
Abstract
With the increasing demand for lightweight and high-strength tubes in the civil engineering, many researchers have investigated the weft-knitted biaxial tubular (WKBT) fabric reinforced composites due to their excellent mechanical properties. WKBT fabric is characterized by its seamless tubular reinforcement, with the warp yarns being straight in the axial direction and the weft yarns spinning in the circumferential direction. The mechanical response of WKBT fabric reinforced composites under three different loads (tensile load, puncture load, compression load) and three different rates (5, 10, 15 mm/min) are discussed in this paper. The results indicate that the mechanical properties and failure modes of WKBT fabric reinforced sheets are significantly affected by the glass fiber volume fraction. The concertina progressive folding is the energy absorption mode of WKBT fabric reinforced tubes under compressive load. The number of folds changes from two to three as the height of the tube increases. At the compression rate of 15 mm/min, the initial peak strength of the tubes increases by 28.14 % as their height (100, 150, 200 mm) of the tubes increases. The initial peak strength of the tubes increases by 72.78% as the compression rate increases to 200 mm height.
Keywords
Introduction
In recent years, fiber reinforced polymer (FRP) tubes have been widely used in civil engineering as a structural reinforcement and strengthening material, due to their high specific strength, high modulus and corrosion resistance.1,2 Concrete is always poured into FRP tubes to form various vertical load-bearing components, such as circular,3,4 elliptical5,6 and square components.7,8 The circumferential constraint of the FRP tubes has a significant impact on the strength and ductility of the concrete, as it maintains the internal concrete in a three-dimensional stress state under compressive loads. To produce FRP tubes with integrity and profiling, winding,9,10 braiding, 11 weaving, 12 knitting,13,14 nonwoven, and other methods are available. Weft knitted biaxial tubular (WKBT) fabrics and their reinforced tubes have received much attention from researchers due to their excellent energy absorption ability. 15 The tubes bear different static loads under different load rates in the civil engineering, such as axial compression, circumferential tension and radial compression. Thus, it’s essential to investigate the mechanical response of WKBT fabric reinforced composites under the different quasi-static loads and load rates for their application in the field of civil engineering.
Many researchers have investigated the tensile properties of weft knitted biaxial tubular fabrics and composites through experiments. The tensile properties of Qi et al.16–18 were investigated in the tensile properties of multi-layered biaxial weft knitted (MBWK) fabric reinforced composites. The results show that the volume fraction of carbon fiber has a significant effect on the tensile strength and tensile modulus. 16 The representative volume element (RVE) model has been used to analyze and present the elastic properties of MBWK fabric reinforced composites. The predictions of the present analytical method are consistent with the experimental results. 17 They also found that carbon/aramid hybrid ratios have a positive effect on the tensile properties. 18 Li et al. 19 investigated the tensile properties of the MBWK fabric reinforced composites using multidirectional tensile tests. The results indicate that the stitch yarns have litter effect minor impact on the tensile properties. The tensile strength and modulus are influenced by the volume fraction of glass fiber. Xu et al. 20 compared the tensile properties of co-woven-knitted (CWK) fabric and MBWK fabric, the results show that the warp and weft yarns bear the main loads, while the knitting yarns bear the minor loads. Due to the lower degree of buckling of the warp and weft yarns in CWK composites, the utilization of the strength of the yarn in the CWK composites is lower than in the MBWK composites. Hasani H et al. 21 asserted that understanding the tensile properties of knitted fabrics is crucial for comprehending the tensile properties of knitted fabric reinforced composites. Xu et al. 22 found that loading rates have a significant effect on tensile strength and elongation at break. Ma et al.23,24 indicated that the tensile strength of the composites is increased significantly with increasing strain rate. In particular, the Laplace-transform and Z-transform theories were applied to analyze the tensile stress-strain curves of CWK fabric reinforced composite under quasi-static strain rates and high strain rates.
The compression properties of weft knitted tubular fabric reinforced composites have been investigated. Pamuk et al. 25 investigated the impact and axial compression properties of weft knitted tubular fabric reinforced composites made from three different types of fibers. The results show that untwisted multi-filament Kevlar (UMK) has the best the impact properties, while untwisted multi-filament carbon (UMC) has the best the axial compression properties. This is because the volume fraction of the fiber in the composite and the bending shape of the fiber under load are affected by the type and fineness of the yarn. Ramakrishna et al.26,27 found that the insertion yarns significantly improved the energy absorption of the tube. Boakye et al. 28 analyzed the mechanical properties and negative Poisson’s ratio of three reinforced tubes made from three weft tubular fabrics (4 × 4, 6 × 6, 8 × 8). The results revealed that the ‘6 × 6’ structure has the best auxetic effect. In their further study, they found that the structures have an effect on the compression properties of the tubes. 29 Omrani et al.30,31 used a method involving multi-scale to assess the external static and internal hydrostatic pressures of weft-knitted spacer tubular fabric reinforced tubes with 5 or 10 connecting layers. They found that the mechanical properties of tubes are affected by the structure and connecting layers, material type, the number and height of the connecting layers.
At present, most of the research on WKBT fabric reinforced composites is based on sheets,16,18,19,32 while only a few researches have been reported on WKBT fabric reinforced tubes. To promote understanding of the mechanical properties of glass fiber WKBT fabric reinforced sheets and tubes, the factors affecting the mechanical response of glass fiber WKBT fabric reinforced sheets and tubes under the different quasi-static loads and loading rates are investigated and compared in this study, which will provide an important basis for the future application of WKBT fabric reinforced composites in civil engineering.
