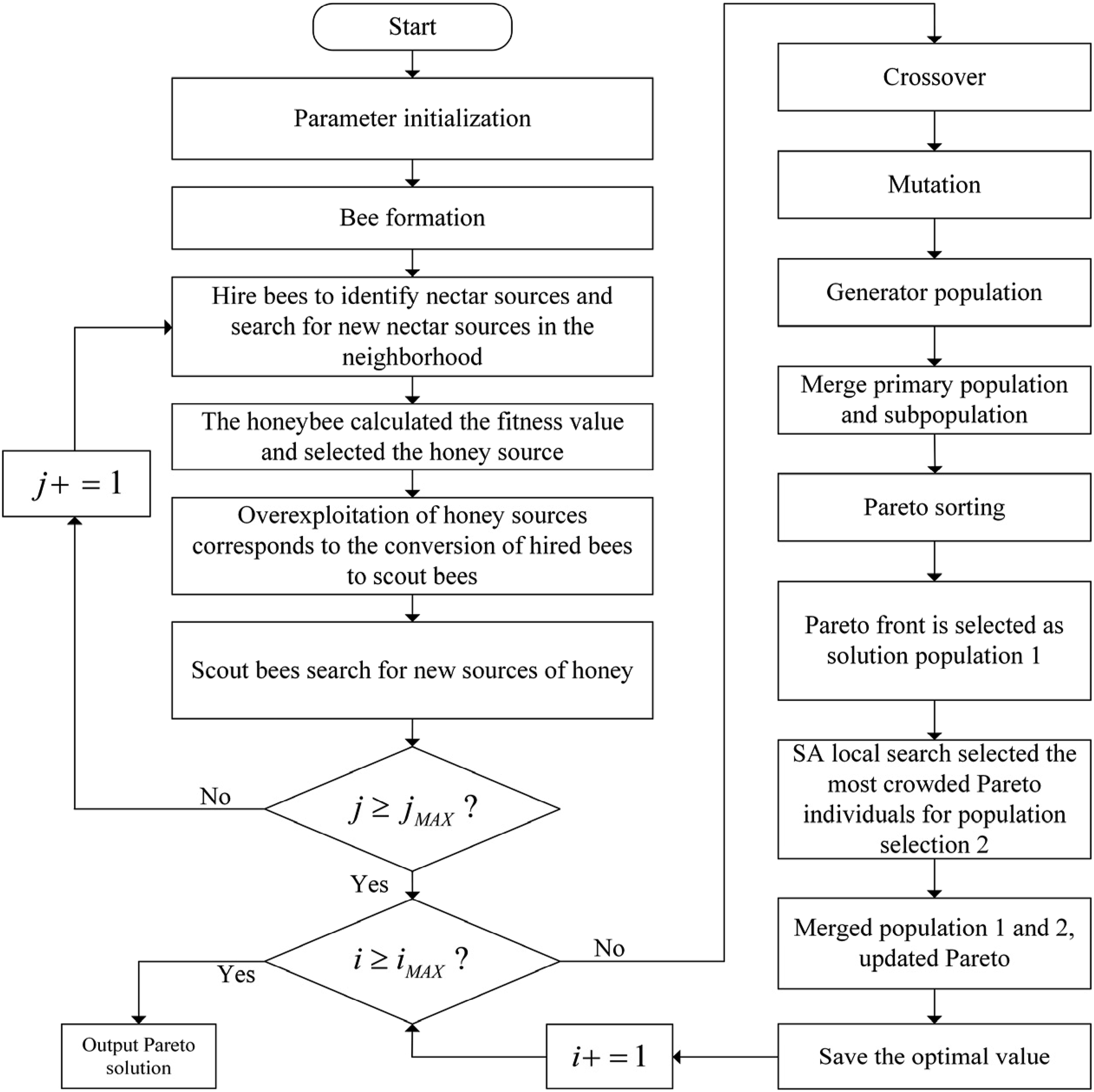
In the entire algorithmic process, the first step is to initialize the parameters for the improved algorithm. This improved algorithm is a fusion of the Artificial Bee Colony (ABC), NSGA-II, and Simulated Annealing (SA) algorithms; therefore, the initialization parameters include the basic parameters of each algorithm, as well as the initialization of the conversion rate
Subsequently, the process moves into the NSGA-II phase. During the iterative process of this stage, the discrete DE/rand/1 operator is first applied to mutate the equipment segment of the encoding, while the insertion method is used to mutate the sequence segment. Next, multi-point crossover and sequential crossover operations are performed on the equipment and sequence segments, respectively. Following this, the newly generated individuals from the crossover and mutation processes are merged with the original individuals to form a new population, which is then subjected to Pareto ranking. From the sorted Pareto solution set, the leading solutions are selected to enter the new generation population. For non-leading, equally ranked Pareto solutions, individuals with high crowding density are filtered using Simulated Annealing to select those with higher fitness values for inclusion in the new generation population. Finally, this iterative process is repeated until the specified number of iterations is reached, and the Pareto solutions from the last iteration are output.
Double-stranded symbiotic gene encoding and decoding
Encoding is the process of transforming the solution space of the scheduling problem into a form suitable for operations within the NSGA-II algorithm, while decoding serves the opposite function. The scheduling of the weaving workshop must address the selection of order varieties, equipment choices, and processing sequences. To accurately obtain the model results, the gene encoding must encompass all relevant information necessary for solving the problem. Therefore, the encoding must include all the aforementioned selection issues, while the decoding process must generate the scheduling plan based on the selection information contained within the encoding.
