
Abstract
Fibre-reinforced composites laminates (FRCLs) are employed in various applications such as in marine, aerospace, automotive, and civil industries due to their lightweight nature, design tailorability, and superior specific mechanical properties. However, they possess extremely low flame resistance mainly due to the inherent flammability of the polymer matrix. Various treatments have been applied to improve the fire resistance of FRCLs. In particular, hybridisation (fibre hybridisation and polymer hybridisation) is an important technique which is becoming very popular to enhance the thermal performance and flame resistance of FRCLs. This article is a comprehensive review of the recent developments that broadly cover the improvements in fire resistance of composite laminates via multi-scale hybridisation; the characteristics of thermal decomposition of FRCLs have been presented to comprehend the need for flame retardancy. Approaches for improving the fire resistance of FRCLs and thermal stability, both in polymer and in fibre systems, are discussed. Enhancing the fire resistance has been significant through additives to the matrix, use of flame-retardant modified fibres at interfacial regions and by way of multi-layered hybrid laminates besides hybridization at fibre, yarn and layer level. Finally, a review is presented on the modelling of fire resistance of composite laminates by considering thermo-mechanical models for the prediction of decomposition and failure of laminates at elevated temperatures.
Introduction
In the last few decades, applications of fibre-reinforced composites (FRCLs) have rapidly increased and are anticipated to continue to grow in the future. This owes to the exceptional performance of composite materials in numerous structural applications such as aircraft, spacecraft, automobiles, boats, wind turbines, and civil infrastructure.1–4 Polymer composites have excellent mechanical competences such as design flexibility, thermal resistance and good strength to weight ratio making them ideal for structural applications like door panels, body and chassis of cars, fuselage and fuselage windows in the aerospace and automotive particularly in severe environment. 5 In addition, composite materials are gradually replacing metals and ceramics due to their superior properties such as lower density and thermal expansion, high values of specific stiffness and strength, good fatigue durability, high resistance to corrosion, and excellent thermal insulation.6–8 Nevertheless, their sensitivity to impact loading, anisotropic properties, and poor flame resistance due to to the intrinsic flammability of the polymer matrix have limited their use in applications where fire safety and high-impact damage tolerance properties are required.9–14 Damage to composite laminates in a fire will strongly affect their structural integrity and post-fire performance; leading to reduction in their mechanical performance.15–17 The physical properties of composite laminates such as reduced weight, elasticity, and thermal and electrical conductivity are the controlling factors for the selection of suitable reinforcements.18,19 Matrix material (polymer) determines properties such as the interactivity of additive materials with the matrix, binding property, appearance, acquiescence with ambient conditions, voltage and load transformation, and protection against impact.20,21 Most of the synthetic fibres (being used as reinforcements) such as carbon, glass, and Kevlar have higher melting points and they appear to be highly fire resistant. 14 Conversely, polymer matrices illustrate inherent flammability with quite complicated degradation and combustion processes.22,23 Different types of thermosets and thermoplastics are decomposed at a higher temperature (generally 300 to 400°C) which leads to inferior mechanical performance (i.e. tensile, compressive, and shear strengths) and produces heat, toxic smoke, and soot particles causing acute or delayed health problems.24,25 The degradation of the structural properties (i.e. strengths of composites) happen due to the damage controlled mainly by the chemical processes during the thermal decomposition of the polymer matrix. In order to reduce the fire risks and retain important characteristics such as thermal stability and mechanical performance, many techniques have been adopted by researchers to achieve flame retardant performance.26–28 The hybridisation (fibre and polymer hybridisation) process is one paramount and effective way to improve the thermal stability, fire resistance and mechanical performance of FRCL materials.
This article is a comprehensive review of the recent developments that broadly cover the improvements in thermal stability and fire resistance of composite laminates via multi-scale hybridisation. The response and susceptibility of composite laminates on exposure to fire has been illustrated. Approaches for improving the fire resistance of FRCLs, both in polymer and in fibre systems, have been discussed. Various flame-retardant (FR) strategies, their mechanisms, and the decomposition of FRCLs have also been discussed. Based on their flammability and the rate at which flammable and toxic gaseous elements are discharged, various test methods have been discussed to study the fire behaviour of composite laminates. This paper also presents an introduction to typical FR requirements and a brief view on the flame retardation of FRCLs. The prime focus of this study has been to present insightful literature on improving the flame resistance and thermal stability of composite materials via multi-scale hybridisation techniques. These approaches include polymer toughening methods and modification of reinforcements. Furthermore, an effort is made to review the modelling of fire resistance of composite laminates by considering the thermal-mechanical models to predict decomposition and failure of laminates at elevated temperatures.
Flammability of composite laminates
Most FRCLs are combined with matrix materials, which are combustible at various temperatures. These composites can easily burn often by producing smoke compared to metals. Moreover, fibre reinforcements – both organic (i.e. cotton, wool, and silk) and inorganic fibres (i.e. polypropylene, polyester, aramid, carbon, and E-glass) – can behave as fuel for the burning of composites.
29
Therefore, the high susceptibility of the composites to flames due to such fibres and polymers has limited their use in applications, especially where fire threat is imminent
30
and their tensile strength is diminished owing to several temperature-dependent softening processes. These softening processes are illustrated inFigure 1.
31
Softening process of basalt and glass fibre composites with elevating temperature.
31

Generally, inorganic reinforcements such as carbon fibre (CF), glass fibre (GF), and basalt fibre (BF) are non-flammable. This is because the softening temperature of E-glass fibre is around 850°C, while carbon fibre can sustain high temperatures which most fibres usually cannot, and basalt fibres can resist up to 650°C.32–34 In the case of combustible fibres, the released gases, heat, and smoke may add to the fire propagation. Thus, the role of fibre reinforcement in the burning of composite laminates is significantly complex. The combustion of the composite can be attributed to the type of fibre, its quantity, orientation, fibre length, thermal conductivity, and size agent.35–37 During exposure to massive heat emitted from fire, the composite consisting of polymer matrix and flammable fibres will decompose thermally. Similarly, this thermal decomposition mostly happens with virgin polymers. The details of the decomposition of composite materials include the formation of char, matrix softening, and material degradation. After that, matrix cracking alongside delamination can be observed. Then, material strength and stiffness are reduced leading to the de-bonding of fibres from the matrix.38–40
In events where the composite laminate is directly exposed to the flame, as shown in Figure 2, the fire-facing side is the first area to be damaged by flame and consequently, the heat will be transferred to the inside layers by conduction and heat diffusion. In the through-thickness direction, the heat transfer rate is significantly lower than that in the fibres direction. This is due to the higher heat conductivity of fibres than the polymeric matrix. Consequently, a temperature gradient across the composite material is produced and three different regions can be observed in its thickness direction. These regions are the hot surface region, the decomposition region under the first one, and the hind face region.
