
Abstract
The demand for eco-friendly materials in many sectors is due to the age-long usage of synthetic materials, which has so many negative impacts on the environment, high energy consumption, and health concerns. The physical, mechanical, morphological, and thermal properties of woven kenaf fibre reinforced bio-epoxy composites are investigated in this study. The bio-composites were produced utilizing a manual lay-up process with varying fibre loading percentages of 30%, 35%, and 40%. Pure Bio-epoxy composites were also prepared as a reference. Physical, mechanical, morphological, and thermal characteristics were assessed. The density and water absorption of the bio-composites increase as the fibre loading increased. The highest density (1.2559 g/cm3) was shown by 40% fibre loading which also exhibited the highest water absorption of 9.8%. Furthermore, the void content revealed that the pure bio-epoxy has the highest value of 3.16% as compared to kenaf/bio-epoxy composites. The highest tensile strength and Young’s modulus was recorded by 40% fibre loading with 92.47 MPa and 9.18 GPa respectively. Impact properties also show enhancement with the increase in fibre loading, it showed the highest impact strength of 7280.8 J/m2 at 40% fibre loading. Scanning electron microscopy (SEM) of the tensile fracture indicates that 40% fibre loading shows better fibre and bio-epoxy inter facial bonding because of its higher strength. The Initial decomposition temperature (IDT) of the bio-composites happens at about 230°C–280°C, and the Final decomposition temperature (FDT) is 540°C–560°C which is lower when compared to the pure bio-epoxy composites of 279°C and 560°C. Kenaf/bio-epoxy composites with 40% fibre loading show the best physical and mechanical and thermal properties. Based on our findings, we believe that our green bio-composites has the potential to be employed in various industries such as automobiles, construction and packaging.
Introduction
Fibre-reinforced composites are employed in various aspects of our lives, such as in automobiles, construction, and household. In recent years, glass fibres have been the most used reinforcement fibre polymer matrix. In 2015, about 95% of fibre composites used glass fibres.1,2 The long-standing use of synthetic fibres as reinforcement in composite industries has resulted in several environmental risks and health problems for people. Researchers’ focus has shifted to natural sources as a result of these worries. According to research from the Natural Fibre Composites Market Forecast, the market for natural fibre composites (NFRCs) is expected to rise after $4.46 billion in 2016 to $10.89 billion in 2024. 3 The market expansion for NFRCs will further fuel the rising of consumer demand for lightweight, fuel-efficient automobiles. 4
Exploration and development of green resources to create green products have grown steadily recently, for example, the application of natural fibres such as bamboo, kenaf, sugar palm fibre, oil palm, etc. as reinforcement for matrix material in the production of composites material.5–8 These eco-friendly, lightweight, and inexpensive materials aid engineers in developing high-performance products for various applications.9,10 The interest in natural fibre composites is driven by environmental issues like recycling and environmental safety. Natural fibre incorporation can enhance the characteristics of composites, use less polymer, and save production costs. Natural fibre reinforced polymer composites are in employed in the automotive industry for a variety of interior and exterior car components. Natural fibres come from three different sources; mineral, plant, and animal. Plant fibres are frequently employed in composite products as reinforcement such as jute, hemp, and kenaf. In the market, these fibres are easily and cheaply accessible. These fibres are also less expensive than the synthetic fibres currently in use. When being used as reinforcing material in polymer composites, kenaf bast fibres can substitute glass fibre due to their impressive mechanical qualities.11,12
In the South-eastern Asian countries, kenaf fibre is cheap and available in commercial quantity. This makes it easy for its utilization in polymer composites production. Kenaf (Hibiscus Cannabinus) consists of a single, branchless stalk of 75%–60% core fibers and 25%–40% bast fibers. Hibiscus Cannabinus is made up of 45%–57% cellulose, 8%–13% lignin and 3%–5% pectin. 13 Bast and core fibres can be obtained from outer and inner layers of kenaf respectively, by a process called retting. Bast fibre is thinner and slightly shorter than softwood fibres, ranging from 2.48 to 3.6 mm, this increases its bonding and strength-building capabilities.13,14 In addition to its good mechanical properties and low density, kenaf fiber is nonabrasive during processing, exhibits a high specific strength, and is compatible with epoxy and phenolic resins. Aisyah et al., 15 noted that kenaf fibres have demonstrated their suitability for fiber-reinforced composite applications for numerous years, including pultruded products, medium density fiberboard (MDF), polymer matrix composites (PMC), nonwoven materials, and woven materials.