Preparation of specimens and characterization
The mechanical analysis of WKBT fabric reinforced tube confined concrete under axial compression load is illustrated in Figure 1. P means radial pressure, σθ means circumferential tensile force, and σz means axial pressure.5,33 Due to the limitations of experiment, the mechanical response of WKBT fabric reinforced thin-walled tubes under different loading modes and rates was analysed in this study. Mechanical analysis of WKBT fabric reinforced tube confined concrete under axial compression load. (a) Vertical view, (b) side view.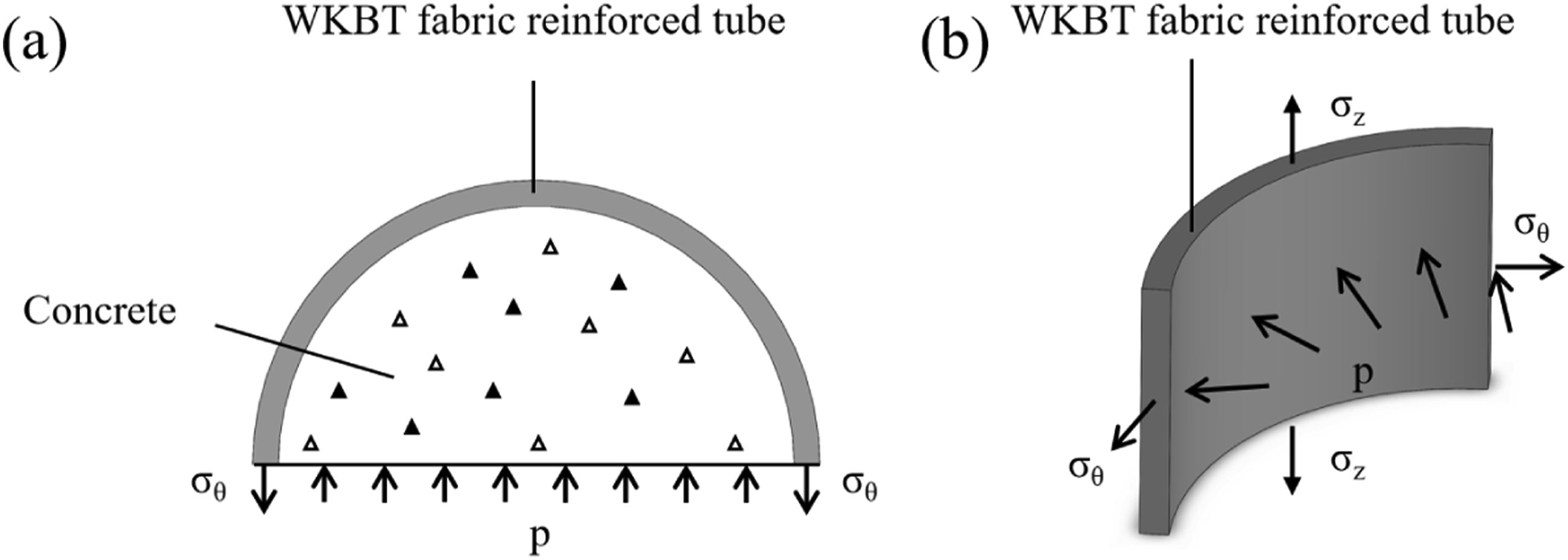
Preparation of the WKBT fabric
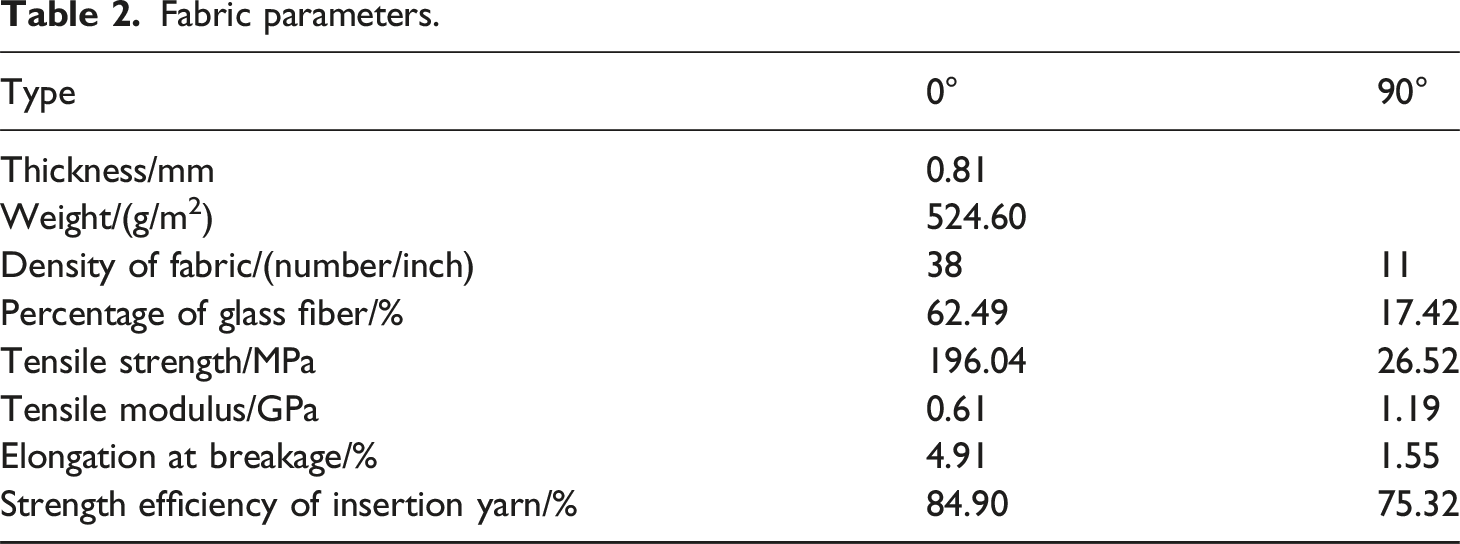
The WKBT fabric is a non-crimp fabric (NCF). In this study, the WKBT fabrics were made at the Engineering Research Center for Knitting Technology (Ministry of Education, Jiangnan University, China). The WKBT fabrics were made by a modified circular knitting machine of E9.5. The structure of WKBT fabric is shown in Figure 2(a), the warp yarns and weft yarns are bound together by the plain stitch. As shown in Figure 2(b), the 0° direction is defined as the direction along the weft yarn, that is, the course direction. The 90° direction is defined as the direction along warp yarns, that is, the wale direction. The optical image of the WKBT fabric at 50× magnification using the Dino-lite industrial microscope (Weidi Optics (Wuxi) Co., Ltd) is shown in Figure 2(c). The stitch yarn is a 16.7 tex polyester (PET) multifilament yarn produced by Guangzhou Lenzing Chemical Fiber Co., Ltd. The warp yarns and weft yarns are glass fiber (GF) manufactured by Jiujiang Huaxing Glass Fiber Co., Ltd. The epoxy resin is NO.1-692-3K, which is produced by Shenzhen Langbo Wan Advanced Materials Co., Ltd. The performance parameters of all materials are shown in Table 1. And the structure parameters of the fabrics are shown in Table 2. The structure diagram of WKBT fabric: (a) tubular structure, (b) flat structure, (c) microscope images, (d) thread the fabric onto the rubber hose. The preparation process of WKBT fabric reinforced composites. Sheet: (e) schematic diagram, (f) physical diagram. Tube: (g) schematic diagram, (h) physical diagram. Materials performance parameters. Fabric parameters.

