
Abstract
Clothing production have adverse impact on the environment due to inefficient energy utilization during production processing, huge consumption of water and usage of harmful chemicals. Therefore, this work aims to develop a sustainable wind resistant and water repellant fabric through novel technology that reduces production processing steps for efficient energy consumption without compromising required functional performances without durable water repellency coatings (DWR) and application of fluorinated chemicals. This development aims to overcome the drawbacks associated with multiple production processing steps, hazardous chemicals, delamination, degradation, and reduction in vapor permeability due to adhesive layer, etc. In this work, the one-layer fabric was developed using polyester filament yarn on one surface and polyamide low melt yarn on another surface using plaited knitting technique. Further, the fabric was thermally processed at different conditions to create uniform barrier film through melting and flowing of polyamide yarns on fabric surface. The optimized and efficient thermal processing parameters were determined using Box-Behnken design as 120°C, 30 s and 0.5 MPa which yielded a fabric membrane with air permeability of 33.5 cm3/s/cm2, highest resistance to surface wetting with grade 5, exhibited hydrophobicity with water contact angle (WCA) of 120° and water vapor transmission rate of 875.7 (g/(m2·24 h)). Developed fabric also shows high abrasion resistant which would have increased clothing lifespan and comparable stiffness to commercially available wind stopper and water repellant fabrics.
Keywords
Introduction
As the nature of work becomes more sedentary, consumers are becoming increasingly aware of how their lifestyle choices impact their health and well-being. This awareness has pushed consumers to incorporate outdoor sport activities into their lives. 1 This change in consumer lifestyle can be seen in the increased demand for outdoor sports apparel which is growing at a compound annual growth rate of 4.1% from 2018 to 2025 with global sales expecting to reach USD 17,154 million by 2025. 2 Particularly, it is predicted to have great demand for multifunctional fabrics for outdoor active sportswear. So, sportswear manufacturers are taking advantages on this trend by developing a wide-ranging of outdoor clothing with different styles and functionalities. 3 New innovations in outdoor sportwear are quickly developed and brought to market by the manufacturers to adapt the different needs and changing personal preferences of the users. Nowadays outdoor cloth consumption has increased dramatically due to grow of interest toward purchasing up-to-date sportswear. This has resulted over the years in a shorter life cycle of sports products and increased disposal rates and waste. Hence, this extremely fast fashion cycles of sports product have unintentionally placed additional burdens on the environment through negatively influence of soil, air, and water.4–6
Textile industry create harm to environment at all stages of the production from cultivation of raw materials to disposal of finished materials which includes consumption of hazardous chemicals, consumption of higher energy and water and end up with solid wastes. They use large amount of water, fuel, electricity, dyes, and chemicals which are responsible for greenhouse gas emissions and contaminated effluent. Therefore, various countries are using different policies to improve sustainable productivity and reduce environmental pollution. 7 To create room for textile products in all countries, every textile manufacturer and retailer must adopt sustainable manufacturing in their production line and produce low impact products. The sustainability aspects of textile materials are mainly assess using various elements such as environmental impact, energy consumption, manufacturing cost, waste management and personal health. So, any new technology or development related to energy-efficient manufacturing process and chemicals free finishing will enhance the environmental impact performance, as they have effective capabilities of saving resources, energy and reduce water pollution.8,9
Among various clothing, apparels with wind resistance, water repellent, and vapor permeable performance fabrics have become extremely popular in several applications, such as sportwear, outdoor and athleisure apparel etc. Wind resistance of a fabric is the ability to resist wind and reduce the wind pressure blowing in for protection. Wind-resistant and wind-proof characteristics of clothing can prevent the person from losing heat in the cold weather as the cold air outside cannot penetrate the clothing. It also reduces the air permeability to improve the comfortability of wearer under windy environment and prevention of thermal static air outflow in the clothing should keep the wearer warm.10–14 Water repellant and breathable feature of clothing can prevent water from environment and meanwhile actively funnels perspiration away from the body to keep wearer feeling dry during outdoor sports. To meet such consumer demands, manufacturers are focusing their efforts in the development of new fabric technologies that provide combinations of wind resistance, water repellant, vapor permeability along with comfort and long-lasting performances.15,16 Several characteristics in a finished apparel can be achieved through traditional layering system by combining various elements such fabrics, water repellant polymers, films and membranes. These kind of sandwiched multifunctional fabrics are commercially produces using several technologies such as coating of polyurethane (PU) using organic solvents, hot-melt lamination using fluorocarbon resins and acrylic paste, dot-lamination of polymeric films, and lamination of porous membranes etc.17–19 Majority of the manufacturers are using durable water repellent (DWR) finishes by depositing hydrophobic substances such as fluoro-polymers, fluoro-chemicals, silicones and waxes and/or laminating premade or extruded polymeric film on fabric surface with thermal or adhesive bonding to achieve required functional performances.20–23