Encoding
To encompass order type selection, equipment selection, and processing sequence within orders, equipment, and workpieces, a dual-chain symbiotic gene encoding method is proposed. The dual-chain symbiotic gene encoding 28 consists of a dual-chain part and a symbiotic part. The symbiotic part is composed of an order layer (GO) and a type layer (GP), while the dual-chain part includes an equipment segment (GM) and a sequence segment (GR). Among these four parts: the order layer specifies order information; the type layer specifies the corresponding type information for the orders; the equipment segment indicates equipment selection information; and the sequence segment specifies processing sequence information.
Before encoding, it is necessary to determine the number of loom axes required for the production of each type corresponding to each order, with the loom axis as the production unit. Next, order numbers
For example, a company has two orders: Order one and Order 2. Order one requires Type 1 and Type 2, while Order two requires Type 2 and Type 3. The number of loom axes needed for each type in each order is four. After determining the required number of loom axes for each type within each order, the first step is to ascertain the number of loom axes needed for each type Coded order variety relationship chart.
After determining the number of encoded orders and encoded types, the relationship between orders and encoding, as shown in Figure 3, can be used to arrange the order numbers as the order layer GO and the type numbers as the type layer GP. This forms the symbiotic part of the dual-chain symbiotic encoding. After determining the symbiotic part, the next steps are as follows: first, for each type code in the type layer, select the specific processing equipment for each type. Second, determine the processing sequence for each type in the type layer.
Each gene position in the encoding corresponds to the information of one loom axis. Therefore, selecting the processing equipment and sequence for each type in the type layer effectively means selecting the processing equipment and sequence for each loom axis. As shown in Figure 4, after determining the symbiotic part and the dual-chain part, each gene position is matched to create a complete dual-chain symbiotic gene encoding. Coding map of complete double-stranded symbiotic genes.
Decoding
Decoding is the process of converting algorithm gene encoding into a scheduling scheme.
29
The decoding operation in this study comprises three steps. The first step is to read the sequence segment encoding, wherein the sequence information from the sequence segment is read, and all encodings are reordered according to the processing sequence of the sequence segment. The second step is to read the entire encoding. Using the pointer Decode and read map. Gantt chart of the decoded scheduling problem.
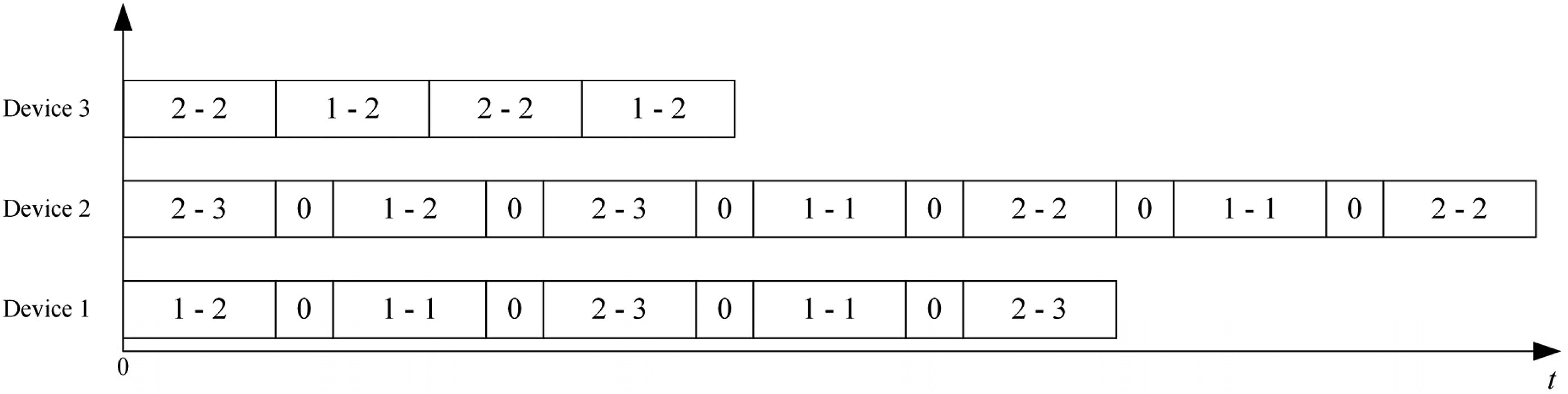
Then, the second step of decoding is performed. Initially, the pointer points to the first position, indicating that Type 2 needs to be produced on Device one and the production allocated to Order 1. Subsequently, the pointer moves sequentially to read all the information. The production schedule for the third step can be represented using a Gantt chart, as shown in Figure 6. In the third step of decoding, specific production tasks and processing sequences are assigned to each piece of equipment based on the read gene encoding information. Figure 6 illustrates the types of products processed by each device during different time periods, as well as the arrangement of production tasks along the time dimension. Each block represents a processing task for a specific product on a particular device, where the length of the block indicates the time required for the task, and the position represents the starting and ending time points of the task. This Gantt chart provides a clear visual representation of task distribution among devices, product processing sequences, and time scheduling.
Population initialization
The initialization of the population serves as the computational foundation for NSGA-II, with the population size directly affecting the solution quality and computation time. To accelerate the algorithm’s convergence, this study incorporates the Artificial Bee Colony (ABC) algorithm due to its efficiency and global search capability for initial population search. 30 This approach allows the initial population of NSGA-II to be preliminarily filtered by the ABC algorithm, thereby reducing the population size.
In the Artificial Bee Colony algorithm, the bee colony is divided into three categories: scout bees, employed bees, and onlooker bees.
31
The task of scout bees is to randomly search for new food sources; employed bees evaluate the food sources they find and decide whether to continue searching around these sources based on their quality; onlooker bees observe the dances of employed bees and choose to follow them to higher quality food sources. The implementation steps of the ABC algorithm are shown in Figure 7. Flowchart of the ABC algorithm.