Fabrication of WKBT fabric reinforced sheets and tubes
The fabrication process of the WKBT fabric reinforced tubes is shown in Figure 2(f). To begin with the WKBT fabric was threaded onto the rubber bladder with a diameter of 115 mm as shown in Figure 2(d). Then the WKBT fabric was fully impregnated with epoxy resin by bladder-assisted resin transfer molding (BARTM) to obtain WKBT fabric reinforced tube. The WKBT fabric reinforced tubes were cured at room temperature. Three kinds of tubes with different heights were fabricated, including 100, 150 and 200 mm. The tubes were treated with epoxy resin on the upper and lower edges to ensure uniform during compression testing, as shown in Figure 3. Fabrication process of compression specimen: (a) tubes with three heights, (b) untreated tubes with non-resin, (c) treated tubes with resin.
Thickness and volume fraction of the composites.

Testing and characterization
The mechanical properties were conducted by MTS universal material testing machine (Meters Industrial Systems (China) Co., Ltd). The photos and videos of the mechanical properties test of WKBT fabric reinforced sheets and tubes were taken by Canon EOS R100 (Canon (China) Co., Ltd).
Tensile tests
The tensile test of yarn was conducted according to the test standard ASTM D2343-17 (2023). The length of the specimen of each fiber is 250 mm and 10 specimens of each fiber were tested. The tensile properties of WKBT fabric were tested by the test standard ASTM D5035. The size and shape of the tensile specimens are shown in Figure 4(b). The tensile properties of the WKBT fabrics were studied in 0° and 90° directions with three specimens were tested in each direction. The tensile rate was 50 mm/min. The tensile properties of the WKBT fabric reinforced sheets were tested according to the test standard ASTM D3039/D3039M-17. The size and shape of the tensile specimens are shown in Figure 4(c). The tensile rates were 5, 10 and 15 mm/min, respectively. The tensile test was conducted by MTS universal materials testing machine at room temperature. The tests and the size and shape of specimens: (a) tensile test, (b) tensile fabric specimen, (c) tensile sheet specimen, (d) circular puncture test, (e) flat puncture test, (f) puncture specimen; (g) compression test, (h) compression specimens of different heights.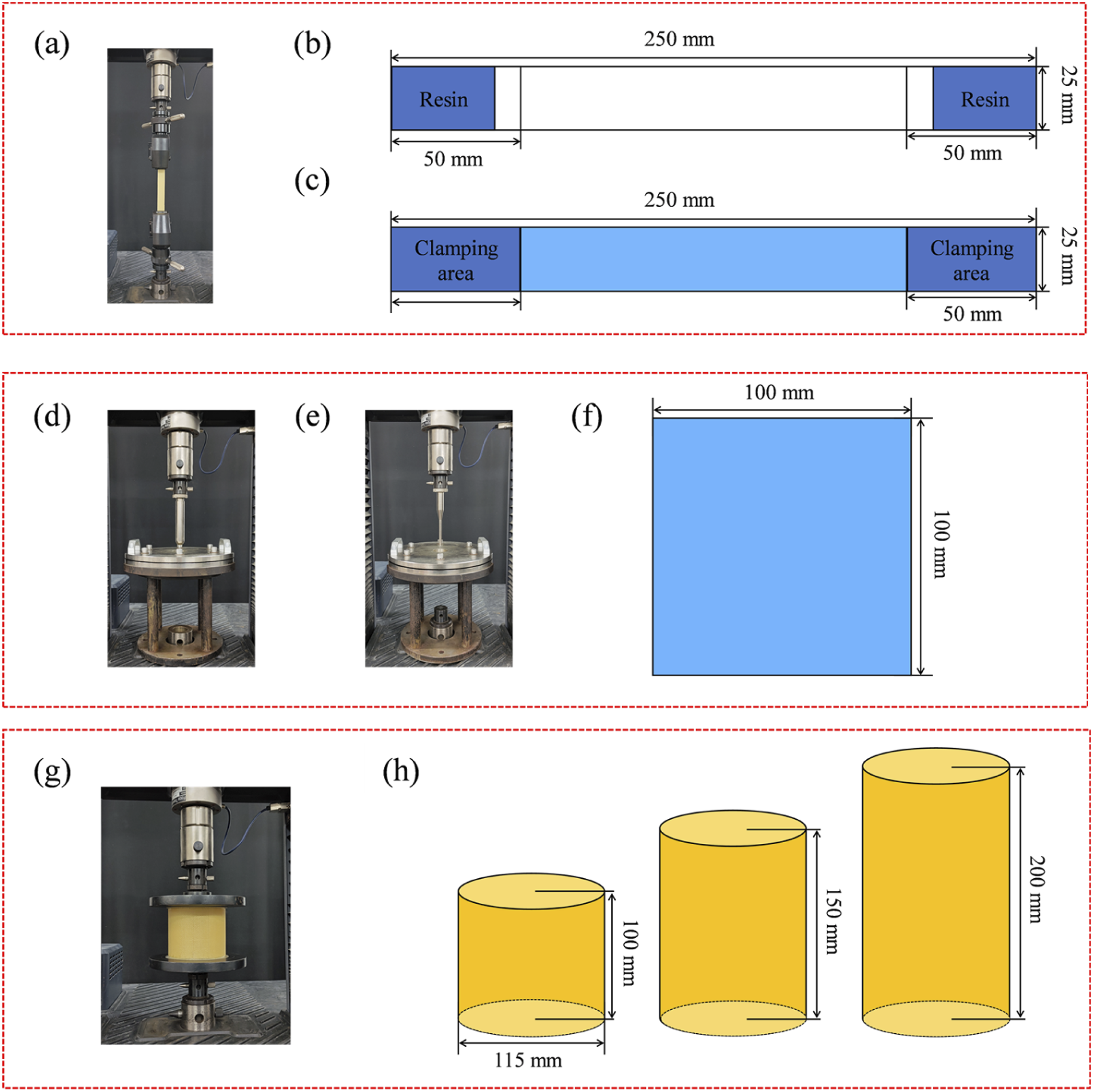
