
Abstract
This study develops an impermeable and flexible sheet for food packaging using aluminium foil and jute web. A hot melt sheet is used for laminating foil with a jute web. A simple manufacturing process has been suggested. The effect of different process parameters has been studied and optimized. The optimized calendaring temperature (top/bottom), pressure, and speed are 150/120°C, 15 kPa, and 1 m/min, respectively. Preheating and three consecutive runs show higher tenacity. This hybrid sheet uses around 88% or 78% jute (by weight) in one and both side laminated sheets, respectively. The failure mechanism shows the role of fibre-to-foil bonding. The developed fabric is lighter and more cost-effective than jute woven laminated fabric. The packet from hybrid fabric is sufficiently strong and pliable with excellent barrier properties to use as a hygienic sheet for food packaging.
Introduction
Preparation of protective material by lamination is an age-old technology. The evidence is available in the wrapping fabric of Egyptian mummies. 1 In the last two centuries, lamination technology has progressed with the development of new adhesives and products. A UK-based business intelligence company claims that the laminated fabric market is expected to grow exponentially within 2020-2026 at a CAGR of 3.1%. 2 Laminated fabrics are composite materials with a layered structure.3,4 Two or more materials are bonded with an adhesive to impart benefits like added strength, durability, or a combination of properties such as waterproofing, etc.5–7 Literature8–10 shows that the base layer’s structure is important for laminated fabric performance.
Presently, aluminium-based packaging is extensively used to store or carry dry and wet food materials in different temperatures. 11 If carefully checked, most of those packaging contains not only aluminium sheets but also transparent and thin synthetic polymer in the form of lamination or coating. It is required for better strength, water repellency, durability, aesthetics, and other improved performances. This synthetic polymer remains in contact with food material, which causes harm to the consumer of the food and accumulates in the environment as pollution. In this aspect, these health and environmental issues should be appropriately addressed so that the food material can be packed hygienically and, simultaneously, the disposed material can be reduced significantly.
Aluminium foil is used in packaging due to its pliability, inertness (nontoxic), hygiene (sterile), and barrier properties against light, moisture, and aroma. 12 Aluminium is inexpensive and fully sustainable as it is recyclable without losing quality. Pure and thin aluminium foil bears low strength and is highly fragile with a crumbling nature.13,14 These properties of aluminium foil may be improved by using fibre reinforcement. Therefore, a study was required to select a suitable natural fibre that will be adhered to the aluminium foil with an acceptable adhesive 15 in a simple process. Hence, research on aluminium laminated fibre web was generated.
Jute, annually renewable and commercially available bast fibre, is conventionally used as packaging material. It is a coarse, strong, rigid, and abundantly available natural fibre in Eastern India and Bangladesh. 16 This fibre web is selected for the reinforcement on aluminium foil. The literature on aluminium laminated jute products is scanty, and there is no reported work on aluminium laminated jute nonwoven. A few work17,18 have developed jute-based aluminium foil laminated bags for tea packaging and found them superior to conventional sacks regarding transportability. The chemical analysis, organoleptic, and microbial qualities showed that the bags were suitable for tea packaging. However, in that product, jute woven fabric is used for reinforcement. This packaging material is heavier than conventional material due to the presence of jute woven fabric (minimum 250-300 g/m2). The areal density of jute woven fabric is a limitation of making the laminated fabric lighter.
In this study, an attempt has been made to develop aluminium foil laminated thin jute web for lightweight packaging, especially for food. Therefore, a study has been carried out to standardize the process, product, and quality of laminated jute web for various uses. The novelty of this product and process is that the developed material is lighter and free from plastic. It contains biodegradable and easily removable jute fibre, which is adhered to by acceptable adhesive. This aluminium is recyclable, and hence the product is sustainable.