Polymers are broadly divided into thermoplastic and thermoset. A variety of thermoset polymers are available on the market, such as epoxy, vinyl ester, polyester, and phenolic. Epoxy has exhibited excellent properties in mechanical, chemical, electrical insulating, heat resistant, and adhesive.16,17 Because of these attractive qualities, epoxy is employed in different applications in household, automobile, aerospace, coatings and lots more. 18 Bio-epoxy polymers is environmentally friendly which is formulated by oxidizing natural oils. 19 It is a growing field of interest and has attracted a lot of attention because of its added advantages when compared with epoxy.
There are number of studies done to evaluate the potential of woven kenaf fibre as reinforcement in natural fibre-based polymer composites. A study to determine the influence of water absorption and fibre loading on the mechanical characteristics of non-wood kenaf mat revealed that the properties of the composites were considerably changed after immersion in water. 20 Another analysis using kenaf/bamboo mat reinforced composite found that as the weight ratio expanded, so did the density and water absorption. The density and water absorption recorded were 1.08 g/cm3 and 0.12% respectively. 21 Khrishnasamy et al., 22 conducted a study on the effects of stacking sequences on static, dynamic mechanical and thermal studies on green hybrid composites. According to the results, the hybrid composites with HHSS indicated a balanced mechanical while HHSS showed the best thermal resistance. In the research of mechanical properties of polypropylene reinforced with kenaf composites with different fibre loading (0, 10, 20, 30, 40, 50) weight percent, Akhtar et al. 23 discovered that a fibre loading of 40% provided the optimal condition. It has been discovered that composites prepared with woven jute fabric have superior impact strength than composites made from non-woven jute fabric. 24 Thiagamani et al., 25 study on the effects of stacking sequences of fabridization of hemp/sisal mat using green epoxy matrix material. The findings revealed that hybrid composites (SHHS and HSSH) showed the highest tensile modulus when compared with other hybrids, while HHHH has the highest value (4.08 MPa) of Inter-laminar shear strengths. Similar perspective from Ratim et al., 26 in which nonwoven fibres and woven fibres were studied for their impact on the mechanical properties of polyester reinforced composites. According to the impact strength findings, composites reinforced using woven kenaf fibre is better than composites reinforced with non-woven kenaf fibre. The performance of sisal/hemp bio-base epoxy composites was study under accelerated weathering and the result indicated that tensile strength and flexural of the weathered samples are lower while it possessed better impact resistance than un-weathered specimen. 27 In a similar study, kenaf/sisal fibre fabric reinforced bio-epoxy hybrid composites was investigated for its performance under accelerated weathering conditions. The result indicated that it showed moderate properties when compared to the neat bio-epoxy composites before and after subjecting to weathering conditions. 2 Moudood et al. 28 study the durability, tensile and flexural properties of flax/bio-epoxy under environment conditions. The results indicated that when immersed in water it recorded decreased of 9% in tensile strength, 57% in tensile modulus, 64% in flexural strength and 70% in flexural modulus. Furthermore, there is 0.8% and 3% decrease when exposed to humid environment, although warm humid environments and freezing-thawing showed little effects on the composites.
Despite the fact that numerous studies have reported the properties of natural fibre composites, yet there is no clear knowledge of the woven kenaf with bio epoxy resin to generate totally bio-based composites, which will be used in future study with fire retardants to manufacture doors in households. The use of natural fibres and bio epoxy resins for composite material manufacture is a significant alternative for increasing the bio-based content of the composite, which is one of the goals of generating completely bio-based composite materials. Inspired by previous research, different woven kenaf loading was employed in this exploration to increase the mechanical performance of bio epoxy composites. Therefore, the objective of this research is to evaluate the effect of woven kenaf fibre loading on void, density, water absorption, SEM, tensile, impact and thermal stability properties of woven kenaf/bio-epoxy composites.
Materials and method
Raw material
Properties of green epoxy (SR greenpoxy 56®).

Properties of hardener (SD surf clear®) (sicomin epoxy systems, France).
Fabrication of composites
Formulation of fabricated bio-composites.