The strength efficiency of the insertion yarn is an index to characterise whether the strength of the weft or warp yarn is fully utilized in the WKBT fabric. The equation for the strength efficiency of the insertion yarn e
f
is established
The fiber volume fraction is calculated by the weight method. The fiber volume fraction is obtained from the actual size of fiber and the composite, so the value is accurate. The equation of fiber volume fraction V
f
is
Puncture tests
The radial mechanical properties of WKBT fabric reinforced tubes are characterized by the puncture properties. The puncture test of WKBT fabric reinforced sheet was conducted according to the test standard ASTM D-4833(M). The size and shape of puncture specimens are shown in Figure 4(f). The diameter of the circular punch is 25 mm and the diameter of the flat punch is 0.8 mm. The puncture rates of 5, 10 and 15 mm/min respectively were chosen for the puncture tests. Three specimens were tested for each punch and rate.
Quasi-static axial compression tests
The quasi-static axial compression test was conducted on the MTS universal material testing machine, as shown in Figure 4(g). There is no standard for the quasi-static axial compression test for the tubes with the diameter of 115 mm. Based on numerous studies, the compression rates of 5, 10 and 15 mm/min respectively were chosen for the quasi-static axial compression test. The size and shape of the compressed specimens are shown in Figure 4(h). The compression stroke was 2/3 of the specimen height. The tests were performed three times to ensure repeatability. A total of 27 tubular specimens were used for the quasi-static axial compression tests.
The energy absorption characteristics of WKBT fabric reinforced tubes were investigated by quasi-static axial compression tests, including compression rates and the height of tubes. The results of quasi-static axial compression tests can be evaluated by different indexes. Five energy absorption indexes were adapted to quantify the compression characteristics, including initial peak strength (Fmax), energy absorption during compression (Ea), specific energy absorption (SEA), average compression strength (Favg), and compression strength efficiency (CFE).34,35
The initial peak strength (Fmax) can be obtained directly from the strength-displacement curve. Based on the initial peak strength, the compressive deformation process can be divided into pre-compression stage and progressive compression stage.
Energy absorption (Ea) is the energy absorption of tubes during compression deformation.
