
Abstract
In recent years, Fabric-Reinforced Cementitious Mortar (FRCM) has gained widespread application for strengthening reinforced concrete and masonry structures. This research investigated the influence of microfibre parameters on the tensile characteristics of FRCM, focusing on the fibre type, length, and volume fraction. Three distinct types of microfibres were scrutinized: amorphous metallic (AM) fibres, polyvinyl alcohol (PVA) fibres, and nylon fibres. FRCM coupons were designed and fabricated based on the AC434 standard. A tensile experimental program, following RILEM TC232-TDT, revealed the pronounced advantage of employing AM fibres in the pre-cracking stage by significantly improving the crack stress up to 226% and pre-cracking stiffness of FRCM. Conversely, synthetic fibres such as nylon and PVA were beneficial in the post-cracking stage by enhancing cracked stiffness, peak stress, and tensile toughness. Additionally, it was found that using fibres with shorter lengths improved the tensile behavior of FRCM composites in the post-cracking stage due to better random distribution in the cement-based matrix. Finally, an artificial neural network (ANN) model was proposed to predict the tensile parameters of the FRCM composites incorporating microfibres.
Keywords
Introduction
Fabric-Reinforced Cementitious Mortar (FRCM) has garnered significant attention in recent years in civil and structural fields, owing to its numerous advantageous characteristics when compared to Fibre-Reinforced Polymer (FRP). FRCM stands out as a promising composite material for the structural strengthening of reinforced concrete (RC) components 1 and masonry walls, 2 as well as for fabricating slender, lightweight, modular, and free-form structures. 3 The tensile behavior is one of the fundamental mechanical performances of FRCM that has received increased focus. Previous studies indicated that the tensile characteristics of FRCM were governed by the interfacial bonding properties between the cementitious matrix and textile.4–6 Thus, polymer-based coatings, such as epoxy resin, have been widely employed to improve the matrix-to-textile interfacial bond or to shape the textile grids by filling the spaces between the filaments in a yarn.7–10 However, certain unfavorable characteristics of polymer-based fillers, such as the high cost of epoxy resin, the potential for delamination of the matrix under high tension, 11 or sensitivity to elevated temperatures,12–14 might pose challenges in the practical use of such composite materials.
Until now, several studies have utilized dispersed short-length fibres to modify the cementitious matrix as an alternative approach to improve the performance of FRCM.15–20 Barhum and Mechtcherine 15 explored the influence of incorporating short, dispersed AR glass and carbon fibres into the matrix on the uniaxial tensile behavior of FRCM. Their study reported that short fibres could improve the bond between multifilament yarns and the surrounding matrix through a new cross-link mechanism, resulting in a pronounced enhancement of first-crack stress and tensile strength. Additionally, multiple cracking could be developed, facilitated by stress transfer mechanisms over the macro-cracks. In a study by Khalili et al., 16 natural hemp fibres were employed to enhance the tensile properties of polymer matrix composites. These fibres were incorporated into the epoxy matrix in both unidirectional and hybrid tissue configurations. The outcomes indicated substantial advantages when fibres were in the form of woven tissue, as opposed to their implementation as laminates. Furthermore, an analytical model was developed to predict the elastic modulus of composites reinforced with such tissue configurations. Mirzamohammadi 17 focused on evaluating the coupling effect resulting from diverse stacking sequences of basalt and jute fibres, along with varying weight fractions of carbon nanotubes (CNTs), on the mechanical attributes of fibre metal laminates (FMLs). This assessment was conducted under conditions of tensile and impact testing. The outcomes revealed that the FML attained its highest performance during the mechanical tests, particularly when jute layers were interposed between the basalt fibres. Zhou et al. 18 used micro steel fibres and prestressing textiles to improve the tensile behavior of carbon FRCM. This research reported that combining 1% volume fraction of micro steel fibres and prestressing at 15% of the ultimate tensile strength of the textiles could appreciably improve textile-matrix bond strength, beneficial for finer cracks with smaller spacing and crack widths. Deng et al. 19 also indicated that carbon FRCM composites incorporating micro polyvinyl alcohol (PVA) fibres with volume fractions up to 2% could significantly improve the bond properties between carbon textile and the surrounding matrix, as well as its tensile strength and strain. In general, the addition of dispersed microfibres enhanced the tensile behavior of FRCM thanks to additional stress transfer mechanisms over the cracks and the new cross-link mechanism. Similarities were also observed in the study of Dong et al., 20 where the tensile capacity of alkali-resistant (AR) glass FRCM was significantly improved by adding the PVA fibres. Additionally, specimens added with micro PVA fibres exhibited multiple crack patterns with finer cracks without spalling the outside matrix. Afterward, such novel composite materials were applied for the flexural strengthening of RC slabs, 21 pointing out a significant efficiency by improving the cracking capacity of RC slabs by 90∼105%. Furthermore, the flexural capacity of the slabs increased with the increase of fabric reinforcing ratios. In a recent unique study, Ferrara et al. 22 utilized Digital Image Correlation (DIC) analysis to investigate the tensile behavior of Flax FRCM composites modified with natural short curauá fibres obtained from the leaves of the Ananás erectipholius plant with a content of 1% in weight of the fresh mortar matrix. The test results showed that adding curauá fibres resulted in a denser crack pattern in tension and a significant decrease in the mean crack width.
Despite significant previous research effort, investigations into the effects of discrete microfibres on FRCM composites have been limited to specific fibre types (e.g., AR glass, carbon, PVA, or steel fibres). Additionally, the effects of the main characteristics of the fibres, such as fibre types, fibre lengths and fibre aspect ratios, on the tensile performance of FRCM have not been clearly quantified to date.
To address these knowledge gaps, the present study aims to explore the feasible applicability and influencing parameters of microfibres (specifically, fibre types, lengths, and volume fractions) on the tensile characteristics of FRCM composites. Three types of microfibres, namely AM fibres, PVA fibres, and nylon fibres, were employed to modify the cementitious matrix, with varying fibre lengths and volume fractions in the range of (0.5–1.5) %. FRCM coupons were tested under uniaxial tension based on RILEM TC 232-TDT. 23 The tensile characteristics of FRCM were subsequently investigated in terms of various parameters, such as crack characteristics, crack stress, peak stress, corresponding strain, effective factor, and toughness. Finally, based on the dataset obtained from the test results, we proposed an artificial neural networks-based modeling approach was proposed to predict the tensile parameters of FRCM incorporating microfibres with different characteristics.