The primary drawbacks of these kind of coated or laminated waterproof fabric contains per and polyfluorinated compounds (PFCs), which are harmful to human health and environment.24,25 Another most important drawbacks of such multi-layered laminated technologies are the complexity of production which often involves multiple procedures with each associated process adding further cost to the final apparels, more solid product waste and additional energy consumption. In addition, the development of premade adhesive film requires additional carriers such as polyethylene film and release paper which end up with huge landfill waste. The conventional techniques also alter the material properties of the underlying textiles that may detrimentally affect the mobility of the clothing assemblies. Other disadvantages of multilayer laminated fabric membrane are poor abrasion resistance which makes apparel to lose their properties quickly, and vapor permeability of layered clothing may be reduced because of the condensation of moisture in adhesives layer. Moreover, the final product is prone to degradation via delamination due to build-up of sweat and soil within the constituent layers.26–28
To overcome above mentioned inherent disadvantages associated with existing multi-layered fabric for outdoor sportwear, this study aims to create production process efficient, coating and film lamination free functional fabric in efforts to reduce energy consumption in its manufacturing line and to eliminate harmful chemicals. In this work, one layer knitted fabric was created using low melt thermoplastic yarn on one surface and normal polyester yarn on another surface. Further, the fabric was thermally treated using hot press with different processing parameters to melt thermoplastic yarns and form film or barrier on one surface while preserving the knit structure on other side. The optimization of processing variables such as time, temperature and pressure for thermal treatment are carried out via Box–Behnken RSM experimental design. The interaction between temperature, time and pressure variables that affecting the air permeability and water repellency are studied, and models describing the effect of those variables are explained. Moreover, mechanical characteristics such as stiffness for comfort and abrasion for durability of resulting fabric were also studied and reported.
Experimental
Materials
In this work, polyester (Polyethylene terephthalate) multifilament yarn of 75D/72f provided from Ziran Non-Woven Co Ltd (China), was used as base yarn and low melt polyamide (co-polyamide 6 and 66) multifilament yarn of 100 denier was used as matrix yarn to develop fabric during knitting.
Fabrication of samples
The plaited knitted technique was used to develop fabric with polyester in the back of the knit (close to the body); combined with low melt polyamide in the face (outer surface) was developed using customized 24 gauge, 6-feeders, 16-inch (Cylinder Dia) circular knitting machine supplied from Anytester Co Ltd The knitted fabric was collected from take-up roller and cut into 30 × 30 cm samples for thermal treatment to create barrier film on outer surface. The polyester (43%) and low melt polyamide (57%) were used to create required plaited knit fabric. The schematic demonstration (Figure 1) shows that the unique method to develop wind resistant and water repellent fabric through sequence of fabrication stages. Schematic illustration of fabrication of sustainable wind resistant and water repellant fabric.
Thermal treatment of low melt polyamide/polyester yarns integrated fabric
Thermal treatment of fabric samples was performed using a hydraulic hot press XH-406B supplied from Dongguan City Xihua Testing Machines Co Ltd The different combinations of process parameters such as temperature, time and pressure were chosen through design of experiment (DOE).
Design of experiment

Parameters for experimental design.

Analysis of variance (ANOVA) and regression analysis was used for fitting the models represented by equation (1) and to examine the statistical significance of the model terms. The adequacy of the models was determined using model analysis and R2 (coefficient of determination) analysis. F-Value was determined to check the significance of all the fitted equation at 5% level of significance. To visualize the relationship between the response and experimental levels of each factors and to deduce the optimum conditions, the fitted equations were expressed as surface and contour plots which were generated using Design Expert 13.
Characterization
Thermal analysis of low melt polyamide yarn was performed using Differential Scanning Calorimeter (DSC Q10) supplied from TA Instruments. The tests were performed using nitrogen gas as part of the refrigerated cooling system (RCS) in the set-up at 50 mL/min. The sample was heated at a ramp rate of 10°C per minute to 270°C without additional ramp down or isothermal events. Experimental results were analyzed using Universal Analysis 2000 software from TA Instruments.
Physical properties
Samples were conditioned and care was taken to avoid altering the natural state of material while testing. Fabric thickness before and after thermal treatment were tested according to ASTM Test Method D1777-96 (2019) using a thickness tester “Thickness Gauge D-2000-T”. The areal density (weight per unit area) of both untreated (reference) and treated samples were measured by following ASTM D3776. Totally five specimens were measured to obtain an average reading and result is reported in thickness (mm) and grams per square meter (gsm). Imaging of both the technical face and technical back of fabrics were captured at ×100 magnification using a digital microscope to analyze loop lengths of untreated fabrics, distribution of final structure and distribution of film matrix on fabric surface.