The bio-epoxy was mixed with the hardener in a ratio of 10:3 and mixed for 2–4 min. The mixture of the resin initially was poured on the teflon which was positioned in between the stainless-steel mould. Thereafter, the fibre mat was placed on the Teflon, which was preceded by the properly spreading of resin to ensure proper wetting of the fibre mat until the required percentage. For 10 min, the mould was placed under 30 tonnes of pressure at 110°C, then for 5 min under cold pressure as shown in Figure 1. The process of Biocomposites Fabrication.
Characterization
Void content
The percentage computation of the voids 



Density
The following formula was used in finding the density 
It could be seen that
Water absorption
Water absorption 
Tensile properties
The Bio-composites were sawed using a bandsaw JETMAC JMWBS-14 to the measurement of 120 mm × 20 mm × 3 mm of five replicates. The test samples were conditioned at 23 ± 3°C at a relative humidity of 50 ± 10% for 24 h according to ASTM D-3039.
32
To conduct the test, the Bluehill Instron 5567 universal testing machine was used with speed 2 mm per minute and the gauge length was 60 mm as shown in Figure 2. Bluehill Instron 5567 universal testing machine.
Scanning electron microscopy
The morphology of specimens with tensile fractures of the bio-composites was analysed by JSM-IT 100 scanning electron with an acceleration voltage of 0.5–30 kV and magnification of ×5 to 30,000 as shown in Figure 3. To have an improved visual inspection of the fractured samples, the fractured surface was sputter-coated with a thin layer of gold. JSM-IT 100 scanning electron.
Impact strength
The impact tests were carried out according to ASTMD 256
33
using a Ray Ran advanced universal pendulum impact tester (RR/IMT) (Nuneton, UK) shown below in Figure 4. The testing samples were prepared a having a size of 63.5 mm × 12.7 mm × 3 mm. For each treatment, five replicates were made and tested. A v-notch with 45° angle and a depth of 2.5 mm was made using a notching cutter according to the ASTM 256. Ray Ran advanced universal pendulum impact tester (RR/IMT) (Nuneton, UK).
Thermal gravimetric analysis
Thermal gravimetry analysis (TGA) was employed to investigate the thermal decomposition profile of woven kenaf reinforced bio-epoxy composite and bio-epoxy based on ASTM E1131-03.
34
Mettler Toledo 851e (Schwerzenbach, Switzerland) was used in taking measurement shown in Figure 5. As part of the pyrolysis procedure, 40 mg–45 mg samples were deposited in an alumina crucible and pyrolyzed at a rate of 50 mL/min in a nitrogen atmosphere. Throughout the experiment, the samples were heated at a rate of 10°C/min from 30°C to 700°C. Mettler toledo 851e (Schwerzenbach, Switzerland).
Results and discussion
Void content
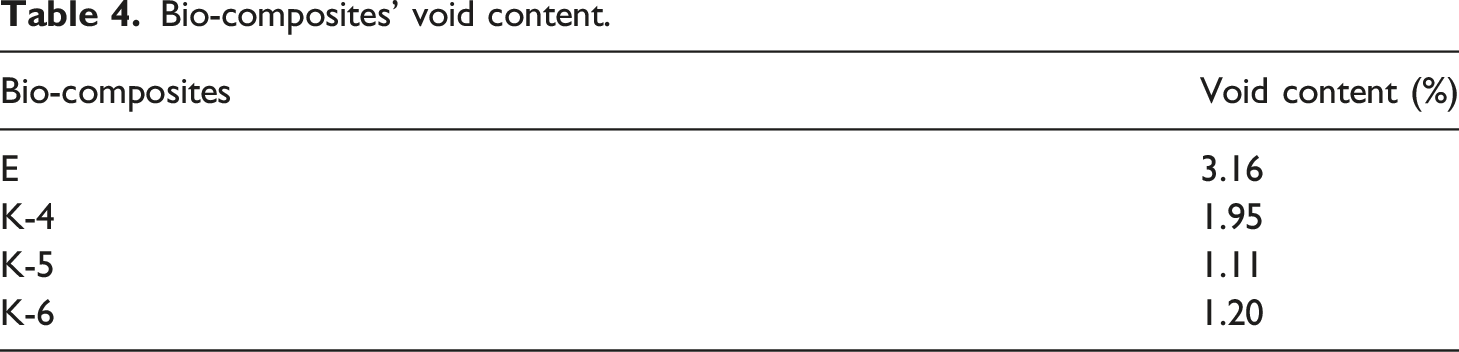
Bio-composites’ void content.