During the iteration process of the Artificial Bee Colony algorithm, the fitness value needs to be calculated. The fitness value is computed as follows:


Mutation
Mutation is the process of altering the encoding within offspring individuals to produce new encodings through a specific method. During mutation, new genetic information can be introduced, population diversity can be maintained, search capabilities can be enhanced, and the risk of individuals becoming homogenized can be mitigated.
In the encoding used in this study, the dual-chain part, which includes the equipment segment and the sequence segment, participates in mutation. Each segment has different meanings and characteristics. The gene encoding value of the equipment segment represents the processing equipment number, with its value range limited to the available processing equipment for the corresponding type. The sequence segment represents the processing order of the workpieces, with encoding values being non-repetitive positive integers. Therefore, different mutation methods are designed for different encoding segments.
Device segment variation
In the algorithm presented in this study, the initial population undergoes preliminary screening by the Artificial Bee Colony algorithm. To maintain population diversity during mutation, the DE/rand/1 strategy of the Differential Evolution (DE) algorithm
32
is applied to the equipment segment. Traditional mutation methods of the DE algorithm are designed for continuous problems, whereas the equipment segment encoding is a discrete problem. Therefore, the mutation operator improved by Xiuli Wu, which is tailored for discrete problems, is utilized in this study. The operational steps are as follows: (1) Randomly select one chromosome each from the optimal and suboptimal solutions, denoted as (2) Combine a random number with the transformation rate (3) Perform the Discrete DE/Rand/1 mutation process map.


Since the range of available processing equipment varies for each type, mutation may generate abnormal equipment number values outside the allowable range for the corresponding type. Therefore, after mutation, the encoded values in the equipment segment must be validated. If abnormal values are detected, a new value within the allowable range for the corresponding type is randomly selected to replace the abnormal value.
Sequential segment variation
In the sequence segment, all gene values are sorted in ascending order, continuous, and non-repetitive. To maintain this characteristic after mutation, an insertion mutation method is used for the sequence segment. During mutation, a gene value is randomly selected from one position in the sequence segment and inserted into another position. The mutation process is illustrated in Figure 9. Insertion of mutation operation process diagram.
In the mutation method for the equipment segment, the transformation rate

Crossover
Crossover simulates the chromosome exchange process observed in biological inheritance. This operation facilitates the creation of genetic diversity, the combination of advantageous traits, the transmission of genetic information, and the avoidance of premature convergence. During crossover, various methods are designed to operate on different segments of the encoding.
Device segment crossing
This study employs the multipoint crossover method
33
for the type segment and the constraint segment. The operational steps are as follows: (1) Generate a set of random numbers ranging from 0 to 1, with the same length as the pre-crossover genes. Each random number corresponds to a position in the two pre-crossover genes. (2) Swap the gene encoding values where the randomly generated numbers are less than
The crossover process for the equipment segment encoding is illustrated in Figure 10. Multi-point crossover process map.
Sequential segment crossing
To ensure that the gene values in the sequence segment
34
remain non-repetitive after crossover, the order-based crossover method is used. The crossover operation steps for gene encoding individuals (1) Randomly select a segment of encoding from (2) In (3) Similarly, generate offspring
The crossover process for the sequence segment encoding also introduces
The crossover process for the sequence segment encoding is illustrated in Figure 11. Sequential crossover process diagram.
Population selection
In the NSGA-II computation process, after each iteration, the population must be updated by selecting superior individuals and eliminating inferior ones to enhance the population’s quality through successive iterations. The scheduling model for weaving workshop optimization involves multiple objectives, necessitating the use of Pareto ranking 35 to identify optimal solutions.
The population selection employs a hybrid method combining fast non-dominated sorting with elitism 36 and simulated annealing search. 37 The selection process consists of two parts: Pareto Solution Selection: This part prioritizes selecting Pareto front solutions to form the new population. Non-Pareto Solution Selection: This part prioritizes the elimination of individuals with fewer domination counts. Among those with the same domination count, individuals with lower crowding distances are preferred for elimination. Finally, the simulated annealing parameters, including the cooling function and acceptance probability, are used for local search on individuals with the largest crowding distance among non-Pareto front solutions at the same rank.
Simulated Annealing (SA) is a randomized global optimization algorithm inspired by the annealing process of metals. The fundamental idea is to gradually lower the system temperature to reach a minimum energy state, thereby identifying the global optimum solution. The algorithm introduces randomness, allowing the acceptance of inferior solutions under certain conditions to avoid becoming trapped in local optima. The detailed steps are illustrated in Figure 12. When determining the initial solution, it is important to consider that a higher initial temperature leads to a larger search scale within the solution space. Therefore, the initial solution should meet the following conditions, as shown in the equation: Flowchart of simulated annealing algorithm.