Functional properties
Wind-resistant and wind-proof properties of a fabric were determined by the air permeability under a prescribed air pressure differential between the two surfaces of a material. Air permeability was tested according to ASTM D737 which was performed on a GESTER air permeability tester and results were recorded in cm3/s/cm2 with five readings taken at different points of each specimen to obtain an average air permeability rating.
Spray rating test was conducted following American Association of Textile Chemists and Colorists (AATCC) TM22-2017-e with the help of GESTER Instruments to determine fabric resistance to surface wetting. In this test, the water is sprayed on fabric specimen which was clamped tightly using ring. The sprayed water produces a pattern on the fabric surface which is then compared against the provided standard spray test chart to provide a repellency rating for the specimen.
Water Contact Angle (WCA) was measured using the contact angle system Data-physics OCA 15 Pro to check hydrophobicity of fabric with different thermal treatment conditions. The measurements were performed with DI water droplet of 6 μL ejected at 1 μL per second rate. The values of WCA were measured in five different positions and the mean value of the contact angles was taken
Water vapor transmission (WVT) was tested in accordance with ASTM Test Method E96. In the test, fabric is affixed in a dish containing distilled water and weighed at different times to determine the rate of vapor movement through the specimen from the water to a controlled atmosphere. Specifically, dish assembly is placed into a testing chamber, supplied by Lab think,where sample measurement is performed hourly for 24 h. The test was performed 3 times for each sample to obtain an average WVT reading.
Mechanical properties
The stiffness of fabric was performed on Digital Pneumatic Stiffness Tester GT-C70 B following ASTM D4032-08. The test is conducted by forcing a flat swatch of fabric through an orifice in a platform by means of a plunger. The maximum force required to the fabric through the orifice is recorded as an indication of the fabric’s stiffness. Five readings were taken for each specimen to obtain an average stiffness measurement and results were recorded in newtons (N).
Abrasion resistance of fabric membranes were tested as directed in ASTM D4966 – Standard Test Method for Abrasion Resistance of Textile Fabrics (Martindale Abrasion Tester Method). Following the test method, abrasion resistance of the fabric is determined by subjecting the specimen to rubbing motions and evaluating the mass loss. Average of five specimens mass loss are determined and reported in percentages.
Results and discussions
Thermal transition behavior of low melt polyamide yarn
Thermal transition properties of low melt polyamide yarn were required as it provides the basis for the heat treatment and film formation, so it was obtained using DSC characterization. (Figure 2). The low melt polyamide yarn was chosen as it required lower processing temperature and time than conventional film lamination or coating on fabric to save time heat energy and time. The integration of low melt polyamide yarns into fabric also helps to avoid usage of additional adhesives for bonding as this kind of yarn itself fusible with base fabric. As shown in Figure 2, the process involved two glass transition peaks in low melt polyamide shows that this yarn consists of copolymer having both Polyamide 6(PA6) and Polyamide 66 (PA66). Probably, the first Tg (52.2°C) peak is connected to the PA6 and second peak at 80.5°C related to the presence of the PA66 segment. The melting onset temperature of low melt polyamide occurs around 100°C and the extrapolated temperature of around 120°C (Tm) is where melting ends. As it has been identified that thermal transition occurs within the range of 52.2–120°C, temperature levels of 80, 90, 100, 110 and 120°C were chosen for initial trials of thermal treatment which are associated with critical temperature after second glass transition (Tg). This low melt yarn has been knitted along with relatively high melting point synthetic yarns into the special fabric assembly and heated above its melting point sufficiently to melt and flow before potentially returning to a solid state. The resultant fabric is created with polyamide film on one surface while maintaining discrete knitted structure on another surface. After initial trials, it was noted that there was no significant structural change of LMN yarns at 80 or 90°C and therefore temperature levels of 100, 110 and 120°C were fixed for the DOE. DSC of low-melt polyamide yarn.
Structural characteristics of plaited fabric
The microscopic images of developed plaited knitted fabrics from both sides are given (Figure 3). This plaited fabric is aimed to create a layer structure in which one surface made up of low melt thermoplastic yarn and another surface with high melting syntheitc yarns. From the obtained fabric, it can be clearly seen that the face surface/side is covered with low melt polyamide 100 denier (D) yarn and back surface using polyester dope dyed 75 denier (D) yarn with melting point 265°C. The resultant yarn linear density in developed plaited fabric was 19.44 tex (175 denier). The measured areal density of developed fabric was 145 ± 3 gsm. The developed fabric has 34 wales per inch (WPI) and 40 Courses per inch (CPI) which were measured using obtained microscopic images. As tightness factor of knited fabric is most important factor that determines air permeability, loop length and tightness factor of developed fabric were calculated using relationship given below in equations (2) and (3) and obtained the values 3.1 mm and 1.42 respectively.
