
Abstract
Yarn pre-tension is an important technological parameter in the weaving process and significantly affects the geometry and properties of woven composites. 3D bi-directional angle-interlock (3DBA) fabrics have the same yarn crimp in the warp and weft directions, which requires a special matching relationship between the warp and weft yarn tensions applied in the weaving process. This study focused on obtaining the pre-tension matching relationship that applied between the warp and weft yarns in the weaving of 3DBA fabrics. A quasi-static mechanical model of yarn interactions in the weaving of 3DBA fabrics was developed based on the 2D woven fabric yarn interaction model. The weaving process of 3DBA fabrics could be divided into two interweaves as one cycle. In a given interweaving of a single group of yarns, the pre-tension applied to the warp yarns tends to increase irregularly with the position of the interweaving point and varies linearly with the weft pre-tension. The weft crimps distribution of 3DBA fabrics was compared when yarns were applied to the different proportions of pre-tension in the weaving process. The experiment result shows that the sample with the best uniform distribution of yarn geometry is the one to which the yarn pre-tension calculated by the model is applied in the weaving process. The result provides theoretical support for warp and weft pre-tension applied in the 3DBA fabrics weaving process.
Keywords
Introduction
Textile composites have a series of excellent characteristics, such as lightweight, high specific strength and well plasticity, which are widely used in aeronautics and automotive fields.1–2 In this context, textile processes have expanded greatly. The tension applied to the yarns before they interlace is called pre-tension. The warp and weft pre-tension applied in the weaving process is the key factor to control the bending shape of the yarn, which significantly affects the geometry and properties of textile composites. 3 It is important to study the matching relation of warp and weft pre-tension applied in the weaving process.
Conventional laminates are frequently used for structural parts because they are easy to produce and have excellent in-plane mechanical performance, but they have a major drawback, which is delamination. 4 Conventional 3D angle-interlock fabrics have multiple layers and good delamination resistance due to yarn insertion in the thickness direction, but the mechanical properties of composites with them as reinforcing phases differ significantly in the warp and weft directions because the fabrics exhibit different structural stability in the warp and weft directions.5–7 To overcome these drawbacks, Ma et al. 8 developed 3D bi-directional angle-interlock (3DBA) fabrics based on plane group P4mm, which have well resistance delamination and similar properties in the warp and weft directions due to the same yarn crimp. The structural feasibility and high performance of 3DBA fabrics have been proved by some experiments, but there is no perfect weaving equipment for this fabric.
The 3D interlock weaving process is obtained by modifications to the 2D weaving process and can be produced on conventional looms. 9 In this process, some warp yarns are used as binders with interlace warp and weft yarns to create interlocked structures. 10 The weft yarns are straight in the traditional 3D angle-interlock fabric structure, and a large pre-tension is usually applied to the weft yarn in the weaving process to reduce the weft crimp. 11 However, 3DBA fabrics have the same yarn crimp in the warp and weft directions, which requires a special matching relationship between the warp and weft yarn tensions applied in the weaving process.
Yarn pre-tension is one of the most important weaving parameters in the weaving process. It is not only the key to control the clear shed and yarn breakage rate in the shedding motion, but also interacts with the beating-up force in the beating-up movement.12–13 Hwan et al. 14 discovered that the required weft beating force increases proportionally with increasing warp tension by weaving experiments. Li et al. 15 Investigated the relationship between beating-up force and warp tension in the 3D weaving process by using the integral method, and proposed that warp tension is the key to influence beating-up resistance force. Ben et al. 16 and Carole et al. 17 monitored the change of warp tension in the weaving process by means of standard tensiometers and found that the warp tension increased due to the shedding motion and beating-up motion.