Experiment and analysis
Example simulation and analysis
Experimental design
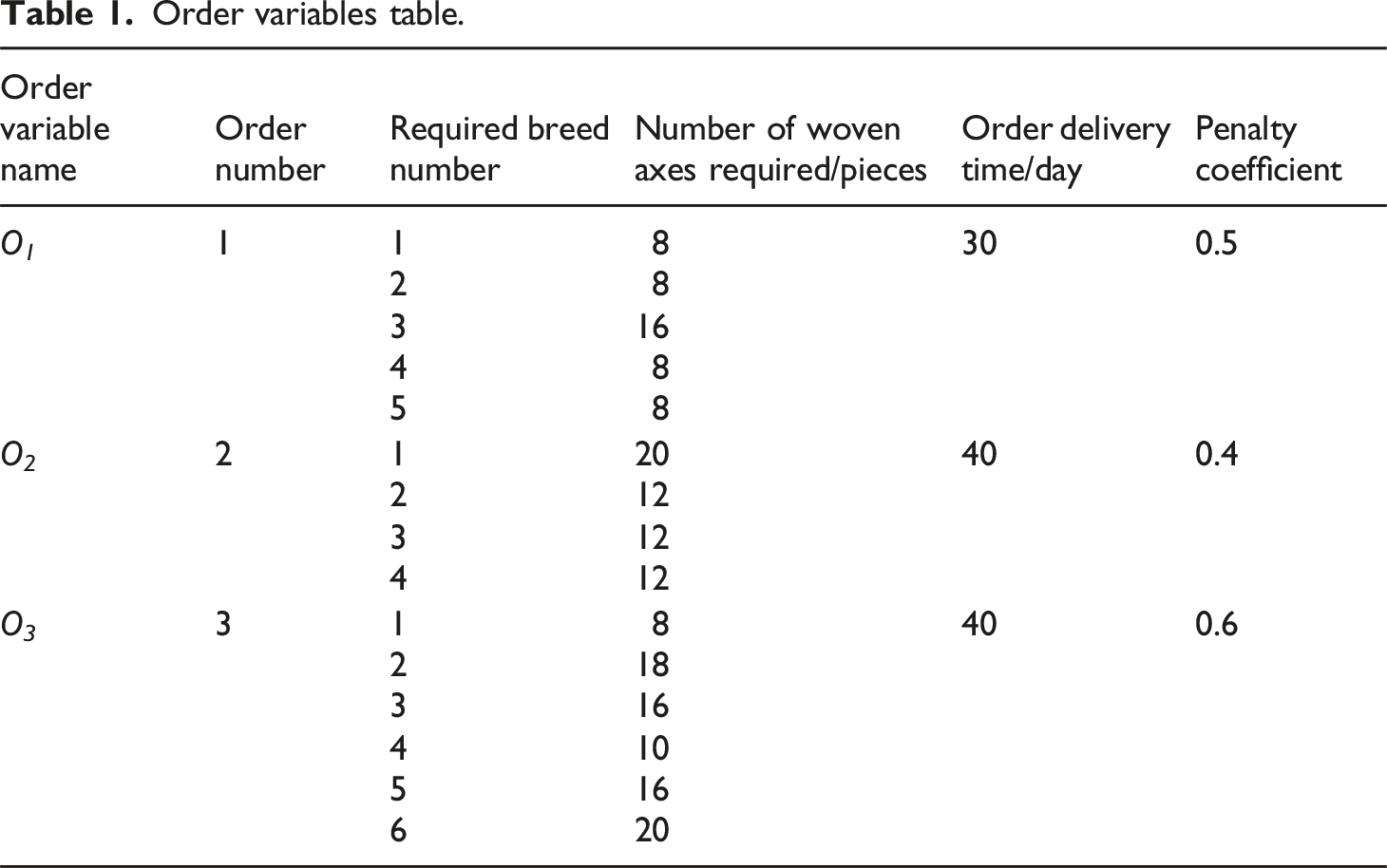
The simulation experiments use a random instance generation method, which divides the problem into different variable categories and combines these categories to create multiple experimental instances.
Order variables table.
Machining hours variable table.
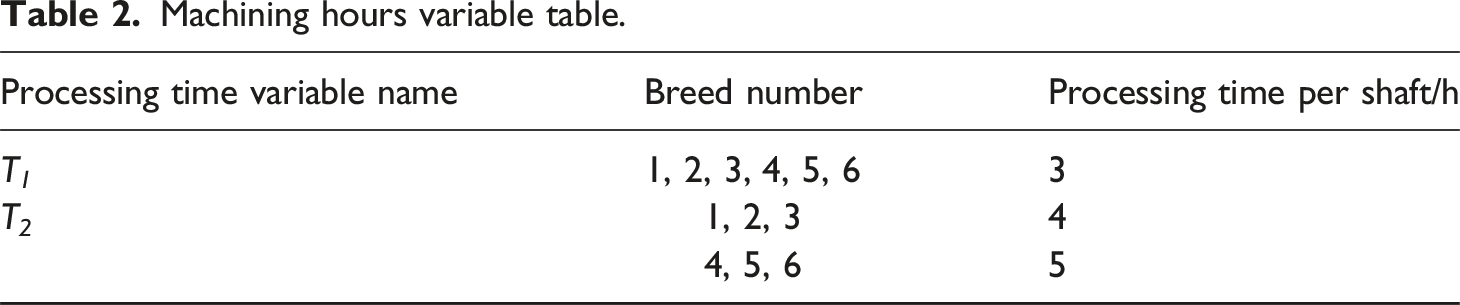
Correspondence table between species and processing equipment.

Next,
Finally, each instance is solved using the model and the improved algorithm to obtain the maximum completion time
All experiments in this study were conducted using MATLAB R2020b. The computational environment was a Windows 10 operating system with an AMD Ryzen 9 5900HX CPU running at 3.30 GHz and 16.0 GB of RAM.
When naming the generated instances, variable names are concatenated to form the instance names. The concatenation sequence is: order variable name, processing time variable name, and equipment group variable name. For example, if the processing time is
Parameter setting
The improved algorithm process includes the ABC algorithm for population initialization, the DE/rand/1 mutation operator for crossover and mutation, and the SA algorithm for selecting high crowding degree solutions among non-Pareto solutions. Therefore, the parameters for the improved algorithm include population size
Table of simulation results at different

Based on the tables, it can be observed that among the three different values of
Simulation results and analysis of examples
To validate the effectiveness of the scheduling process in the weaving workshop, this paper models and simulates production scenarios involving multiple orders and multiple devices. Specifically, three main types of orders are introduced in the actual weaving workshop, each containing different product specifications and delivery time requirements. For each scheduling scenario, the system calculates equipment selection, operation arrangement, and order prioritization based on the FJSP model.