Materials and methods
Materials
Jute (Hibiscus olitorious) of TD3 grade 19 was used to prepare a cross-laid web. Jute fibre properties are linear density, 2.58 tex; fibre tenacity, 24.30 cN/tex; and extension-at–break, 1.50%. The laminating material is aluminium foil of 10 g/m2 areal density, thickness 0.2 mm, 2.9 cN/tex tenacity, and 0.45% extension-at–break. Hot melt Ethylene Vinyl Acetate (EVA) film was used for adhesion. The Melting Point of EVA is 60°C. 20 Aluminium foil is collected from the local market, and EVA film is collected from a Mumbai-based company. Usually, EVA adhesive may have a shelf life of more than 3 years at room temperature, i.e., if it is not exposed to excessive moisture, high temperatures, or other challenging conditions. 15
Methods
Laminated fabric preparation
Water, 20% of material weight, was sprayed on jute reed, processed in jute softener, and then kept for 24 h in a closed bin for conditioning. Then, it was processed in a breaker card and finisher card. The sliver from the finisher card was hand opened and fed with a uniform fibre lap of 600 g/m2 to the feed conveyor of the card, followed by a cross-lapper. The cross-lapped jute web (70–80 g/m2) was then fed to the conveyer of a thermal bonding machine comprising a pair of hot rollers followed by a pair of cold rollers (Figure 1). Areal density below 70 g/m2 was not made because of higher irregularity. The aluminium foil with the adhesive sheet is fed in the feed roller of the thermal bonding machine from the top, along with the jute web. For both side laminations, the reverse side is laminated using the same process feeding EVA film and aluminium foil from the bottom of the web in the same run. Process line for preparing laminated fabric.
Measurement of areal density and thickness
Areal density
21
and thickness
22
(Figure 2) of web and laminated fabric have been measured by weighing (50 × 50) cm (ASTM D3776) and using a digital thickness tester with 25 mm pressure foot (ASTM 5084), respectively. Thickness test.
Measurement of tensile behaviour
The tensile properties of the fabrics, in the machine direction, were determined
23
(ISO 9073) after conditioning at a standard atmosphere, i.e., 65% RH and 21°C on an Instron Tensile Testing Machine (Figure 3). The test conditions were: test length, 10 cm; cross-head speed, 5 cm/min; and strip width, 2.5 cm. The fabric tenacity and elongation-at-break were determined as follows: Tensile test.
Tenacity (cN/tex) = Breaking load (cN)/[Specimen width (mm) × Fabric mass per unit area (g/m2)]
Extension-at-break, % = Elongation-at-break (cm) × 100/Gauge length (cm)
An average of 20 tests for each sample has been reported.
Measurement of bending load
It has been tested in the Computerised Bending Tester.
24
A modified hanging loop technique has been adopted to test the samples in this instrument (Figure 4). A vertical ring loop of maximum diameter is formed from a rectangular fabric strip (40 × 5) cm. The loop is clamped in the upper jaw (moves vertically) and the lower jaw (fixed). The load on the lower clamp will be changed depending on the rigidity of the fabric on the up and down movement (well before stretching of fabric) of the upper jaw. This load is measured by a load cell, and the deflection of the upper jaw is measured by a sensor. The load on bending deformation of 10 mm of the fabric loop along the diameter at the rate of 10 mm/min defines the bending resistance and is reported as bending load. An average of 10 such values has been shown. Bending test.
Measurement of tearing strength and seam strength
Fabric samples were tested in an Instron Tensile Tester for tearing strength
25
and seam strength
26
following ASTM D2261 and ISO 13935, respectively (Figures 5 and 6). The test conditions were: test length, 10 cm; cross-head speed, 5 cm/min; and strip width, 2.5 cm. Tear test. Seam test.

Measurement of thermal insulation
It has been measured (Figure 7) using a guarded two-plate thermal insulation tester
27
(BS 4745). Each sample was measured randomly at five different places under the pressure of 0.3352 kPa. The area of the test specimen is 706.85 cm2 (diameter 30 cm). Thermal insulation test.
Results and discussion
The effect of the type of calendaring, calendar roller temperature, pressure, delivery speed, preheating of jute, and the number of passages have been studied and discussed based on the tenacity values in the machine direction. The range and levels of process parameters have been selected from preliminary trials and previous literatures.4,28,29 Furthermore, other relevant physical and functional properties of one-side laminated and both-sides laminated products have been evaluated.