Density
Density of bio-composites.

Water absorption
Water absorption is a crucial aspect to consider in the development of bio-composite materials that use natural fibres as reinforcement. Apart from being moisture-sensitive, composite materials can also absorb a certain amount of water over time. Understanding the behavioural characteristics of natural fibres reinforced composites, such as tensile strength, electrical resistivity, porosity, and swelling, is essential for designing materials with desired properties. 38
As noted by Asim et al.
39
the behavior of composite materials concerning water absorption is influenced by various factors, such as fibre content, fibre type, voids, matrix type, interfacial adhesion, and wettability nature. To investigate the effect of these factors on water absorption, we conducted a water absorption test on woven kenaf reinforced bio-epoxy composites with different fibre loading, and the results are presented in Figure 1. The test was conducted for a period of 21 days, and the average weight of five samples was recorde. Figure 6 confirms that the moisture intake of the composites is highest between 1 and 5 days until it reaches saturation, beyond which it remains constant. The results show that water absorption is higher with 40% fibre loading (K-6), having a water absorption of 9.85%, and the lowest in bio-epoxy (E), with a water absorption of 1.18%. It has been reported that composites exhibit higher water absorption rates when the fibre volume content and length are increased.
40
The rapid uptake of water by the kenaf reinforced composites is due to the hydrophilic nature of the cellulosic material in them.
41
The inter-fibrillar space of cellulosic structure filled this water molecule thereby causing cracks and micro voids on the surface of the composites.
42
Water Absorption of woven kenaf reinforced bio-epoxy composites at different fibre loading.
Moreover, the reinforcement of woven kenaf fibre with the bio-epoxy resulted in high water update when compared with the bio-epoxy. This is explained by the higher cellulose content of kenaf hydroxide group which is hydrophilic in nature. 43 Immersion of composites for a long period of time results in capillarity action thereby leading water molecules to fill up the voids and cracks in the bio-composites. Khalil et al. 41 stated that such water-filled voids at the interface result in interfacial de-debonding.
In summary, the water absorption test results presented in this section highlight the importance of considering water absorption in the development of bio-composites. The results show that water absorption is affected by several factors, such as fibre content, fibre type, voids, matrix type, interfacial adhesion, and wettability nature. The discussion also provides insights into the mechanisms that drive water absorption in bio-composites, such as the hydrophilic nature of the cellulosic material, and the effect of water-filled voids on interfacial bonding. Overall, these findings provide valuable information for designing bio-composites with desired properties and ensuring their long-term performance.
Tensile properties
The effect of fibre loading on tensile strength of the biocomposites is presented in Figure 7. The tensile properties are influence by various factors such as fibre loading, fibre size and chemical composition. The results show that the reinforcement of bio-composites with fibres has improved their tensile strength in comparison to pure epoxy. Tensile strength of woven kenaf reinforced bio-epoxy composites at different fibre loading.
The highest tensile strength of 92.47 MPa was observed in biocomposites with 40% fibre loading followed by 35% and 30% loadings, whereas the lowest tensile strength of 49.49 MPa was observed in the pure composites. The results also indicate that the tensile strength shows an increasing trend with an increase in fibre loading. Whenever a load is applied to a fibre-reinforced composite, the fibres act as load carriers, transferring stress from the matrix to the fibres, resulting in uniform and effective stress distribution, which enhances the composite’s mechanical properties. 44 Furthermore, the percentage of fibres loading plays a crucial role in the uniform distribution of stress. Low fibre loading prevents fibres from transferring load to one another, which causes stress to build up at specific places in the composite and lower tensile strength. When fibre loading is high, the matrix fails to adequately moisten the fibres, which causes agglomeration and obstructs stress transfer. The fibres actively contribute to stress transmission at intermediate loading levels. 45
In addition fibre loading, fibre size also affects the properties of composites. 46 Vigneshwaran et al., 47 reported that in all types matrix, fibre reinforcement increases the tensile strength linearly to an optimum fibre content before it drops afterwards. In natural fibres, the chemical compositions define its tensile properties. The chemical composition of natural fibres also influences their tensile properties. Fibres with a higher cellulose content have more tensile strength, whereas fibres with a higher lignin content have a lower tensile strength. 48 Therefore, it is essential to consider the chemical composition of the fibres when selecting them for composite reinforcement
Young’s modulus determines the rigidity of composites. The results in Figure 8 clearly demonstrate that the addition of woven kenaf fibres to the bio-epoxy composite led to a significant increase in Young’s modulus. The trend of increasing Young’s modulus with increasing fibre loading is in agreement with previous studies on fibre-reinforced composites (Ku et al.
