
Abstract
An attempt has been made to optimize areal density and number of layers of needle-punched jute nonwoven fabric for the development of a rigid composite with desirable performance properties using Taguchi L9 experimental design. The hand lay-up followed by compression molding protocol was used to prepare composite sheet with jute nonwoven fabric as reinforcement and unsaturated polyester resin as matrix. We evaluated the tensile strength, flexural strength, and volume of reinforcement of the developed composites, and analyzed the data in Minitab 18.0 software to optimize the processing conditions. Results inferred that the areal density of jute fabric reinforcement positively influenced the mechanical properties of the composite sheet, while the number of layers had a negative impact. Statistical analysis revealed that 400 GSM jute nonwoven fabric in three layers could be an optimum condition to develop a rigid composite sheet with the desirable properties of an automobile product.
Introduction
Utilization of plant fibrous reinforcements for a composite product for the replacement of glass fibers is recently increased due to their sustainability. Among different plant fibers, hemp, sisal, jute, flax, and ramie are mainly commonly used to develop rigid composite products with either thermosetting or thermoplastic resin. 1 Lignocellulosic fiber-based reinforcement is mainly used in woven fabrics (plain, twill, and satin), roving, hybrid fabrics, knitted fabrics, braids, commingle yarn, short fibers, and nonwoven fabrics. 2 Many works have been reported on utilization of jute fabric in fabric preform for the development of rigid composites and resulted in 2-48 vol fraction of fibrous reinforcement.3,4 Among them, the nonwoven fabrics have advantages over other preform i.e. absorb resin quickly due to high void content, development of thick parts in a cost-effective way, and design flexibility due to easy compressible nature. Engineering application and research activity in the field of composite nonwovens is therefore expected to grow to a large extent. In addition, nonwoven fabric has fibers in the perpendicular direction, so it can minimize the delamination which exists in woven fabric-based composite and provides environmental stability along all directions.5–7 Additionally, the entanglement or interlocking of fibers during needle punching can make a three-dimension reinforcing structure, and it is mainly suitable for the development of lightweight, cumbersome automobile interiors.8–10 It is reported that needle-punched nonwoven fabric has good tensile strength and a low manufacturing cost than other fabrics. 11 Most nonwoven fabric-based composites have been developed with a thermoplastic matrix.12–16 Works were carried out to study the effect of surface treatment on plant fiber-based nonwoven fabrics on the performance properties of the composite.17–19
It is also reported that utilization of non-woven jute preforms could be an alternative to aligned yarn or woven fabric based preforms, since they involve limited processing steps, low energy consumption and generates less wastes and ultimately the cost of production. So recently, jute non-woven based preforms were utilised for different structural applications. Andre et al. 9 have developed kenaf nonwoven fabric/epoxy composites by using the resin transfer molding method; they inferred that the high tensile, flexural, and fracture properties were attained at 0.42 volume of fiber reinforcement.
Sengupta et al. 20 investigated the effect of needling parameters on jute nonwoven fabric in terms of mechanical properties and concluded that jute nonwoven fabric prepared by 10 mm depth of needle penetration, 250 punches/cm2 punch density, and 700 g/m2 areal density with prior either bleaching treatment or enzyme treatment showed higher mechanical properties than other processing conditions. Zhao et al. 21 revealed needle punched jute nonwoven fabric: and unsaturated polyester resin-based composite attained 37 MPa flexural strength and 0.125 volume of fiber reinforcement. However, the flexural strength of the composite gradually increased to 60 MPa with an increase in the proportion of glass fiber in a composite. Tong et al. developed flexible jute nonwoven based composite. Other than woven fabric preforms, works have been reported that short staple jute fibre based nonwoven fabric with 1890 GSM areal density with prior alkali modification used for the development of composite with 3.2 mm thickness and 31.3% fibrous reinforcement without mentioning the amount of porosity. They inferred that the selected nonwoven jute fabric based thermoset composites showed the low tensile and bending properties due to different mechanical actions performed during preparation of nonwoven. 22 Jute/PP commingled nonwoven fabrics of 400 g/m2 real density with different jute/PP fiber ratio were used for the production flexible composite. 23 Studies also reported that jute nonwoven fabric mainly used for the development of biocomposite with thermoplastic polymer (PP), epoxy resin and biodegradable synthetic polymers , which were not focused on the automobile applications view.24–26
It is reported that the basic requirements of a composite sheet for automotive applications could be 55-65 MPa tensile strength, 80-90 MPa flexural strength, and >0.20 vol of fiber reinforcement. 27 Other than plant fibers, some studies have been carried out to evaluate the physico-mechanical properties and erosion wear behavior of polyester fiber nonwoven fabric-based composites and cotton fiber-based nonwoven mat/wooden dust-reinforced hybrid polymer composites and derive some dynamic mechanical and creep-recovery behavior of polymeric composites28–31 using the Taguchi design of the experiment.