Effect of type of calendaring
Five different surface combinations of metallic rollers for calendaring under hot-pressed conditions (Figure 8(a)) have been examined: A. Two smooth rollers; B. Smooth bottom and engraved dot top rollers; C. Smooth bottom and engraved diamond top roller; D. Both are engraved dot rollers; E. Both are engraved diamond rollers. The fabrics made from jute web and aluminium laminations are tested for tenacity in the machine direction. The smooth bottom and diamond top roller combination has the highest tensile value (Figure 8(b)). The engraved roller and smooth roller combination is better as the web surface is undulated, rough, and with hairs, whereas the surface of the aluminium sheet is smooth. The raised portion of the top roller generates a concentrated and high pressure on the smooth bottom roller surface. The heat transfer in these raised portions is much faster and more effective. The diamond textured roller covers a higher contact area with bottom roller compared to dot rollers. Hence, it produces higher strength due to the improved adhesion between the fibres and laminated sheets with an excellent diamond embossing/texture on the surface. A similar top and bottom roller combination may be suitable for lamination between two smooth surfaces. Figure 9 shows the photographs of the top and bottom roller surfaces for hot calendaring. (a). Schematic diagram of different roller arrangements, A, Two smooth rollers; B, Smooth bottom and dot top rollers; C, Smooth bottom and diamond top roller; D, Both dot rollers; E, Both diamond rollers. (b). Laminated fabric tenacity and cv% in different roller combinations (Web 70 g/m2, Preheating 15 min in 100°C, Roller Temperature (Top/Bottom) 150/120°C, Pressure 15 kPa, Delivery Speed 0.75 m/min, Passages 3). Images of optimized roller surface, A Top, B Bottom.

Effect of calendar roller temperature
Laminated fabrics were prepared by changing the top roller temperature (90, 120, 150, 180°C) with a fixed bottom roller temperature (150°C) and keeping all other parameters unchanged. Figure 10 shows that the tenacity is maximum with 150°C top roller temperature. Effect of roller temperature on fabric tenacity (Web 70 g/m2, Preheating 15 min in 100°C, Pressure 15 KPa, Delivery Speed 0.75 m/min, Passages 3).
Similarly, fabric tenacities of different smooth bottom roller temperatures (90, 120, 150, 180°C) have been examined with fixed top roller temperature (150°C) and keeping all other process parameters unchanged. It shows that the lower temperature of the bottom roller (120°C) shows better strength of the fabric (Figure 10). The tenacity cv% (in parenthesis with each data in the figure) has been shown to understand the variability and has no specific trend.
With the high temperature, the fibre-to-fibre and fibre-to-aluminium thermal bonding or adhesion was better, causing higher strength of the fabric. Further increase in temperature makes the adhesive brittle, whereas lower temperature makes the inadequate adhesion reflected by lowering of tenacity. The lower temperature of the bottom roller compared to the top roller, i.e., temperature gradient, facilitates proper heat flow from top to bottom, resulting in better adhesion and tenacity.
Effect of pressure
Roller pressure has a significant impact on adhesion. Among the five pressures tested, it was found that 15 kPa shows the highest tenacity of fabric (Figure 11). Jute web is a bulky material with widely distributed porosity. High pressure removes the air entrapped in the web and increases the fibre-fibre and fibre-aluminium contact area, keeping adhesive film in-between. Hence, tenacity increases with pressure. After this optimum value, The trend graph (Figure 11) shows that there is a decrease in tenacity on further increase of pressure. It is due to the deterioration of adhesive properties overheating in high pressure and temperature, as heat flows through aluminium, a good conductor of heat. The tenacity cv%, represented in parenthesis in Figure 11, shows that in lower tenacity values, the cv% is higher. Effect of roller pressure on fabric tenacity (Web 70 g/m2, Preheating 15 min in 100°C, Roller Temperature (Top/Bottom) 150/120°C, Delivery Speed 0.75 m/min, Passages 3).