41

Many failure mechanisms occur in composite laminates when they are subjected to various high-temperature ranges. Firstly, the failure mode is brittle, and fibres are still surrounded by the polymer matrix when the temperature is below the glass transition (Tg) of the polymer. So that, the temperature has a pronounced effect on the tensile properties of composite laminates. Secondly, when the temperature reaches the glass transition (Tg) of the polymer, the softening of the polymer happens leading to separate fibres fracture.
42
That is, the laminate materials fail because of the polymer softening and gasification which is typically followed by fibre rupture. Hence considerable degradation occurs in the mechanical performance of composite laminates and part of the polymer is lost. Thirdly, by increasing the temperature up to the decomposition temperature of polymer (Td), virtually no polymer will be left considering that the resin reaches a temperature close to its self-ignition temperature, and the specimen bends freely. Finally, elevating the temperature to extreme values (i.e. 450°C–706°C), the polymer matrix will be entirely burned and a significant fraction of fibres will be oxidised.
43
The degradation mechanisms of composite laminates have been illustrated with the aid of scanning electron microscopy images (SEM) in Figure 3. As can be seen, by increasing the applied temperature, the polymer matrix begins to break down (i.e. it softens, cracks, and eventually burns), making the fibres visible and separate. SEM micrographs of composite laminates after exposure to the temperatures ranged from approximately 20 to 700°C.
43

Further, in load-bearing applications, fire resistance is a significant property of composite laminates. This can be attributed to the composite mechanical properties as fire can severely compromise the structural integrity. Thus, considerable research work has been focused on improving the fire resistance of composites by employing various methods, composite material systems, and testing methodologies.
Test methods of fire response
Three main types of test facilities as listed in Figure 4 can investigate the response of composite materials to fire. To comprehend the fire resistance properties of composite laminates during the application, a number of test methods have been described at various scales and these testes are essential and considerable in industrial applications Test methods of fire behaviour and thermal stability of composite laminates based on different scales.
58

Thermal gravimetric analysis
This is a small-scale test which makes use of small size samples (a couple of millimetres or milligrams). During the fire test, different atmospheres of either air or inert gas are used at various heating rates (typically between 2 and 20°C/min). 44 The conditions of heat transfer, its rate, temperature, surrounding environment, and heat transfer mechanism are the major controlling factors. The procedure of this test is generally similar to differential scanning calorimetric (DSC) analysis. Both types of test (TGA and DSC) are utilised to evaluate the curing response and glass transition temperature of polymer composite elements. 45
Micro-scale Cone Calorimeter (MCC)
This test method is applied to determine the combustion behaviour of polymeric composites according to ASTM D7309-07 standard. Each sample with 4∼8 mg mass is heated at a heating rate of 1°C/s from 90°C to 600°C for 30 s. During the decomposition process, the products of pyrolysis are generally moved to a combustion furnace in a nitrogen atmosphere at a high temperature. Here, pure oxygen is added in a sufficient amount and the complete combustion of pyrolysis products is carried out. 44 The heat emission rate is measured by assessing the oxygen concentration by using an oxygen analyser.46,47
Pyrolysis Combustion Flow Calorimetry (PCFC)
This technique is applied to study the fire response of polymer composites at microscale level. Samples of mass 2 mg undergo pyrolysis at 1°C followed by treating the pyrolysis products with an inert gas flux. The samples are treated with oxygen before putting them into a combustor for complete oxidation at 900°C. Finally, the heat release rate (HRR) is considered the single most important fire reaction property because the heat released by a burning material can contribute to the growth and spread of fire. Further, HRR is determined by several combustion processes, with the most important being combustion of hydrocarbon volatiles released from a decomposing composite.48,49
Cone Calorimeter Test (CCT)
This is the most reliable and frequently used test employed for evaluating the thermal combustion behaviour and fire performance index of composites. According to ISO 5660-1 standard, the Cone Calorimeter method is rated as the most significant tool for fire-testing of solid materials. The amount of energy generated during combustion is equal to 13.1 MJ per kg of oxygen. In application, in order to examine some material elements of an aircraft, often 50 kW/m2 of heat flux is used.50–52
Limiting Oxygen Index (LOI)
The criteria of this test are based on test standards such as the ASTM D2863 and ISO 4589-2.52,53 This test is used to determine the lowest concentration of oxygen existing in an atmosphere of oxygen–nitrogen required to sustain the ignition and burning of vertically mounted composite samples. The suitable dimensions for the test specimen according to ASTM D2863-97 standard are 100 mm (length) × 6.5 mm (width) × 3.2 mm (thickness). 54
Underwriters laboratories 94 (UL-94)
This test is known for vertical fire testing and has three sets of ratings. The first set is defined as V-0 in which the entire flaming time is not more than 10 s. The second set is referred to as V-1 and the complete flaming time is between 10 and 30 s; the cotton material, which is located beneath the sample, is not burnt. The final set is known as V-2 and the cotton material stabilizes during the test. V-0 exhibits the best performance among all three ratings. 55
Next generation (NexGen) burner
This method was developed by the Federal Aviation Administration (FAA) for large-scale material testing. The condition of the impinging flame should provide a heat flux of 116 kW/m2 ± 10 kW/m2 while maintaining an average temperature of 1100°C ± 80°C. 55 The design of the bench is suitable for conditions of burning quite similar to real-time applications such as composites decomposition. The samples being used for testing must hold out against a flame premixed with kerosene–air. If the exposed area of the sample resists fire without self-ignition for more than 5 min, it is recognised as fire-resistant; whereas the material is considered fire-proof if it withstands for 15 min.56,57
Modelling of flammability in composite laminates
Although the demand for composites in modern aeronautical applications is on the rise, their sensitivity to fire is limiting their use for widespread applications. It has been recognized that the exposure of composites to fire results in stiffness losses and eventually lowers the load-carrying capabilities of composites. Thus, in order to deal with the fire resistance and flammability of composite laminates, multi-scale modelling techniques are required. Furthermore, these models can replace real-time expensive testing by some approximation, and the damage parameters can be predicted. The general purpose of computational models and simulation of fire resistance in composites is to develop methodologies for measuring exposure of composite materials to flame retardants and flammability, validate techniques through correlation with experimental results, and finally use these simulation tools to analyze typical events to get a better understanding of the characteristics of flammability of composite laminates. The released heat associated with the ignition of gases produced at the surface of a polymer matrix composite has been modelled and investigated under pilot flame.