49
), which have shown that the increase in Young’s modulus is directly proportional to the percent increase in fibre percent loading. Young’s Modulus of woven kenaf reinforced bio-epoxy composites at different fibre loading.
The highest Young’s modulus was recorded at K-6 (40% fibre loading), which had a Young’s modulus of 9.18 GPa. This value is almost three times higher than the pure bio-epoxy, which had a Young’s modulus of 3.34 GPa. The significant improvement in Young’s modulus due to the addition of fibre reinforcement is attributed to the fact that composites are more capable of bearing load as their tensile moduli increase. 50 Furthermore, the type of fibre used also affects the Young’s modulus of the composite. In general, long fibres exhibit a higher Young’s modulus compared to short fibres. This is because a long fibre carries more loads as it has a longer transfer length. 49 In this study, woven kenaf fibres were used as the reinforcing material, and the observed increase in Young’s modulus is consistent with previous studies using natural fibres as reinforcements in composites. 51
Figure 9 shows the stress-strain curve of woven kenaf reinforced bio-epoxy composites. The highest strain at break was shown by pure bio-epoxy (E) composites. The use of woven kenaf as a reinforcement has reduced the strain on composite materials at the point of breakage. Furthermore, as the amount of woven kenaf used increases, the initial slope of the test results increases, indicating a higher Young’s modulus. There are several factors that affect composite materials' tensile properties, including filler, fibre strength, modulus fibre-matrix adhesion, fibre length, orientation, and fiber loading. The stress-strain curve of woven-kenaf reinforced bio-epoxy composites at different fibre loading.
Morphology analysis through scanning electron microscopy
Figure 10 exhibits the fractured surface of pure bio-epoxy and woven kenaf reinforced bio-epoxy composites tested for tensile strength using SEM. The SEM test reveals that the specimen has tensile damage. These tensile damages are related to defects that happened during composites fabrication. These defects in samples result in tensile damage which influences the mechanical properties in a negative manner. It is also important to highlight in Figure 10(a) that failure of the pure bio-epoxy (E) shows several fractures with ridges and a wavy crest which reveal the brittleness characteristics of bio-epoxy.5,52 It shows the least tensile strength from the tensile result. The neighbourhood zones will be subjected to greater stress, resulting in a higher likelihood of failure in this area.
53
Figures 10(b)–(d) show the distributions of voids, fibre pull-out, and fibre breakage across the tensile-tested fracture surface. The presence of voids in bio-composites has an impact on their density and tensile characteristics. The density and mechanical characteristics of the composite are both influenced by the existence of voids.
36
The micrographs of these fibres pull out is observed in most resins and fibre bonding systems. Figure 10(d) shows fibre pull-out and breakage, but there is exceptional interfacial bonding between the reinforcement kenaf fibre and the bio-epoxy leading to higher tensile property and modulus.
