
Abstract
The aim of this study is to determine the physical properties and flammability of a composite of polylactic acid (PLA) reinforced with chemically treated sugar palm fibre (SPF). Seven different SPF parameters have been evaluated: untreated, alkaline treatment with three alkaline solution concentrations of 4, 5 and 6% and 50 mL of benzoyl chloride treated SPFs at three different soaking times (10, 15 and 20 min). 30 wt.% of SPF reinforced with 70 wt.% PLA composites have been prepared by using a Brabender plastograph mixer and compression moulding. The 6% alkaline treated SPF/PLA composites resulted in the lowest water absorption and thickness swelling of 7.09% and 4.69%, respectively. These composites reached the lowest ‘maximum equilibrium sorption’ value
Keywords
Introduction
For last couple of decades, the application of natural fibres as reinforcements in composite materials has been a vital research topic. Compared to synthetic fibres, cellulosic fibres are biodegradable, environmentally safe, widely available, non-toxic, non-abrasive and low in density.1–3 Due to the severe environmental issues, many natural fibre reinforced composites (NFRCs) are used today at the leading edge of materials technology, enabling their use in advanced applications such as internal parts of automotive and building structures. 4 Plant fibres have already established a reputation as filler materials in industrial applications. 5 Natural fibre reinforced composites are ecologically acceptable, decrease the pollution-causing polymer content, lighter, biodegradable have lighter weight and better qualities for aviation and automobile applications.4,6,7 Plant fibres are used in exterior composite components: the engine and transmission covers of a Mercedes-Benz Travego. The auto industry has used banana fibres for body parts, for instance the under floor protection trim of Mercedes A class Model has been made from banana fibre reinforced composite. 8 Mercedes-Benz used an epoxy matrix with the addition of jute in the door panels in its E-class vehicles back in 1996. 9 Another paradigm of cellulosic fibre composites’ application appeared commercially in 2000, when Audi launched the A2 midrange car: the door trim panels were made of polyurethane reinforced with a mixed flax/sisal material. 10 Toyota developed an eco-plastic made from sugar cane and will use it to line the interiors of the cars. 9 Cellulosic fibre composites have been investigated with potentially extensive applications in several other areas, such as sports, clothes, recreation equipment, aerospace, biomedical and pharmaceutical, electrical, packaging, and electromagnetic applications.11,12 However, several disadvantages are present in using cellulosic fibres as reinforcements in composites. For instance, they are hydrophilic in nature. Cellulosic fibres absorb a large volume of water due to the presence of lignocellulose. The high-water absorption potential makes it difficult for fibres to become compatible with polymer matrices.
Several researchers have investigated the effects of water absorption particularly for determining physical properties of cellulosic fibre-reinforced polymer composites. Girisha et al. 13 reported that the water absorption percentage increases as the fibre volume fraction rises due to the fibre’s high cellulose content in sisal/coconut coir fibre reinforced epoxy composites. Akash et al. 14 noted that the water absorption patterns of these composites were seen to obey the Fickian behaviour at room temperature, while Fick’s law did not apply for water absorption characteristics at higher temperatures. Water absorption rises with the increase in cellulose fibre percentage within sisal/coir fibre reinforced composites. Bera et al. 15 investigated water absorption behaviour of luffa fibre/epoxy composites and found that the water absorption pattern followed the Fickian diffusion behaviour for 3 different conditions: i.e. distilled water, saltwater (5% NaCl solution) and sub-zero temperature (−25°C). The nature of the fibre-matrix interface strongly affects water transport. It is difficult for water molecules to diffuse through the composite structure if the interface is strong. Water absorption test was performed by Zamri et al. 16 for three different environments: distilled water, sea water and acidic water. It was reported that non-Fickian behaviour of glass/jute fibre-reinforced unsaturated polyester hybrid composites was apparent at room temperature. Atiqah et al. 17 reported that water absorption causes a build-up of moisture in the fibre cell walls, causing fibre swelling and reduction in dimensional stability. Fibre swelling resulting from moisture absorption has been a severe disadvantage for cellulosic fibres, resulting in weak bonds during the fibre-matrix interaction in composites. 