
Abstract
Three-dimensional (3D) printing has attracted a great deal of attention in recent years in many application fields, for example in the aerospace, construction, industries, art, education, protection, security and medical fields. Some of these application fields of 3D prints depend on the adhesion of imprint polymers on textiles. Adhesion is the tendency of unlike surfaces to cling to one another due to the intermolecular and interatomic interaction of the two surfaces. This study investigated how water and oil resistant treatment of woven fabrics influence on the adhesion strength of 3D prints. The prints were produced from Onyx using Markforged Mark Two 3D printer on Fluorocarbon (FC) treated and untreated woven fabrics. The different printed samples were subjected to a 180° peel test for the full detachment of the prints from the fabric. The result showed that the treatment of the woven fabrics had a significant influence on adhesion force. Further, the results revealed that the treated woven fabric limited the penetration and passage of the melted Onyx through the fabric which gave low adhesion strength between the print and the fabric. The microscopic analysis revealed that the back of the detached 3D prints from the untreated woven fabrics contained many fibers still attached because of the high adhesion strength.
Introduction
Three-dimensional (3D) printing consists of several additive manufacturing methods, for example stereolithography, selective laser sintering, and material extrusion also called fused deposition modelling (FDM). 3D printing method allows us to shape 3D objects for diverse applications, 1 and some considers it as a new part of industrial revolution or ‘‘industry 4.0.2,3 The FDM printing process and other printing technologies such as laser stereolithography (SLS) process are constantly evolving and showed a significant development in recent years. Print quality, print space and print speed have been significantly optimized as printers have become more efficient. Therefore, the right choice of printing process must be made depending on the application scenario. 4
The FDM printer method which is also called Fused Filament Fabrication (FFF) melts a polymer filament in an extruder nozzle and deposit the molten material on the printing bed—or another substrate, for example, a textile fabric placed on the printing bed until the first layer is completed. After lowering the printing bed or lifting the printing nozzle (depending on the construction of the FDM-printer) by the layer thickness, the next layer can be printed onto the first one, and so on. 5 Typical materials used for FDM printing are acrylonitrile butadiene styrene (ABS), polylactic acid (PLA), or nylon (polyamide 6.6 (PA 6.6)). 6 Nowadays, there are several other materials available from polycarbonate (PC) or polypropylene to magnetic, electrically conductive, color-changing materials or filaments including rigid and flexible components. 7
The 3D prints performance depends on the adhesion of the print materials within the polymers and between the substrates and the polymer within which the level of adhesive performance depends on the printer setup parameters including speed. 8
Adhesion is the tendency of unlike surfaces to cling to one another due to the intermolecular and interatomic interaction of the two surfaces. The inter-penetration or diffusion of the polymer across the interface is affected by parameters such as the temperature of the polymer, the contact time, the physical form and the weight of the polymer (molecular).9,10
Adhesion of polymers to fabrics is affected by the cohesive force of macromolecules of the polymer that cause two similar surfaces to cling to one another. The adhesion forces cause the two different surfaces to cling to one another. If the adhesive forces are less than the cohesive forces, the adhesive strength between the polymer and the fabric decreases, so that it is important to determine the most appropriate speed to achieve good adhesion strength between the fabrics and print polymers.8,11
Research reported that reduced hydrophobicity of textile fabric correlated with larger adhesive forces of an imprinted polymer although pre-treatment with glue stick resulted in an over proportionately increased adhesion. 12 The strong dependency of adhesive forces on infill orientation clearly shows its practical importance. Regarding this, recent research result revealed that while an orientation of 90° was reported to be significantly advantageous for increasing adhesive strength compared to 0° which must be taken into account during construction and slicing of objects, 7 fill density didn’t have significant effect. 11
Accordingly, research results suggest that the adhesion between polymer and textile needs to be controlled more significantly by mechanical effects than chemical. Mechanical effect is produced as a result of the polymer infiltration through the textile developed from the pressure on the polymer during printing. 1 Other studies disclosed that better adhesion could be acquired for thicker textile fabrics with pressure for better penetration.12–14 Furthermore, the adhesion of 3D printing nylon and PLA on polyamide 6.6 was tested, and extruder temperature, platform temperature and printing speed were determined to be important parameters in strong adhesion of polymer on the textiles.8,15
In General, the adhesion between polymer and fiber has been reported as the most challenging aspect of the direct application of 3D printing onto textiles.8,13,16,17 In a similar vein, extrusion temperature,8,16 fabric thickness,12,16 pressure, 13 the distance between nozzle and textile, 16 printing speed, 8 infill direction, treatment of textiles, ironing7,11,18 were discussed as the most significant printing parameters that could affect adhesion.