30
Fabric developed using plaiting knitting.


Influence of processing parameters on functional properties
Arrangement of experimental design.

Properties of thermally treated fabrics.

Air permeability increases as pores between loops become bigger and lower tightness factor, which results in higher air transmission. To reduce air permeability and increase water repellency of resultant fabric with constant tightness factor (1.42), this development aimed to create film on surface which reduces fabric pore size or to block pores completely on outer surface which faces towards atmosphere during wearing. This can be achieved through melting and proper distribution of low melt polyamide yarn present on fabric surface without affecting base knitted structure made from polyester yarn. From Table 3, It can be clearly seen that thermally untreated fabric has higher air permeability (182.87 cm3/s/cm2) and lowest water resistance grade (0) than all other treated fabrics. This is mainly attributed to tightness factor (1.42) and lower surface tension of the developed fabric which can easily let air to pass through from one surface to next surface and absorb water quickly. It is also observed that air permeability drastically reduces with the effect of thermal treatment. In case of thermally treated fabrics, pore size between yarns and loops were reduced or closed due to melt distribution of polyamide under different combination of processing conditions. The amount of reduction in air permeability and increases in water repellency significantly influenced by different combinations of treatment time and pressure.
Air permeability decreases for the fabrics with complete and even distribution of low melt polyamide on surface as expected in present study. Among all thermally treated fabrics, the highest air permeability and lower water repellency (Table 3) were obtained for samples FM2, followed by FM10 and FM3 which are very close to untreated fabric, it is mainly because of improper melting of low melt polyamide yarn present on surface and uneven distribution of melted polymer due to insufficient temperature (100°C), low pressure (0.3 MPa) and least processing time (15 Seconds). Meanwhile lowest air permeability (33.52 cm3/s/cm2) and highest water repellency grade 5 which has no water wetting surface were obtained for sample FM6, this is due to the reasons that sufficient melting of low melt polyamide, even distribution of low melt polyamide polymer throughout the fabric surface which was almost closed all the pores in the fabric structures. The images of untreated fabric and thermally treated optimized samples during water repellency testing are provided in Figure 4, this helps readers to understand how real fabric looks and behaves after film formation. Comparison of water repellency behavior of two thermally treated fabrics at different conditions.
The formation of barrier film with polyamide on thermally treated fabric’s one surface can be seen in sample FM6 while other surface still maintains discrete knitted structure with polyester as presented (Figure 5). It was also observed that water repellency is a function of air permeability and the trend shows an increased tendency with the reduction of permeability. R2 (0.86) coefficient statically explain water repellency dependency on air permeability. A negative linear relationship and a dependency trend was observed between air permeability and water repellency. Structural images of thermally treated fabric with highest water repellency with lowest air permeability.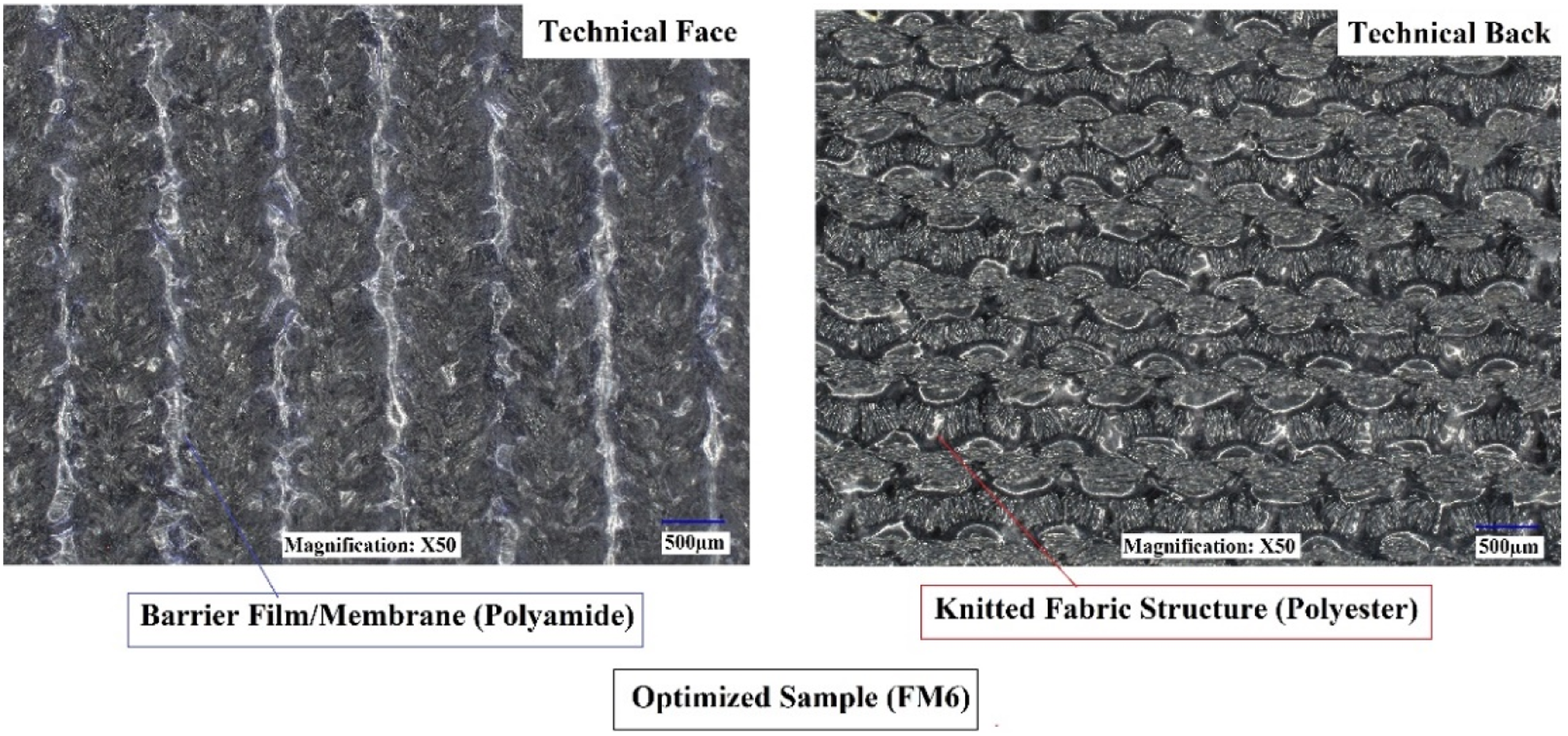