18 Sherwani et al. 19 recently reported an enhancement in water absorption saturation on the 15 day of water immersion for sugar palm fibre-reinforced Polylactic Acid (PLA) composites, however, no further absorption was observed after the fifth day. With the addition of Sugar Palm Fibre (SPF) in PLA, the diffusion coefficient value decreased. A variety of separate mechanisms do exist in polymer composites which explain the moisture diffusion within them. Diffusion can occur in three stages. Firstly, water molecules are diffused inside the micro-gaps within the polymer chains. Secondly, the capillary transports water through the cracks and failure occurs at the fibre-matrix interface. This is due to poor wetting and impregnation during the first phase of water molecule diffusion. Thirdly, fibre swelling causes the transmission of micro-cracks throughout the matrix.13,20
The interaction between the fibre-matrix can be strengthened by several fibre treatment processes, making composites more resistant to water transport. 8 Silane pre-treatment has been accomplished to strengthen the physical properties of polypropylene/sugar palm fibre composites. Silane treatment on cellulosic fibre reduces the water absorption. 21
Chemical treatment may aid in the removal of lignocelluloses from the fibre, resulting in a natural fibre conversion; from hydrophilic to hydrophobic.22,23 The fibre and matrix adhesion strength was considerably improved, as confirmed by several studies.24–27 Alkaline treatment of cellulosic fibres has several advantages. It is cheap in cost, produces a relatively rough surface, which helps in the compatibility of treated fibres with other matrices as well as enhances the physical and mechanical properties of composites.22,28 The alkaline treatment eliminates a specific amount of hemicellulose, lignin, wax and oils from the exterior surfaces of the fibre’s cell walls. Rougher fibre surfaces can be ideally integrated and penetrated in the matrix, ensuring larger contact areas between the fibre and matrix.28,29 Lazim et al. 30 revealed that alkaline treatment of waste betel nut (Areca catechu) husk fibre can improve both its physical (mainly density and fibre aspect ratio) and tensile properties. Alkaline treatment of SPF, enhanced the fibre-matrix bonding of SPF/thermoplastic polyurethane composites and improved the physical properties of SPF. 5 However, alkaline treatments have the problem of degrading fibres at high concentrations, which can be addressed with a mild chemical treatment, for instance, using benzoyl chloride. 22 Benzoyl chloride treatment is also useful in reducing the hydrophilic nature of cellulosic fibres, enhancing their matrix bonding which improves the biocomposite’s strength. Benzoyl chloride treatment further increases fibre and matrix adhesion, improves strength and reduces water absorption of sugar palm fibre epoxy resin matrix composites, thereby contributing to the enhanced hydrophilic behaviour of SPF. 31 Benzoyl chloride is utilised to reduce the hydrophilic characteristics of cellulosic fibres and maximise their matrix compatibility to improve stability and strength. 32 In contrast with untreated fibres, cannabis indica and acrylonitrile graft copolymerised fibres treated with 5% benzoyl chloride solution were found to be more resistant to moisture, water and chemicals. 33 Sherwani et al. 34 reported that after 15 min of soaking SPF (mixed with PLA as the matrix) with benzoyl chloride treatment, the mechanical properties did improve. Benzoylation changed the surface of the fibre, resulting in reduced wettability between the fibre and the matrix. It was also revealed that SPF treated with benzoyl chloride had reduced the fibre’s hydrophilic nature.