The specific energy absorption (SEA) is the absorbed energy (E) obtained by integrating the strength (F) over the displacement (d) that occurs during the compression process of tubes. The energy absorbed per unit mass within the effective compression length is defined as the specific energy absorption (SEA). The equation for SEA is
The average compression strength (Favg) is the ratio of the energy absorbed by the tube during the compression deformation process to the deformation displacement of the tube. The equation of fiber volume fraction Favg is
Compression efficiency (CFE) is the ratio of the average compression strength to the initial peak strength. The higher the compression strength efficiency, the closer the average compression strength is to the initial peak strength. The compression efficiency indicates that the tube has good energy absorption characteristics during the compression process. The equation of the compression efficiency is established
Results and discussion
Tensile properties
Tensile stress–strain curves
Figure 5 shows the tensile properties of WKBT fabric reinforced sheets. Two different angles and three different tensile rates are used in this test, namely 0°-R5, 0°-R10, 0°-R15, 90°-R5, 90°-R10 and 90°-R15. 0°-R5 means the specimen with a tensile rate of 5 mm/min in the 0° direction. As shown in Figure 5(a) and (b), all stress-strain curves are non-linear. When the strain is less than 0.1%, there is a plateau stage. As the strain increases, the stress does not increase. The warp yarns, weft yarns and stitch yarns are straightened at this stage. Tensile strength and modulus are higher in the 0° direction due to the higher V
f
. WKBT fabric reinforced sheets exhibit significant anisotropy. As the tensile load increases, the tensile strength and modulus increase. Local micro-buckling occurs in the warp and weft yarns due to the binding of the stitch yarns. The warp, weft and stitch yarns are straightened under the tensile load. The fracture of the WKBT fabric reinforced sheet is brittle at the ultimate tensile load. The stitch yarns are different in the 0° and 90° directions, that is, the higher crimp of the weft yarn in the 90° direction, resulting in a higher elongation in the 90° direction than in the 0° direction. The tensile strength and modulus increase as the tensile rate increase, while the elongation decreases and then increases. The tensile properties of WKBT fabric reinforced sheets. Stress-strain curves in (a) 0° direction , and (b) 90° direction. (c) Tensile strength, (d) initial elastic modulus, elastic modulus in different strain range in (e) 0° direction and (f) 90° direction.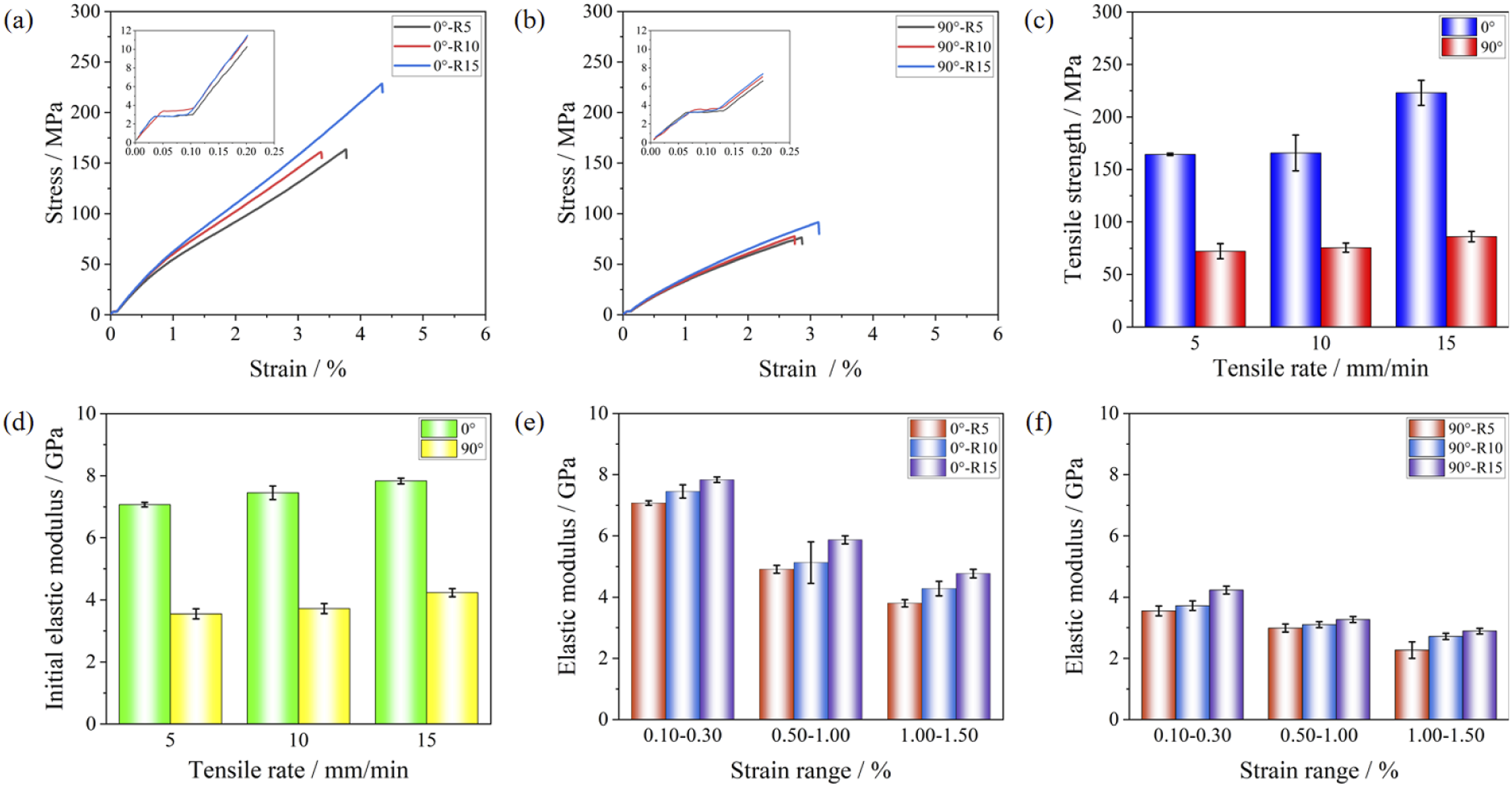
The tensile strength and modulus of WKBT fabric reinforced sheets.