Some researchers have investigated the relationship between the yarn pre-tension and the 2D woven fabric structures. Ozkan and Eren 18 discovered the weft crimp in the edge zones was higher than in the middle of the fabric when the same pre-tension was applied to the warp yarn in the weaving of woven fabrics. Ying et al. 19 used the finite element model(method) to simulate the yarn interlacing process, and the simulation results showed that the weft inclination angle fluctuation range was significantly decreased by applying weft pre-tension. Abdulkader et al. 20 developed a regression equation between the loom setting parameters and the measured fabric inclination, and the experiment results showed that the initial warp tension has the most important influence on fabric structure. Adomaitiene et al. 21 established empirical equations for the dependencies on fabric structure parameters and weaving loom setting parameters, and predicting the initial yarn tension was proposed. While the above studies found that the warp and weft pre-tension play a critical role in the structural state of the yarn, the method of determining the warp and weft yarn tension applied in the weaving process was not discussed.
The shape of yarns formed in the weaving process is determined by warp and weft interaction. Some studies have investigated the process of yarn interactions in 2D woven fabrics. Van Ravenhorst and Akkerman 22 established a mathematical model that included the yarn interaction to achieve a satisfactory braid angle for circular braiding, and discussed the effort of yarn interaction on convergence zone length. Faccio Junior and NetoGay 23 developed a contract model to represent yarn interaction, with yarns represented by geometrically correct beams and a master-master contact strategy used to properly address yarn interaction. Ben Boubaker et al.24–26 deduced the expression of the reaction force exerted by yarn at the contacted points based on the Timoshenko beam theory. Chaouachi et al. 27 established a micromechanical model of plain-woven fabric accounting for yarn interaction based on Hertz theory and energy minimization, and obtained the variation trend of yarn flexural amplitude with yarn tensile force.
The work endeavors to obtain the matching relation of yarn pre-tension applied in weaving 3DBA fabrics. The characteristics and weaving process of 3DBA fabric are introduced. The estimation model of yarn pre-tension applied in the weaving of 3DBA fabrics is developed based on the 2D woven fabric yarn pre-tension estimation model. The validity of the model was verified by comparing the yarn shapes in fabric samples obtained by applying different proportions of yarn pre-tension in 3DBA fabrics weaving experiments.
3D bi-directional angle-interlock fabrics
The 3DBA fabrics present the same type of interlock and the yarn bending status is the same in the warp and weft directions. As shown in Figure 1, the only difference between 3DBA fabrics and traditional 3D layer-to-layer angle-interlock (3DLA) fabrics is the state of weft yarns in the fabric structure. The weft yarns maintain high straight status, and yarns form interlocks in the forming direction of the fabrics in the traditional 3DLA fabrics. The 3DBA fabric is formed by interlocking warp and weft yarns with the same degree of crimps. Fabric structure: (a) 3DBA fabrics. (b) 3DBL fabrics.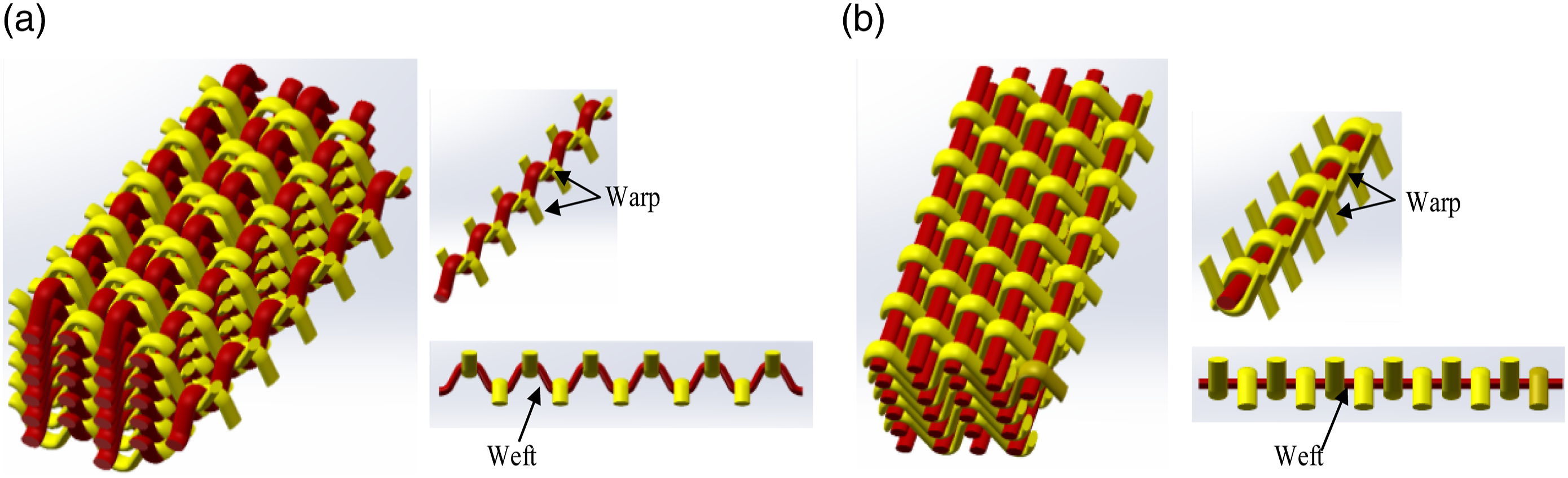