Environmental considerations encourage the use of natural fibres, however, natural fibre-reinforced composites exhibit the worst flammability behaviour compared to glass and carbon fibre reinforced composites. 14 In many industrial applications, flammability is a censored topic, particularly in the transformation region where small spaces pose a noticeable danger to fires. 14 By employing flammability testing methods, the flammability of the applied fire-retardant products and fire-retarding finished goods under processing can be successfully determined. Flammability tests encompass various scales (such as small, medium and large) and they are practiced in various industries and academic laboratories. The most widely used and well-known flammability monitoring techniques in the laboratory are cone calorimetry, pyrolysis combustion flow calorimetry (PCFC), LOI, the underwriters laboratories 94 (UL94) and Ohio State University’s (OSU) HRR tests. 35
Sugar palm fibre (Arenga pinnata (Wurmb) Merr) is the most abundant natural fibre in Malaysia. The trunk is surrounded with long black fibres known as SPF. 36 Sugar palm fibre provides numerous advantages since it is low in cost, biodegradable, non-toxic, has low density and high mechanical strength.37,38 Brooms, paint brushes, septic tank base filters, clear water filters, door mats, carpets and ropes for sea cordage are just a few of the many applications of SPF. 39 Sugar palm fibre is used as reinforcement for polylactic acid since it is the most widely utilised polymer in the production of biodegradable plastics. 40 Polylactic acid is formed by fermenting corn, rice and sugarcane in the form of lactic acid. It is a renewable polymer with higher temperature stability.2,19
The following are some research works on horizontal and vertical burning tests conducted to determine the flammability of cellulosic fibre-reinforced thermoplastic bio-composites. According to Bharath et al. 41 the mass loss rate and flame propagation rate of treated composites were reduced in both UL 94V and UL 94 HB experiments, while their resistance to flame or fire was improved. The thermal stability of treated composites increased as the burning rate decreased. The lack of adhesion between the fibre particles and the polymer matrix allowed void spaces to form around the fibre particles. As a result, treated coconut tree leaf sheath fibres improved the composite flammability property. 41 The flammability of sisal/coir fibre reinforced epoxy resin hybrid composites was investigated using UL-94 normal, vertical and horizontal burning speeds. 5 Cellulosic fibres generally promote burning, therefore, adding cellulosic fibre increases flammability. 42 Since a surface layer is formed during the pyrolysis of the cellulosic fibre, it is considered to be a poor flame retardant with low fire resistance. This layer functions as a fire supporter, preventing heat from being transferred to the pyrolysis material. 14 The flammability of treated sisal fibre (SF) reinforced recycled polypropylene (RPP) composites were also investigated through a horizontal burning test using UL-94. The outcomes revealed a decrease in burning rate by up to 16 and 7.42% compared to untreated RPP and RPP/SF composites, respectively. 43 Asim et al. 42 noted that treated pineapple leaf fibre (PALF) and kenaf fibre (KF) phenolic composites decreased the fire retardancy by 50% compared to untreated PALF and KF. Chen et al. 44 reported that PLA composites presented low flame retardancy in both the limiting oxygen index (LOI) and UL-94 tests; this increased with the addition of chitosan (CS) alone. Following the loading of chitosan and ammonium polyphosphate, the flame retardant feature of PLA composites had increased. Limiting oxygen index and UL-94 tests were performed to determine the effect of compatibilizer and graphene nanoplatelets on PLA/poly(butylene adipate-co-terephthalate) nanocomposites. 45 In summary, studies of the behaviour of sugar palm fibre reinforced with various polymer composites are limited in terms of physical properties.46–51 Recently, the mechanical properties of treated sugar palm fibre-reinforced PLA composites have been determined by Sherwani et al. 34 However, physical and flammability investigations are still required. To the best of our knowledge, no research has determined the effect of treating sugar palm fibre-reinforced PLA composites on its physical properties (such as density, water absorption, diffusion parameters, etc.), morphological investigation and flammability behaviour (UL-94 flammability testing). Sherwani et al. 52 revealed that the ratio of 30% SPF/70% PLA composites yielded good physical properties, such as thickness swelling, owing to the strong adhesion between the fibres and matrix with fewer micro-cracks and voids. Hence, this research focuses on the 70% PLA and 30% SPF ratio. The purpose of this paper is to evaluate the physical, morphological, and flammability properties of natural/green hybrid composite formulations for engineering materials. These composites can be utilised in the manufacturing of automobile components.
Materials and methods
Materials
For this research, raw sugar palm fibres (average diameter of 0.5 mm and density of 1.2–1.3 g/cm3) were obtained from Kampung Kuala Jempol, Negeri Sembilan, Malaysia. Sugar palm fibres that hung from or around the trunk were used. The polylactic acid (density of 1.25 g/cm3 at 21.5°C, yield tensile strength of 52 MPa and PLA melting point of 170°C53,54), benzoyl chloride (with reagent plus 99%) and ethanol were purchased from Mecha Solve Engineering, Petaling Jaya, Selangor, Malaysia. Sodium hydroxide (NaOH) pellets and acetic acid were supplied by Evergreen Engineering and Services, Taman Semenyih Sentral, Selangor, Malaysia.