Effect of speed
The experiment was conducted in four delivery speeds (0.50, 0.75, 1.00 and 1.25 m/min). The speed of rollers defines the dwelling time of fabric with hot rollers. High speed reduces the dwelling time, resulting in improper heat flow from the roller to the material. Therefore, speed has been optimized, keeping all other parameters the same. Figure 12 shows that tenacity increases initially with an increase in delivery speed. It reaches optimum around 1 m/min, and further increase of speed deteriorates the tenacity due to improper adhesion. The cv% has shown higher values with 0.50 and 1.25 m/min delivery speed. Speed from 0.75 to 1.00 m/min is safe for optimum performance. Effect of delivery speed on fabric tenacity (Web 70 g/m2, Preheating 15 min in 100°C, Roller Temperature (Top/Bottom) 150/120°C, Pressure 15 KPa, Passages 3).
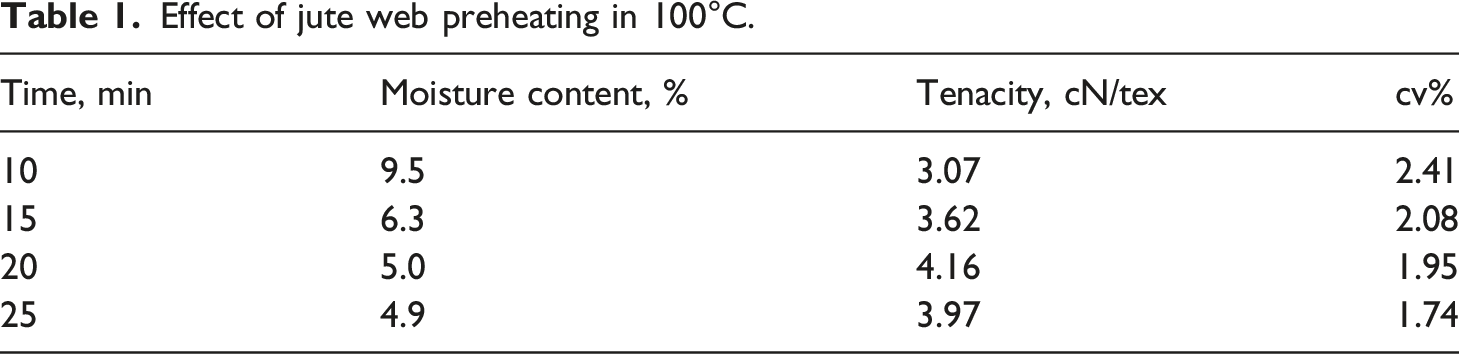
Effect of preheating
Effect of jute web preheating in 100°C.
Effect of the number of passages
Figure 13 shows that the tenacity of laminated fabric increases with the increase in the number of passages, with all other factors the same. It reaches optimum in three successive runs. Further increase of passage deteriorates the tenacity. The initial increase of force with runs is due to better adhesion within the fabric. The improper melt portions are also melted in several runs. However, four runs reduce the strength due to excessive heat, which deteriorates adhesion. Effect of the number of passages on fabric tenacity. (Web 70 g/m2, Preheating 15 min in 100°C, Roller Temperature (Top/Bottom) 150/120°C, Pressure 15 KPa, Delivery Speed 0.75 m/min).