59
Studies have been conducted on the characterisation of the fire reaction behavior of structural composite materials, and huge data on time-to-ignition, rate of heat release, limits of oxygen index, flame spreading, density, and toxicity of smoke have been extracted.60–62 Organic composites become highly sensitive and reactive at high temperatures compared with structural materials like reinforced concrete, aluminium alloy, and steel because the composites contain organic matrix and organic fibres such as aramid, polyethylene, and polypropylene. Generally, the composite laminates are often utilized in structures like glass–vinyl ester, glass–polyester, carbon–epoxy, and carbon–thermoplastic materials. However decomposition occurs on exposure to a fire at relatively high temperatures (more than 100°C), and heat, smoke, and fumes are released. Studies have been conducted on the characterisation of the fire reaction behaviour of structural composite materials, and huge data on time-to-ignition, rate of heat release, limits of oxygen index, flame spreading, density, and toxicity of smoke have been extracted.63–72 Moreover, researchers have developed theoretical models to predict some fire response properties of laminated composites such as ignition time and the amount of heat released.73–75 To simulate the fire performance of the composite structures, the building models should comprehend the thermal, chemical, physical, and failure processes occurring in the composites during a fire event. In modelling, the accurate analysis and representing numerous processes occurring simultaneously during a fire is a big challenge. The analysis is complex given the number of the processes happening at the same time; thus, a true understanding of the processes’ interaction inside the composite laminates is crucial to analyse the fire structural behaviour. Researchers have used thermal-mechanical models to determine the temperature distribution, decomposition process, softening of the material, and failure of laminated composites and sandwich composites.76–86 Meanwhile others adopted models to calculate the post-fire properties of composite laminates.87–95 There has been significant progress with regard to the validation of models depending on fire structural tests which include the development of comparatively low-cost test methods. To evaluate the composite degradation in addition to the production of pyrolysis, the thermal-mechanical models take into consideration the thermal, chemical, and physical changes in the solid phase regardless of material type. A direct flame was utilized to simulate the ignition of the combustible gases and emissions near the surface. Thus, a carbon-epoxy composite with a small-scale fire experiment was performed to verify the prediction of the model. The model could predict the time to ignition and the temperature of the back face of the sample without using empirical methods.
59
For different periods of fire exposure, the evaluation of the composite temperature and density throughout the material thickness can be predicted using this model (see Figure 5).
59
Prediction of composite temperature and density through its thickness.
59

Finite element and finite volume methods (FEM & FVM) were coupled to develop a fire-structure model,
96