Materials properties
Characteristics of textile fabrics
This study employed a dry-type carbon fabric for FRCM composite. The characteristics of the carbon fabric, as provided by the manufacturer, are presented in Figure 1 and Table 1. The net spacings between weft and warp yarns were 12 and 9 mm, respectively. Each carbon yarn in the warp and weft directions consists of 24 k filaments and 12 k filaments, respectively. The diameter of the filament is 7 µm. To determine the actual tensile strength of the bare fabric, a series of uniaxial tensile tests were conducted on a set of five fabric specimens containing the four-yarn configuration in the warp direction, as employed in the composite specimens. The derived mean values of the actual tensile strength and rupture strain of the fabric from uniaxial tensile test results were found to be 2006 MPa (Stdev = 0.21) and 1.89% (Stdev = 0.106), respectively. The tensile strength was calculated by the ratio between the maximum tensile load and the cross-sectional area of four yarns in the warp direction. Morphology of carbon fabric. Properties of carbon fabric.

Characteristics of microfibres
Figure 2 depicts the geometry of the microfibres, and Table 2 lists the primary mechanical properties of the fibres. As illustrated in Figure 2(a), AM fibres are featured by ribbon shape and rough surface. According to,
24
AM fibres demonstrated more favorable performance in enhancing the tensile properties of cementitious matrix when compared to steel fibres characterized by a straight type and smooth surface with a low aspect ratio. Nylon and PVA fibres are kinds of synthetic polymers commonly used for concrete structures with capabilities of crack width control and increase of tensile ductility. PVA fibre is the most common type used for tensile strain-hardening cementitious materials.
25
Compared with PVA fibres (Figure 2(b)), nylon fibres (Figure 2(c)) have less tensile strength and elongation but are more low-cost. Additionally, they can be produced from potentially recycled products, which have abundant sources to meet the infrastructure demands. The utilization of synthetic polymer fibres such as nylon and PVA is expected to ameliorate the interfacial bonding between the cementitious matrix and the fabric.
19
Two fibre lengths (5 mm and 10 mm) of AM fibres and two fibre lengths (6 mm and 12 mm) of PVA and nylon fibres were employed in this study. Three fibre volume fractions (V
f
) of 0.5%, 1.0%, and 1.5% for each fibre type were investigated. Morphology of microfibres. (a) Amorphous mrtalic fibers. (b) Polyvinyl alcohol fibers. (c) Nylon fibers. Properties of microfibres.

Characteristics of mortar matrix
Mix proportion of the cement-based matrix.

aWater-to-cement ratio.
bCement-to-sand ratio.

Grain size distribution of fine aggregates used for the cement-based matrix.
For each casting batch, the properties (e.g., tensile/compressive strength) of both the fresh and hardened mortar were measured. The workability of the fresh mortar was determined in accordance with ASTM C230.
27
Due to the inclusion of dispersed fibres, the super-plasticizer was gradually added with a dosage of cement content ranging from 0.4 to 1% during mixing to achieve sufficient flowability of the mortar mixtures. The compressive strength (f
cm
) of the matrix was measured on the 28th day in accordance with ASTM C109/C109 M.
28
Figure 4 presents the effect of different fibre types on the compressive strength of the cementitious matrix according to volume fractions. Results of compressive strength of mortar matrices.
Experimental layout
Test parameters
Summary of test specimens and test parameters.

Test specimens and experimental setup
The geometrical properties of the test samples are shown in Figure 5. The tensile rectangular coupons were designed under AC434
29
with dimensions of 60 × 400 × 15 mm (width × length × thickness). In this study, FRCM coupons were made from a single layer of carbon fabric with four longitudinal yarns, resulting in a reinforcing ratio of 0.41%.11,19,30 The fabric layer was located in the middle part of the specimen, with a thickness of approximately 7.5 mm. Geometric details of test specimens.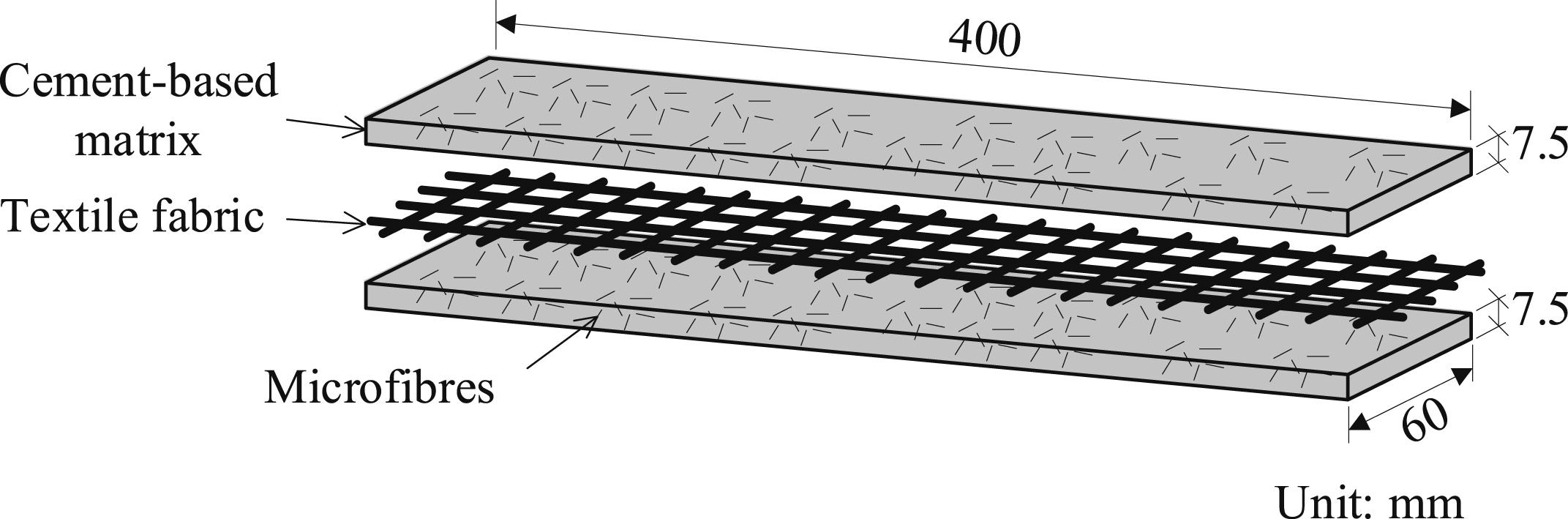
Figure 6 shows the clamped test setup of FRCM coupons based on RILEM TC 232-TDT.