Before conducting the comparative experiments, stability testing of the improved algorithm was performed. For this test, the case Average of the number of solutions with different maximum machining durations. Mean number of solutions with different number of species changes. Mean number of solutions with different time penalties. Processing total time different solving times average value.
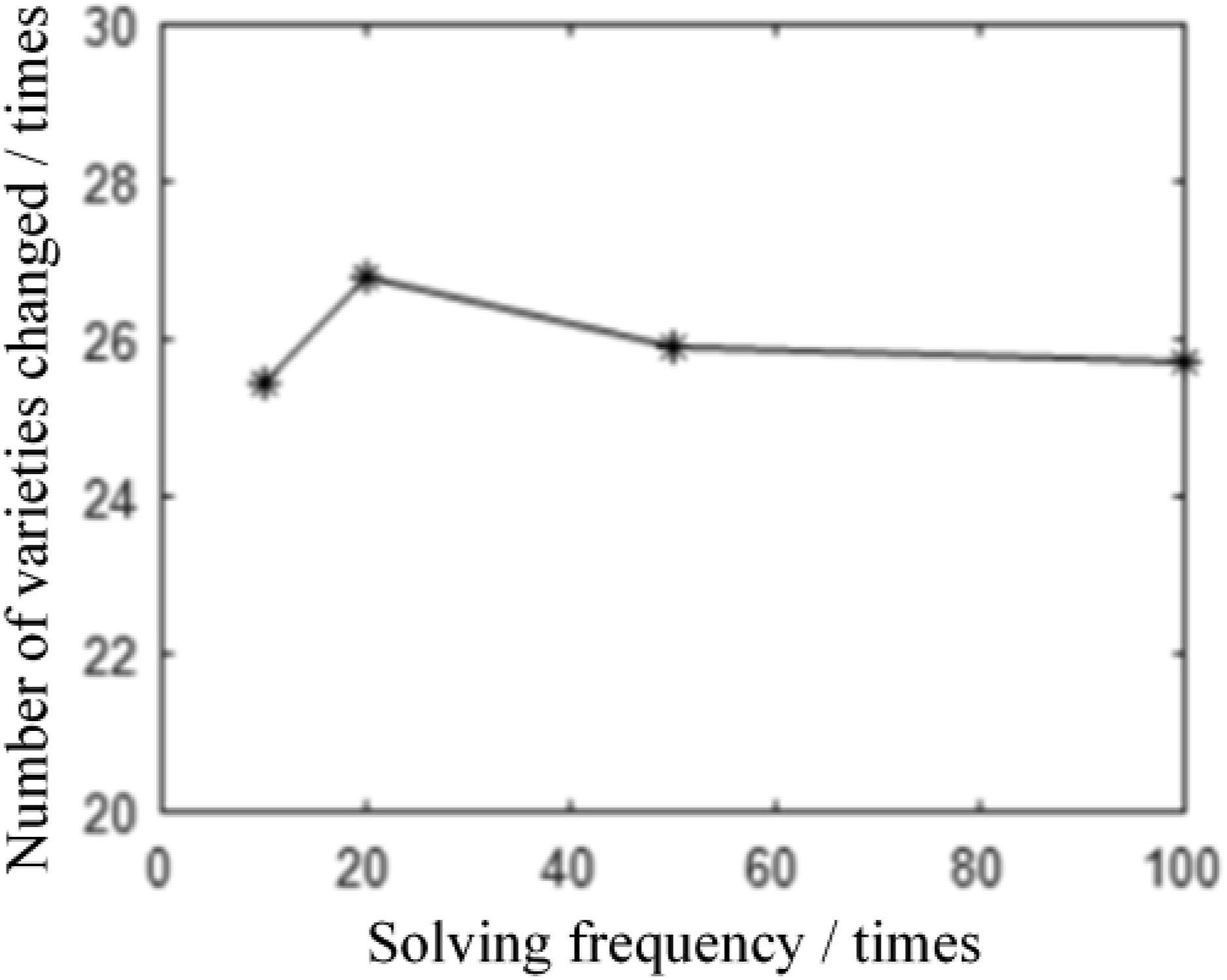


In the figures, the variance of the average values of all objective functions across different numbers of runs is less than 0.3. For the different numbers of runs for the four objective functions, the ratios of the range to the mean are as follows: maximum completion time is 0.02%, changeover count is 0.05%, time penalty is 0.03%, and total processing time is 0.01%. This indicates that the improved algorithm yields relatively stable results.
For the comparative analysis, the ABC algorithm and the NSGA-II algorithm were used as benchmarks to evaluate the performance of the improved algorithm in solving the scheduling problem in textile weaving.
Algorithm simulation test result table.