Methods
Preparation of sugar palm fibres
A bundle of sugar palm fibres was crushed by using a crushing machine. The dry SPFs were graded to a length of 1–15 mm. Next, the fibres were washed several times with tap water to remove any impurities attached to the SPF. The SPFs were placed inside an air circulating oven for 24h before drying at 60°C.
Chemical treatments
(a) Alkaline treatments
The SPFs underwent alkaline treatment, also known as Mercerization. 55 Crushed sugar palm fibres (SPF) of 50 g were immersed in 4, 5 and 6% w/v caustic soda solutions per litre for 1 h at room temperature. To ensure efficient treatment, a magnetic stirrer was extensively used during the soaking period. Acetic acid (concentrated 99.5%) was added to this solution until a neutral pH was obtained. Next, the SPF was washed again with distilled water, dried in an oven at 60°C for 24 h and subsequently packed into plastic ziplock storage bags.
(b) Benzoyl Chloride (BC) treatment


Designation and formulation of PLA/SPF composites.
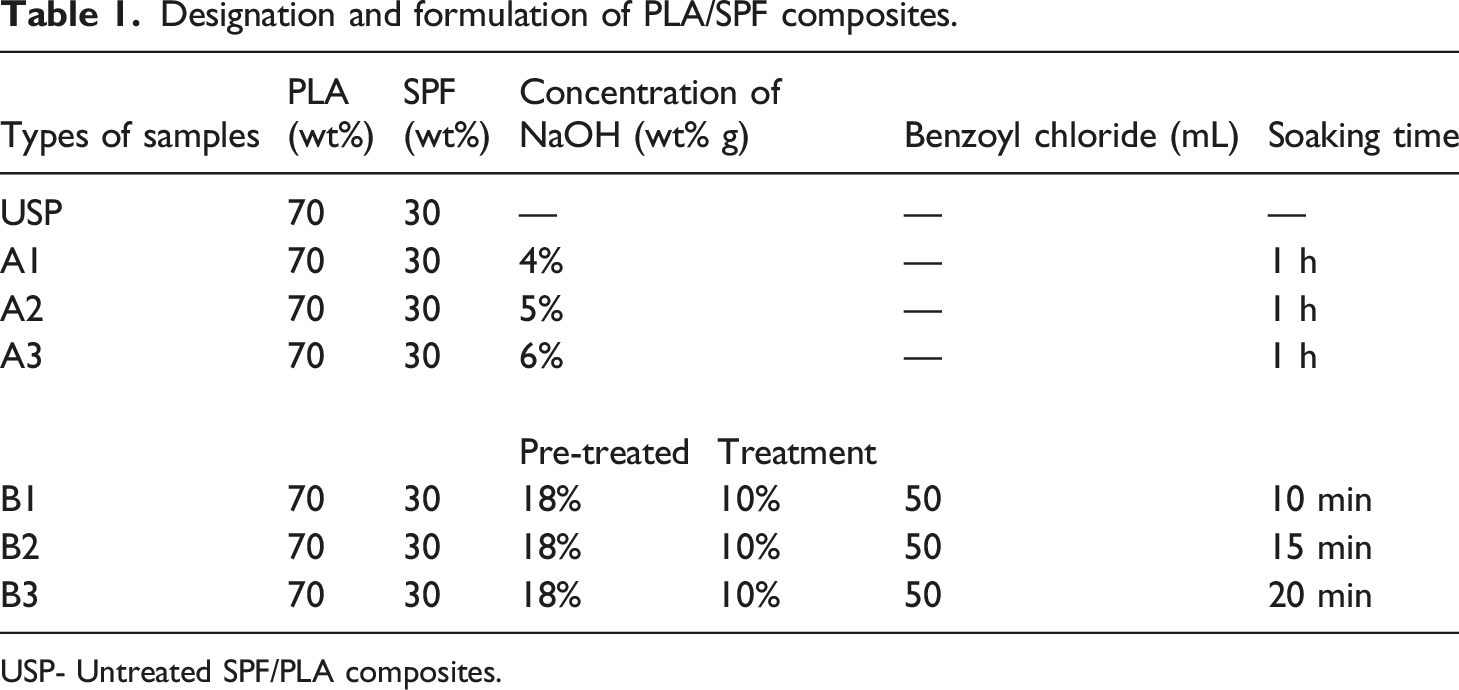
USP- Untreated SPF/PLA composites.