23
Two clamping regions were reinforced by carbon fibre-reinforced polymer (CFRP) plates to prevent the local damage induced by clamping pressure. Two ends of the specimens were clamped between stiff steel plates and fastened by bolts. The gauge and clamping region lengths were 150 mm and 115 mm, respectively. Two steel hinges were designed at both ends of the steel plates to minimize the effect of out-of-plane flexural moments during the test procedure.
31
The displacement control method generated the uniaxial tensile loading through a universal testing machine (UTM). The strain rate employed in this test was based on RILEM TC 232-TDT,
23
with a velocity of 0.3 mm/min. Additionally, the uniaxial displacement of the specimens was measured using two high-sensitivity linear variable differential transformers (LVDTs). The tensile strain was calculated by the ratio between the displacement and the gauge length. During the tensile tests, visual inspection was employed to monitor the crack development. Test setup based on RILEM TC 232-TDT.
Experimental results and discussion
Results of compressive strength of mortar matrices
From Figure 4, overall, the mortar matrices incorporating the longer length of AM and nylon fibres exhibit better compressive strength than the matrices with the shorter ones. In comparison, the compressive strength of the mortar matrices incorporating PVA fibres was found to be almost the same for both fibre lengths. In general, the fluctuation of the compressive strength according to fibre volume fraction has shown a significant decrease, especially in the circumstance of using nylon and PVA fibres with a high-volume fraction of about 1.5%. For example, compared to the plain mortar, the compressive strength was found to decrease by up to 30% and 15% for the case of using 6 mm nylon fibres and 6 mm PVA fibres, respectively. This can be attributed to the increasing porosity that comes from the reduction in fibre dispersion and workability when adopting a high fibre dosage, similar to the previous finding of Huang et al. 32
Cracking characteristics of test specimens
Figure 7 shows the cracking characteristics of the FRCM coupons. Apart from specimens F-PVA-6/0.5 and F-AM-5/1.5, where the critical crack was observed in the vicinity of the clamping area owing to a biaxial stress state caused by the combination of clamping force and the applied tensile force, a majority of the remaining specimens demonstrated tensile failure occurring within the designated gauge length along with the slippage of the fabric within the matrix. It is noteworthy that specimens F-AM-5/1.5, F-PVA-6/1.5, and F-NY-6/1.5, characterized by a high microfibre content, exhibited complete filament rupture upon reaching their ultimate failure state. Crack characteristics of FRCM coupons. (a) F-CO. (b) F-PVA-6/1.5. (c) F-PVA-6/1.5. (d) F-NY-6/1.5. (e) F-NY-6/1.5. (f) F-AM-5/0.5. (g) F-AM-5/1.5. (h) F-PVA-12/0.5. (i) F-PVA-12/0.5. (j) F-NY-12/1.5. (k) F-NY-12/1.5. (l) F-AM-10/0.5. (m) F-AM-10/0.5.