54
This is an evident because it shows the highest tensile strength. Furthermore, it is reported that the occurrence of voids in the bio-composites lessens the density and the mechanical properties.36,55 Fibre pull-out is visible in the vertical direction while fibre fracture is visible in the horizontal direction. The results imply that fibre orientation shows a character in the fibre-matrix interface bonding. In the horizontal direction, fibre and matrix interfacial adhesion is very high, but in the vertical direction, it is relatively weak. Scanning electron microscopy of tensile fractured: (a) bioepoxy E (b) 30% loading K-4 (c) 35% loading K-5 (d) 40% loading K-6.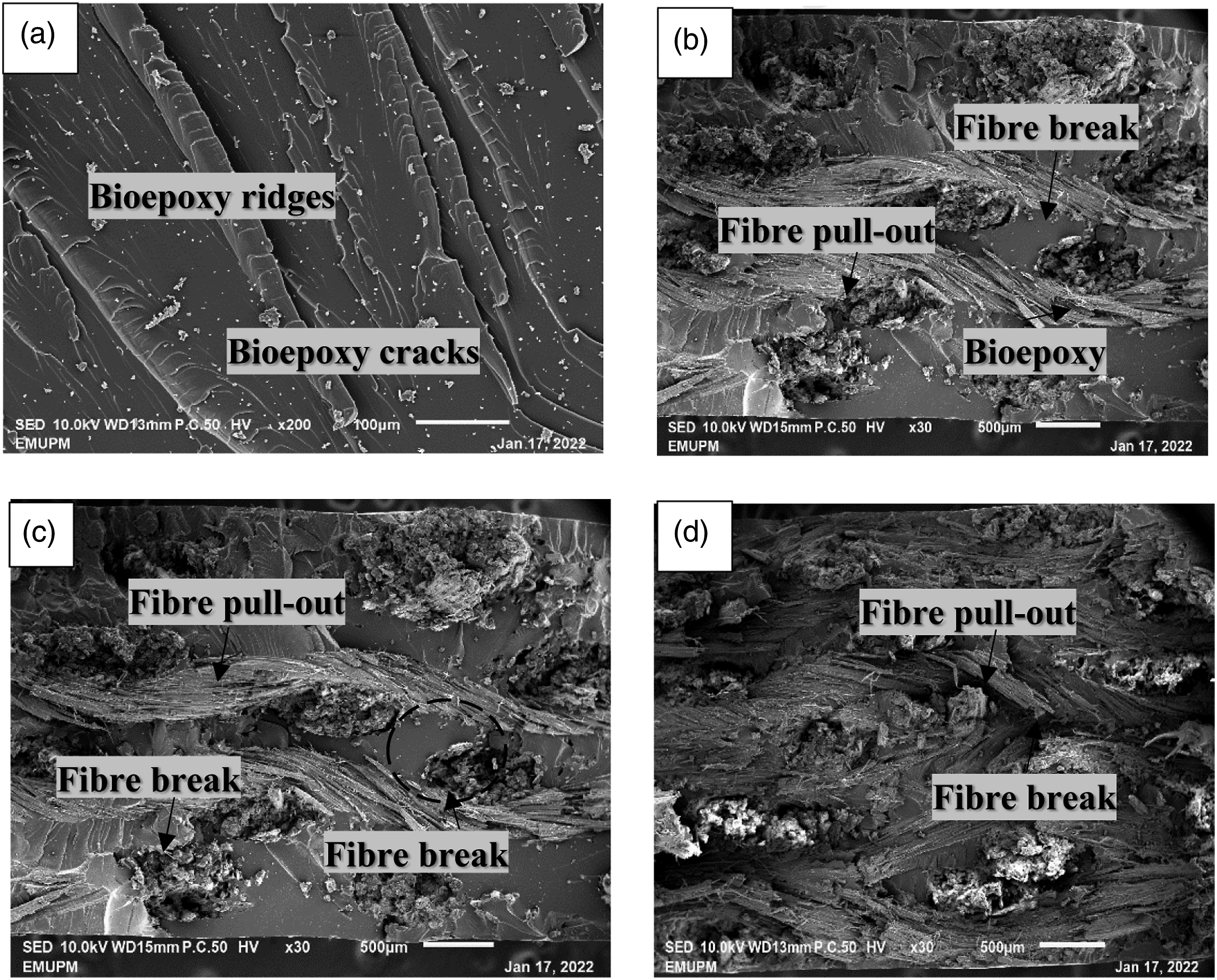
Impact strength
Impact Strength of material means the absorption capacity and dissipation of the energy resulting from the application of a rapid load. Sen and Kumar
56
reported that it is the ability to absorb and release energy by generating new surfaces in response to shock or sudden force. In other words, it is an important area of study in composites because it deals with practical areas like sudden impacts such as tool dropping, ballistics impact, and hailstorms. Moreover, it should be underlined that the impact strength increases with increasing fibre loading as shown in Figure 11. Bio-composites with 40% woven kenaf fibre loading shows better impact strength (7280.8 J/m2) than bioepoxy composites (1593.6 J/m2). It is reported that as a result of their geometry construction, Kenaf mats have a superior impact strength.
21
The impact strengths recorded for the various fibre loading are K-4 (3412.2 J/m2), K-5 (5208.2 J/m2), and K-6(7280.8 J/m2). While bio-epoxy recorded the lowest impact strength of (1593.6 J/m2). From this result, it can be noted that the 40% fibre loading is more than four times when compared with the bio-epoxy impact strength. It was reported that proper wetting of the fibre with the resin and good adhesion improves the impact strength as fiber loading increased.