Generally, for the development of composite products from natural fiber, either woven fabric in 2-dimension and 3-dimension with thermosetting resin is preferred due to the achievement of a high volume of fiber reinforcement (more than 25%) or chopping of natural fiber in 4-6 mm mixed with thermoplastic polymer in an extruder to form pellets, followed by making composite products through the injection molding method. The main advantage of the conventional woven fabric-based composite would be achieving a high volume of fibrous reinforcement (35%–50%) and flexural strength (65–100 MPa), and it depends on the number of layers, fibre orientation, areal density of fabric, and fabric direction. However, they prone to delamination during mechanical and thermal stress in three spatial axes due to load accumulation at warp and weft yarns’ interlacement. Studies conducted to find the effect of number of layers and the stacking sequence on the mechanical properties of hybrid biocomposites from hemp/flax: polypropylene and they concluded that each combination has unique properties, and the behaviors were differed from each other. 32
Literature information on utilization of jute nonwoven fabric and a thermosetting resin for the development of a composite sheet with desirable properties for an automobile part is still scanty due to formation of poor fiber-matrix interface and low fiber volume fraction. Our novel concept was to optimize two dependent variables like areal density and number of layers of a jute non-woven fabric by L9 Taguchi array model for the development of a composite sheet with target of >20% fibrous reinforcement, uniform interface, <7% processing void. During development of composite sheet, other processing conditions like amount of resin taken, consolidation time and pressure, drying before coating of polymeric resin, and post-curing treatment were kept constant. The optimized condition has been validated by matching the desirable mechanical properties of an automobile product.
Experimental
Materials
Fibre bond B554 (commercial grade unsaturated polyester resin with 1.25 g/cc specific gravity), methyl ethyl ketone peroxide, and cobalt naphthenate were procured from M/s.A.K.B. Agencies, Kolkata, India, and used without any purification. Jute fiber was procured from the local farmers of Murshidabad, West Bengal, India, and then evaluated for fiber fineness (Tex), bundle strength (g/Tex), color value, root content (%), and defects (%) as per the ICAR-NINFET, Kolkata standard. The grade of the jute reed was found to be TS-4.
Nonwoven preparation
All nonwoven fabrics were prepared from a Dilo nonwoven machine of Oskar Dilo Machinenefadrick KG 6930, Eberbach, Federation Republic of Germany. This Dilo machine consists of a carding machine, a cross-laying machine, and a needling loom. During needling, the carded webs were interlocked in cross direction at the rate of 100 punches strokes per cm2 area, 10 mm pre-needling, and formed nonwoven fabric of 200, 300, and 400 g per square meter (GSM) areal density. All nonwoven fabrics were used for the preparation of composite sheet as per the following Taguchi experimental design.
Properties of nonwoven fabric
The physical properties of the needle punched nonwoven fabrics were evaluated according to the following equations (1) to (3)



Experimental design
Experimental design for optimisation.

Preparation of composite sheet