Optimization of air permeability and water repellency using response surface methodology


Results of ANOVA for air permeability and water repellency.

The results showed that variables with largest effect on air permeability from the linear effect of compression temperature and pressure p ≤ .01, then quadratic effect of pressure which has p ≤ .05. As the linear effect of time, all interaction effects of three independent variables, and quadratic effect of time and temperature gave an insignificant effect (p > .05), they were excluded in the final reduced quadratic model in a further stage of analysis. A test of lack of-fit is determined to ensure the fitness of the models and to predict the variation. It evidences that the lack of fit test was not significant with p value more than .05. The results from Table 4 also shows that largest effect on the water repellency included the linear effect of temperature and linear effect of pressure respectively. Since the linear effect of time, the interaction, and quadratic effects of all the independent variables did not show any influence on the water repellency and thus reduced from the initial model using stepwise regression analysis. The results showed that the lack of fit test (p > .05) was not significant for water repellency, indicating that the model fitted well (Table 4). High R2 values indicated that the quadratic effect for air permeability and linear effect for water repellency were highly efficient for fitting the data under the condition of experiment and the adjusted R2. Based on that, the full quadratic model was developed as given in equation (1). The insignificant effects were eliminated in the final reduced quadratic model to form the best-fitted regression equation. The elimination of insignificant terms from initial equation was made using stepwise regression based on statistical significance. Thus, the proposed equation of the reduced models for both air permeability and water repellency were presented in the equations (4) and (5).
The response surface and contour plots were generated by plotting two factors over their respective ranges, while the third factor was kept at a constant value: 30 s for time, 110°C for temperature, and 0.4 MPa for pressure. The main goal of response surface is to track efficiently for the optimum values of the variables such that the responses, air permeability is minimized, and water repellency is maximized. Figure 6(a) and 7(a) presented the impact of time and temperature interaction on air permeability and water repellency at a fixed processing pressure of 0.4 MPa. It clearly shows that there is substantial decrease in air permeability and rise in water repellency were observed with increases in temperature and time, but no noticeable changes in both air permeability and water repellency could be observed with changes in time at 120°C temperature. This is probably due to treated fabric has already achieved maximum properties and flow of melted polymer on fabric surface was saturated by fabric geometry and coverage area. Response surface and contour plots showing the effects of process variables on air permeability. (a) Effect of time and temperature (b) effect of time and pressure on R, and (c) effect of temperature and time. Response surface and contour plots showing the effects of process variables on water repellency. (a) Effect of time and temperature (b) effect of time and pressure on R, and (c) effect of temperature and time.