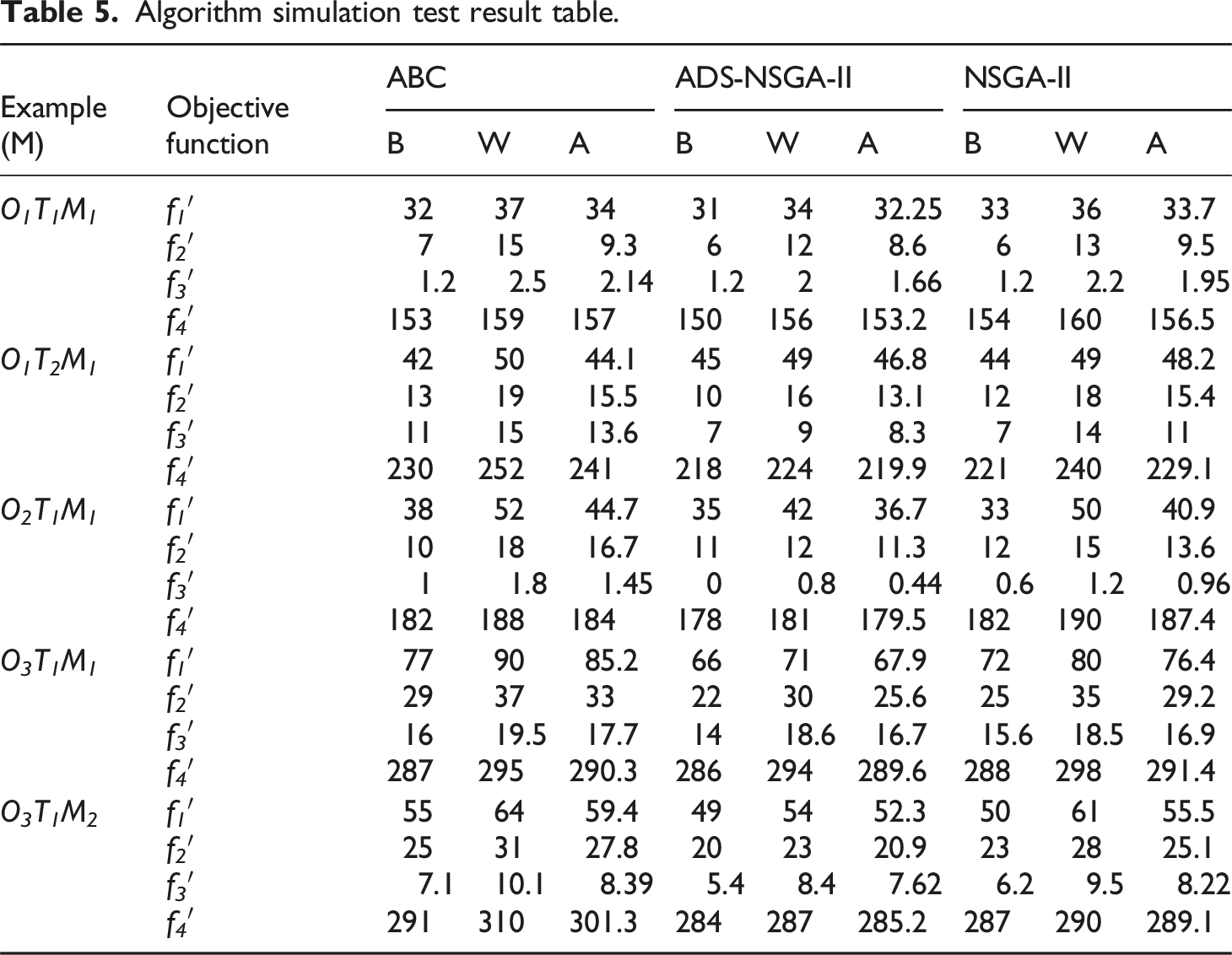
The bold numbers indicate the best values for each objective function in different cases solved by different algorithms. When the number of warp axis is small and the processing equipment is sufficient, the differences between the algorithms are minimal, as seen in the cases
Case simulation and analysis
Simulation example
Order example form.

Correspondence table of the relationship between species and examples of equipment that can be processed.

Weaving flex shop example scheduling problem sheet.

Example table of shaft production.

The example of axis production is illustrated in Figure 17. In this setup, the axis storage includes multiple ready-to-process axis, along with a group of eight weaving machines. The scheduling algorithm is prepared to process five different varieties. Weaving shaft production diagram.
Simulation results and analysis
Due to the ample production time from order placement to the delivery date, all delivery dates have been uniformly set to 100 hours after the order date to better reflect the impact of the time penalty objective function. The penalty coefficient for Order 1 is set at 0.4, and for Order 2, it is set at 0.6.