The composite sheets for the above-mentioned nine experiments were prepared in triplicate by hand lay-up of polymer followed by consolidation of reinforcements in a compression molding machine. Initially, jute nonwoven fabric of dimension 60 cm × 60 cm was dried at 70°C for 2 h and then weighed. The required quantity of unsaturated polyester resin in a 1:4 ratio as reinforcement polymer was taken and thoroughly mixed with cobalt naphthenate (2% over the weight of resin) and methyl ethyl ketone peroxide (2% over the weight of resin) one by one.
The freshly prepared pre-polymer matrix was coated on the nonwoven fabric by brush dabbing-cum-rolling method. The resin-coated fabrics were then superimposed on one another in the machine direction, then placed between polyester sheets, consolidated in a hydraulic press with 5 kg/cm2 line pressure, and kept at 50°C for 60 min. After consolidation, the composite sheets were taken out, trimmed to cut the edges, kept at room temperature for 3 days, followed by cured at 75°C for 4 h, and then conditioned at standard atmospheric conditions for further evaluation3,4 as per our previous reported studies. The overall process sequence for the preparation of composite sheet is given in Figure 1. Flowchart in preparation of composite sheet.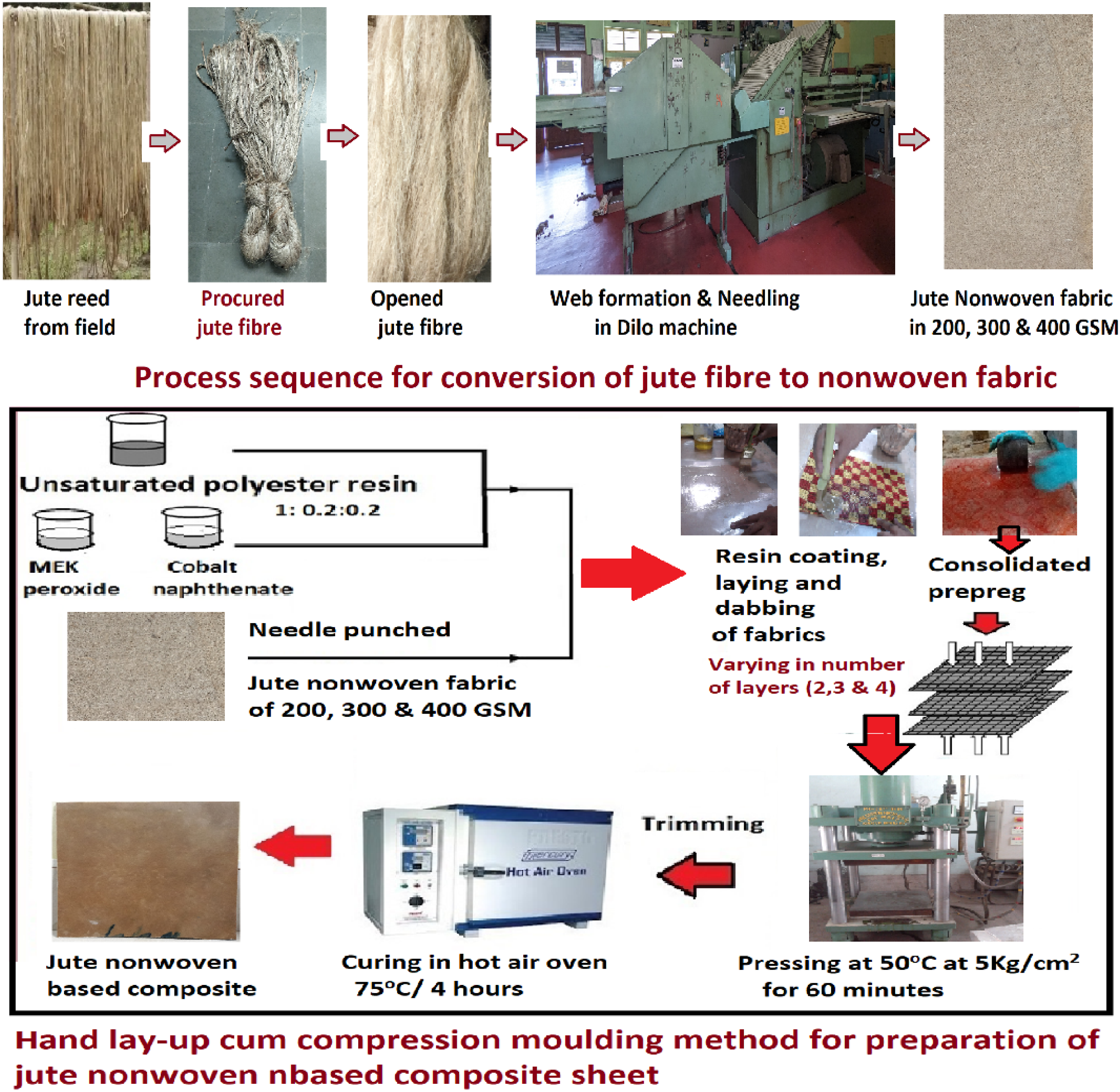
Evaluation of composite’ properties
The tensile strength (MPa), flexural strength (MPa), and percentage of volume of fiber reinforcement (%) of composite samples were evaluated as per standard methods. For each sample, 10 specimens were taken in the cross direction of the composite for testing, and the mean value was taken.
Tensile strength: The tensile strength of composite specimen was evaluated in the Universal testing system of Model 5962 of INSTRON, USA, as per the ASTM standard D683-86 using 50 mm gauge length, 6 mm test width, and 5 mm/min cross-head speed.3,4,10,34
Flexural strength: A three-point loading system in the Universal testing system of Model 5962 of INSTRON, USA, was used to evaluate the flexural strength of composite specimen as per ASTM standard (D790-81) with a cross-head speed of 1.7 mm/min.10,34
Volume of fiber reinforcement: The volume of fiber reinforcement was calculated as per the following.
Scanning electron microscopical view: The morphology of the interface of three composite samples was examined in the scanning electron microscopy of Model FEI Quanta 200F with Oxford-EDS system IE 250 X Max 80 at 500X magnifications.
Density (gm/cm3): The actual density (g/cc) of the composite was calculated as per the Archimedes principle by dividing the weight of the composite (gram) by the volume of the composite (length X width X thickness in millimeters).
Optimization
It is well known that the development of composite sheet by the hand lay-up cum compression molding protocol is highly manual, skilled work, and to reduce the cost and time on development with a focus on high-quality processes, this Taguchi experimental design has been selected. We have selected the L9 orthogonal array experiment with equal weightage to the number of layers and areal density as factors with nine number of runs.
For optimization, the factors (areal density and number of layers in three levels) and the response data (tensile strength, flexural strength, and percentage volume of fiber reinforcement) were analyzed in Minitab 18.0 software under Taguchi Experimental Design in the following sequence : Variable identification→ Design → Experiments → Data analysis→ Optimum level determination→ Validation. For each factor, Sound to Noise (S/N) ratio was evaluated according to the condition “Larger is better” as per the following equation (5).