whereby the essential changes in the physics of the material can be captured. A multi-physics scheme was adopted where the essential physical changes due to the combustion and thermo-mechanical variation in the structure, especially for natural FRCLs, has been observed. At the solid-gas interface, the concept of adiabatic surface temperature was also utilized as a new method to transfer data between fire and thermal/structural models. Under both mechanical and thermal loads, the model was able to predict the deformation (as shown in Figure 6), temperature, and stress distribution of composite beams. Deflection of a steel beam subjected to heating from one side.
96

A thermo-mechanical model was presented for the analysis of a laminated composite shell exposed to fire.
97
The temperature distribution across the shell thickness was determined by using a one-dimensional thermal model. The thermal model was based on the following governing equation which was proposed by Henderson et al.
98

Thermal deformation has been taken into account, and the numerical results were validated and compared with experimental data. The behaviour of composite laminates under fire was also predicted by a thermo-mechanical model.
99
In this model, the three layers of composite laminates have been taken into consideration and an ordinary state‐based thermo‐mechanical model was developed. Thermal changes in properties have also been taken into account. This enables the prediction of heat conduction, temperature (as shown in Figure 7), and mechanical deformation in the composite. Here, the fire was modelled by heat‐conducting fluid. The influence of hot gas and direct contact with fire on composite thickness degradation was investigated. Temperature variation in a composite with respect to a reference temperature.
99

The thermo-mechanical damage of glass composite laminates in fire has been predicted and radiative environment and high temperature were simulated by using a 3D thermal approach
100
; the constituents of the laminate such as fibre, polymer, and char have been assumed as a homogeneous state. The time to failure of thermal damage, which was extracted from the model, has shown a reasonable agreement with experimental data for the sandwich composite panel, as depicted in Figure 8. Prediction of time-to-failure under variable compressive load and a heat flux of 50 kW/m2.
100
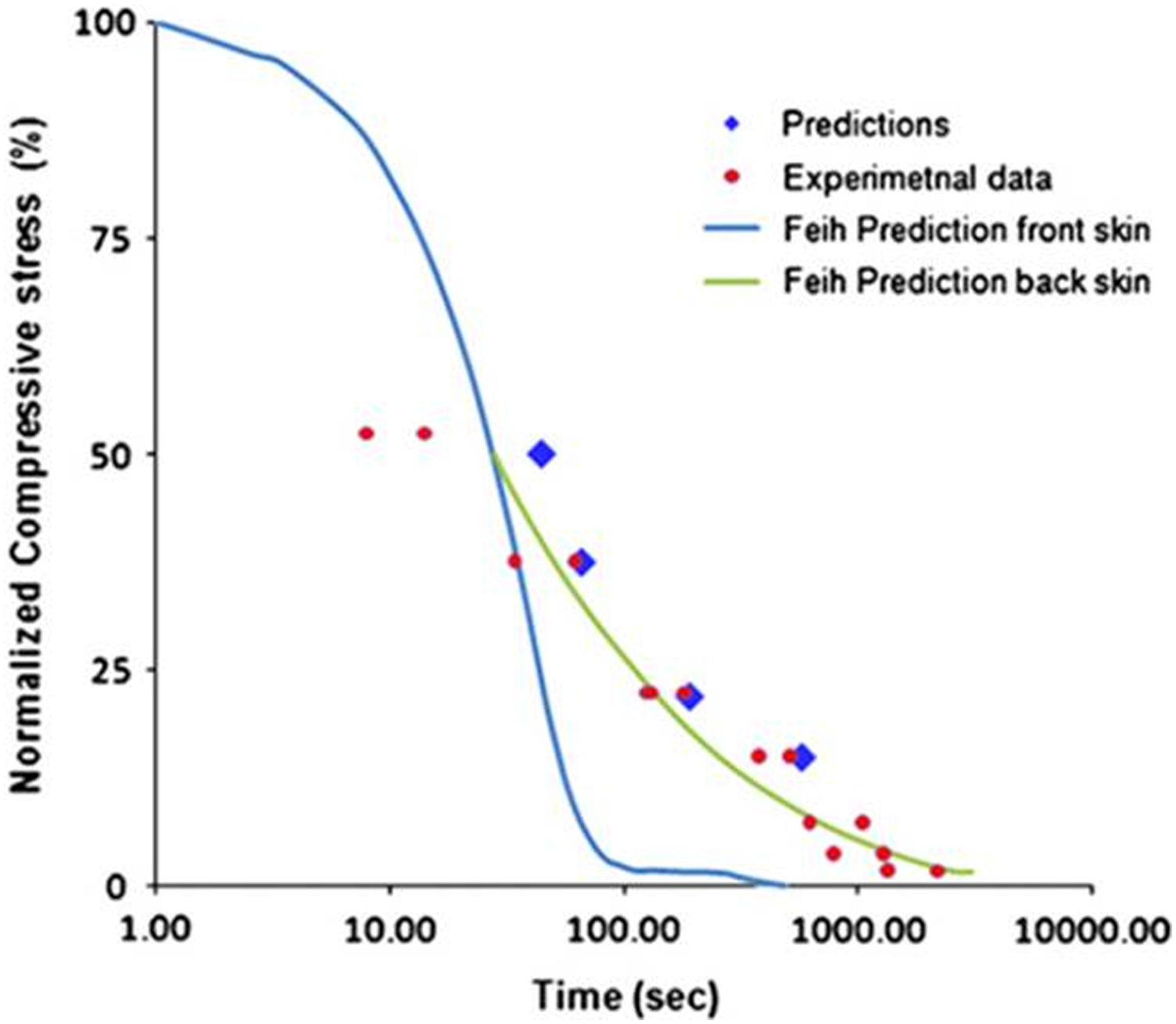
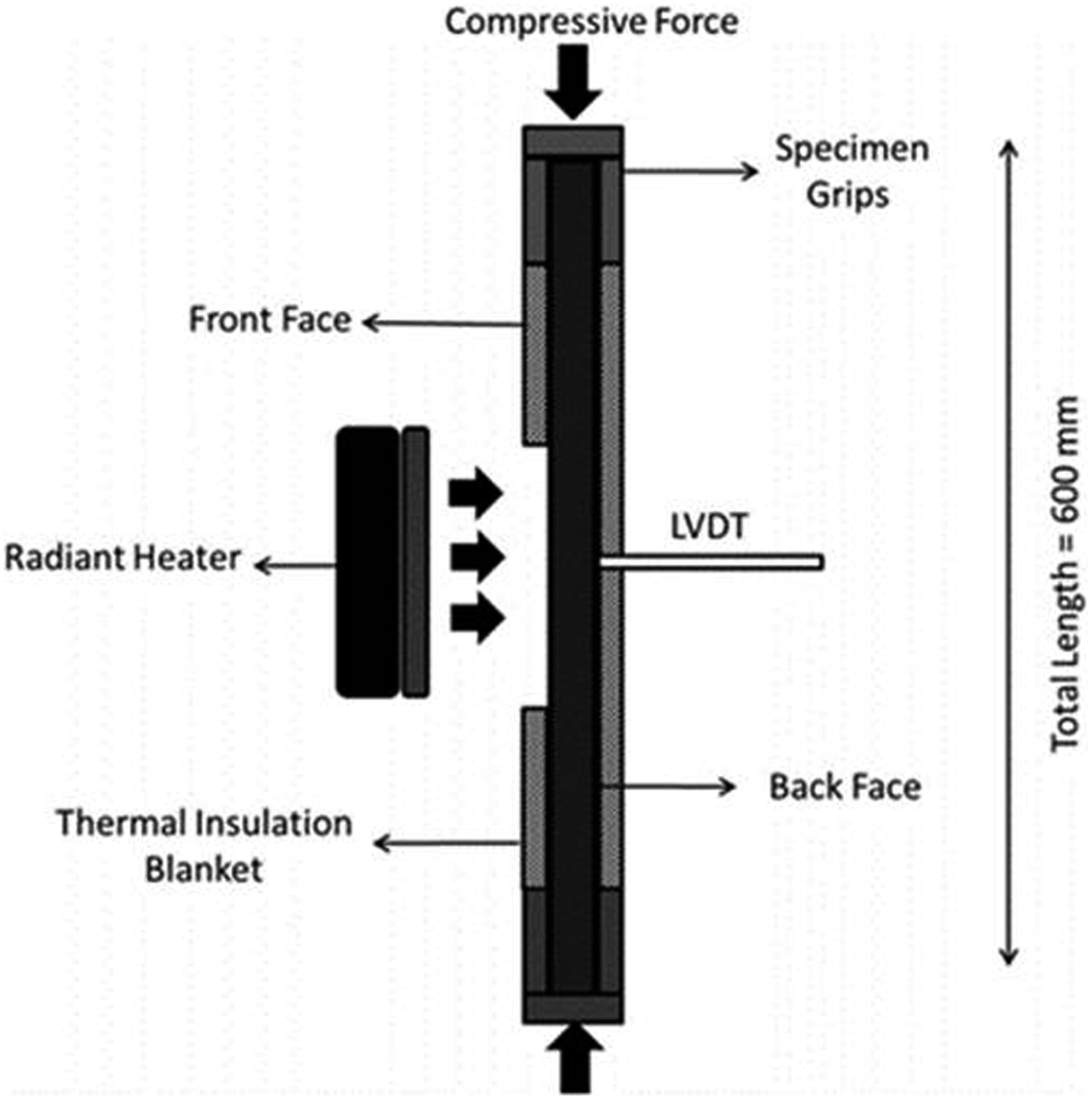
The influence of compressive loading under fire conditions for a basalt composite laminate was investigated analytically and experimentally.
101
The fire structural performance of basalt laminate was compared with E-glass laminates keeping the same polymer matrix (polymer), fibre volume fraction, and ply orientation for both types of laminates. Experimental results were achieved by exposing one side of the laminates to axial compression and radiant heat as shown in Figure 9. It was found that the collapse in fibres occurred due to global buckling and natural damage when exposed to fire. The glass laminate showed better compressive performance and higher fire resistance compared to the basalt laminate. This was attributed mainly to the relatively high thermal absorptivity of basalt, which was due to reaching high temperatures in a relatively short time when it was exposed to fire. Schematic drawing of the experimental facility.