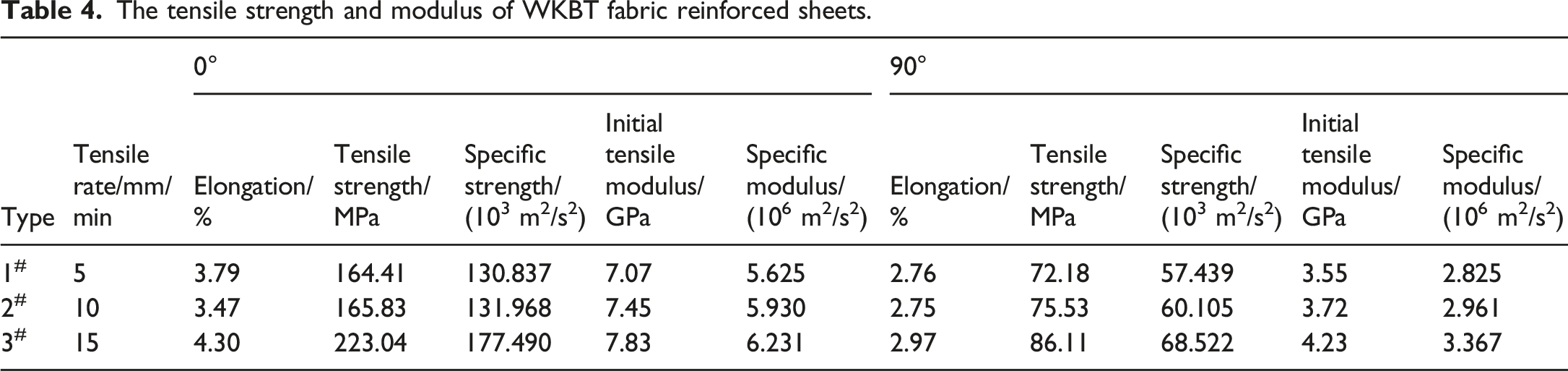
As shown in Figure 5(a) and (b), the slope of the curves is large in the initial phase of the curves, which means that the initial elastic modulus is large. This is because the interfacial bond between the glass fiber and the epoxy resin is strong at the initial stage of tensile test. The glass fibers are not damaged and bear the tensile load evenly. Figure 5(e) and (f) show the elastic modulus of the WKBT fabric reinforced sheets in the 0° and 90° direction. The elastic modulus decreases due to the accumulation of damage and the redistribution of the tensile load during the tensile test.
Failure analyses
The failure modes and failure locations of the specimens are recorded in accordance with ASTM: D 3039/D3039M-17, as shown in Figure 6. The failure modes are depicted with the standard three part codes. The first character depicts the failure type, in which L means lateral. The second character depicts the failure area, in which G means gage. The third character depicts failure location, in which M means middle and B means bottom. Figure 6 shows that the failure mode of specimens is lateral failure mode. The fracture of the specimens is brittle failure without much deformation. The deformation and failure mode of WKBT fabric reinforced sheets under the tensile load. (a) 0°-R5, (b) 0°-R10, (c) 0°-R15, (d) 90°-R5, (e) 90°-R10, (f) 90°-R15.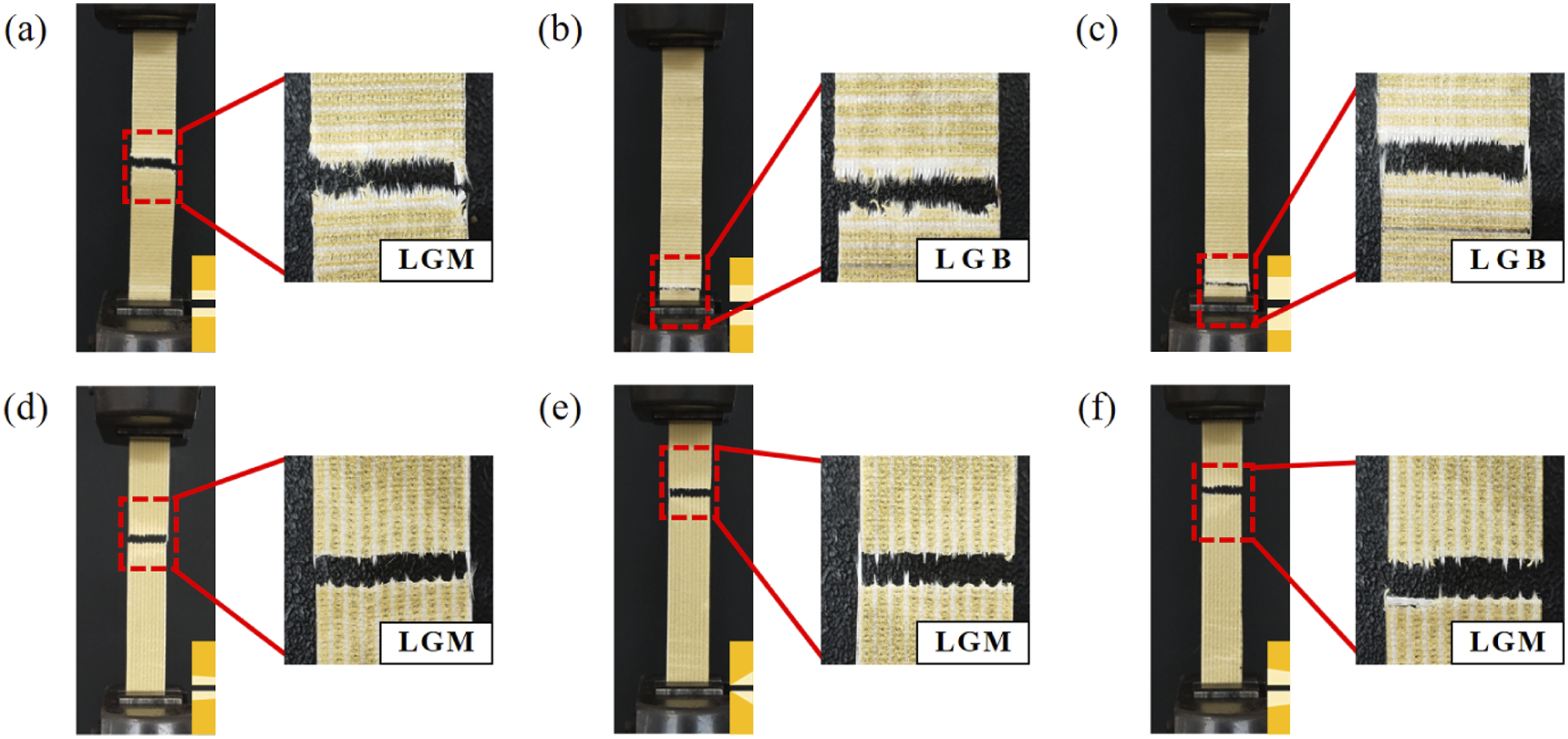
The glass fiber bears the main tensile load and the specimens have a regular fracture, and the fracture traverses the whole width of the specimen. The phenomena of breakage of the glass fiber, extraction of the glass fiber, breakage of the epoxy resin and debonding of the glass fiber and the epoxy resin have occurred. The number and the length of glass fibers pulled out at the fracture area increases with the tensile rate increased. The cracks at the fracture area expand in trapezoidal, triangular and rectangular shapes. The area of crack propagation increases as the tensile rate increases.