4

Results and discussion
Needle-punched jute nonwoven fabric of three different thickness levels was used for the preparation of composite sheets in three different layers, and their properties were evaluated and analyzed in Minitab 18.0 software for optimization to develop a suitable automobile product.
Properties of the nonwoven fabric
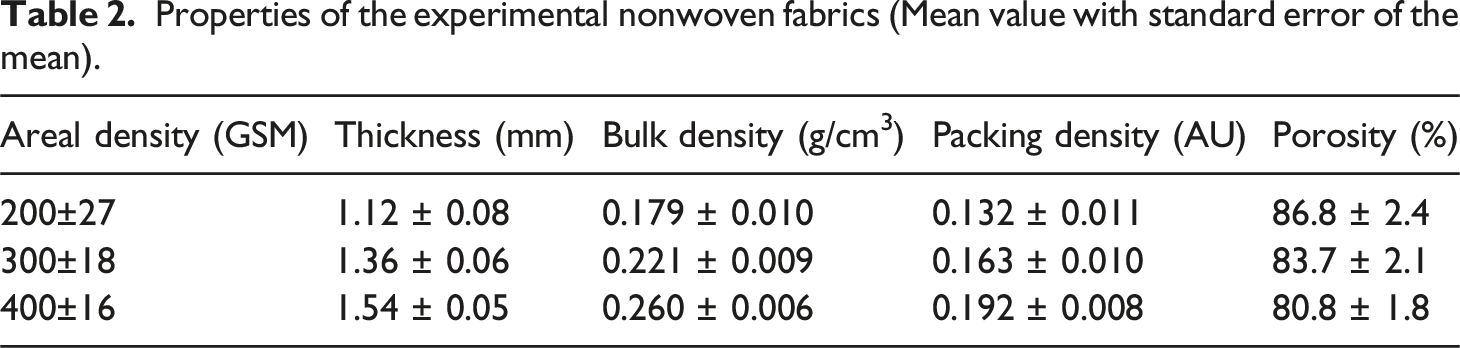
Properties of the experimental nonwoven fabrics (Mean value with standard error of the mean).
Properties of composites
It is reported that the bulk density increased with increasing areal density and ultimately reduced the porosity of the nonwoven fabric due to the occupation of free spaces by intermingled fibers. Generally, the porosity of a nonwoven fabric is higher (>81%) than woven fabrics (65%–80%); however, it improved the flow and diffusion of viscous resin during dabbing and pre-pressing processes. The diffusion of resin took place by wetting the fibrous assembly and simultaneously replacing the entrapped either partially or fully, and it enhanced the consumption of resin in comparison with fabric-based composites.37,38
Tensile strength of composites
The tensile strength of a composite mainly depends on the strength, volume, and orientation of the fibrous reinforcement, as well as the effective contact and bonding between the polymeric matrix and the fiber reinforcement across the interface. 35 Elbadry et al., developed jute nonwoven fabric cum polyester resin-based composite by varying the jute fibrous reinforcement from 11 to 46 % with fixed composite thickness and achieved 59.2 MPa Tensile strength, 7.5 GPa Tensile modulus, 80.1 MPa flexural strength and 6.8 GPa flexural modulus. The limitation of this study is high amount of fibrous reinforcement led to more fibre-fibre interlocking rather than fibre-polymer interaction. Our hypothetical approach was to develop composite sheet with high fibre-polymer interlocking and we also succeed to achieve good results. 39