Researchers have also optimized printing parameters of extrusion temperature and the print offset, which is the distance between the nozzle and the textile surface, for each polymer and the fiber combination individually. 18 Moreover, the fabric morphology was shown to strongly influence the adhesion where adhesion forces increased at thicker fabrics with larger pores in and between the yarns in which the printing polymer can protrude to build form-locking connections. 7 This indicates that the adhesion is more dependent on the textile material than on the filament type. In support, several studies reported that the chemical treatments on textile such as coatings affected the adhesion of printed filaments.16,17,19
Adhesion forces before and after washing were both positively correlated to the optimized extrusion temperature. The factors that affected the adhesion force both before and after washing were extrusion temperature, printing speed and model height. 11 In all cases, researchers found that the adhesion performance of 3D printed products on textiles was dependent on the different factors discussed above. The chemical treatment of textiles for functionality of the product has not been considered as a significant parameter for the adhesion performance of 3D prints on textiles. This experimental research was, therefore, designed to respond to this need.
The study sought to undertake the comparative investigation of adhesion force applied during peeling of 3D prints from fluorocarbon (FC) treated and untreated woven fabrics, which are considered as functional requirements for protective armors for water, oil and chemical resistance or in general liquid repellence. While the requirements for stab protection armor are very high and must be resistant to water, oil, chemicals and fire, they are also required to protect the wearer in the best possible way and to increase the service life of the vests. In light of all these concepts, the result of this research was hoped to provide an additional insight in materials selection for developing functional products such as protective armors, which can be used for security officers.
Materials and methods
Materials
In this study, Markforged Mark-Two 3D printer was used for developing 3D printed products on woven fabrics. Onyx filament was printed on textiles using material extrusion method Fused Deposition Modelling (FDM). Onyx is a Nylon based thermoplastic with chopped carbon fiber blended in it. Onyx can be printed on its own as used in this research, or it can be reinforced with continuous fibers to provide strength comparable to aluminium. The functions of Onyx range from tooling and fixtures to end-use production parts. It is an ideal material for printing parts that are stiffer (with or without continuous fibre reinforcement), can withstand higher loads and/or impacts, and high temperatures resistant parts up to 145°C. 20 Inferring from the data displayed in Markforged Mark-Two 3D printer screen, it was evident that the print temperature of Onyx was 275°C and from the filament package, the diameter of Onyx filament was 1.75 mm. The objects sliced with the Markforged slicer called eiger.io online system.
The 3D plates, with the dimensions described in Figure 2, printed on plain weave fabrics. The warp and weft consisted of 93% NomexⓇ, 5% Kevlar and 2% of an antistatic component. An elastane thread was inserted into the fabric as a weft thread. The fabric was fluorocarbon (FC) treated (black) and untreated (blue) for water and oil resistant properties. The fabric was provided to us as part of a project and is used in the field of protective clothing. We are not allowed to publish anything about the exact FC treatment in this research. Therefore, in the first step, the investigation will deal with whether and to what extent an FC treatment has an influence on the adhesion between 3D printed elements and a textile surface. If there is a significant difference in adhesion, then the next step will be to look more closely at the finish and its concentrations. This paper considered the fabric surface with reference to the adherence of 3D prints on textiles depends on the roughness or hairiness of the textile surface,
18
so that the smoothness and softness were measured using Emtech tactile sensation analyser. Accordingly, the result showed that the treated (Black) fabric group mean (MG Black) had 290 inches of smoothness and 17 inches of softness, whereas the untreated (Blue) fabric group mean (MG Blue) had 231 inches of smoothness and 11 inches of softness (Figure 1). The respective air permeability of FC treated and untreated fabrics were 37 L/m2/s and 49 L/m2/s. The thread density for the two types of fabrics was the same in warp (41 cm−1), and in weft (18 cm−1). Textile softness analyser result (untreated, treated and mean of each treatment type).
Methods
Constant printing parameters
The layer height was set at 0.1 mm, the extruder temperature was set at 275°C for all layers. Similarly, 37% infill density, 4 roof and 4 floor layers and 2 wall layers were the constant printing parameters set in the Eiger.io during slicing for the treated and untreated materials.