Preparation of SPF/PLA composites
Treated sugar palm fibres and PLA were combined in a Brabender plastograph for 10 min to ensure uniform mixing at 160°C with a speed of 50 r/min. Afterwards, the extruded strands were air-dried and pelletized. The samples were subsequently crushed with the help of a crushing machine. Figure 1 displays the crushed mixture of treated SPF/PLA composites. Crushed mixture of treated Sugar Palm Fibres (SPF)/polylactic acid (PLA).
Hot-press moulding was performed on the compression moulding Techno Vation machine model 40 ton. These samples were preheated for 7 min and fully pressed for 6 min at 170°C. The number of pump vent cycles was 3. The cold-press at 25°C was timed for 6 min. In compression moulding, using the above parameters allows the elimination of voids. Figure 2 presents a detailed methodology of this research. Flow diagram with detailed description of methodology.
Characteristic of SPF/PLA composites
Density
The composite densities were calculated with the application of the Mettler Toledo XS205 electronic densitometer using the ASTM D792 standard.
58
Five samples with the dimensions of 10 mm x 10 mm x 3 mm were cut into a square shape. The void volume was calculated by initially applying equation (2) to determine the theoretical density of the composite

All composites were tested to determine the percentage of moisture content. In an oven, the composites were heated at 100°C for 24 h. To calculate the moisture content, the weights of composites were determined before (M
2
, g) and after (M
1
, g) being placed into the oven. The following equation (4) was used
Water absorption test
The ASTM D570
59
standard was applied to conduct the water absorption test on biocomposites. From the composite plate, a square geometry sample measuring 10 mm x 10 mm x 3 mm was removed. The weight of the sample was measured as W
i
for the initial mean weight value before it was immersed in water, and 
The test was conducted on five samples, and the final result was the average of all 5 values.
The mole % uptake 
The kinetic parameters n and k were determined using the following relationship to investigate the mechanism of water sorption

The following relation was applied to determine the sorption coefficient (S) or solubility from the equilibrium swelling

Moisture absorption behaviour has been adequately examined in this experiment. A diffusion coefficient or diffusivity constant was also calculated based on the initial sample thickness to explain the speed of water molecule transportation within composites.
n defines the diffusion theory of the material.
If n = 0.5, then the diffusion is Fickian.