Factors, responses and S/N ratios of the experiment.
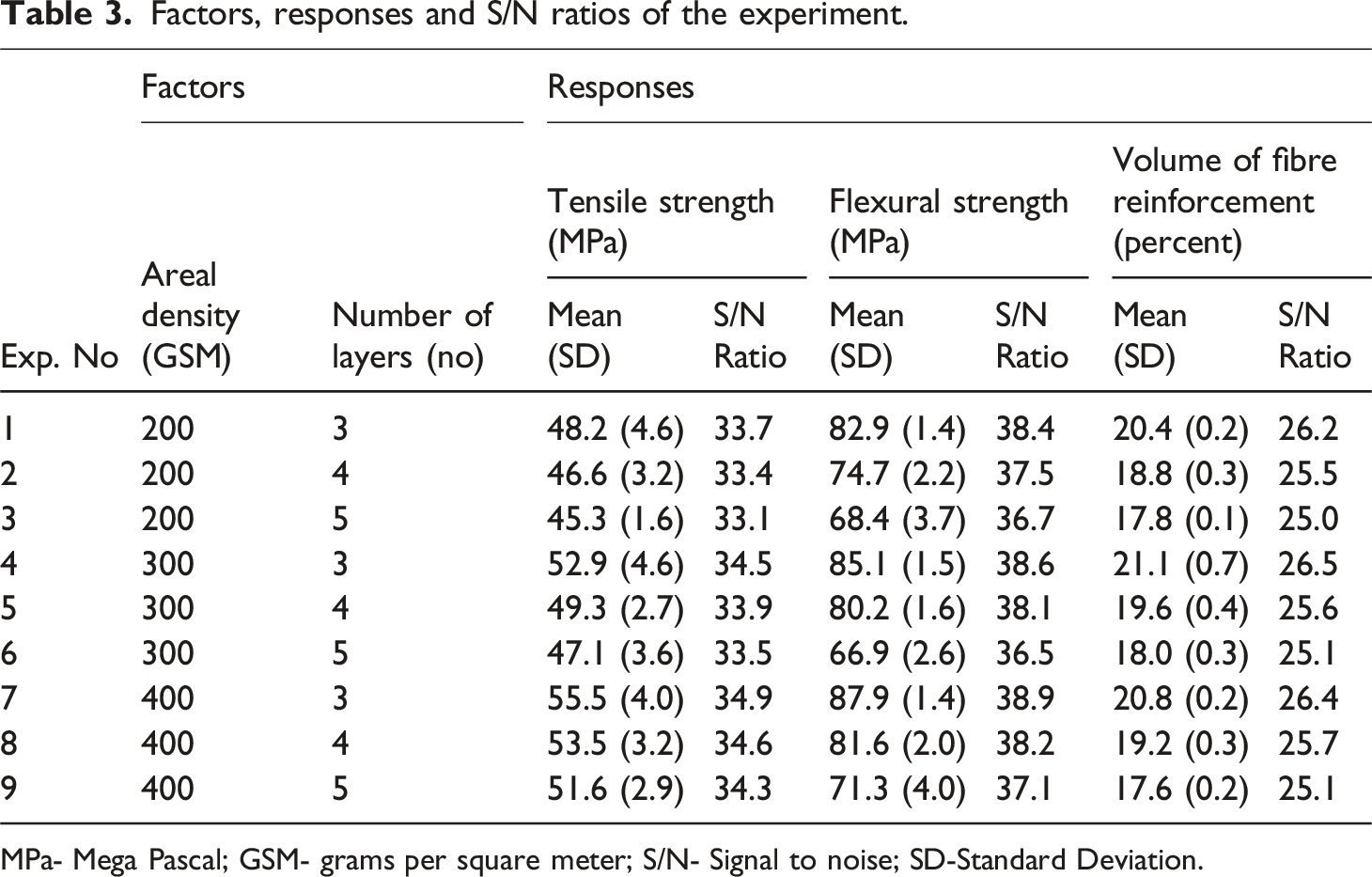
MPa- Mega Pascal; GSM- grams per square meter; S/N- Signal to noise; SD-Standard Deviation.

Effect of areal density (A) and number of layers (B) on S/N ratios of tensile strength (a), flexural strength (b), and volume of fibre reinforcement (c) of composites ; on mean value of tensile strength (d), flexural strength (e), and volume of fibre reinforcement (f) of composites.
It is noted that the number of layers reduced the tensile strength of the composite, due to a reduction in the physical contact points between polymeric resin and fiber reinforcement for effective stress transfer, i.e., the matrix portion tolerated more load than the reinforcement-matrix interface.
41
The fracture morphology of the tensile strength tested samples is given in Figure 3, and it revealed information about the reinforcing effect of the jute fibers. The fractures are macroscopically fragile with a flat fracture surface, which indicates that the fracture is mainly matrix-controlled since the amount of fiber reinforcement is <20%. However, little pull-out of the fibers was observed in the composite samples made from 400 GSM nonwoven fabric.
42
Fracture morphology of tensile strength tested composite samples.
Flexural strength of composites
Flexural strength of a composite is a resistance against the combination of compressive, tensile, and shearing actions during loading at a constant rate of tension by the three-point bending method. Automobile products are susceptible to sudden impact and influence a catastrophic failure, and so they need desirable flexural strength. 40 Table 3 and Figure 2(b) revealed that the areal density of nonwoven fabric gradually improved the flexural strength of the composite, while the number of layers decreased the stiffness. It is reported that the flexural strength of a composite is influenced by the interfacial area of contact between the fiber reinforcement and polymer matrix.