Figure 6(b) and 7(b) illustrated the impact of time and pressure interaction on air permeability and water repellency at a fixed processing temperature of 110°C, which demonstrated that no significant change was observed in both air permeability and water repellency with change time and pressure. Figure 6(c) and 7(c) illustrated the effect of temperature and pressure on air permeability and water repellency which demonstrated that the air permeability was decreased, and water repellency was increased significantly at processing time of 30 s. It was observed that fabric is more prominent to lower air permeability and higher water repellency when thermally processing at higher temperature (120°C), pressure at 0.5 MPa and time of 30 s.
Optimization of processing variables and model validation
The optimization of thermal treatment process for the developed fabric, werepredicted using the reduced quadratic model (equations (4) and (5)). In this case, the optimum condition of lower air permeability (30.833) and higher water repellency grade (4.455) w as achieved at compression time, temperature and pressure of 30s, 120°C and 0.5 MPa, respectively with a desirability value 0.944 as shown Figure 8. From the results, relatively small errors less than 0.5 were obtained for the predicted and the actual values, respectively, indicating that the models are suitable and sufficient to predict the responses. Optimized conditions for minimized air permeability and maximized water repellency.
Analysis of stiffness
It is obvious, and one can expect that any coating or lamination not only increases fabric stiffness but also changes other properties such as tensile modulus, anisotropy etc. It is well known that the fabrics become stiffer after coating or lamination, because coating materials fills the space between yarns or loops and bind yarns together which creates resistance to bend. The results of stiffness in force (N) of initial and thermally treated fabrics are provided in Table 3. It can be clearly seen that the stiffness of thermally treated fabrics decreased when compared with untreated fabric except for treated fabric samples (FM2, FM3, FM5 and FM10) which were processed with insufficient combinations of processing parameters to melt and distribute low melt yarns. Fabric became distinguishably stiffer with increase in treatment temperature, time, and pressure, which is confirmed by measurement. The maximum stiffness of around 9N were observed for samples (FM4 &FM6) which were considered as samples with best combination of treatment conditions to obtain maximum wind resistant and water repellency among all other treated fabrics, but obtained stiffness values are still in acceptable range as shell fabrics for different applications. 31 However, it is still essential to decrease the stiffness values to enhance the drapability and to provide comfort to wearer.
It is also observed from Table 3 that thickness of fabric decreases with increase in temperature and pressure, significant differences in thickness could be observed between thermally treated fabrics with different combinations of time, temperature and pressure treated which was statistically verifies with p value less than 0.05. A negative linear relationship and a dependency trend was observed between thickness and stiffness. Stiffness is a function of thickness and the trend shows an increased tendency with the reduction of thickness. This is probably due to melted polyamide over fabric surface are considerably increasing its distribution with increases in temperature, time, and pressure, which gradually closes existed pores in fabric structure. Increases in melt distribution and uniformity of low melt yarn on fabric surface results in thickness reduction of fabric which increases resistance to bending. R2 coefficient (0.75) statically explain stiffness dependency of thickness.
To check the effect of further increase in processing parameters on stiffness behavior of fabric (FMmax), the sample was treated with temperature (140°C) with pressure 0.7 MPa and time (60 Seconds) and analyzed its properties. It was observed that further increase in processing parameters values shows reduction in air permeability to 22.69 cm3/s/cm2 which is insignificant compared with optimized samples and no change in water repellency (grade 5) which is already in maximum grade. But negative side of this sample (FMmax) with increases in temperature, pressure and time makes the fabric stiffer (17N) than optimized processing conditions. From the obtained results, the processing parameters used for sample (FM6) can be considered as best and energy efficient settings for the development of real time product because sample (FMmax) required relatively higher amount of time and heat energy to achieve small increases in wind resistance value than optimized sample (FM6).
Hydrophobicity (water contact angle)
The WCA for untreated and thermally treated fabrics was measured at least at five different places and the obtained mean value is reported in Table 3. These results indicate that contact angle value of untreated fabric was 0°, due to immediate absorption of the water drops which confirms that untreated fabric has highly hydrophilic and wetable surface. When the fabric was thermally treated with different combination of temperature, time, and pressure, the WCA increased significantly. It was observed that with increasing temperature, time and pressure, WCA on the face side of fabric increased. It might be due to melted polyamide on the fabric surface flows all around fabric uniformly which closes pores between filaments in yarns and knit loops in fabric structure. The conversion of film on fabric surface due to sufficient thermal processing conditions might decreases surface energy and increases surface roughness due to surface geometry of multifilament polyester yarn.