101
Fire-resistance of composite laminates
Fire resistant composites are materials that resist the fire spreading, while their mechanical or structural integrity (load capacity bearing property) is almost constant in the case of fire exposure. The assessment of these materials can be carried out by heat insulation, burn-through resistance, and structural integrity that are considered as the main fire-resistance properties.102,103 The heat insulation property is the factor that controls the conduction of heat transfer rate through a material during combustion.104,105 Burn-through is known as the period of time necessary for the flame intrusion to enter from one side and pierce to the opposing side. 106 Mechanical integrity is known as the capability of a material to retain its mechanical properties like creep resistance, stiffness, and strength during burning. 107
Over the last few years, polymer composites have illustrated remarkable potential in numerous applications serving as essential structural elements, predominantly in aircraft, automobiles, transport, railways, construction sectors, and furniture.108,109 However, in terms of fire safety, they showed disadvantages owing to their high flammability leading them to deform easily because of structural failure resulting from stiffness and creep resistance losses.106,110 The fire behaviour of composite materials, when they are exposed to flame, can be analysed by fire response and fire resistance.111,112 Even if the supplied fuel has been suppressed or extinguished, hydrocarbons in the polymer composites would serve as alternate sources of fuel to maintain flame propagation.
113
Hence, these composites experience a thermal decomposition process on exposure to fire due to a number of chemical reactions occurring simultaneously.48,114,115 The decomposition process occurs when chains of polymers of high molecular weight start to break down into volatiles with lower molecular weight. These volatiles infiltrate the flame zone as shown in Figure 10.49,116 Thermal decomposition cycle of polymer composites.
58

Several researchers have focused on the concept of flame retardancy by way of improving the fire retardant properties of composites, reducing their flammability and improving their thermal durability.117,118 The following details are explained the approaches that co be considered for enhancing the fire resistance of composite laminates.
Methods of improving fire-resistance of composite laminates
Conventional composite laminates exhibit relatively high sensitivity to fire and tend to delaminate, compromising their mechanical performance. Thus, several different approaches have been adopted to investigate their flammability and improve their thermal stability. These processes may be broadly classified into methods that enhance the fire resistance of polymer and techniques that modify the fibre architecture. The FR additives can be included into polymers with different scales such as nano- or micro-sized fillers to boost their FR response.119,120 Further, fibre alteration approaches incorporated either yarns hybridization or layers hybridization. 121
Improving fire-resistance via toughening of matrix
Polymeric, ceramic, and metallic are main matrices in the composites materials. The most common in the manufacturing of these composites are the polymeric matrices, which divided into thermoplastics and thermosets matrices.122,123 The using of thermoplastic matrices can increase the toughness and damage tolerance of composites.124,125 However, they provide lower stiffness and their manufacturing cost is higher compared with the thermosets based composites.126,127 Meanwhile, the thermoset resins, such as epoxy are most widely used in manufacturing of composite materials due to their great mechanical and good thermal properties.128,129 In this regards, the thermosets based composites have been selected in this review.
Thermoset matrices (e.g. epoxy polymers) have outstanding properties such as the ability to impregnate the fibre reinforcement properly and better adhesion leading to an outstanding mechanical performance, improved chemical and electrical resistivity, and less shrinkage during the curing process. However, the combustibility of epoxy polymers is a key issue in structural application since a fire event implicates not only risks to health but also a reduction of mechanical properties.22,23 To meet the requirements of the application, their fire resistance properties must be enhanced without compromising the other essential mechanical characteristics and thermal properties. Besides, it is critical to consider the environmental issues as well. Specifically, the formulation must be pre-impregnable for a proper degree of tack and drape, have suitable modulus and glass transition temperature, and have increased fire resistance compared to baseline matrices. 130 The fire resistance of matrices can be modified by using different techniques. These techniques vary from simple methods like incorporating additives into a polymer (nano- and micro filler) or coating heat-resistant materials, which involve chemically modifying the polymer or heat induction to the surface of the composite to influence intumescence. 131
Micro-phase toughening
In general, the FRs, which are incorporated in polymers of composites, are broadly divided into two major classes: the first is known as additive compounds and the second is defined as reactive compounds. 132 The additive FRs are added into the polymeric polymer by course processing while no chemical reaction occurs between them. These chemicals include bromine, boron, chlorine, aluminium, phosphorus, and antimony. 132 Many additives work as hydrated metal salts which go through endo-thermal decomposition on exposure to fire and hence reduce the rate of total heat release of a polymer matrix.133,134 Moreover, some other additives also emit water vapours during thermal decomposition that dilute the concentration of combustible emission gases discharged into the flame zone.58,135 In contrast, the reactive fire retardants are integrated into the network of the polymer molecular structure through a co-polymerisation process.136,137 Halogens (i.e. bromine, chlorine), melamine, phosphorus and inorganic compounds are the main structures of reactive compounds. However, the halogen source is the most effective FR, for both matrix and fibre.138–140 They operate by releasing reactive chloride or bromide radicals into the flame zone which provide the highest flame resistance by disturbing the oxidative combustion process of the flammable volatiles.141,142 But in recent times, restrictions have been applied on the use of halogen-based FRs on account of health and environmental issues associated with them. Phosphorus-based compounds are also quite effective FRs that decrease the emission of flammable gases from the degrading polymer by increasing char production. The selection of suitable flame retardant depends on various factors such as cost, temperature of decomposition, weight and compatibility between polymer and FR. In order to overcome the adverse effect of decreased mechanical properties of some filler additives, surface treatment of the particles is done to enhance the chemical interaction with the polymer polymer. Some filler compounds increase the concentration of smoke particles and toxic fumes during degradation of the composite materials. Therefore, to improve the fire resistance while avoiding the undesirable consequences of toxicity, smoke, and reduced mechanical strength, it is imperative to adopt an approach of incorporating two or more FRs in combination into the polymer composite materials (this process is defined as the intumescent fire-retardant system).
Several researchers have focused on the use of halogen-free fire-retardants in polymer systems. Shi et al. studied the heat conduction and flame resistance of epoxy composites by adding Si3N4 and Al(OH)3 (Aluminium Tri-hydroxide, ATH) fillers. 143 Their findings illustrated that Si3N4 significantly increases thermal conductivity, whereas ATH has a great effect on the fire resistance of epoxy. The effects of APP (Ammonium Polyphosphate) and melamine cyanurate (MC) on the flammability and mechanical performance of glass fibre-reinforced epoxy composites were studied by Lim et al., 144 where APP illustrated higher flame retardant properties compared to MC.