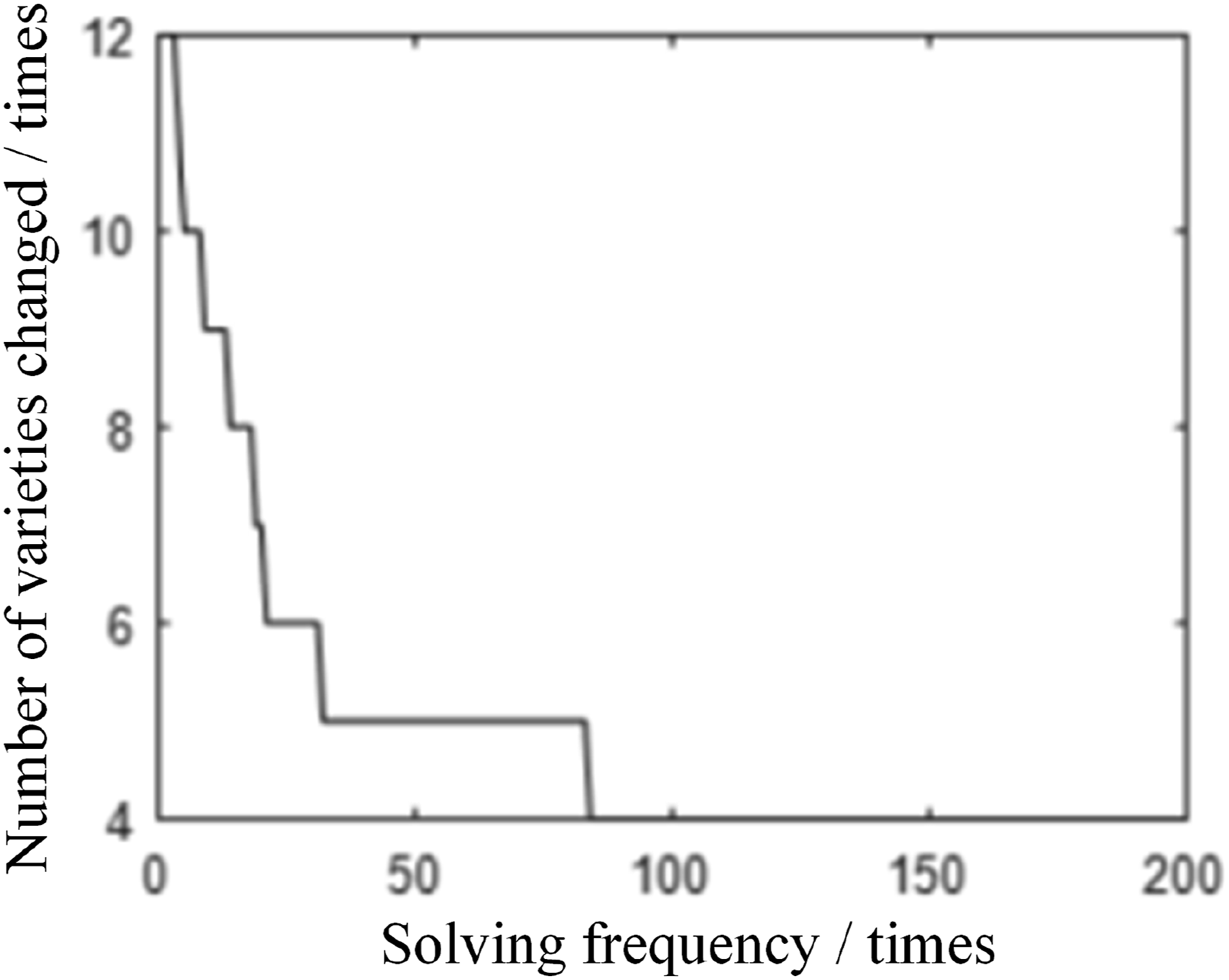
Figures 18, 19, 20 and 21 illustrate the changes in the four objective function values with increasing iterations during the algorithm’s solving process. The figures indicate that all objective values are optimized with an increasing number of iterations, demonstrating good convergence of the improved algorithm in solving the weaving workshop scheduling problem. The computation time for our algorithm was 112.05 seconds. From the perspective of the overall order cycle, the designated 100-h delivery period provides ample flexibility, allowing for efficient resource allocation and task scheduling within a relatively extended time frame. This arrangement ensures the rationality of the production plan and reduces potential time penalties associated with prolonged production cycles. Additionally, from the perspective of individual loom operations, the production cycle for each warp beam is similarly optimized. The algorithm’s efficient computation time indicates its ability to respond swiftly to complex scheduling tasks, significantly reducing idle time for individual looms and thereby enhancing overall production efficiency. Em Maximum processing time evolution process ission. Evolutionary process of the number of varietal changes. The evolutionary process of time penalties. Evolution of total processing time.


After solving the weaving workshop scheduling problem with the algorithm, a Pareto solution set is obtained. In this set, the values of the four objective functions—maximum completion time, number of product changes, time penalty, and total processing time—vary in their advantages and disadvantages. The final scheduling scheme is selected by calculating the fitness value of the Pareto solutions using equation (14).
In this case study, more emphasis is placed on the total processing time and the time penalty. Therefore, the weights of the objective function values in equation (14) are set as Gantt chart of the final determination of the optimal solution scheduling plan.
To validate the effectiveness of the proposed improved algorithm in solving the weaving workshop scheduling problem, we conducted experiments under identical parameter settings and experimental conditions using the NSGA-II algorithm, a combination of the Artificial Bee Colony (ABC) algorithm for early optimization and the Simulated Annealing (SA) algorithm for later optimization, as well as the proposed improved algorithm. Figure 23 illustrate the performance of each algorithm across four different objective functions. Algorithm performance comparison graph. (a) Comparison of the evolution of maximum processing time. (b) Comparison of the evolutionary process of the number of varieties changed. (c) Comparison of the evolutionary process of time punishment. (d) Comparison of the evolutionary process of total processing time.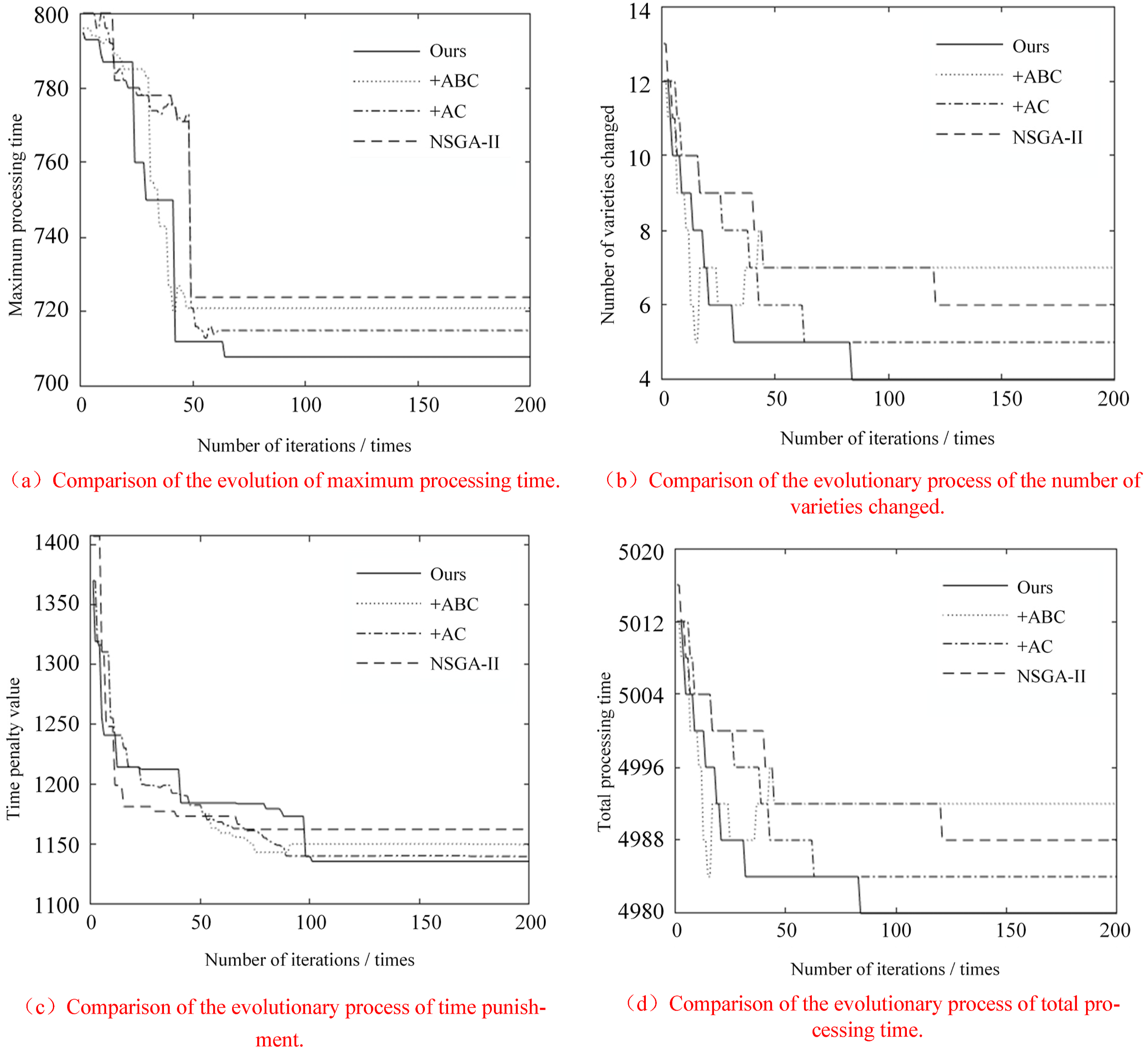
The results show that the proposed improved algorithm outperforms the other algorithms in overall performance. Specifically, the algorithm incorporating ABC demonstrates a fast convergence rate in the early stages, rapidly reducing the objective function values in the initial iterations. However, due to insufficient precision in the later stages, the final results are slightly less accurate. In contrast, the SA algorithm exhibits higher precision in the later stages, achieving better solutions during the final iterations. However, its slower convergence rate leads to less significant improvements in the early iterations compared to other algorithms.