Design and printing
The printing time, material consumption, print quality and clamp size of the test machine were considered for designing the dimensions of scales. The specimen was long to have many readings of each test. The 3D prints were designed as rectangular plate with 150 mm x 25 mm x 1.2 mm dimension (LxWxH). The negative thickness has extended beyond limit, representing the thickness of the woven fabrics because it was not possible to set the z-axis offset in the slicer used for this study. Its dimension was 10 mm x 10 mm x (−0.2) mm (LxWxH) (Figure 2) where it was not considered further for the adhesion study. The slicer software Eiger does not allow us to define a manual offset value. According to Döpke et al. and Ahrendt et al., the nozzle height has a significant influence on the adhesion between the textile and the additive print. The best results were achieved with a very low nozzle height.21,22 Therefore, the smallest possible distance between the textile and the nozzle was chosen for this study. However, below 0.2 mm z-offset, the nozzle moved or even partially damaged the textile. For this reason, an offset of 0.2 mm was chosen. Design of the plate to print on textiles.
As suggested by researchers, porosity that has a high influence on adhesion can open the fabric for the passage of the print polymer. The length of the fabric increased its porosity when a 10% of stretch was applied. Then, the printing bed with adhesive tape and edges of the fabric with the bed and clamp were fixed to reduce fabric motion during printing. The printing bed with the attached fabric was placed inside the printing machine for printing (Figure 3). Three samples were concurrently printed at a time and cut in to pieces for individual testing. Printing process (a) stretched and attached fabric, (b) printing bed with the fabric inside the machine, (c) Printing of woven fabrics and (d) Finished print and ready to cut pieces.
Experiment
Figure 4 indicates that the 180° peel testing machine which is normally known as tensile testing machine was used to measure the adhesion force of the 3D prints on the treated and untreated woven fabrics. The machine was Zmart.Pro/MK 500N/with 8151 steel corrugated (top), 8354 steel file cut (bottom) and 20 Nm Torque. At this junction, it is important to note that DIN EN ISO 8510-2 was the standard test employed for testing. The test setup was 125 mm clamping length at start position, 100 mm/min speed and 0.2 N pre-force. Peel testing.
The 3D printed samples were conditioned in the test room at 20°C ± 1°C and 65% ± 2% relative humidity for 24 h. Five specimens were tested for the 3D prints on each of the treated and untreated fabrics. The statistical data was analysed using One-Way Analysis of Variance from the Software Packages for Social Sciences (SPSS).
After the peel test, the textile and the detached printed plates were viewed under a TOMLOV DM201 digital microscope. This observation was carried out to look at the residue of fibres on the printed plates or any damage to the textile.
Analysis
The analysis of this study was supported by Microsoft Excel and Statistical Package for the Social Sciences (SPSS). In this study, the analysis of variance (ANOVA) was used to determine if there was a statistically significant difference between the mean scores of the independent variable (fabric treatment) and the dependent variables (peel strength). Analysis of variance (ANOVA) can determine whether the means of three or more groups are different. F-value is simply a ratio of two variances and is calculated as variation between sample means divided by variation within the samples. Variances are a measure of dispersion, or how far the data are scattered from the mean. Larger values represent greater dispersion. To determine if the difference between group means is statistically significant, we have to look at the p-value that corresponds to the F-statistic. Accordingly, the p-value in this study was set at the significant level of 0.05 confidence level. Although the F- and p-values can be calculated manually, they were calculated using the SPSS software Version 23.
Results and discussion
Description of adhesion performance of 3D prints on treated and untreated textiles.