Biocomposite from Jute fabric with four layering and polyester resin showed 50 MPa flexural strength and 2.5 GPa Flexural modulus with 3.1% void percentage [Mohammad Hamdan et al. 2019]. In another study, jute nonwoven fabric : poly-l-lactic acid based green composite showed 55 MPa tensile strength, 6 GPa Tensile modulus , 67 MPa Flexural strength and 2.8 GPa Flexural Modulus, however they inferred that this green composite showed poor thermal resistance and environmental stability. 43 The areal density of a nonwoven fabric influenced the contact points between the fiber and the matrix, and it ultimately improved the fiber-polymer interfacial strength. However, an increase in the number of layers led to insufficient diffusion as well as decreased contact points between fiber reinforcement and resin, resulting in the formation of structural and processing porosity between fabric layers.43,44 The improper coverage of resin in between the fiber layer, weak interface, and structural porosity synergistically responsible for the initiation of cracks during initial loading led to a reduction in the flexural strength of composite.4,45
The fracture morphology of tested samples was observed through scanning electron microscopy to identify the types of fracture in the reinforcement-matrix interface and the respective photographs given in Figure 4. All SEM images inferred that the amount of fiber reinforcement increased with an increase in the areal density of the nonwoven fabric. It showed the presence of resin-correlated porosity, which increased with an increase in the volume of fibrous reinforcement. Fibre rupture and fiber pull-out were seen at the interface due to a difference in the orientation of the fiber reinforcement towards the load direction as per reported studies.46–48 Fracture morphology of composite’ interface.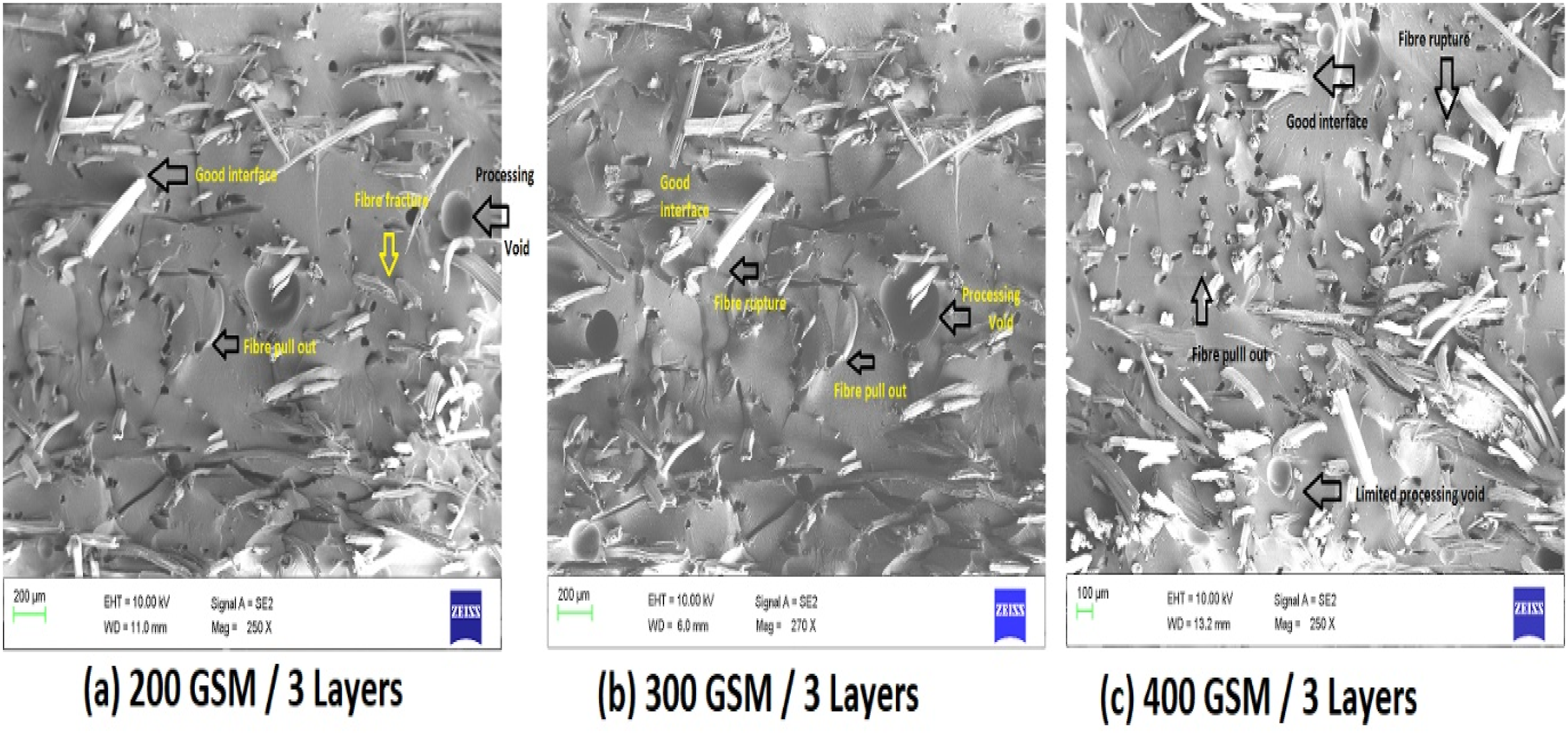
Volume of reinforcement of composites
A quality natural fiber-based composite should have high mechanical properties, a high volume of fiber reinforcement, and a good interface. 49 It is reported that the percentage of maximum obtainable volume fraction for a randomly oriented natural fiber-based composite (Vfmax) would be in between 0.20 and 0.40. The low amount volume of reinforcement in a composite may be due to the less compactness of fiber reinforcement, less organized packing, and the three-dimensional occupation of porosity. 50 However, at high fibrous reinforcements (>0.40), the mechanical properties of the respective composite would be deteriorated with or without an increase in porosity.