The processing of 3DBA fabrics is similar to traditional 3DLA fabrics, and the only difference is the matching relationship between the warp and weft pre-tension applied in the weaving process. The processing technology of 3DBA fabric could be divided into four steps as a cycle, as shown in Figure 2(a). The warp yarns are divided into two The 3DBA fabrics weaving processes: (a) The process of shedding and weft insertion. (b) The weft bending state. (c) Description of the main elements of the weaving process.
Mathematical model
Basic assumptions
The basic assumptions of the present model are as follows: (1) The yarns have no elongation and the bending stiffness is ignored. (2) The contact between yarns is assumed to be punctual, and Coulomb friction is used to simulate friction at interlacement points, neglecting stick-slip and viscous-like friction. (3) The yarn section is assumed to be a constant oval. (4) The yarn does not slip laterally, and the tension of each warp remains unchanged in the weaving process. (5) The yarn weight could be neglected compared to the yarn tensions and the interweaving process is modeled as quasi-static, entailing the neglect of inertia effects.
The weft bend shape is mainly conditioned by warp yarns that come in contact with the weft yarn during the weaving process; in view of the subsequent analysis, it is more convenient to define each weft yarn and the warp yarns in contact with the weft yarn as a group of yarns. Assuming no interaction between the groups of yarns, the interaction between the warp and weft yarns in each group of yarns during a single interweaving in the weaving direction of the 3DBA fabrics is similar to that of 2D woven fabrics. The 2D woven fabrics are produced by continuously interweaving two sets of warp yarns with weft yarns of the same height. However, the yarn interlacing motion of 3DBA fabrics is more complex than that of 2D woven fabrics. The weaving process of 3DBA fabrics could be divided into two interweaves as one cycle. As shown in Figure 3, the warp yarns acting on a weft yarn can be divided into two groups of Sketch of yarn interweaving structure: (a) 3DBA fabrics. (b) 2D woven fabrics.
Yarn pre-tension estimation model of 2D woven fabrics
The bending process when weft yarn encounters warp yarn in the weaving process of 2D woven fabrics could be divided into three phases, contacting, crimping and balancing of warp and weft yarns, as shown in Figure 4(a). The weft yarn is in a straightened state before the warp yarn comes into contact with it, so that the increase in crimp altitude of the weft yarn at each interweaving point is equal to the decrease in crimp altitude of the warp yarn after the yarn interaction reaches equilibrium. The weft yarns’ tensile stress and the friction at the interweaving points are symmetrical along the midline of the weft yarns in the yarn interweaving process.
14
Just select one side for analysis. The mechanical analysis of the interlacing point is noted in Figure 4(b) when the warp and weft crimping equilibrium. The direction of the friction force at each interlacing point is horizontal to the right. Yarn interweaving process: (a) The weft yarn bending process. (b) Mechanical analysis of interlacement point.