18
Impact properties are being influenced by interlaminar and interfacial bonding, properties of fibre and matrix. Dissipation of impact strength occurs through debonding, fibre fracture, and fibre pull-out. Wambua et al.
57
reported that a strong interfacial bond is associated with fibre fracture while a weak bond is indicated with a fibre pull out. Alavudeen et al.
58
declared that in the fabrication of bio-composites, a good interfacial bond is extremely important. Impact strength of woven kenaf reinforced bio-epoxy composites at different fibre loading.
Khan et al. 24 stated that compared to non-woven jute fabric composites, woven jute fabric composites possess a higher impact strength. For polyester composites, the mechanical properties improvement occurred when reinforced with woven and non-woven fibres. 26 The results displayed that woven kenaf reinforcement in the composites had better impact strength than non-woven kenaf.
Thermogravimetric analysis
The thermal analysis of woven kenaf bio-composites is presented in Figures 12 and 13. It demonstrates the weight loss percentage function of the temperature variable for woven kenaf reinforced bio-epoxy and pure bio-epoxy composites. Thermal stability is measured using parameters like initial (IDT) and final degradation temperature (FDT) and residue content.
59
Table 6 shows the preliminary decomposition, final decomposition, and residue content. The IDT of the bio-composites happens at about 230°C–280°C, and the FDT is 540°C–560°C. The decomposition temperature range of the pure bio-epoxy is between 279°C and 560°C, which is slightly higher than the woven kenaf reinforced bio-epoxy composites. The bio-composites can be considered to have a safe operating temperature that is equivalent to other natural fibre/epoxy composites based on this initial degradation temperature range.
60
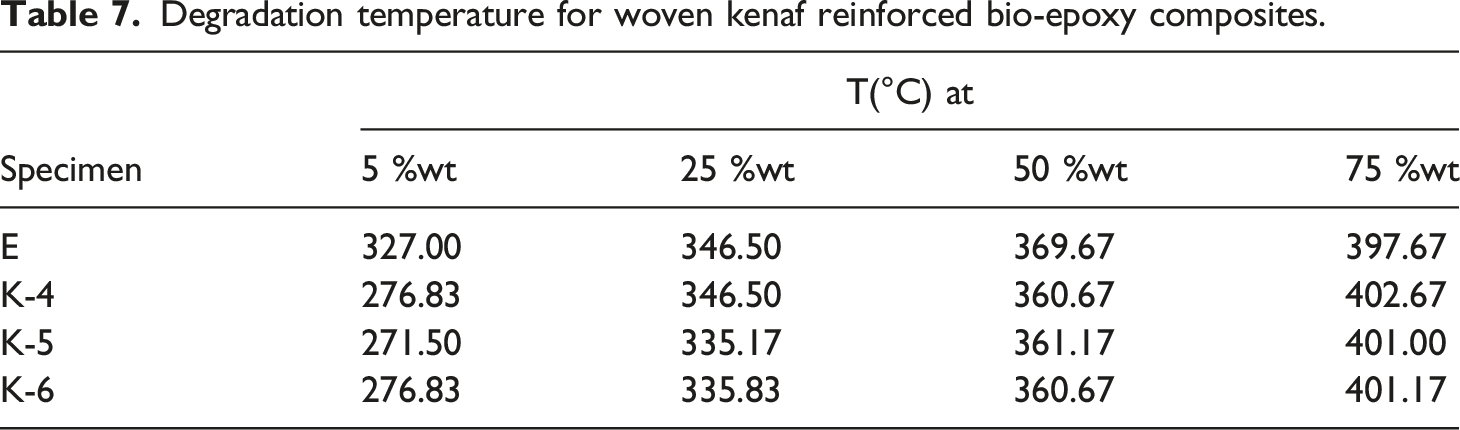
It should be highlighted that the woven kenaf reinforcement contributes to the bio-composites thermal stabilisation. This can be related to the fibre interaction with the bio-epoxy, which delays the bio-composites total degradation. It should be noted in the residues result in Table 6 for the woven reinforced bio-composites for K-4 (15.08%), K-5 (13.81%), and K-6 (13.77%) when compared to that of pure bio-epoxy of 10.41%. Table 7 shows the degradation temperature for five different interval weight loss of the samples viz; 5 weights %, 25 weight %, 50 weight %, and 75 weight %. These bio-composites samples are decomposed by pyrolysis in a nitrogen environment up to 700°C. TGA of woven kenaf reinforced bio-epoxy composites. Effect of fibre loading on DTG of woven kenaf reinforced bio-epoxy composites. Thermal stability properties of woven kenaf reinforced bio-epoxy composites. Degradation temperature for woven kenaf reinforced bio-epoxy composites.