Figure 7(a) indicated that the crack pattern of the control specimen F-CO without microfibres was characterized by a limited number of tensile cracks perpendicular to the tensile direction; meanwhile, specimens modified with microfibres exhibited multiple-cracking behaviors. For the cases of specimens added with microfibres having 5 or 6 mm lengths, Figure 7(b)–(g) demonstrated that when the fibre volume fraction increased from 0.5% to 1.5%, the crack number increased, and crack spacing decreased consistently for all fibre types. This phenomenon can be explained in the study by Barhum et al., 2012. 15 It is due to the bridging mechanism of the fibres to transfer additional tensile stress across the macrocracks. It is worth mentioning that the crack number observed for the cases of specimens modified with AM fibres (Figure 7(g)) is less than that of specimens modified with nylon and PVA fibres with the same fibre content (Figure 7(c) and (e)).
For the cases of using microfibres with 10- or 12-mm lengths (Figure 7(h)–(m)), a similar tendency was observed, with the increase in the crack number being proportional to the increase in fibre content. Compared with specimens modified with 5- or 6-mm fibre lengths, the crack density of FRCM coupons modified with longer fibre lengths (10 or 12-mm) is lesser (e.g., Figure 7(c) versus Figure 7(i) for the case of PVA fibres, and Figure 7(e) versus Figure 7(k) for the case of nylon fibres). This phenomenon can be explained by the better distribution of fibres with lengths of 5 or 6 mm compared to those with lengths of 10 or 12 mm. As a result, it improves the bond quality between the fabric and the surrounding matrix, triggering more uniform stress distribution and crack density. 15
Moreover, the observed crack surfaces of FRCM coupons in the cracked stage are shown in Figure 8. At the stage when the tensile load approaches the peak load, specimens incorporating PVA and nylon fibres were featured by the pull-out of the fibres owing to their high elongation. In contrast, specimens incorporating AM fibres were characterized by the fracture of the fibres at the crack surfaces because of their rough surface and large contact surface area. Crack surfaces of FRCM coupons.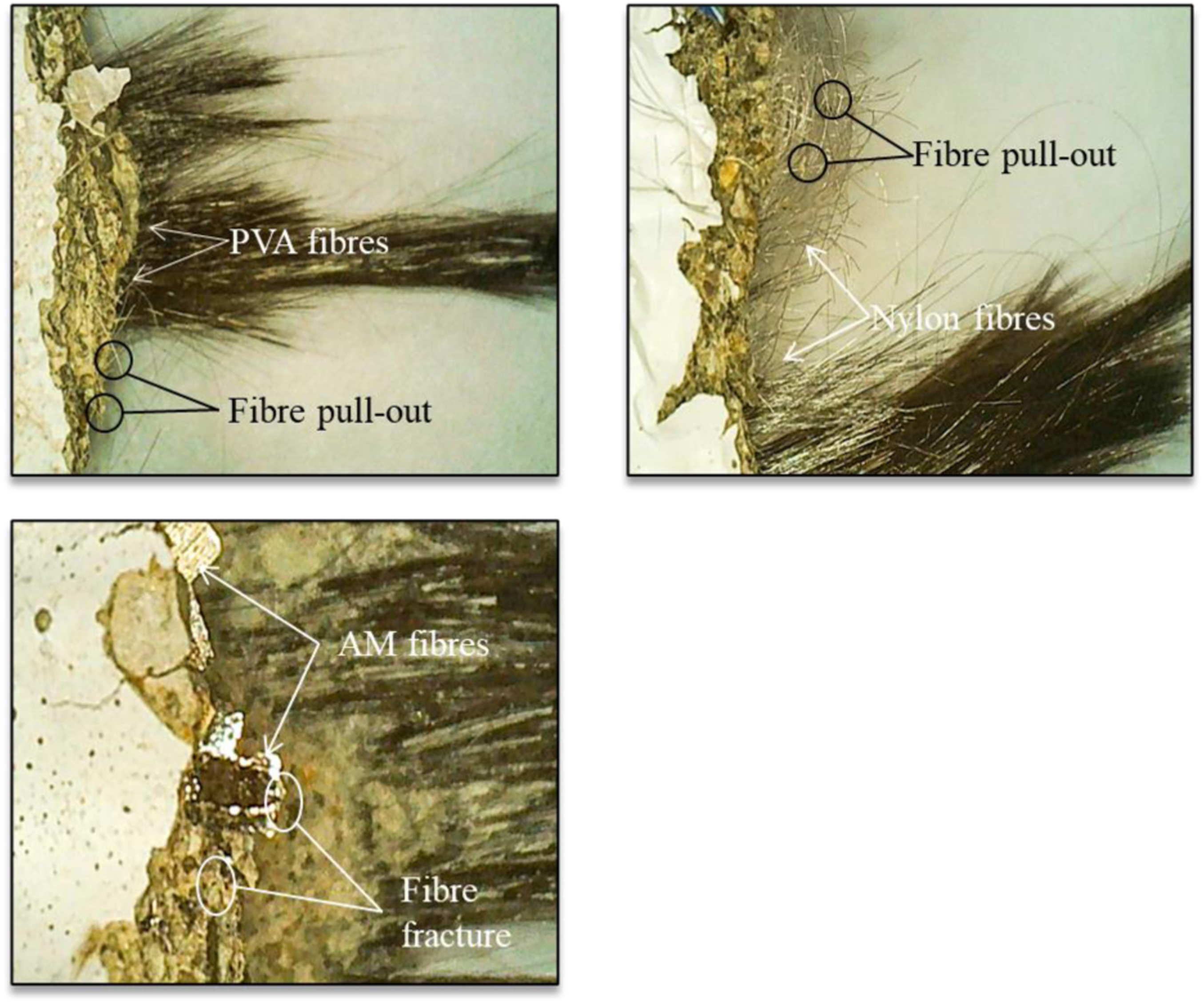
Tensile test results
As described in Figure 9, the tensile properties of FRCM were evaluated from the tensile stress-strain curves based on ACI 549.4R-13.
33
The tensile stress of the composites was calculated by the ratio between applied tensile force to the cross-sectional area of the FRCM coupons. In the stage before cracking, the tensile stress-strain curves are represented by pre-cracking stiffness (E1), cracked stress (σ
cr
) and corresponding strain (ε
cr
). σ
cr
and ε
cr
were determined at the first cracking of specimens. In the stage after cracking, the tensile stress-strain curves are represented by cracked stiffness (E2), peak stress (σ
p
) and corresponding strain (ε
p
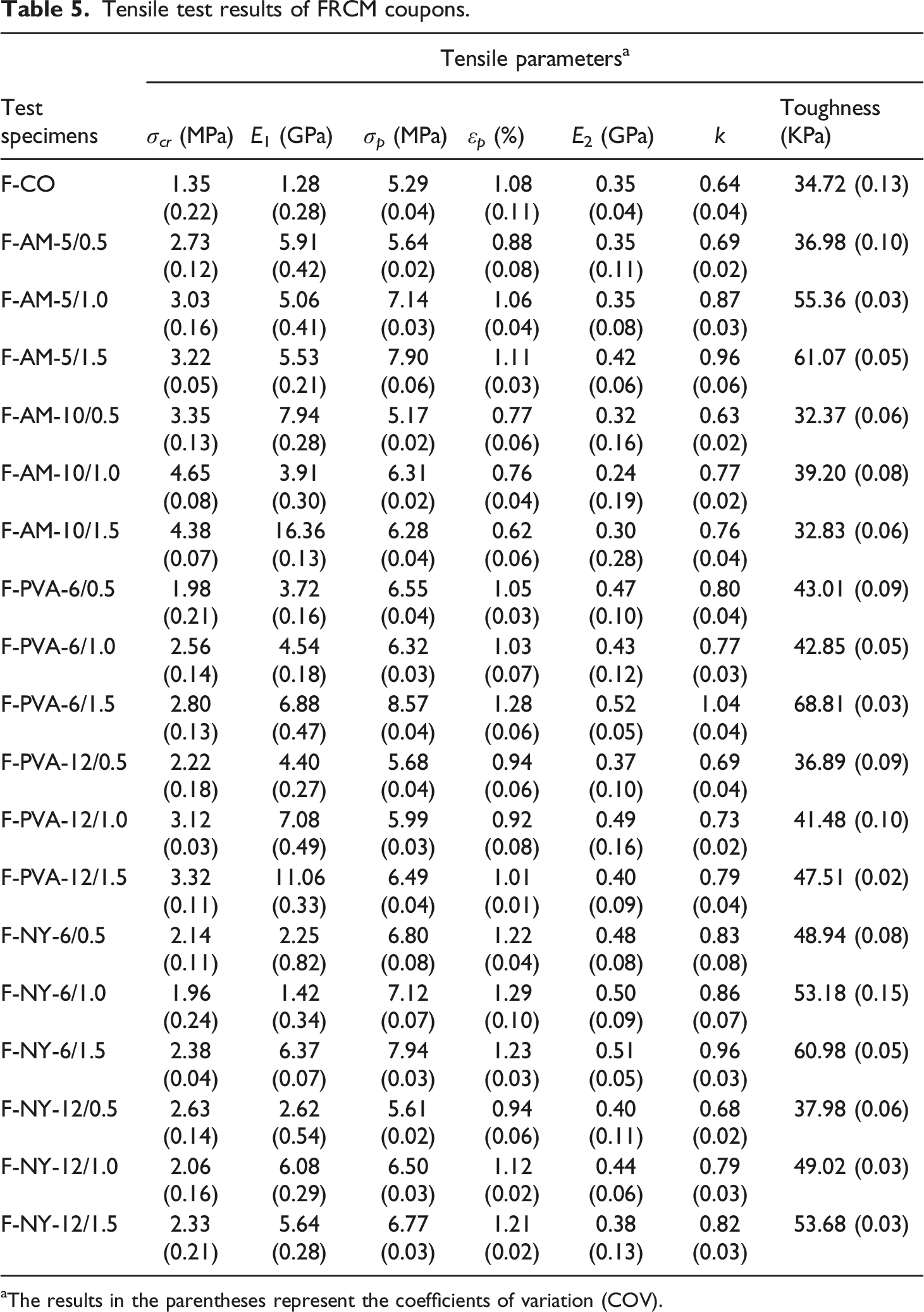
). Besides, the toughness (T) was evaluated by the area under stress-strain curves until the peak stress; and the effective factor (k) was defined as the ratio of the peak stress developed in the fabric embedded in FRCM composites to the actual tensile strength of the textile. Table 5 summarizes the calculated test results. Evaluation of the tensile properties of FRCM coupons. Tensile test results of FRCM coupons. aThe results in the parentheses represent the coefficients of variation (COV).