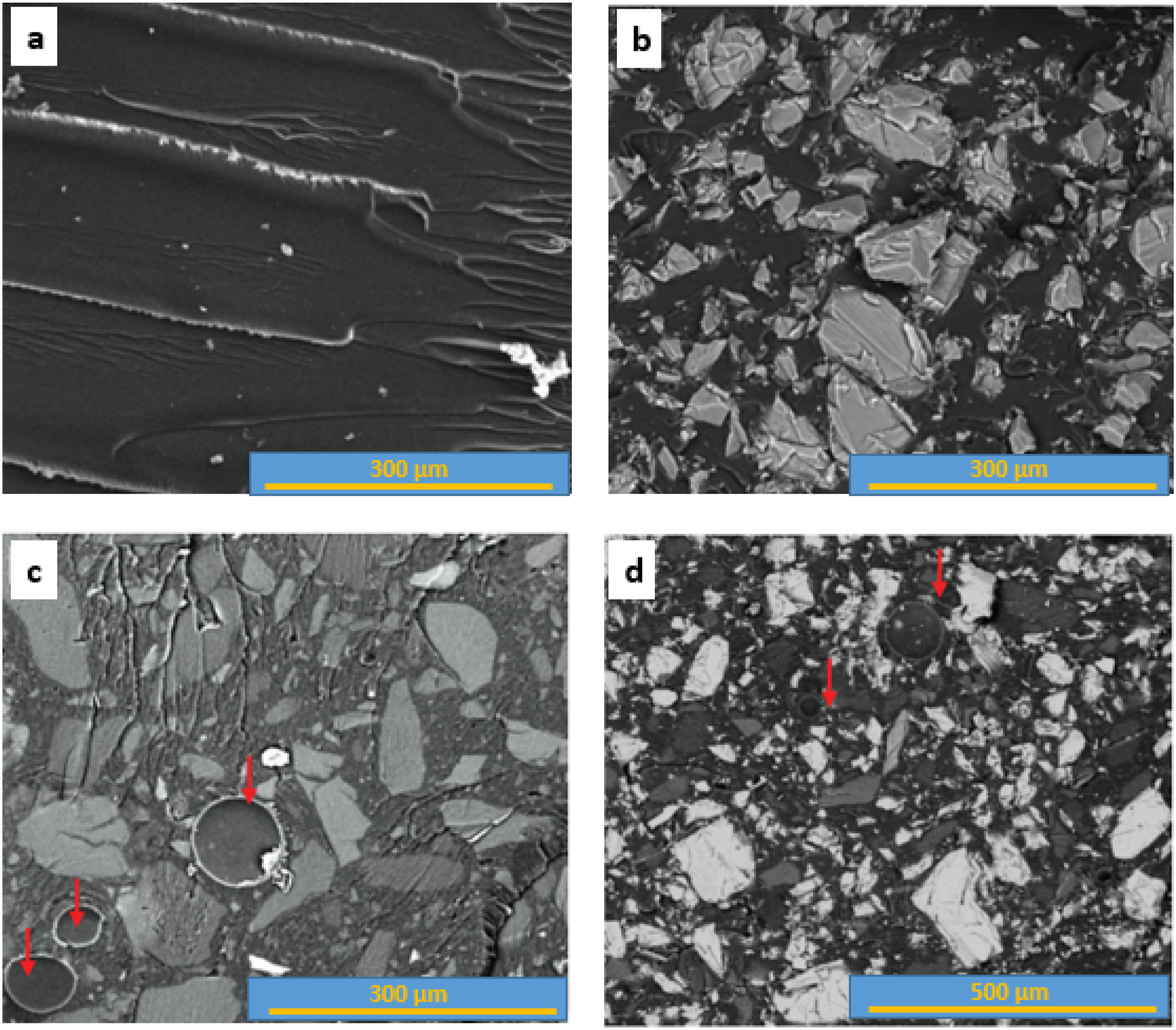
Riahipour et al.
119
investigated the influence of silica AG (20 nm) and APP (5 μm) on mechanical, thermal and flame-resistant properties of epoxy-based composites as shown in Figure 11. Their results showed that APP decreased the burning rate of epoxy composite with higher thermal stability. Scanning electronic images presenting effective dispersion of AG and APP phases: (a) neat epoxy, (b) 20 APP, (c) 20 AG, and (d) 5AG-15APP samples.
119
Wang et al. 145 studied the influence of adding APP and ATH agents on the thermal and fire-retardant properties of PVA (polyvinyl alcohol)/clay aerogels. They did not find a noticeable effect resulting from combining APP and clay AG on the onset of polymer decomposition; however, a significant reduction in aerogel decomposition rate was noticed between 250°C and 500°C.
Nano-phase toughening
The use of nano-sized organic and inorganic particles in epoxy polymers to improve their fire, mechanical, and physical properties has drawn attention in recent years because of their good dispersion and strong interfacial interaction. 146 Recently, Epoxy/SiO2 nano-composites are widely used in fire resistance applications due to the high stability of silica at high temperatures and the strong linkage between EP and SiO2.147–149 Vu et al. and Kui Wang et al. studied the influence of silica after addition to 9,10-dihydro-9-oxa-10-phosphaphenanthrene-10- oxide (DOPO) on the flammability and mechanical properties of an EP/silica system150,151 and reported improvement in fire resistance of the EP/silica system.
Recently, graphene is gaining attention as a halogen-free fire retardant for epoxy polymer owing to its 2D structure of a carbon layer as a physical blockade to impede the escape of volatile products. 152 However, the flame retardant performance of graphene by adding it alone to the polymer matrix is still unsatisfactory because of its flammability in the air atmosphere. 153 The limiting oxygen index (LOI) is a parameter that is used for evaluating the flammability performance of various types of materials according to ASTM D2863. Moreover, LOI measures the minimum oxygen concentration contributing to the combustion reaction. Thus, a material with a high value of LOI is less likely to burn. The LOI of these samples was measured to comprehend the combined impact of the fillers on the polymer composites. 154 Guo YQ studied the effect of flame retardant properties of graphene, graphite oxide (GO), and functionalized graphite oxides (FGO) on the epoxy composite. 155 It was found that the performance of graphene composites is better than graphite oxide composites.
Guo et al. 155 incorporated graphite (EG), graphene, GO, organic phosphate, and FGO into an epoxy resin (EP) matrix. Using transmission electron microscopy, the structure of the composites was characterized to illustrate dispersion without large aggregates. The flame retardancy was investigated using a micro combustion calorimeter. The results illustrated that EP/graphene as well as EP/FGO composites exhibited better flame retardancy than EP/GO composites with a maximum reduction of 23.7% in peak-heat release rate when containing 5 wt % FGO and a maximum reduction of 43.9% at 5 wt % loading of graphene.
Carbon nano-tubes (CNTs) have been used as common nano-particles in nanocomposites for fire resistance. They can be categorized into single-walled (SWCNT), double-walled (DWCNT), and multi-walled (MWCNT).
156
These materials have been adopted to decrease the flammability of a number of polymers for example ethylene vinyl acetate (EVA),
157
polystyrene (PS),
158
polypropylene (PP),
159
and polyimide 6 (PA).