It is also reported that the volume of the fibrous reinforcement from the composite sheet could be controlled and influenced by uniform coverage of the polymeric matrix during manual coating; free flow of the polymeric matrix from the middle portion to the edge of the reinforcement during compression; formation of void in between the matrix layers (processing void) and in between reinforcement layers due to poor interface formation and less mechanical contact between reinforcement and polymeric matrix. 51 From the results, it is also revealed that increased in the areal density (from 200 to 400 GSM) of nonwoven fabric and number of layers (from 3 to 5) could decrease the volume of reinforcement due to formation of high volume of voids in the matrix (processing void) and in between reinforcements. This also led to formation of poor interface.
SEM images also confirmed the fracture morphology of the composite’s interface. It is also suggested that the volume of fiber reinforcement could be increased by increase the consolidation pressure during compression molding and it might reduce the amount of resin matrix and processing void.
Table 3 and Figure 3(c) inferred that the areal density of the nonwoven fabrics gradually increased the volume of the fiber reinforcement of the composite up to 300 GSM, and after 300 GSM, it was decreased; however, the number of layers had a negative influence on the volume of the composite. At a low number of layering, the diffusion of resin might be sufficient to fill the inter- and intra-pores and voids between the fibers, reducing the formation of processing porosity. At a high number of layers, the formation of processing porosity of resin increased in between the fabric layers, leading to a reduction in the fiber reinforcement of the composite. 52 At >300 GSM, high entanglements present in the nonwoven fabric prevented the uniform wetting of fibers by resin, resulted in poor interface, increased the void content with reduction in the volume of the fiber reinforcement, and finally decreased the flexural strength of the composite.
Response table
Response table for signal to noise (S/N) ratios.

a- High is the best.
ANOVA analysis
ANOVA analysis of S/N values.

a- Significant.
b- Highly significant.
c- Not significant.
Results inferred that the areal density of the nonwoven fabric influenced the tensile property, while the number of layers of the nonwoven fabric influenced the volume of fiber reinforcement and the flexural strength of the composite. The composite was prepared by a skilled person in a standardized procedure so that there was no contribution from unknown factors like manual error. ANOVA analysis highlighted that the main effects are highly significant due to small p-values, while their interaction is not significant (0.500).
Interaction between variables
To study the interaction between areal density (A) and number of layers (B) of the nonwoven fabric, an interaction matrix was made by considering A1B1, A1B2, A1B3, A2B1, A2B2, A2B3, A3B1, A3B2, and A3B3 combinations and computed in Minitab 18.0 software under Taguchi design. Results were presented in Figure 5 with prediction on the interaction of parameters on tensile strength, flexural strength, and volume of fiber reinforcement in composites.
55
ANOVA analysis inferred that there was no significant interaction between these two variables. Each factor played independently on the performance of the composite, i.e., areal density for tensile strength, the number of layers for flexural strength, and the volume of fiber reinforcement in the composite. Interaction between areal density (A) and number of layers (B) on tensile strength (a), flexural strength (b), and volume of fibre reinforcement (c) of composites.
Verification of the design
After analysis, it was found that the optimum condition is A3B1, and a confirmation experiment was carried out to verify the design of the experiment. The predicted S/N ratios for each response at the optimum condition were calculated as per the following equation:
Results of verification experiment S/N (dB).

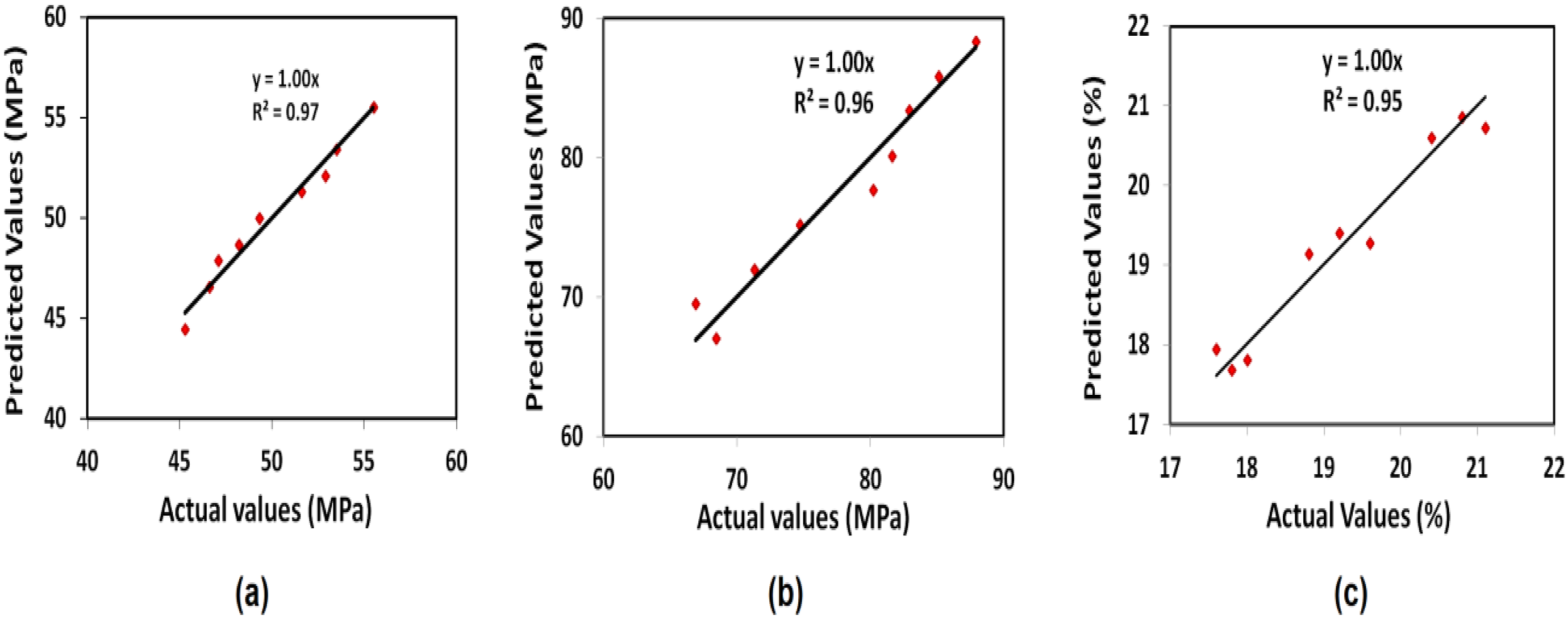
Interaction between actual values versus predicted values of tensile strength (a), flexural strength (b), and volume of fibre reinforcement (c) of composites.