Structure of the laminated fabric
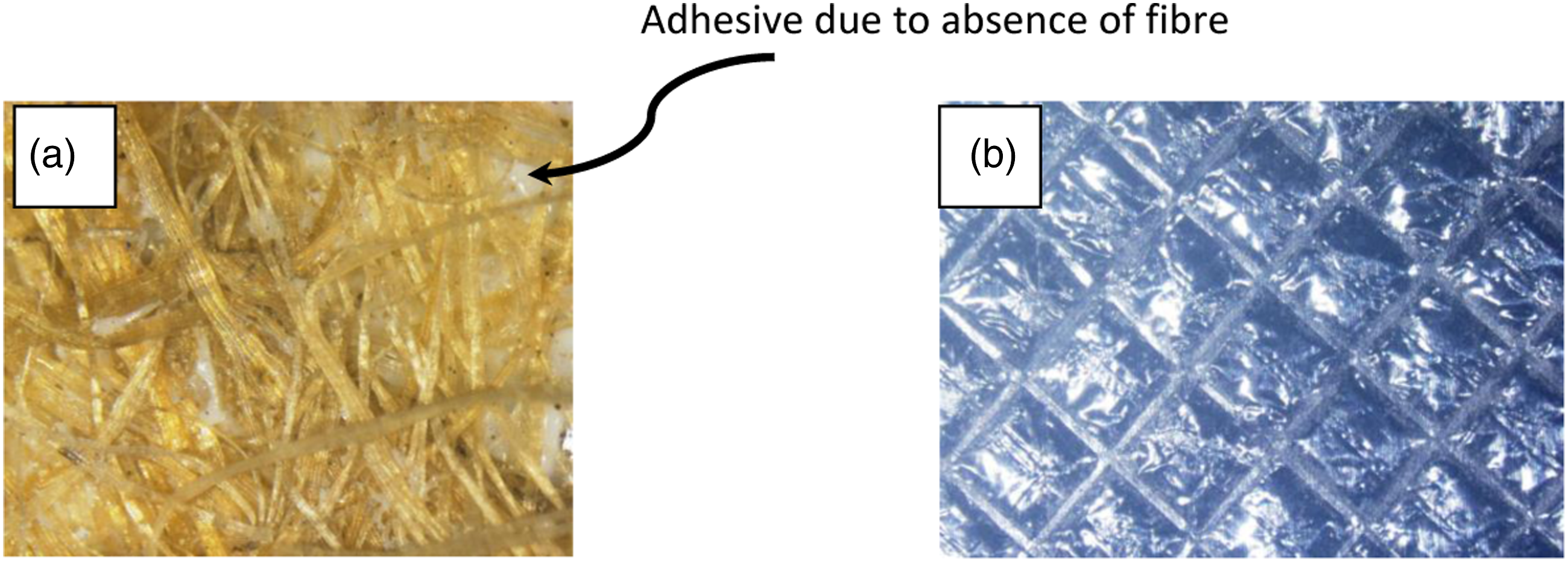
Figure 14 shows the schematic cross-section of laminated fabric. In one side lamination, the melted EVA adheres to the fibres near aluminium sheet. The adhesive also infiltrates through pores of the jute web, and most other fibres also adhere with aluminium sheets or other fibres. Some fibres far from aluminium sheet adhere intermittently and produce hairs on the fabric surface. The entire structure of the jute web forms a thermally bonded fabric laminated with aluminium foil, where the adhesive is applied on one surface of the web. Similarly, the fibrous structure inside the aluminium foil on both side laminated fabric, the fibrous part behaves like thermal-bonded fabric, where the adhesive is applied on both surfaces. Here, the entire fibre assembly is converted into thermal-bonded nonwoven and contributes to strength. So, improved properties are found on both sides of the laminated fabric. Figure 15 is the magnified image of the fabric surface where (A) shows the fibre arrangement and adhesive (where there is no fibre to adhere) and (B) aluminium surface with diamond engraving due to the top roller. Schematic cross section of laminated fabric (a) one side, (b) both side. Magnified (30x) surface of one side laminated fabric, A-Fibre surface, B- Aluminium surface.
Failure mechanism
During the experiment on the tensile behaviour of laminated fabric, it was found that mainly fabric strength is borne by the jute thermal bonded fabric. Aluminium is inextensible material with low strength, whereas bonded nonwoven has comparatively higher strength and extensibility. Hence, the load–elongation curve shows the behaviour of bonded jute fabric where sharp fall (about 40%–50%) of load occurs due to breakage of fibre and, thereafter, stick-slip effect for continuous breakage and slippage of fibres.32,33 In the case of both-sides laminated fabric, the support of aluminium foil from both sides facilitates the better contribution of fibres, reducing the fall of load in failure and making the remaining curve smoother due to controlled slippage of fibres (Figure 16). Therefore, the role of aluminium foil in tensile behaviour is not very significant. It helps to impart the barrier and hygienic properties in the fabric.34–36 Load elongation curves of laminated fabric (a) one side, (b) Both side.