When the warp and weft yarns interact to reach equilibrium, the horizontal and vertical forces on the weft yarns at each interweaving point are expressed as follows:



The following equation is derived combined with equations (1) and (3):

The suitable tension of the warp yarn is crucial for the formation of a clear shed, and both low and high warp tension can cause defects in the fabric weaving process.
28
Take the warp tension

The warp and weft yarn tension required to achieve the ideal shape is taken as the warp and weft yarn pre-tension applied in the weaving process in this work. In the ideal structure of 2D woven fabrics, the warp and weft yarn inclination angles at each interweaving point are equal (
Yarn pre-tension estimation model of 3DBA fabrics
The parameters of 3DBA fabrics
The 3DBA fabrics with identical structural parameters for warp and weft yarns. Establish a rectangular coordinate system, a parametric model of the unit structure of 3DBA fabrics is shown in Figure 5. In the parametric structure, the semi-axial lengths of the yarn oval-shaped section were defined as a and b. The ellipses Ⅰ and Ⅱ are congruent and tangent, and define the tangent point of ellipse I and ellipse II as “A”. Parametric modeling of the 3DBA fabrics unit structure.
The crimp altitude

The equations of ellipse Ⅰ and ellipse Ⅱ as:
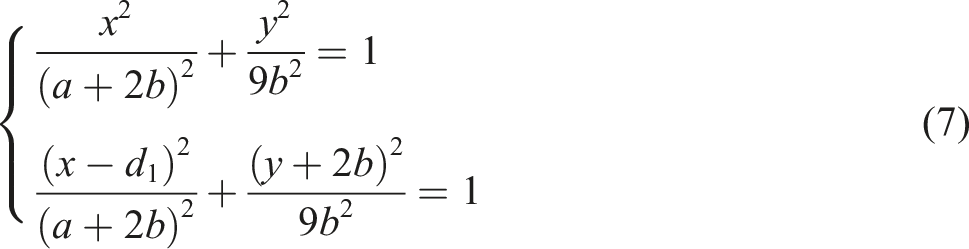
The coordinate values of tangent point “A” was (d1/2, -b). The warp distance

The yarn pre-tension estimation model
The weft bending shape is mainly determined by warp yarns that is in contact with it in the weaving of 3DBA fabrics. As can be seen from 3.1, the warp yarns could be divided into two groups Single group yarn interweaving of 3DBA fabrics: (a) The yarn interweaving process. (b) Mechanical analysis of adjacent interlacement point.
The
To simplify the calculation, the direction of the combined force of the warp yarns on the weft yarns is treated as vertical up or vertical down. When the warp and weft yarns interact to reach equilibrium, the horizontal and vertical forces on the weft yarns at each interweaving point are expressed as follows:


The frictional force at the point of interweaving is as follows:

The tension of the warp yarn at the weft midline is as follows:

In general, the heald eye distance is much greater than the fabric thickness, so the height of the interweaving point from the x-axis can be ignored and