The proposed improved algorithm integrates the advantages of both ABC and SA, achieving a fast convergence rate in the early stages while further enhancing precision in the later stages, ultimately yielding superior solutions. Compared to the traditional NSGA-II algorithm, the improved algorithm shows significant improvements in both convergence speed and solution quality, demonstrating its practical value and advantage in solving the weaving workshop scheduling problem.
Conclusion
To address the scheduling problem in weaving workshops, a multi-objective scheduling mathematical model has been developed, aiming to minimize the maximum completion time, the number of product changes, the time penalties, and the total processing time. This model fully considers the constraints of the weaving workshop’s process flow, the characteristics of the warp axis, and the equipment specifications, covering the selection of orders, product types, equipment, and processing sequences in flexible workshop scheduling. The model aligns with the scheduling characteristics of weaving workshops and meets actual production needs.
To tackle the multi-constraint and multi-objective characteristics of the weaving workshop model, an improved NSGA-II algorithm has been proposed. The improved algorithm integrates the artificial bee colony algorithm for initializing the population and the simulated annealing algorithm for population selection. For the flexible scheduling problem in weaving workshops, a dual-chain symbiotic encoding and decoding scheme that includes order selection, product selection, equipment selection, processing sequence, and constraints has been studied, with various crossover and mutation operators designed for different parts of the encoding. The improvements in this algorithm align with the characteristics of the scheduling model, and the dual-chain symbiotic encoding and decoding comprehensively cover the scheduling information, allowing accurate determination of the scheduling plan. By optimizing production processes and reducing equipment idle time, the workshop can significantly minimize production costs. Additionally, the multi-objective optimization within the process helps enterprises avoid penalties and other time-related costs associated with order delays, thereby improving on-time delivery rates. Furthermore, reducing the frequency of product variety changes can save labor costs, further lowering operational expenses and increasing the financial returns for the enterprise. However, despite the improved NSGA-II algorithm demonstrating excellent performance in the scheduling of weaving workshops, its parameter settings remain somewhat empirical. Future research could explore adaptive adjustment mechanisms to enhance the algorithm’s generalizability and robustness.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Zhejiang Provincial Department of Education Research Project (Y202455953), Te Science and Technology Program of Zhejiang Province, China (No. 2022C01202), Te Science and Technology Program of Zhejiang Province, China (No.2022C01065), Zhejiang Sci-Tech University Research Start-up Fund, China (No.23242083-Y).