Influence of lengths and volume fractions of microfibres and discussion
Figure 10 presents the average tensile stress-strain curves of the F-NY-6 and F-NY-12 series. An overall improvement of tensile properties was observed in FRCM composites modified with nylon fibres compared to the control specimen F-CO. To be more specific, the influence of nylon fibres on various tensile parameters of FRCM was presented in Figure 11. In the pre-cracking response domain, as shown in Figure 11(a), by incorporating (0.5–1.5) % fibre volume fraction, the crack stress of FRCM coupons was improved by (58–76) % in comparison with the control specimen. Overall, the usage of 6 mm or 12 mm-nylon fibres showed the same crack stress with respect to the same fibre dosage. In addition, a considerable enhancement in terms of pre-cracking stiffness E1 when adding 1.5% of 6 mm-nylon fibres, whereas the addition of 12 mm-nylon fibres exhibited an increasing trend of pre-cracking stiffness of test specimens in all ranges of investigated fibre dosage of (0.5–1.5) % (refer to Table 5). Tensile stress-strain curves of FRCM modified with nylon fibres. (a) F-NY-6 series. (b) F-NY-12 series. Effect of nylon fibres on tensile parameters of FRCM. (a) On crack stress. (b) On effective factor. (c) On toughness.

In the post-crack response domain, FRCM modified with nylon fibres exhibited a progressively increasing trend of peak stress accompanied by the increase of fibre volume content. As shown in Figure 10, specimens using the shorter fibre length of 6 mm showed a better enhancement of the peak load-carrying capacity when compared to those using the fibre length of 12 mm. In comparison with control specimen F-CO without microfibres, the peak stress recorded in FRCM incorporating (0.5–1.5) % volume fraction of 6mm-fibres was (28–50) % higher, whereas the peak stress recorded in ones incorporating (0.5-1.5) % volume fraction of 12mm-fibres was (6–28) % higher. In terms of effective factor and tensile toughness, Figure 11(b) and (c) demonstrated the analogous improvement trend, wherein the nylon fibres with the shorter length of 6 mm showed better improvement when compared to the longer one of 12 mm. It is worth mentioning that incorporating the shorter fibre length of 6 mm with a 1.5% volume fraction could ameliorate the effective factor up to 0.96, which means that the tensile capacity of the FRCM coupons was very close to that of the bare carbon fabric.
Figure 12 presents the average tensile stress-strain curves of the F-PVA-6 and F-PVA-12 series. In the pre-cracking response domain, as shown in Figure 13(a) and Table 5, by incorporating (0.5–1.5) % fibre volume fraction, the crack stress and pre-cracking stiffness E1 of FRCM coupons improved compared to the control specimen proportionally when increasing the fibre dosage. Overall, the usage of 12 mm-PVA fibres was more beneficial than that of 6 mm-PVA fibres for improving the characteristics of FRCM specimens before cracking. Compared with F-CO, the crack stress of the F-PVA-6 series was found to be (47–107) % higher, whereas the crack stress of the F-PVA-12 series was found to be (64–146) % higher. Tensile stress-strain curves of FRCM modified with PVA fibres. (a) F-PVA-6 series. (b) F-PVA-12 series. Effect of PVA fibres on tensile parameters of FRCM. (a) On crack stress. (b) On effective factor. (c) On toughness.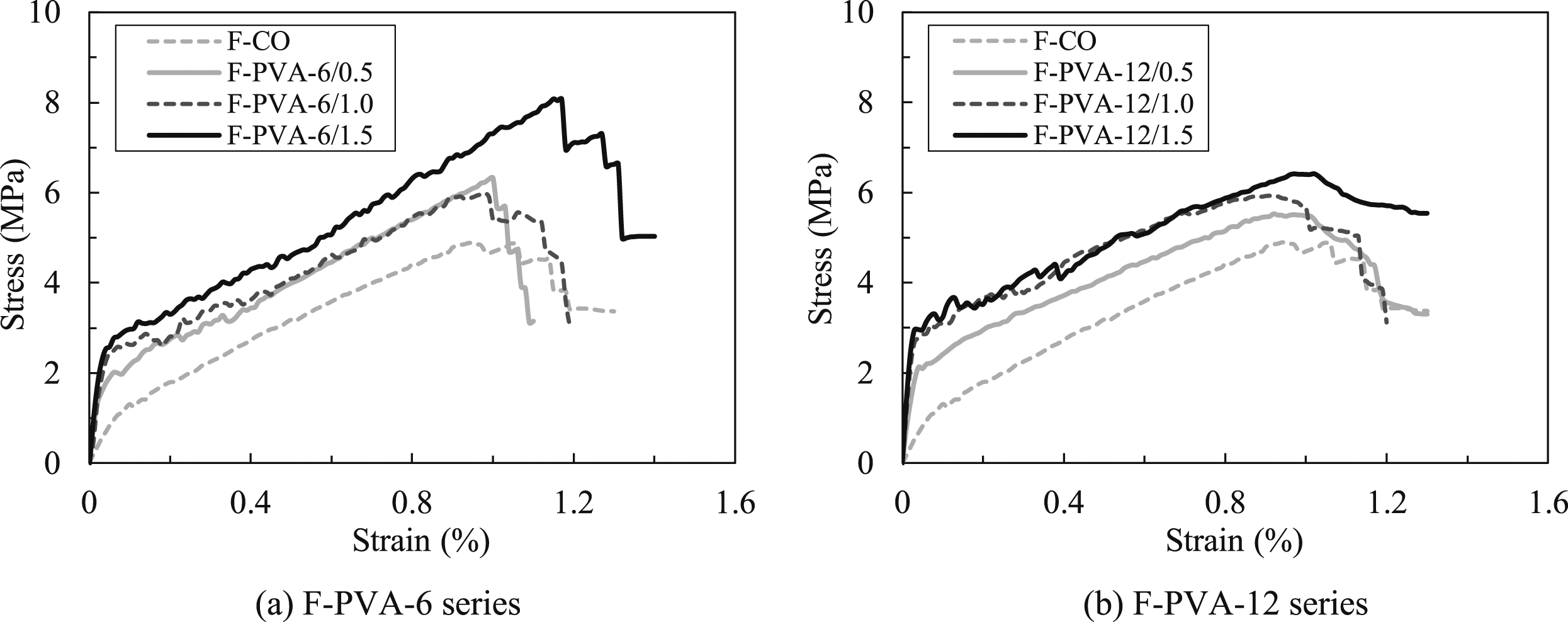

In the post-crack response domain, FRCM modified with PVA fibres also exhibited a progressively increasing trend of peak stress accompanied by increased fibre volume content. Analogous to the case of nylon fibres, incorporating PVA fibres with a shorter length of 6 mm showed better enhancement in the peak load-carrying capacity compared to the fibre length of 12 mm. Specifically, in comparison with F-CO, the peak stress recorded in FRCM incorporating (0.5–1.5) % volume fraction of 6mm-PVA fibres was (23–61)% higher, whereas the peak stress recorded in ones incorporated (0.5–1.5) % volume fraction of 12mm-PVA fibres was (7–23) % higher. Regarding the effective factor and tensile toughness, Figure 13(b) and(c) demonstrated a similar improvement tendency, wherein the PVA fibres with a shorter length of 6 mm showed better improvement when compared to the longer one of 12 mm. It is worth mentioning that incorporating the shorter fibre length of 6 mm with 1.5% volume fraction could ameliorate the effective factor up to 1.04, which means that the tensile capacity of the FRCM coupons mostly reached that of the bare carbon textile.