It is only necessary to calculate the pre-tension applied by each warp and weft yarn in the two adjacent interweaves separately if Position of warp and weft yarns when heald frame is flush.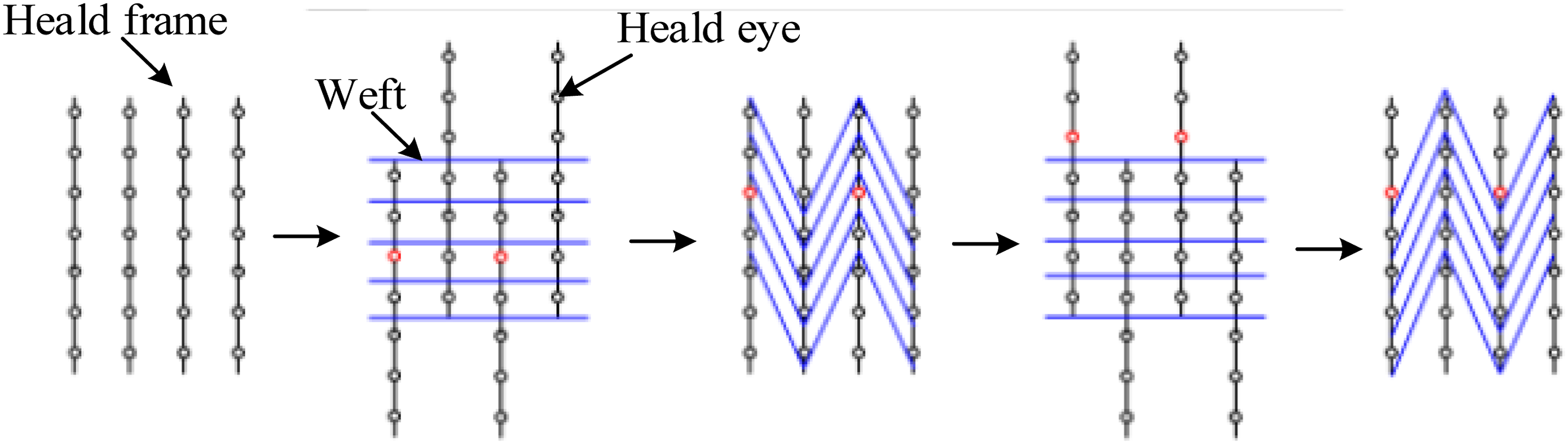
Experiments
Materials
Carbon fiber12K(Toray T700SC-12K-50 C) was used for yarns in experiments. The tensile modulus is 230 GPa and the tensile strength is 4651 MPa. The semi-axial lengths of the yarn oval-shaped section
Single layer of warp and weft interweaving experiments
The single layer of warp and weft interweaving experimental device as presented in Figure 8, comprises a PC(Personal computer), PLC(Programmable Logic Controller), stepper motor, stepper motor driver, equipment support and other components. The movement of the heald frame is controlled by PLC, and the heald frame moves with the motion law in the literature experiment.
29
The yarn pre-tension is provided by weights. The free end of the warp yarn is fixed with a weight and the other end is fixed to the support frame. And both ends of the weft yarn are applied weight. Experimental device.
The pre-tension of yarns (Gram).

3D bi-directional angle-interlock fabrics weaving experiments
Using the weaving method described in the second part, 3DBA fabrics were woven by applying different proportions of yarn pre-tension under the same other weaving conditions. Three samples were woven. The yarn pre-tension applied in sample A weaving process has no specific matching relationship and only ensures that the yarn does not have an excessive overhang. The warp and weft yarn pre-tension calculated from the 2D woven fabric model were applied in the weaving of sample B. The warp and weft yarn pre-tension were calculated using the 3DBA fabrics yarn pre-tension estimation model and applied in the weaving of sample C. The three samples are shown in Figure 9. 3DBA fabric samples.
Results and discussion
Under the same weaving conditions, the variation of the pre-tension applied by the warp yarns in a group of yarns with the position of the interlacing point during a certain yarn interlacing process of the 2D woven fabrics and the 3DBA fabrics is shown in Figure 10. The applied warp pre-tension tended to increase like an exponential from the weft edge to the middle in weaving 2D woven fabrics. However, the pre-tension applied by the warp yarns in the weaving process of 3DBA fabrics showed an irregular increasing trend. The main reason for the difference is that the two groups of warp yarns Variation of the warp pre-tension with the position of interlacement.