If 0.5 < n < 1, then the diffusion is non-Fickian or anomalous.16,49,61
The value of slope ‘n’ can be determined with the help of curve
Thickness swelling
All treated samples of dimensions 10 mm x 10 mm x 3 mm were examined for thickness swelling assessment. Five samples with the dimensions of 10 mm x 10 mm x 3 mm were cut into a square shape. Thickness was determined as T
1
and T
2
before and after water immersion, respectively, with the use of a digital vernier caliper.
22
Equation (11) determines the thickness swelling.
Flammability test
The flammability of untreated and treated SPF/PLA composites was analysed through the horizontal burning test by UL-94 according to the ASTM D635 standard,41,62 respectively. The sample was horizontally held, and the natural gas-fuelled flame was used to light the sample end. The time to reach the flame from the first mark (25 mm from the end) to the second mark (100 mm from the end) has been recorded. A flame was applied to the bottom of the sample for 10 s, then replaced and reapplied for another 10 s in the vertical rate of the burning test. Figure 3 presents the schematic diagram for both horizontal UL-94, and vertical UL-94V burning flammability test for recording the burning rate of sugar palm fibre reinforced PLA composites. (a) Flammability UL-94 test and (b) Flammability UL-94V test for sugar palm fibre reinforced PLA composites.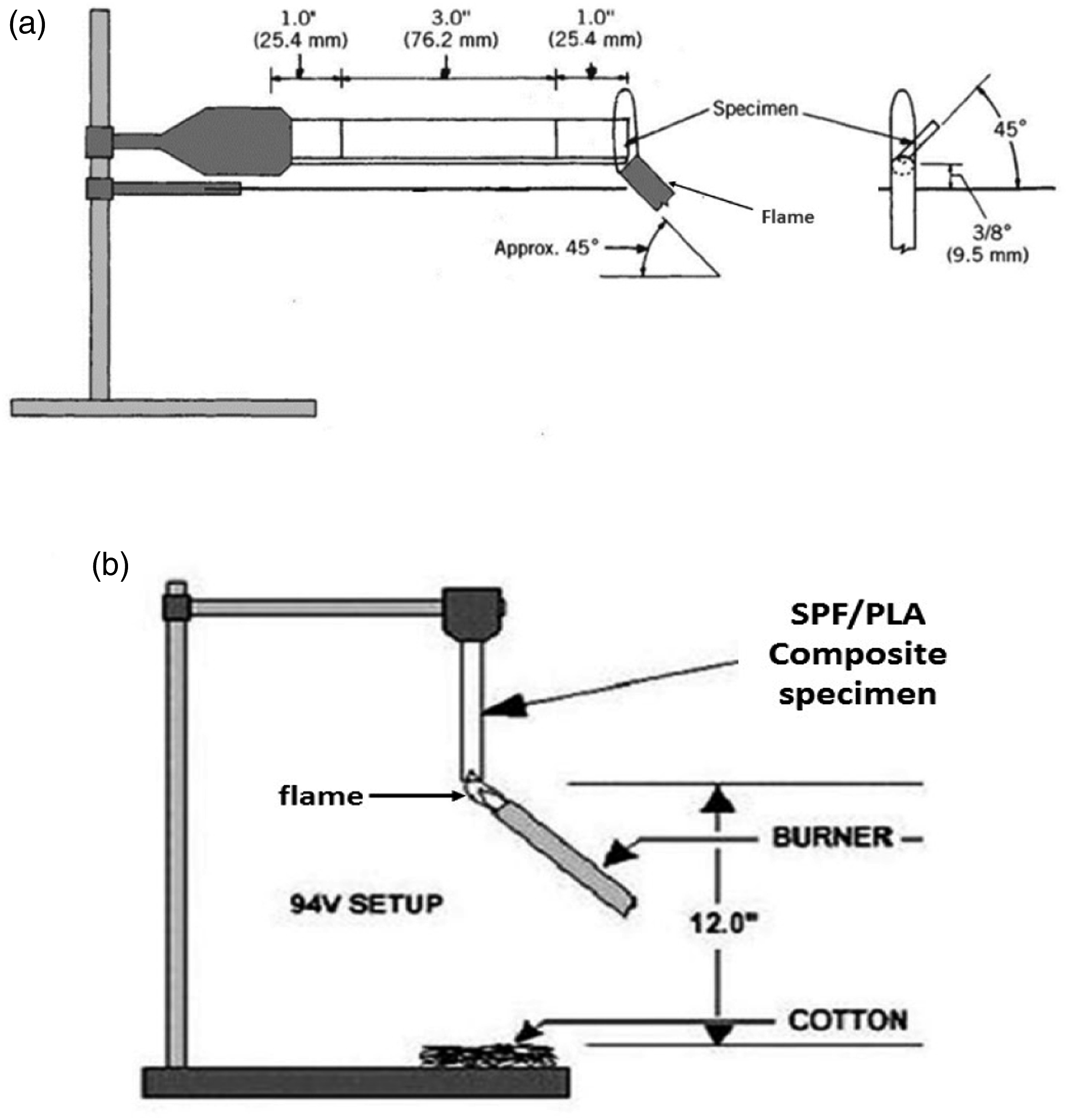
Morphological analysis
Scanning electron microscopy (SEM) (Coxem-EM-30AX+) was used for the morphological analysis. The SEM was set to operate at a 58 A emission current and a 20.0 kV acceleration voltage, with a working distance of 14.7 mm. The samples were slightly coated in gold to provide electrical conductivity, which greatly improved the picture resolution.
Results and discussion
Density
Figure 4 displays the effect of various treatments on the density of SPF/PLA composites. It can be seen that after the surface treatment of sugar palm fibre, the density of the entire composite increases since the surface treatment of the fibre helps in improving the fibre-matrix adhesion and reducing porosity. The 6% alkaline treatment displayed the highest density value compared to other alkaline treated composites. Among alkaline treated, the maximum density value was 1.21 g/cm3 (SPF/PLA-6%), followed by 1.2 g/cm3 (SPF/PLA- 5%), 1.17 g/cm3 (SPF/PLA- 4%) and 1.14 g/cm3 (untreated SPF/PLA). As the density value of 6% alkaline treated SPF/PLA composite increased, the porosity decreased, effectively enhancing the interfacial adhesion between sugar palm fibres and the PLA matrix. This finding is in agreement with Radzi et al.