160
CNTs, due to their high aspect ratio, percolate to form a network at a low loading level in the polymer matrix and lead to significant improvement in fire retardancy. So that, in composites, they largely contribute to increasing the fire resistance.
161
However, the dispersion of these particles inside the polymer system and the chemical reaction between the CNTs and the epoxy polymer matrix is a major problem that needs to be resolved. Owing to the high surface area, the CNTs create a robust van der Waal bond between individual tubes generating agglomerates and holding them in bundles as illustrated in Figure 12.
162
SEM micrographs illustrating the dispersion of carbon nano-tubes in the fracture surface of a carbon fibre composite: (a) homogeneous dispersion for CNTs and (b) CNTs agglomeration.
169

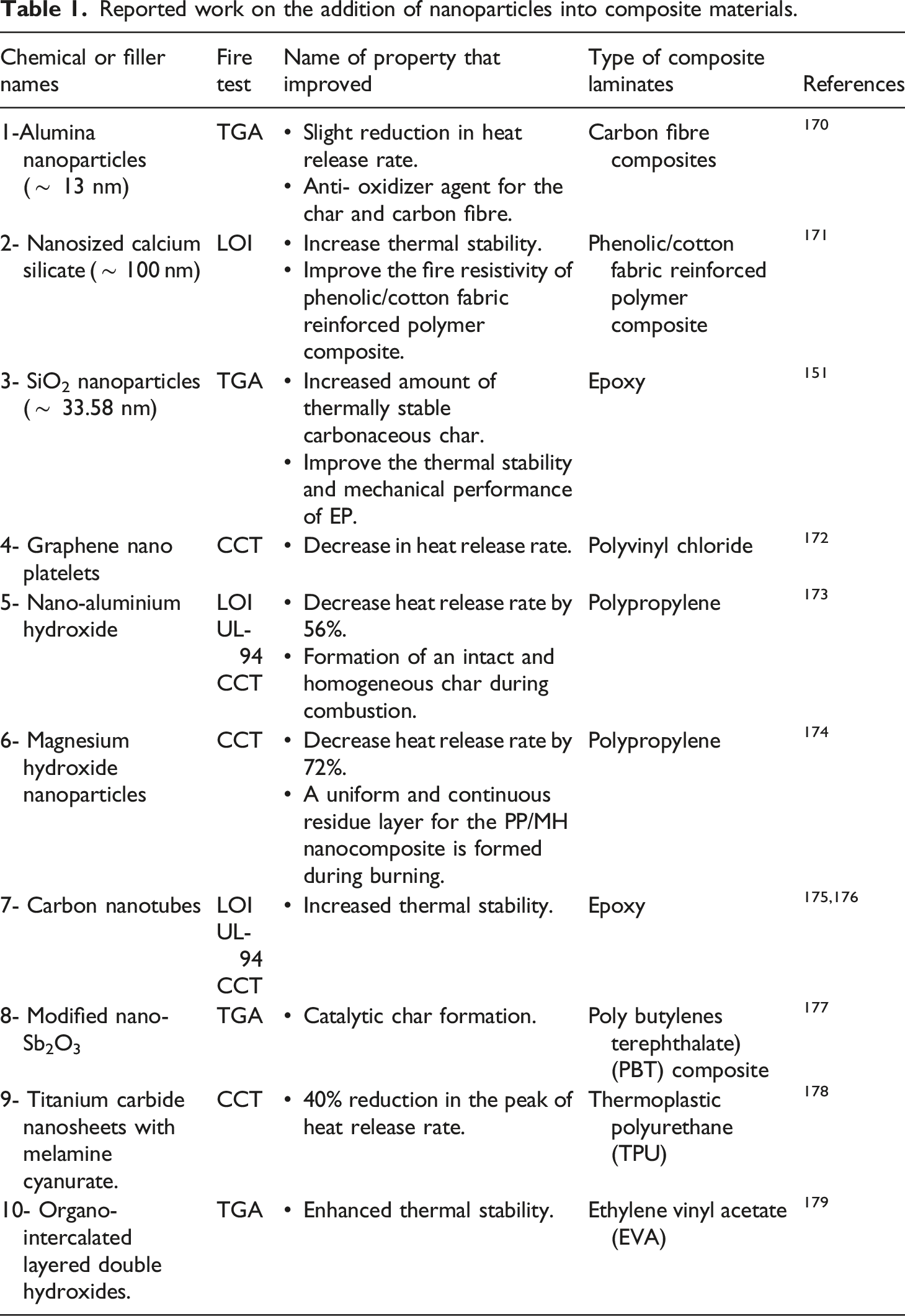
Although the CNT agglomerates can improve the electrical conductivity of composite laminates, 163 they can cause degradation of certain properties of composites. 164 For instance, the stiffness and strength of nano-composites are the most pronounced weakening effects caused by CNT agglomerates.165,166 Moreover, agglomerates cause very low solubility of CNTs in most solvents, leading to inhomogeneous dispersion within a surrounding matrix. 167 Thus, the homogeneous dispersion of CNTs inside the matrix is essential to prevent secondary agglomeration and increase the specific surface area of CNTs during the composite manufacturing. 168
Reported work on the addition of nanoparticles into composite materials.
In summary, the hybridisation of a matrix can be achieved mainly through micro-and nano-particles to improve the flame resistance of composites. However, homogeneous and stable dispersion of nano-particles in the matrix is a major obstacle that needs to be resolved.
Improving fire-resistance by reinforcement construction
Fibre-reinforced polymer composites are a class of composite materials that are made from a polymer matrix reinforced by fibres. These fibres have diameters ranging from a few micro-metres to many hundreds of micro-metres. The reinforcing fibres usually serve to give strength and stiffness to the composite laminates. 180
A composite produced by using two different types of fibres with a matrix material is often called a fibre-hybrid composite. Hybrid composites exhibit some specific advantages compared to conventional composites such as thermal distortion stability, good strength, stiffness, fire resistance, reduced weight, cost, notch sensitivity, improved fatigue resistance, fracture toughness, and impact resistance.181,182 Fibre-hybrids can be classified into three various classes: Figure 13 shows various configurations of fibre-hybridisation: intra-yarn, intra-layer, and inter-layer.183–185 It is worth mentioning that these classes are often referred to as fibre-by-fibre or commingled or intermingled, yarn-by-yarn and layer-by-layer or interlaminated respectively.186–191 Configurations of fibre-hybridisation: (a) intra-yarn, (b) intra-layer, and (c) inter-layer.