The warp yarns squeezed the weft yarns under their own tension to make the weft yarns crimp in weaving 3DBA fabrics. The tensile stress of weft yarn between interweaving points resists the action of the warp yarns, which is determined by the pre-tension of the weft yarn and the friction on the interlacing points during the interaction. Taking the three warp yarns 3DBA fabrics: (a) Variation of the warp pre-tension with the frictional coefficient. (b) Variation of the warp pre-tension with the weft pre-tension.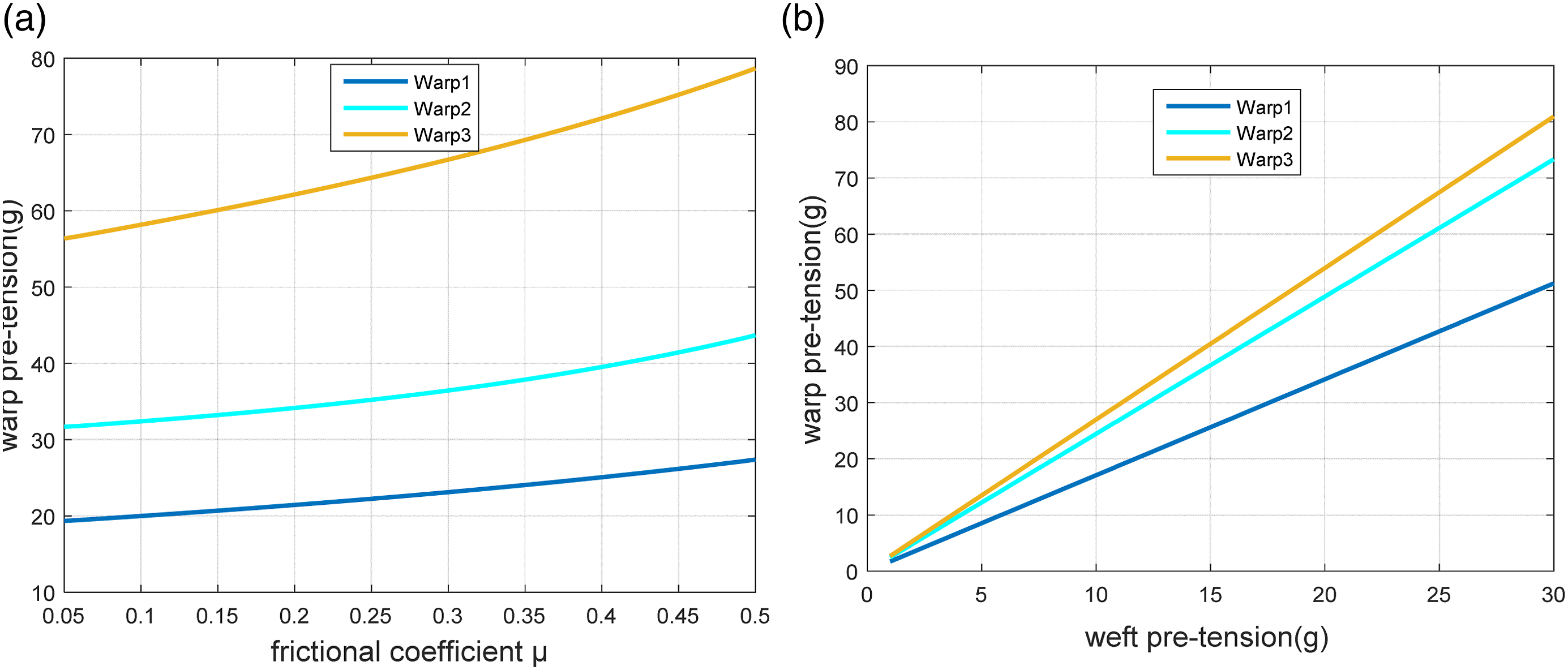
In the single-layer warp and weft interweaving experiments, the bending shapes of the weft yarns after interweaving under different proportions of pre-tension as shown in Figure 12. It can be seen that the weft yarn in Case1 has more uniform crimp distribution in the experiments. The experimental results showed that applying pre-tension with a special matching relationship between warp and weft yarns could greatly improve the uniformity of weft crimp in the single-layer warp and weft interweaving. And the weft crimp shape of Case4 in Figure 12 is consistent with the finite element simulation results of the literature
19
and the experimental results of the literature.