The peaks of individual tests were also different in the two fabrics. The numbers of peaks of the peel force of the 3D print from the untreated fabrics (Figure 5a) were extremely greater than the number of peaks of the peel force of the prints from the treated fabrics (Figure 5b). This result is due to the difference in the number of fibers attached to the print polymers. Peel force of print polymers from woven fabrics. (a) Peel force of the prints from untreated fabric. (b) Peel force of the prints from the treated fabric.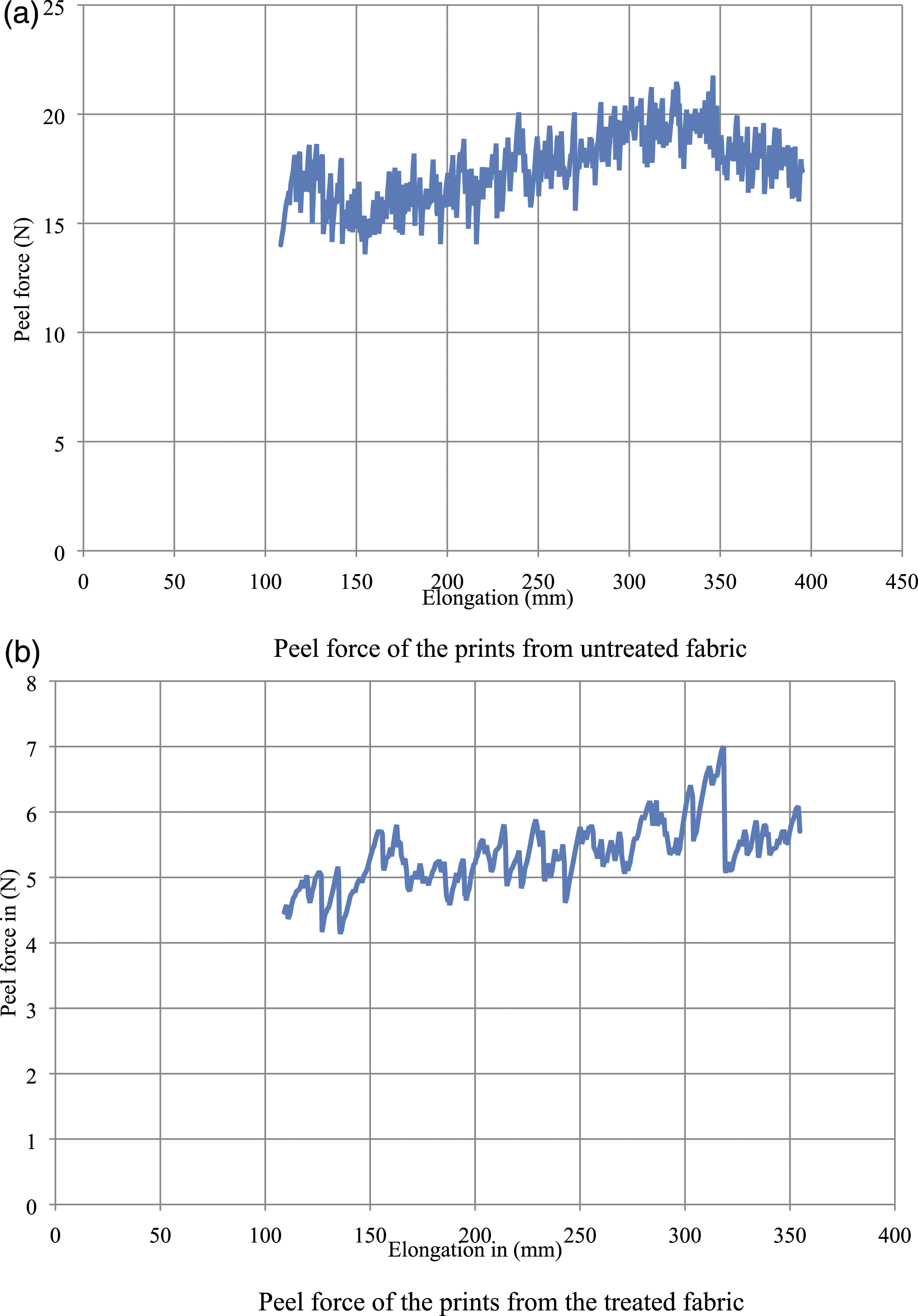
As it was indicated in Table 1, the Std. deviation shows that there was close dispersion of individual data from the mean of every sample. Similarly, the standard error of the mean (SEM) shows the low uncertainty of individual test results from the mean.
The minimum adhesion force of the 3D printing on the untreated fabrics was higher than the maximum adhesive force of the 3D printed polymer on the treated fabric (Figure 6). This is because the treated fabrics limited the diffusion of the molten polymers within the fabric, whereas the molten polymer of the print could penetrate deeper into the woven structure. The increased hydrophobicity of the textile fabric resulted in reduced adhesive strength of an imprinted polymer on it. The surface structure of the treated fabrics changed after the FC treatment. Adhesion Force of 3D prints on woven fabrics.