Polyester is a hydrophobic polymeric resin with a benzene moiety, >C = C< groups, and free carboxyl and hydroxyl groups. During polymerization, free carboxyl and hydroxyl groups of the polyester resin made a strong chemical bond with hydroxyl and carboxyl groups of cellulose and lignin polymers of jute, respectively. The benzene moiety of the long polymerized polyester resin also formed the van der Waals’ attraction with the lignin moiety of the jute fibrous polymer. The uniform coating of polymeric matrix could enhance the contact points between fibrous reinforcement and ultimately improve the physical interaction. The physical and chemical interactions are mainly responsible for the formation of a good interface between jute fibrous reinforcement and polyester matrix, reduction in the void formation, and so ultimately increased the load-bearing efficiency of the composite.3,4,56
Response optimiser
In Minitab 18.0 software, a response optimizer can identify a proper combination of factors for an optimized condition from a single response or a set of responses. It can assess the priority of each individual factor in each response. The desirability values of each factor can combine to form a composite desirability and be used to determine the desirability of the multi-response system. 43
Data of response optimiser.


Response optimiser.
Validation of optimisation condition.

However, the reduction in the experimental value in comparison with the predicted value was due to the selection of 3 layers instead of 3.05 layers. It is affirmed that a composite sheet from 400 GSM areal density and 3 layers of jute nonwoven fabric could match the desirable properties of an automobile product.
Conclusion
Development of a jute fibrous reinforcement-based composite sheet for automobile products is still a challenging task. There are so many studies reported by using jute as a woven fabric, nonwoven fabric, hybrid preform for the development of biocomposite but did not match the desirable properties of an automobile product with high tensile and flexural properties. So, needle-punched jute nonwoven fabric was selected as reinforcement for the development of a composite sheet by varying areal density and number of layers. Nine biocomposite sheets were developed as per conventional hand lay-up cum compression molding protocol in L9 Taguchi design. A suitable condition was optimized using Minitab 18.0 software by analyzing the tensile strength, flexural strength, and volume of fiber reinforcement of the composite sheet. Results revealed that at an optimized condition, the respective composite had a better interface due to a higher amount of physical and chemical interaction between fibrous reinforcement and polymeric resin than other composite sheets. It also showed a reduction in the flaws and crack initiation regions during tensile and flexural loading and so ultimately had high mechanical property. ANOVA analysis confirmed that both factors positively influenced the mechanical properties of composites, and their interaction did not show any significant role. There was a good agreement between the predicted and actual values of the experiment.
As per response optimizer analysis, to meet the desirable properties of the composite product, i.e., 20.8% volume of fiber reinforcement, 87.9 MPa flexural strength, and 55.4 MPa tensile strength, the 400 GSM needle punched jute nonwoven fabric in 3 layers was identified as an optimum fibrous reinforcement with >0.99 individual as well as composite desirability (0.9945). It is concluded that needle-punched jute nonwoven fabric and unsaturated polyester resin-based composite sheet could be used to develop an automobile product for the replacement of glass fiber-based composite.
We have investigated that a jute nonwoven fabric can be utilized for development of biocomposite; however further volume of fibrous reinforcement can be enhanced in the biocomposite by prior suitable surface modification with reduction in the processing void. A suitable thermal and ageing stability studies can be required to suggest the durability of the automobile product.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the ICAR-National Institute of Natural Fibre Engineering and Technology (NIRJAFT-CBP-17).