18
The crimp angle in edge zones is significantly greater than in the middle part of the weft yarns when the pre-tension applied to each warp yarn is the same. The main factor affecting the uneven distribution of weft crimp is the friction between warp and weft yarns. The closer to the midline of the weft, the more friction needs to be overcome for the warp to squeeze the weft to bend, and the more pre-tension is required. In other words, the closer the warp yarn is to the weft middle, the more the pre-tension applied is influenced by friction. As shown in Figure 11, the warp yarns’ position closer to the weft middle, the greater the applied warp pre-tension is influenced by the friction coefficient and weft pre-tension. The experimental results are consistent with the theoretical results. And the experiment is proved that it is feasible to use the warp and weft yarn tension at the equilibrium of yarn interactions as the pre-tension applied in fabric weaving process. The weft crimp shape of single-layer fabric.
The shape of the weft yarn in the fabric was difficult to observe for the three samples woven in the 3DBA fabric weaving experiments. The same curing process and cutting technique were applied to the three samples, and the weft shapes in the three samples are shown in Figure 13. As can be seen from Figure 13, the shape of the weft in sample C is closest to the ideal shape of the weft in 3DBA fabric. The experimental results verified the validity of the 3DBA fabric yarn pre-tension estimation model. The weft crimp shape of 3DBA fabrics: (a) The weft yarn ideal shape. (b) The weft shape in three samples.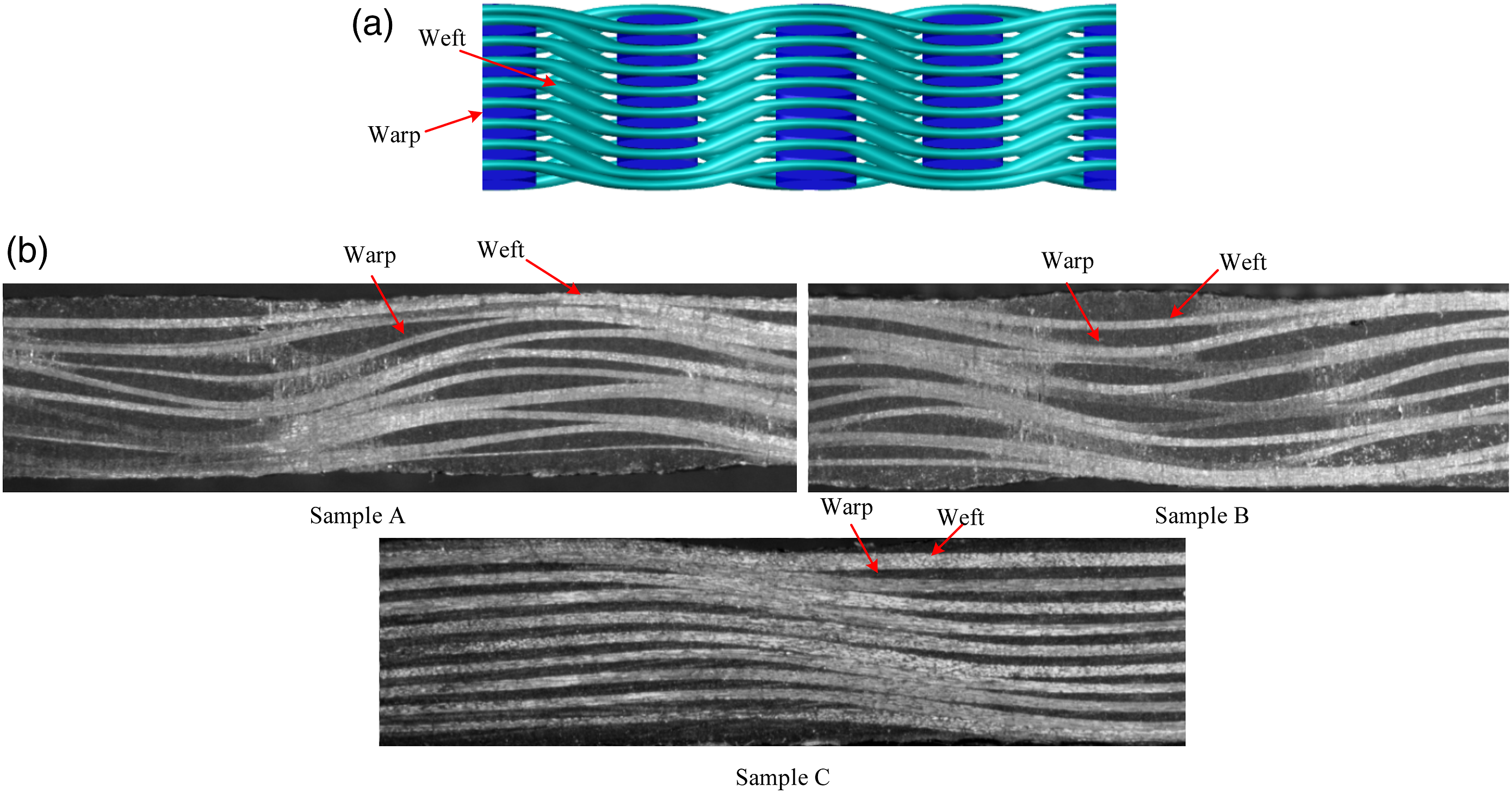
As is shown in Figure 13, it is feasible to weave 3DBA fabrics by applying the pre-tension of warp and weft yarns with special matching relationships calculated using the yarn pre-tension estimation model. However, some carbon fiber yarns have surface monofilament breakage in the weaving process. The main reason for the phenomenon was the excessive pre-tension applied to the warp yarns. Figure 10 shows the trend of the pre-tension applied by the warp yarns in a group of yarns with the position of the interlacing point. And it can be observed that the pre-tension applied to warp yarn calculated by the 3DBA yarn pre-tension estimation model is greater the closer to the middle of the weft yarn. Fiber breakage and yarn wear can easily occur when the warp tension is too high due to repeated friction between the warp yarn and the heald frame in the 3D woven fabric weaving process.30–31 And the warp tension increases significantly in the shedding movement. 