As shown in Figure 7(a), the microscopic cross-sectional analysis consisted of three parts: imprinted polymer (P), interlaced threads (T), and warp threads (W). The printing polymer Onyx comprised nylon and short staple micro carbon fibers. As it was indicated in the table below, the carbon fibers could be seen as white stripes or dots (P) in the micrograph, depending on the thickness of the deposited layers during the printing process. The images were taken with an AxioImager.M1m microscope and an attached AxioCam MRc5 camera, both from the manufacturer Zeiss. Cross-sectional image of 3D prints on treated woven fabric (a) Warp and (b) weft directions of threads, arrow points, and the filament lying on top on the textile.
The different adhesive properties of the treated and untreated textile were caused by the interaction between the textile and the Onyx. In other words, the printed Onyx material could not form a sufficient bond with the treated textile. It was evident that the FC treatment lay down as a layer on the textile and formed a layer between the applied imprint polymer and the textile structure. This can be seen in Figure 7(a) and (b). On the other hand, the Onyx material did not lie flush on the fibers (see red arrow points in Figure 7b). For the adhesion between the two components, the penetration of the Onyx into the textile was of particular importance. When the polymer can penetrate the meshes of the textile, the bond with protruding fibers will sufficiently be formed. This explains why the adhesion force was significantly lower on the treated textile than on the untreated textiles fabrics in this study.
As the results from Figure 6 show, the adhesion of the untreated material was three times higher than that of the treated material. In Figure 8(a) and (b), it can be seen that the printed Onyx material adhered much better to the upper textile layer (untreated material). On the other hand, the Onyx material could penetrate better into the textile mesh. Thus, the printed filament polymer bonds were directly formed with the individual fibers of the weft yarns. Another aspect was that the protruding filaments of the weft material were directly incorporated into the melted Onyx. Cross-sectional image of 3D prints on untreated woven fabrics (a) warp and (b) weft yarn directions.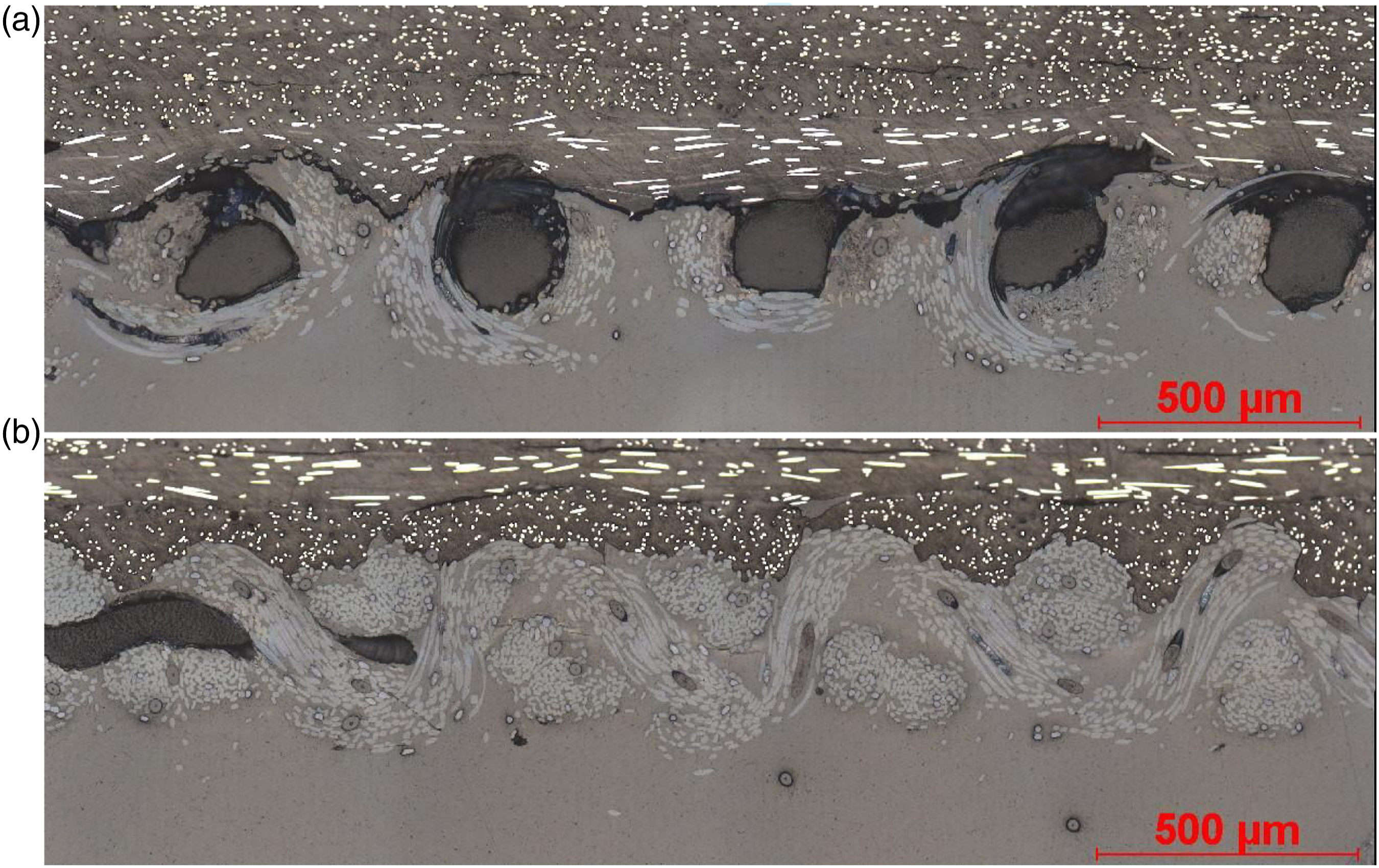
The cross-section composition shows that the Onyx material penetrated much better into the meshes of the untreated fabric in both warp and weft directions. This shows that more Onyx material entered the interior of the mesh because the absorption and permeability of the mesh was not restricted due to the chemical treatment for fluid resistance.