Puncture properties
Puncture strength-displacement curves
Figure 7 shows the puncture properties of WKBT fabric reinforced sheets are affected by the circular and flat punches. Two different punches and three different rates are used in this test, namely C-R5, C-R10, C-R15, F-R5, F-R10, F-R15. C-R5 means that the puncture properties of the specimens are affected by the circular punch at the rate of 5 mm/min. As shown in Figure 7(a) and (c), the strength-displacement curves are non-linear and can be divided into two stages. In Figure 7(a), the first stage is a smooth curve, the warp and weft yarns bear the circular puncture load together and break simultaneously. The second stage is a non-smooth curve with small fluctuations caused by continued damage and redistribution of the circular puncture load. In Figure 7(b), compared to the circular puncture strength at the rate of 5 mm/min, the circular puncture strength increased by 1.45% at the first stage at the rate of 10 mm/min while the circular puncture strength decreased by 2.09 % at the second stage at the rate of 15 mm/min. The circular puncture strength decreased by 6.61 % in the second stage at the rate of 10 mm/min and increased by 25.64 % at rate of 15 mm/min. In Figure 7(c), compared tos the flat puncture strength at the rate of 5 mm/min, while the flat puncture strength increased by 4.67 % at the first stage at the rate of 10 mm/min while the flat puncture strength decreased by 0.59 % at the first stage at the rate of 15 mm/min. flat puncture strength increased by 3.06 % at the second stage at the rate of 10 mm/min, while decreased by 5.03 % at the rate of 15 mm/min. Compared to the puncture strength at the rate of 5 mm/min, the circular puncture strength increased by 12.20 % at the first stage and increased by 34.35% at the second stage. This is because the circular punch has a larger contact surface and contacts more yarn during the puncture test than the flat punch. It is surmised that the shape of the punch has a greater effect on the strength of WKBT fabric reinforced sheets than the rate. The puncture properties of WKBT fabric reinforced sheets are affected by the circular and flat punches. (a) Strength-displacement curves and (b) strength of circular punch specimens, (c) strength-displacement curves and (d) strength of flat punch specimens.
Failure analyses
The deformation and failure morphology of the front and back views of WKBT fabric reinforced sheets under the puncture load are presented in Figure 8. Due to the different shape of the punch, the deformation and failure morphology of the WKBT fabric reinforced sheets are different. The failure of all specimens is brittle failure. As shown in Figures 8 and 9, the warp yarns and weft yarns together bear the multi-directional tensile load at the first stage. The warp yarns break in 90° direction due to the low fiber volume fraction. Then the WKBT fabric reinforced sheets are torn along the 0° direction with the crack shape of “-”. Due to the diameter of the circular punch is lager than that of the flat punch, the failure area of the circular punch specimen is much larger than that of the flat punch specimen. The failure of the circular punch specimens is caused by the tension and tearing, forming a small raised area on the back of the specimens. The failure of the flat punch specimen is caused by the tension-shearing and tearing. The shearing and in-plane tension of the flat punch results in neat edge area of the flat punch specimens. The failure shape of the flat punch specimen is semicircular, which is basically the same as the shape of flat punch. As the puncture rate increases, the area of crack propagation and the length of extracted fibers increase. The front and back views of puncture specimens. (a) C-R5, (b) C-R10, (c) C-R15, (d) F-R5, (e) F-R10, (f) F-R15. The quasi-static axial compression properties of WKBT fabric reinforced tubes. Strength-displacement curves at different heights: (a) 100 mm, (b) 150 mm and (c) 200 mm. (d) Average peak strength of tubes.

Quasi-static axial compression properties
Compression strength-displacement curves
The quasi-static axial compression properties of WKBT fabric reinforced tubes are as shown in Figure 9. Three different heights and three compression rates are used in this test, namely GF-H100-R5, GF-H100-R10, GF-H100-R15, GF-H150-R5, GF-H150-R10, GF-H150-R15, GF-H200-R5, GF-H200-R10 and GF-H200-R15. GF-H100-R5 means the glass fiber reinforced tubes with the height of 100 mm and the compression rate of 5 mm/min.
Energy absorption index of the different WKBT fabric reinforced tubes.