32 Warp pre-tension is the basis of all changes in warp tension during weaving. The excessive pre-tension applied to the warp yarn will easily cause yarn breakage and abrasion, thus affects weaving efficiency and fabric quality. Therefore, yarn wear should be taken into account when applying warp and weft pre-tension in the 3DBA fabrics weaving process. The balance between excessive warp tension leading to yarn abrasion and the applied pre-tension to form the fabric structure will be analyzed in the future work.
Conclusion
3D bi-directional angle-interlock fabrics have the same warp and weft crimps, which cause the matching relationship between the warp and weft yarn tensions applied in the weaving process are different from the traditional 3D angle-interlock fabrics. In this paper, a mathematical model of yarn interaction in weaving 3DBA fabrics is established on the basis of 2D woven fabrics yarn interaction model, and a relatively simple method was given to obtain the pre-tension applied to each group of yarns in 3DBA fabric weaving. The experiment result showed that the sample with the best uniform distribution of yarn geometry is the one to which the yarn pre-tension calculated by the model is applied in the weaving process. The experimental result verified the validity of the model.
The weaving process of 3DBA fabrics could be divided into two interweaves as one cycle. The two groups of warp yarns in contact with the same weft yarn are not at the same level when the heald frame is flush in the 3DBA fabric weaving direction, and the same warp yarn in the second interweaving contact with the weft yarn and the first interweaving contact with the weft yarn height is different. In a given interweaving of a single group of yarns, the pre-tension applied to the warp yarns in weaving 3DBA fabrics varies with the position of the interweaving point unlike the 2D fabric, the pre-tension in weaving 3DBA fabrics increases irregularly from the weft edge to the weft middle line. The warp pre-tension applied in the weaving of 3DBA fabrics increases with the increasing friction coefficient and weft pre-tension, and the closer to the weft midline, the more it is affected. Models such as the one developed can provide theoretical support for warp and weft pre-tension applied in the 3DBA fabrics weaving process.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.