Figure 14 presents the average tensile stress-strain curves of the F-AM-5 and F-AM-10 series. In the pre-cracking response domain, as shown in Figure 15(a) and Table 5, the crack stress and pre-cracking stiffness of FRCM coupons were considerably improved. Overall, the usage of 10mm-AM fibres was more beneficial than that of 5mm-AM fibres to improve the characteristics of FRCM before cracking. In comparison with F-CO, by incorporating (0.5–1.5) % fibre volume fraction, the crack stress of F-AM-5 series was found to be (103–139) % higher, whereas the crack stress of F-AM-10 series was found to be (149–226) % higher. Tensile stress-strain curves of FRCM modified with amorphous metallic fibres. (a) F-AM-5 series. (b) F-AM-10 series. Effect of AM fibres on tensile parameters of FRCM. (a) On crack stress. (b) On effective factor. (c) On toughness.

In the post-crack response domain, the peak stress of FRCM incorporated (0.5-1.5) % volume fraction of 5 mm-AM fibres was (7–49) % higher than that of the control specimen F-CO. Otherwise, specimens incorporating 10 mm-AM fibres exhibited a slight increase of peak stress of approximately 19% even though adding (1–1.5) % fibre volume fraction (refer to Table 5). The strain at peak stress and cracked stiffness of FRCM incorporating 5 mm-AM fibres were found to be mostly the same as the control one without fibres. Notably, adding 10 mm-AM fibres might show negative effects, reducing the strain capacity and cracked stiffness of the FRCM coupons. Regarding the effective factor and tensile toughness, Figure 15(b) and (c) demonstrated that the AM fibres with a shorter length of 5 mm showed better improvement when compared to the longer ones of 10 mm. It is worth mentioning that incorporating the shorter fibre length of 5 mm with 1.5% volume fraction could ameliorate the effective factor up to 0.96, which means that the tensile capacity of the FRCM coupons mostly reached that of the bare carbon textile.
Moreover, Figure 14(b) also indicated that after reaching the peak load, FRCM incorporating 10 mm-AM fibres showed strain-softening behavior, which is represented by the gradual degradation of the load-carrying capacity rather than the sudden failure observed in specimens incorporating AM fibres with shorter length of 5 mm (Figure 14(a)).
Overall, the experimental results imply that the fibre volume fraction and fibre length affected the tensile behavioral characteristics of FRCM in both the pre-cracking and cracked stages. In the pre-cracking stage, where the behavior of uncracked cement matrix mainly dominated the behavior of FRCM, the usage of longer fibre lengths was more beneficial than the shorter ones. This is because the longer fibre length was used, the more additional stress transfer mechanism induced by increased fibre aspect ratio and fibre embedment length crossing two vicinity cracks 34 was activated.
Notwithstanding, in the cracked stage wherein the behavior of the FRCM composite is primarily dominated by the behavior of the textile reinforcement and partly influenced by additional stress transfer mechanism crossing the cracks induced by discrete fibres, the usage of longer fibre length may induce the negative effect. Adding longer-length fibres might increase the defects, reducing bonding and promoting early fabric slippage in the matrix. As more fibre content increases, the more fibres are clustered together and overlap, inducing inhomogeneity of the mortar, thereby partly decreasing textile/matrix interfacial bonding. 15 Consequently, the efficiency of 12 mm-PVA and nylon fibres, as well as 10 mm-AM fibres, may have experienced degradation in comparison to their shorter counterparts. The crack characteristics depicted in Figure 7 might provide explanatory support for this assertion, where specimens employing longer fibre lengths (Figure 7(h)–(m)) exhibit fewer multiple cracks compared to those utilizing shorter fibre lengths (Figure7(b)–(g)). This observation aligns with the findings of Rampini et al. 35 Further, by using the shorter-length fibres, the number of fibres dispersed within the matrix increases, leading to the improvement of the bonding at the matrix/textile interface through a cross-link model, as pointed out through microscopic investigations by Barhum and Mechtcherine, 15 thus enhancing the overall tensile capacity and toughness of FRCM.