185

Fire resistance is considered as a functional property of composite laminates, and fibre hybridisation is an approach through which it can easily be enhanced.192–194 Most of the high-performance fibres such as aramid fibres offer low flammability and do not melt easily but carbonise on exposure to fire. As a result, a char layer is produced which is similar to one resulted by phenolic polymer.195–197 Kim et al. 197 studied the influence of the addition of aramid fibre layers to a sandwich made from glass fibre/phenolic skins. The results showed that the post-fire tensile strength of the skins increased by 95% and the post-fire flexural strength of the sandwich improved by 240%. The layer lay-up also played an important role. They observed that the lay-up of aramid/glass/aramid had a substantially lower rate of fire propagation than the lay-up of glass/aramid/glass. 194 Xiaoye Cong et al. 198 investigated the mechanical performances and fire protection behaviour of composites consisting of thin-ply carbon fibre prepreg and FR mats. These FR mats include an expandable graphite, mineral wool and glass fibre to generate a thermal barrier. The results confirmed that composites with flame retardant mats achieved higher fire protection according to the EN 45545-2 standard, and high value of average rate of heat emission (MARHE).
Additionally, there is a growing interest in hybrid laminates made from the combination of synthetic fibres (like glass fibre) and natural fibres aiming to manufacture composites that are environmentally friendly and less flammable. 199 Nurul et al. 192 showed that the bamboo-glass hybrid polypropylene composites are thermally more stable before starting to decompose at 275°C and fully degrading at 400°C compared to the glass-polypropylene (GPP) composites.
A multi-layer polymer-metal laminate (PML) can also be used for thermal insulation in lightweight structural materials such as aluminium and carbon fibre reinforced composites. Fire test findings have shown a decrease in substrate temperatures and a substantial increase in time to failure under load in these hybrid laminates. This system of protection, obtained from materials such as intumescent coatings or ceramic fibre mat against fire offers an equivalent or even superior approach compared to conventional fire protection. 200
Improving the interface region between polymer matrix and reinforcement
The fibre-polymer interface, which is formed during the composite curing process, can mainly be classified into two phases: the first phase is full wettability of fibres by polymer through the impregnation process, while the second phase is chemical bonding that occurs during the cross-linking reaction of polymer during the solidification process. 201 On exposure of a composite to fire, the burning behaviour of interfacial polymer is much more rigorous because of the wicking effect. At the combustion temperature, the polymer would melt, wet the interfacial fibres, and spread on the fibres’ surface leading to the rapid and inclined flow of the polymer melt along the fibres’ surface towards the fire zone. This phenomenon will expedite the fuel supply and intensify the combustion, particularly in fibre-reinforced thermoplastic composites. Thus, the combustion rates at the interfacial regions and within matrix materials are considerably different. To deal with the above issue, interfacial FR changes of fibres by adopting physical or chemical approaches have been suggested. These approaches can increase the fire retardancy without altering the process or composite molding techniques while maintaining their mechanical characteristics.202,203 These approaches are particularly attractive for composites reinforced with natural and organic fibre as the fibres can easily be functionalized or incorporate FR into their matrix.204,205
The FR modified fibres can produce a very high concentration at interfacial regions, resulting in high surface roughness and lower surface energy compared to the original fibres. Further, the flame retardant fibres can react with the matrix to produce chars that grow along fibres at combustion temperature producing a more rough and inert surface of fibres. As can be seen in Figure 14, the residues containing fibres and chars can effectually block the adsorption, wetting the fibres, spreading along and flow of the polymer melt in interfacial regions, which can weaken and even stop the wicking process and significantly enhance the flame retardancy of composite.206–208 Most thermosets do not experience wicking action during combustion compared to thermoplastics. Thus, the produced chars can grow along with the fibres particularly for phosphorus-containing FRs making an effective fibre shield. The high-quality shield consisted of a high-strength skeleton (fibres) and condensed fillings (chars) that can be used to block off oxygen, heat, and degraded volatiles.202,209,210 In terms of the amount of char for integrating fibres together, it is considerably smaller than achieving a compact protective coating independently. More significantly, the shield strength owes to the integration of fibres and chars. Carbon nano-materials such as graphene, carbon nanotubes and carbon black, are significantly used to enhance the interface area between the polymer matrix and the reinforcement; leading to improve the polymers’ flammability, mechanical properties and conductivity.
211
The distribution of flame retardant at (a) bulk and (b) interfacial region.
203

Summary and conclusions
In recent times, the fire-safe design of composite laminates has gained significant attention due to the increasing demands of composites in numerous applications. This research review has illustrated the response and susceptibility of composite laminates when they are exposed to fire events. A considerable amount of literature has been highlighted that reveals the failure mechanisms occurring in composite laminates when subjected to different elevated temperature ranges. In addition, various test methods have been discussed in this paper to study the fire behaviour of composite laminates based on their flammability and the rate at which flammable and toxic gaseous elements are discharged. This review has also broadly enclosed the prediction of fire performance and induced damages extended to composite laminates in terms of numerical approaches to aid understanding of the complex phenomena happening simultaneously in the composite and enable estimating the consequences of flammability on composites.
The prime focus of this study has been to present insightful literature on improving the flame resistance and thermal stability of composite materials via multi-scale hybridisation techniques. These approaches may broadly be divided into methods that improve the fire resistance of polymer and methods that modify the reinforcements. Polymer-toughening methods include incorporation of micro- and nano-particles within the polymer systems. While, fibre alteration methods, which are including hybridisation approaches either at the yarn level or in layers have been discussed. Finally, the hybrid layer composite laminates have also been reviewed in this paper highlighting their influence on the flammability and thermal stability of composite laminates.
Further, the research work could possibly be extended for selective hybridization at matrix, reinforcement and layers levels to manufacture advanced composite laminates and investigating their response to fire by using Fire resistance test methods. Moreover, numerical analysis with aiding Abaqus software can be adopted for comparison with experimental results
Nomenclature
Ammonium Polyphosphate
Aluminium Trihydroxide
Basalt Fibre
Carbon Fibre
Carbon Nano-Tubes
9,10-dihydro-9-oxa-10-phosphaphenanthrene-10- oxide
Double-Walled Carbon Nano-Tubes
Graphite
Ethylene Vinyl Acetate
Finite Element Method
Functionalized graphite oxides
Flame Retardant
Fibre-Reinforced Composites Laminates
Finite Volume Method
Glass Fibre
Graphite oxide
Glass–Polypropylene
Heat Release Rate
The limiting oxygen index
Maximum Average Rate of Heat Emission
Melamine Cyanurate
Multi-Walled Carbon Nano-Tubes
Polyimide 6
Polymer Metal Laminate
Polypropylene
Polystyrene
Single-Walled Carbon Nano-Tubes
Decomposition Temperature of Polymer
Glass Transition Temperature of Polymer
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.