The highest WCA (120.1°) was obtained for fabric (FM6) which reveals its hydrophobic character, this could probably be due to the combined and optimized treatment conditions of time temperature and pressure. Some fabric samples (FM1, FM4, FM15) show hydrophobic behavior with WCA greater than 90°, which are near to optimized processing conditions. Lower contact angle values (44° to 81°) were found in remaining case of treated fabrics with lower thermal processing conditions which signifies higher wettability. The WCA results are like the surface wetting ratings obtained from spray tester, the lower contact angles in these fabrics means that their water repellency is lower. Some of the treated fabric (FM2, FM3 and FM10) shows WCA equal to almost 0°, indicating complete wettability like untreated fabrics.
Analysis of fabric water vapor permeability
The water vapor transmitting ability of the developed fabrics were measured, to compare the water vapor transmitting ability of fabric with land without lamination. The water Vapor Transmission Rate (WVTR) of all the fabric samples was measured at 1-h time intervals for 24 h (Figure 9). The samples were chosen such as thermally untreated fabric, fabric treated using optimized processing condition and fabric treated using higher processing conditions for comparison. Averages of three readings were taken in each sample and variations in the data were found to be insignificant. The water vapor transport properties of textile fabrics are a critical property for clothing systems which maintain the human body at thermal equilibrium for the wearer. The water vapor diffusion occurs only through the pore spaces of the fabrics and/or membranes. It is observed from the obtained results that thermally untreated fabric has high water vapor transmission rate as it is open fabric structure with high number of pores which can be easily verified through air permeability values. Water vapor transmission rate of treated and untreated fabrics.
There is tremendous decrease in water vapor transmission rate was observed with the influence of thermal processing conditions such as temperature, time, and pressure. The fabric with optimized processing condition has WVTR of 872 g/(m2•24 h), which are relatively comparable values with data published on fabric coated or laminated using PU or others. It is also observed that there is minimal difference in vapor permeability values between fabric treated with optimum conditions and higher processing conditions where are insignificant. The diffusion of moisture through polyamide is higher than other synthetic polymers, as polyamide has tendency to absorb moisture (around 4% at 65% relative humidity) within the structure and due to sorption and desorption behavior. 32 The vapor permeability of fabric can be improved and moisture can move in only one direction and is quickly isolated on the outside surface, from where it can evaporate, leaving the inner surface dry when inner layer made up of polyester or hydrophobic fabric and outer layer with polyamide or hydrophilic film.
Analysis of fabric life span through abrasion resistance
Wear or abrasion resistant is an important consideration in the production of outdoor sport clothing, where it can increase the product resilience and life span. The abrasion resistance of untreated and thermal treated with two different processing conditions are summarized (Figure 10) in terms of minimum cycles to worsen the fabric appearance, and maximum cycles to rupture the sample. For untreated fabric, evident signs of aesthetic decline appeared after 10,000 abrasion cycles, attributed to pilling formation and knitted loops enlargement. By continuing the rubbing, the yarns in untreated fabric were worn-out for the cycles number equal to 30,000. Abrasion resistance of treated and untreated fabrics.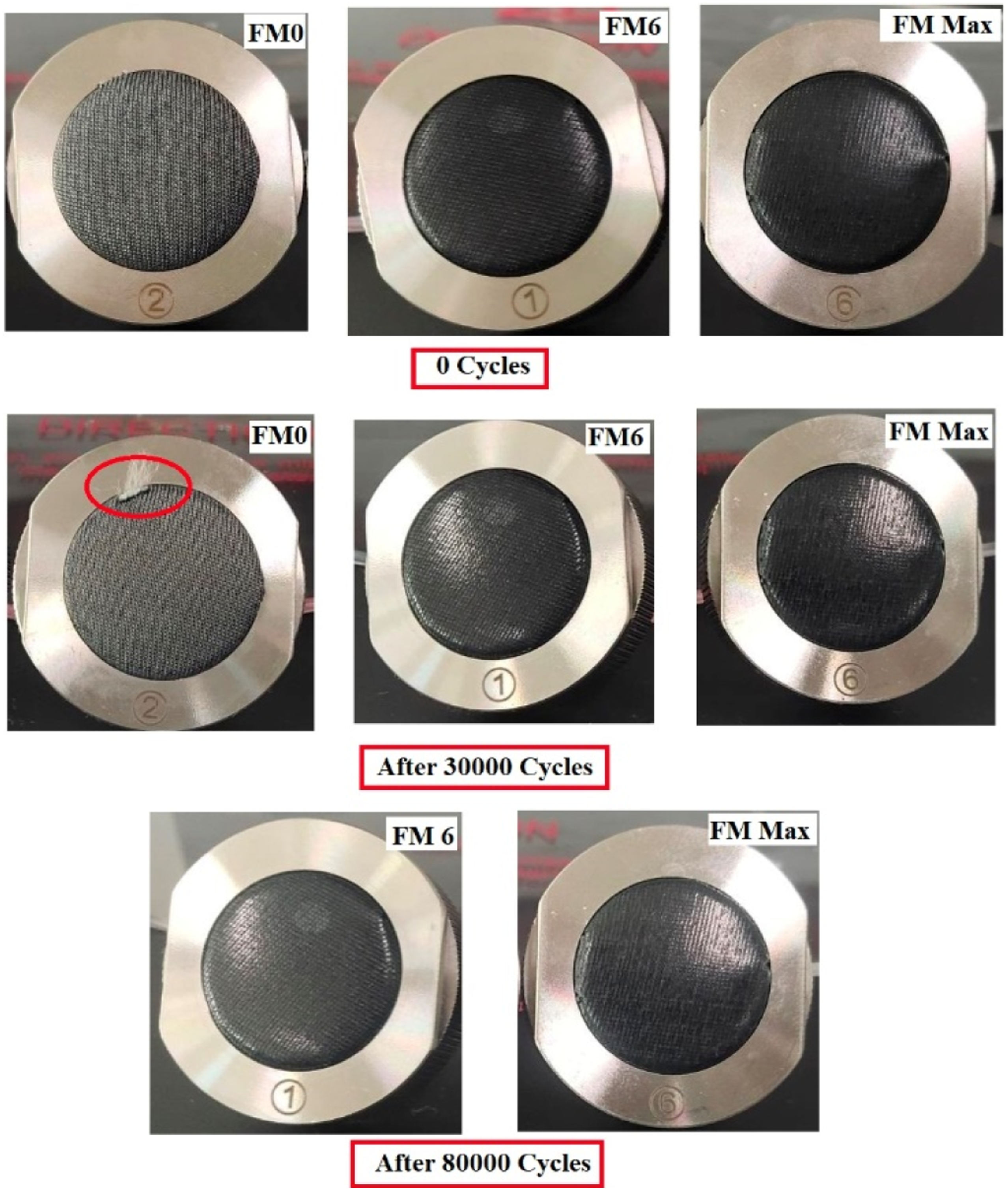