Influence of fibre types and discussion
Figure 16 presents the effects of different fibre types having mostly the same fibre length of 5-6 mm on the tensile response of FRCM composites. In Figure 16 (a), average stress-strain curves of test series F-AM-5/1.5, F-NY-6/1.5, and F-PVA-6/1.5 containing the same fibre volume fraction of 1.5%, show similar pre-cracking response. The stiffness of all test series is comparable, while AM fibres exhibit approximately 15% and 35% higher crack stress compared to PVA and nylon fibres, respectively. In the post-cracking response domain, FRCM composites show mostly the same peak stress for all fibre types, resulting in similar tensile toughness, as depicted in Figure 16(b). Effect of different fibre types (AM-5, NY-6 and PVA-6) on tensile behavior of FRCM. (a) On stress-strain curve. (b) On tensile toughness.
Figure 17 presents the effects of different fibre types having mostly the same fibre length of 10–12 mm on the tensile response of FRCM. In Figure 17(a), average stress-strain curves of test series F-AM-10/1.5, F-NY-12/1.5, and F-PVA-12/1.5 containing the same fibre volume fraction of 1.5%, show differences in both pre-cracking and post-cracking responses. In the pre-cracking stage, specimens modified with AM fibres (F-AM-10/1.5) exhibit greater stiffness and crack stress (32% and 86%) compared to those modified with PVA (F-PVA-12/1.5) and nylon fibres (F-NY-12/1.5), respectively. Effect of different fibre types (AM-10, NY-12 and PVA-12) on tensile behavior of FRCM. (a) On stress-strain curve. (b) On tensile toughness.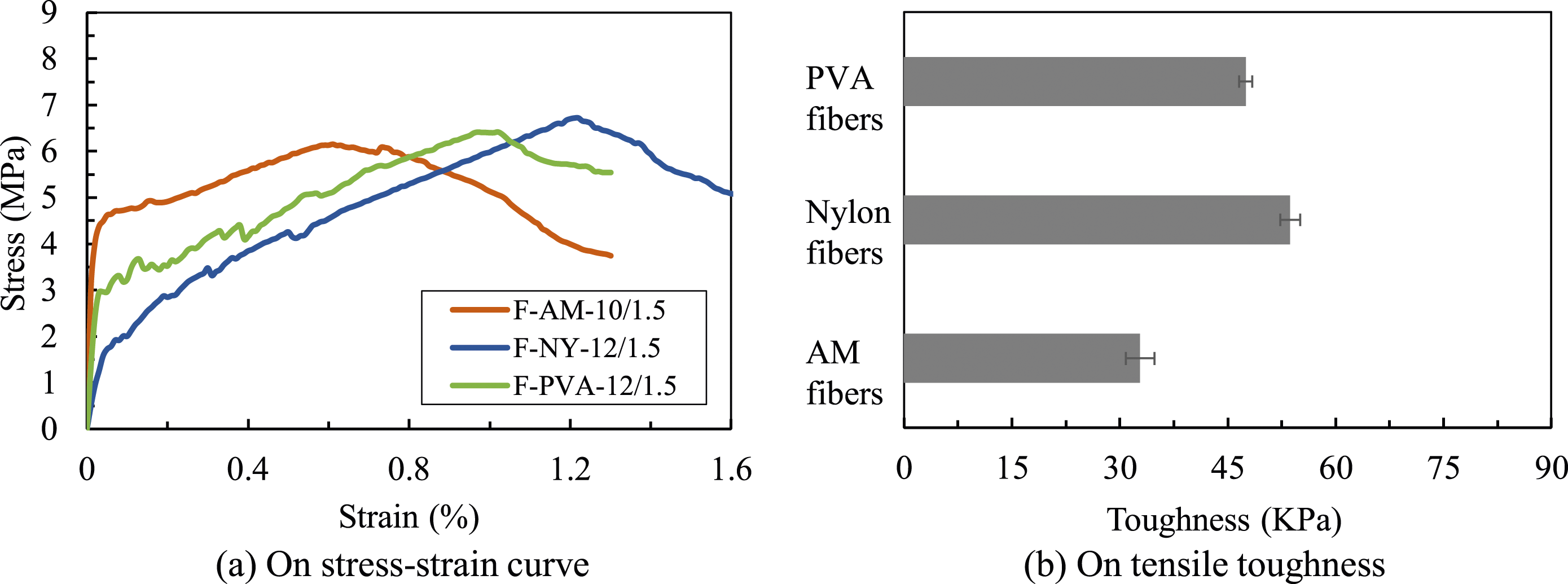
In the post-cracking response domain, it was observed that adding different microfibre types with lengths of 10-12 mm contributed differently to the tensile behavior of FRCM. As indicated in Table 5, the peak stress of specimens F-AM-10/1.5, F-PVA-12/1.5, and F-NY-12/1.5 exhibited insignificant differences. Meanwhile, the cracked stiffness of F-AM-10/1.5 (0.29 GPa) was much lower than that of F-PVA-12/1.5 (0.38 GPa) and F-NY-12/1.5 (0.40 GPa). The strain capacity at peak stress of specimens reinforced with AM fibres was recorded as approximately 0.6%, which was much lower than that of specimens reinforced with PVA and nylon fibres (mostly recorded as approximately 1.0% and 1.2%, respectively). In addition, as shown in Figure 17(b), specimens incorporating 1.5% volume of nylon fibres exhibited the most tensile toughness, approximately 13% and 64%, respectively, higher than specimens reinforced with PVA and AM fibres.
Overall, the experimental results indicate that fibre types significantly affected the tensile behavioral characteristics of FRCM in both pre-cracking and cracked stages. Among investigated fibre types, AM fibres, especially when using the 10 mm length, showed great benefits in the pre-cracking stage due to their higher tensile strength and stiffness compared to polymeric fibre types like nylon and PVA fibres. However, in the cracked stage, PVA and nylon fibres exhibited better advantages than AM fibres, attributed to better frictional bond and elongation capabilities.15,25 It is noteworthy that the tensile performance of FRCM incorporating micro nylon fibres is insignificantly different from that with PVA fibres, suggesting nylon fibres as a potential cost-efficient alternative for improving textile/matrix interfacial bonding15,25 and overall mortar matrix performance.