The bio-composite specimens reveal an impressive preliminary weight loss of fewer than 5% after 30°C to about 240°C. This may be associated to the moisture or volatile content of the reinforced woven kenaf Fibre which can be observed at a relatively small DTG peak in Figure 13.61–63 The central degradation of pure bio-composites shoulder at 337°C and 370°C is related to highest weight loss due to degradation and depolymerization of the polymeric chains, the bio-composites showed the maximum weight loss at 350°C as a result of degradation of cellulose and hemicellulose. Similar studies was reported by Silva et al., 60 The moisture content of the different fibre loading is as follows; 3.27 wt%, 3.81 wt%, and 3.45 wt% for K-4, K-5 and K-6 respectively. The woven kenaf Fibre was oven dried before fabrication, but because natural fibres absorb water in nature, it would be difficult to eliminate all the moisture content.
The TGA graph (Figure 12) shows that the decomposition curves of all the woven kenaf reinforced bio-composites are alike but quite different from that of pure bio-epoxy composites. Moreover, the TGA graph reveals one degradation stage for both woven kenaf reinforced bio-composites and bio-epoxy because the decomposition temperature of the kenaf fibres is almost same with the bio-epoxy.
Figure 12 shows that the reinforcement of woven kenaf fibre with bio-epoxy has less thermal stability when compared with the pure bio-epoxy composites at an initial temperature. The significant weight loss happened in this stage, pyrolysis and decomposition of aromatic groups in epoxy networks result in substantial weight losses at 250°C–450°C in all cases, along with the decomposition of hemicellulose, lignin, pectin, and glycosidic bonding of cellulosic components in kenaf fibres, which is almost the same as that of other natural fibres.39,64 It is stated that temperature is a significant factor in the degradation of natural fibre, therefore, the complete degradation is expected between 230°C and 450°C and above.65,66
Conclusion
The fabrication of bio-composites using woven kenaf fibre with bio-epoxy has resulted to a bio-composites with desirable properties. According to the investigation of the void content, the different woven kenaf fibre loading bio-composites did not have significant differences in the void content. However, when compared to bio-epoxy, there is an improvement. The density of the bio-composites was enhanced as the woven kenaf fibre loading percent increased, the 40% bio-composites had the highest density of 1.2559 g/cm3 compared to pure bio-epoxy with density of 1.1553 g/cm3. As it should be expected, the water absorption for bio-composites increased as the percentage of the fibre loading increased. The 40% woven kenaf fibre loading had the highest water absorption of 9.85% and the lowest at bio-epoxy (E) having 1.18%. The 40% woven kenaf fibre loading presented the highest tensile strength (92.47 MPa), Young’s modulus (9.18 GPa), and impact strength (7280.8 J/m2). Upon SEM analysis, fibre pull-outs, fibre breaks, matrix cracking, and air bubbles were observed in the bio-composites. From the discussion, bio-composites containing 40% woven kenaf fibre had better interfacial adhesion than pure epoxy and the other fibre loading percentages. The use of woven kenaf fibres with varying loading percentages into bio-epoxy increased the thermal stability of the bio-composites. The starting decomposition temperature of the bio-composites ranged 230°C–280°C and the final degradation around 540°C–560°C while the decomposition temperature range of the pure bio-epoxy was between 279°C and 560°C. Natural fibres are hydrophilic in nature, this lead to increase in water absorption which affected thermal stability of the bio-composites. In conclusion, the reinforcement of woven kenaf fibre is effective, as it has showed improved physical, mechanical, morphological properties of the bio-composites with 40% woven kenaf fibre loading having the overall performance. This has a potential to used in wide range applications in different industries such as, construction, packaging, automobiles etc. due to its unique properties such as high strength, lightweight, durability, and eco-friendliness.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors extend their gratitude to Researchers Supporting Project number (RSP2023R117) King Saud University, Riyadh, Saudi Arabia for funding this work.