The thermally treated fabric was very effective in improving the resistance against abrasion. Both, fabric treated using optimized conditions (FM6) and fabric treated using higher processing conditions (FMmax) did not show any signs of breaking up to 80,000 abrasion cycles, so testes were stopped. According to test results, abrasion did not cause any weight losses (0%) for thermally treated fabrics. On the other hand, untreated fabric lost approximately 11% of its weight and holes formed after 30,000 abrasion cycles. The abrasion results of developed wind resistance and water repellent fabric are well comparable and even more durable than some of the existing coated or laminate fabric. 33 Hence the durability of this new development is tremendously increased which often associated with product lifespans. The product life span in its life cycle is one of the most effective environmental strategies, as it has great potential to prevent over consumption and production which mostly end up with disposal waste and landfills.
Conclusions
Fabric with wind resistant, water repellant and vapor permeability properties has been developed through combined sustainable production concepts such as new design and technology, raw material substitution and process optimization.
The new one-layer manufacturing technology has been designed and developed to reduce production steps and materials usage. This development does not contain durable water repellant coating/finishes which generally have fluorocarbons which is harmful to human and ecosystem health. Wind resistance and water repellency of fabric are achieved by closing the porosity of fabric on face side and lowering the surface energy of the fabric through melting and flowing of polyamide yarns on outer surface to form a film or barrier layer. The resultant fabric is created with pores that are smaller enough to repel liquid water, but large enough to allow the passage of water vapor. The thermal processing parameters were optimized using DOE for efficient production and to have superior functional performances. The optimized fabric has relatively high wind resistant and water repellant properties, exhibited hydrophobic properties with high WCA and more durable; moreover, it possesses comparable moisture vapor transfer and stiffness behavior with conventional coated/laminated fabrics for outdoor sport clothing.
Since outdoor sport clothing share a great responsibility in sustainability, as they impact large amount of people and earth with their business practices. This new approach in development of functional fabric for sportwear and outdoor clothing will reduce the energy consumption in the manufacturing process and decrease the use of raw materials such as carriers for premade film, adhesives for bonding etc. This technology also provides high energy efficiency and process intensification that enhance the environmental impact performance, as they have effective capabilities of saving heat and energy. As design stage is responsible for 80% of environmental burden, this new product has been developed after taken into considerations in selection of raw materials and production process to reduce footprint. The typical benefits of this new development include lower energy consumption and no hazardous chemicals, and therefore, less greenhouse emissions when developing this one-layer hybrid functional fabric rather than coated or multi-layer sandwiched fabric.
Footnotes
Author contributions
V.A.:
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.