Failure analysis
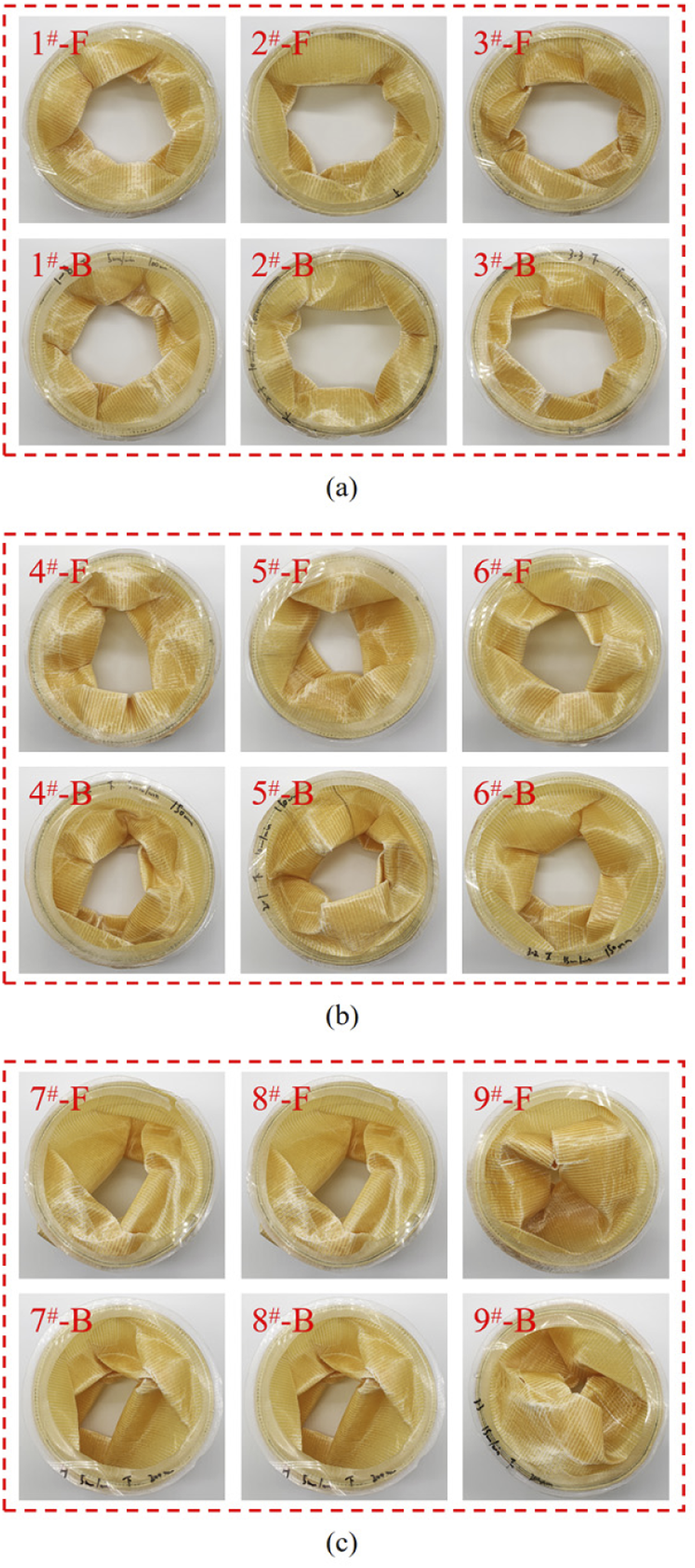
As shown in Figures 10 and 11, the energy absorption mechanism of WKBT fabric reinforced tubes is the progressive folding of the tubes. The damage and failure of the front and back of the tube, including the bending of tubes, fracture and compression of composites. When the height is low, the folding of 3# is accordion progressive folding. As the height increases, the number of folds in the tubes changes from two folds to three folds. At the elastic deformation stage, brittle failure occurs in the WKBT fabric reinforced tubes. The wall of the tube gradually expands outwards under the compression load, forming a triangular area inwards. The tubes reach the peak strength. In the pre-compression stage, the wall of the tube is compressed. The matrix is cracked, the fiber is broken and debonded from the matrix. In the progressive collapse stage, the wall of the tube is continuously compressed under the compression load until the tube is compacted. The deformation and failure of WKBT fabric reinforced tubes at the compression rate of 15 mm/min. (a) 100 mm 3#, (b) 150 mm 6#, (c) 200 mm 9#. Front and back views of failure WKBT fabric reinforced tubes under compression load. (a) 100 mm, (b) 150 mm, (c) 200 mm.
Conclusion
In this study, the mechanical responses of WKBT fabric reinforced sheets and tubes were investigated under three different loads (tensile load, puncture load, compression load) and three different rates (5, 10, 15 mm/min). Based on the experiment investigation, several conclusions can be drawn as follows:
The tensile properties of WKBT fabric reinforced specimens are influenced by the glass fiber volume fraction. The tensile strength and modulus in the 0° direction are higher than in the 90° direction. The fracture of WKBT fabric reinforced specimens is brittle fracture. The failure mode in 0° direction is LGM and LGB, and in 90° direction is LGM. As the tensile rate increases, the tensile strength increases. Compared with the tensile rate of 5 mm/min, the tensile strength and modulus in the 0° direction at tensile rate of 15 mm/min increased by 26.28 % and 9.72 % respectively. Tensile strength and modulus in the 90° direction at tensile rate of 15 mm/min increased by 16.17 % and 16.09 % respectively.
The failure mode of circular punch specimens is tensile-tear and the failure of flat punch specimens is tensile-shear and tear, which is influenced by the shape of the punch and the glass fiber volume in 0° direction and 90° direction. The circular puncture strength and flat puncture strength change in some extent with the puncture rate increases. Compared with the rate of 5 mm/min, the circular puncture strength decreased by 2.09 % in the first stage and increased by 25.64 % in the second stage. The flat punch specimens decreased by 0.59 % in the first stage and decreased by 5.03 % at the second at the rate of 15 mm/min.
The compression strength is affected by the height of the WKBT fabric reinforced tubes. With the height increases, compared with the height of 100 mm, the initial peak strength increased by 28.14 % with the height of 200 mm. The failure mode of the tubes is brittle failure, and the number of folds changes from two folds to three folds with the increase of height. With the increase of the compression rate, compared with the rate of 5 mm/min, the initial peak strength increased by 72.78 % with the rate of 15 mm/min.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by 2022 Jiangsu Province Graduate Research and Practice Innovation Program Project (KYCX22_2353).