The adhesion of aluminium with a jute web can be judged by delamination force. It has been evaluated using an Instron tensile tester
37
(T-peel test, ASTM D1876) and found 268 cN for a 2.5 cm sample width. The image of the breaking zone has been shown in Figure 17. Breakage of laminated fabric. One side lamination (a) Jute side, (b) Aluminium side, (c) Both side laminated.
Properties of single surface lamination on web
Properties of aluminium laminated jute web fabric (roller temperature (top/bottom)-150/120°C, pressure – 15 KPa, delivery speed – 0.75 m/min, three passages).

aA- Bending as jute inside; B- Bending as aluminium inside.
Data in parenthesis are cv%.
Comparison between single surface lamination and both surface lamination
Table 2 also shows the properties of jute cross-laid web laminated with aluminium foil on both sides. It shows that the properties of the laminated fabric improve compared to one side laminated fabric despite glossy texture and water impermeability from both the surfaces as the jute has been covered and a higher proportion of fibre surface adheres among themselves and aluminium foil resulting in better utilization of reinforcing fibre as layered composite.
As the fibre web is laminated on both surfaces, it was found that the bulk density increases as adhesion is imposed from both surfaces. In this structure, the fabric behaves as a layered composite where the fibres act as reinforcing material. Here, every part of fibre contributes to the tenacity and initial modulus. Extension-at-break reduces due to the low slippage of fibres. The bending modulus increases due to an increase in compactness in the fabric structure. The compact structure and decrease in voids make the composite fabric strong and tough; eventually, the seam strength and tearing strength also increase compared to one-side laminated fabric. Thermal insulation increases due to insulating part in-between two aluminium surfaces. As the aluminium foil is impermeable, there is no water absorbency and air permeability of the fabric. The photographs of both types of fabric have been shown in Figure 18. Aluminium laminated jute web sheet, (a) one surface, (b) both surface.
Preparation of bag for storing food
Storing bags (Figure 19) were prepared from the developed laminated fabric having dimensions (16 × 12) cm by sealing with hot melt Ethylene Vinyl Acetate (EVA) applying 150°C using heat sealing machines. The weight of the bag was approximately 60 g. The performance of those bags has been tested considering carrying capacity. It was found that it can safely carry 1.5 kg of material and sustain at least six drops with 1.5 kg of sand
38
(a successive drop of a sand-filled bag from 500 mm height following IS 13035). The bending property helps the developed bag to adjust to the shape of the material kept inside it. The cost shows that the developed bag (from both-side laminated fabric) will be about 1.5 times costlier than the commercial bag but about 32% cheaper than aluminium laminated woven jute bags. Aluminium laminated jute bag.
Conclusion
The primary outcome of the study are 1. Crosslaid web makes better and more compact laminated fabric. 2. Both surface lamination improves properties compared to one-side laminated fabric. 3. Smooth bottom and diamond top hot roller combination shows better quality fabric. 4. Calendaring temperature (top/bottom), pressure, and speed have been optimized as 150/120°C, 15 kPa, and 1 m/min, respectively. 5. Preheating of jute web with 100°C for 20 min and three consecutive runs show improvement in tenacity. 6. Properties show that a jute web of 70 g/m2 with aluminium foil of 10 g/m2 lamination is suitable for food wrappers. 7. The proposed process is simple and can produce low-cost and lightweight laminated products. 8. Jute fibre with adhesive plays a significant role in rupture. It improves thermal insulation also. The aluminium foil acts as a barrier of air, water, and aroma, along with a hygienic surface for food.
The jute web should be cleaned from dirt, dust, and very short fibres as much as possible for better adhesion. Exposure to excessive moisture, high temperatures, or other challenging conditions may deteriorate fabric quality. Considering the sustainability of products and processes, the product has great potential in spite of minor increases incost and weight. This layered hybrid fabric can be used as wrapper material for dry and wet food material in cold and warm conditions. The work may be extended with a study on the use of natural adhesive and other natural fibres with a further simplified process.
Footnotes
Acknowledgements
The authors are grateful to Dr D B Shakyawar, Director, ICAR-NINFET, for extending help and suggestions to carry out this study.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.