On visual evaluation, it can be noted that the amount of fibres remaining on the Onyx print material after detachment from the treated and untreated fabric is different, see Figure 9(c) and (d) for this. The 3D printing plate that was detached from the untreated fabric contains more fibres than the 3D printing plate that was detached from the treated fabric. The penetration depth of the molten Onyx material is higher in the untreated fabric, so more fibres remain on the printed plate when it is peeled off. The treated fabric showed that the diffusion and interpenetration of the fused Onyx material is limited due to its limited absorption and good resistance to liquids, resulting in a limited number of fibres remaining on the back of the printed plate. Figure 9(a) and (b) each shows the textile side after the peel test. The pictures were taken with a TOMLOV DM201 digital microscope. Photomicrograph after the peel test - (a) Printed side of the textile without FC finish; (b) Printed side of the textile with FC finish; (c) Residual fibres on the 3D printed object without finish; (d) Residual fibres on the 3D printed object with finish.
Analysis of variances of treatment types on adhesion strength of 3D prints.

Conclusion and outlook
The peel strength of 3D prints on treated and untreated fabrics was studied to determine the adhesion force between the two unlike surfaces. The adhesion of 3D prints to textiles is significantly influenced by the condition of the fabrics. The state of the fabric in this study means the type of treatments performed on the fabrics to alter their functionality and properties. The protective clothes are treated for water and oil repellence in which 3D prints were produced on the treated and untreated woven fabrics. The 3D prints on the treated woven fabrics showed significantly lower adhesive strength than on the same woven fabrics without chemical treatment. The explanation for this is that the filament does not penetrate as deeply into the textile in the treated fabric as in the untreated fabric.
Concentration differences of Fluorocarbon have not yet been considered in this study. In future studies, this aspect will be considered in more detail. In certain application examples, such as protective clothing, certain water and oil resistant characteristic values are to be achieved. However, this reduces the adhesion of additive prints, as the results of the studies show. Therefore, the influence of concentration differences and the adhesion of additive prints to textiles should be investigated in a further study. The aim is to find the ideal balance between achieving the specifications of protective clothing and sufficient adhesion.
Footnotes
Acknowledgements
The authors would like to express appreciation for the IGF research project 21622 BR of the Forschungsvereinigung Forschungskuratorium Textil e. V. is funded through the AiF within the program for supporting the “Industriellen Gemeinschaftsforschung (IGF)” from funds of the Federal Ministry for Economic Affairs and Climate Action on the basis of a decision by the German Bundestag. Authors would like to thank Dr. Yenus Nurie (Bahir Dar University, Ethiopia) for English language edition of the manuscript. He is Associate Professor of English Language at Bahir Dar University.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.