Modeling tensile parameters of fabric-reinforced cementitious mortar with microfibres using artificial neural networks
Architecture of artificial neural networks
In this section, based on the experimental results, an artificial neural network (ANN)-based modeling approach
36
was performed to predict the tensile parameters of FRCM incorporating discrete microfibres with different characteristics. Figure 18 illustrates the schematic of the ANN used in this study, comprising input, hidden, and output layers. Three input variables, namely fibre types (T
f
), fibre lengths (L
f
), and fibre volume fractions (V
f
) were adopted for the input layer, while one output layer comprised the tensile parameter of FRCM (e.g. crack stress or peak stress). Schematic of the neural network.
The hidden layer connecting the input and output layer consists of neurons. The connection between each input variable and the neuron in the hidden layer is weighted and consists of bias values. The connection between the hidden layer and output layer is again weighted with a value, a transfer function, and a constant bias value. To improve the learning speed, accuracy, and stability of the training process, the input values were normalized, and the output value was denormalized to attain the predicted value. 37 The output error was minimized by adjusting the weights and bias values of the ANN model, which can be accomplished using a backpropagation algorithm.
Performance of the ANN models.

Dataset and training algorithm
For each dataset of tensile parameters, a total of 76 data points obtained from the test results of 19 specimens were used for the training process (as listed in Table 5). To avoid overfitting the ANN model, the data points were randomly divided into the training set, validation set, and testing set, with respect to 70%, 15%, and 15% of the data.
40
The Levenberg-Marquardt backpropagation algorithm was employed for ANN models in this study. Accordingly, the hyperbolic tangent transfer function to obtain the normalized output value based on the input variables are as follows:
41


The performance of the ANN models was assessed via indices, including the root mean square (RMS) and the correlation coefficient (CF) according to equations (3) and (4):
Results of artificial neural network models
Table 6 details the performance of the ANN models. The performance indices were evaluated for primary tensile parameters of FRCM in terms of crack (σcr) and peak stress (σp), pre-cracking (E1), and cracked stiffness (E2). Figure 19 provides a comparison between the tensile parameters obtained from test results and those predicted by all ANN models. The results suggested that a greater number of neurons lead to increased accuracy in ANN modeling, as evidenced by lower RMS and higher CF. The ANN5 model with five neuron numbers could predict quite accurately the tensile parameters of FRCM incorporating microfibres. Figure 20 further compares the predicted results of the ANN5 model and the experimental results. In Figure 20, all data set was presented and compared. Comparison between ANN models and test results. (a) Crack stress. (b) Peak stress. (c) Pre-crack stiffness. (d) Cracked stiffness. Comparison of tensile parameters predicted by ANN5 and test results. (a) Crack stress, σ
cr
. (b) Peak stress, σ
p
. (c) Pre-cracking stiffness, E1. (d) Cracked stiffness, E2.

Overall, a good correlation was observed with the conformity between the regression and perfect fit lines for all tensile parameters. The obtained RMS values of σcr, σp, E1, and E2 are 0.334, 0.267, 1.811, and 0.045, respectively, whereas the obtained CF values of σcr, σp, E1, and E2 are 0.923, 0.961, 0.889, and 0.865, respectively. Therefore, the proposed ANN model can learn the relation between the input variables and output tensile parameters and provide a good agreement.
Furthermore, Figure 21 presents the prediction results of the cracked stiffness of FRCM using the ANN5 model. The figure discerns that the utilization of longer-length fibres results in a reduction in the cracked stiffness of FRCM in the post-cracking stage. The prediction results generally align well with the test observations from this study and previous literature,19,20 where the adding longer-length fibres was found to increase the number of defects, thereby reducing frictional bonding and facilitating premature textile slippage in the cement matrix. However, it should be noted that because the data set and the input variables of the present study are quite limited, further investigations should be carried out to improve the accuracy of ANN models. Effect of fibre length on cracked stiffness of FRCM predicted by ANN5. (a) Effect of nylon fibers. (b) Effect of PVA fibers. (c) Effect of CA fibers.
Conclusions
The present study assessed the influence of various microfibre parameters on the tensile behavior of FRCM composites, focusing on factors such as fibre type, volume fraction, and length. Key conclusions drawn from this study are as follows: 1. In the pre-cracking stage, employing longer microfibre lengths proved more advantageous than shorter ones in enhancing the pre-cracking stiffness and crack stress of FRCM coupons, particularly for PVA and AM fibres. Compared to the un-reinforced matrix, reinforced counterparts using 12 mm-PVA and 10 mm-AM fibres showed up to 146% and 226%, respectively, improvement in crack stress. This improvement can be attributed to the additional stress transfer induced by increased fibre aspect ratio and fibre embedment length across two adjacent cracks. 2. In the post-cracking stage, the use of 5 mm-AM fibres and 6 mm-PVA/nylon fibres demonstrated more notable benefits than longer fibres in enhancing peak stress, cracked stiffness, and tensile toughness. This phenomenon is associated with increased defects introduced by longer fibres, leading to reduced frictional bonding and premature textile slippage within the matrix. 3. Among the investigated fibre types, AM fibres exhibited significant advantages in enhancing the tensile behavior of FRCM in the pre-cracking stage compared to nylon and PVA fibres, particularly with the utilization of 10 mm-AM fibres. The crack stress of specimens reinforced with AM fibres showed approximately 15% and 35%, respectively, more significant than those reinforced with PVA and nylon fibres. However, in the post-cracking stage, PVA and nylon fibres exhibited superior advantages over AM fibres due to their enhanced frictional bonding with the polymeric fibres and the cementitious matrix, leading to improved elongation. 4. An insignificant difference in tensile performance was observed between FRCM composites incorporating nylon fibres and PVA fibres. Consequently, nylon fibres can be deemed a promising fibre type for applications within the cementitious matrix, contributing to enhanced interfacial bonding between the fabric and matrix, primarily due to cost-effectiveness. 5. Based on the dataset obtained from the test results, an ANN-based modeling approach was proposed to predict the tensile parameters of FRCM incorporating microfibres with different characteristics. The results demonstrated that the ANN model employing five neurons successfully learned the relationship between the input variables and the output tensile parameters, yielding satisfactory agreement. The values of the root mean square and the correlation coefficient of the ANN5 model were 0.923 and 0.334, respectively. However, it is essential to acknowledge the limited dataset and input variables in this study, necessitating further investigations to refine and enhance the accuracy of the ANN models.
Footnotes
Acknowledgments
This work is supported by Vietnam Ministry of Education and Training under the research project No. B2022-DNA-01. The authors wish to gratefully acknowledge this financial support.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Vietnam Ministry of Education and Training (B2022-DNA-01).