22
who studied the effect of alkaline treatment of sugar palm fibre/roselle fibre reinforced thermoplastic polyurethane hybrid composite. At a concentration of 6%, the alkaline treatment raised the density of the roselle fibre and SPF hybrid composite, increasing the value from 1.18 g/cm3 to 1.20 g/cm3. Since the sugar palm fibre was treated with BC in SPF/PLA composites, it was noticed that the density had significantly increased. Compared to other treated composites, 15 min soaking time in BC treatment yielded the maximum density value of 1.34 g/cm3 (B2), followed by 1.26 g/cm3 (B1) and 1.128 g/cm3 (B3). The density of the B3 composite rises as the fibre surface is treated with benzoyl chloride for 15 min, improving the fibre-matrix adhesion and reducing porosity. Effect of treatment on the density of SPF/PLA composites.
This demonstrates that a 15-min BC treatment is adequate for producing SPF/PLA composites with good interfacial bonding between the fibre and matrix when compared to others. Priyadarshi et al. 42 also suggested that after treating jute/epoxy composites impregnated/aluminium oxide filler with BC, the density improved and the void% decreased.
Percentage of void content for untreated and treated SPF/PLA composites.

The percentage of moisture content after treatment and fabrication of all composites is also shown in Table 2. When SPF was treated with 6% alkaline solution, it presented the lowest moisture content value (i.e. 0.29%). In terms of the moisture content percentage, the alkaline treatment was proven to be the best. In the case of BC treatment, 15 min of soaking is preferred over other soaking times. This demonstrates that the nature of fibres shifts from hydrophilic to hydrophobic after treatment. When compared to untreated SPF/PLA composites, the moisture content percentage had decreased. Similar results of reduced moisture content after chemical treatment were also reported by Rashid et al. 46 in the development of SPF/phenolic composites.
Water absorption kinetics
The water absorption tests on treated and untreated SPF/PLA composites were done, which evaluates the amount of water absorbed by the composites under specific conditions. The physical properties of moisture absorption are influenced by a variety of factors, including void/pore, humidity, temperature, fibre volume fraction and matrix viscosity.
22
Figure 5 displays the effects of varying percentages of alkaline solution and different soaking times of BC treatment on water absorption of SPF/PLA composites. According to the results, water absorption was very rapid in the early stages, then later slowed down with longer immersion time. The inclusion of 30% SPF in all composites promotes a rapid increase in water absorption. This was attributed to SPF’s hydrophilic behaviour, which consists of a multi-hydroxyl polymer with three hydroxyl groups per monomer.
63
Compared to treated composites, the untreated SPF/PLA composites had the maximum water absorption. All alkaline treated A1, A2 and A3 composites recorded a progressive reduction in water absorption as the NaOH concentration increased. After 96 h, untreated SPF/PLA had the highest water absorption, followed by A1, A2, B1, B3, B2 and A3. This is due to the presence of hydroxyl and polar groups in different elements of untreated fibres relative to treated fibres, which induced a much-increased water absorption and weaker interfacial bonding between the cellulosic fibres (hydrophilic) and matrix (hydrophobic).
46
The following is the decreasing order of water absorption values: A3 < B2 < B1 < B3 < A2< A1 < USP composites. After 96 h, the percentage of water absorption values was 7.09% for A3, 12.33% for B2 and 34% for untreated USP. In the case of untreated SPF/PLA, 34% of water absorption may be attributed to the weak wettability effect of untreated sugar palm fibre with the PLA matrix. Similar reasons have been recorded by Atiqah et al. in the case of sugar palm/glass fibre reinforced thermoplastic polyurethane hybrid composites.
64
As a result, some surface modification processes on cellulosic fibres can be used to reduce water absorption and decrease their hydrophilic behaviour.14,46 In the process of treatment with an alkali solution, fat-wax substances, lignin and other impurities are removed from the fibres of the sugar palm. The fibres become looser, more active, the hydroxyl groups of cellulose become available for interaction with other substances. The best treatment for minimum water absorption among all sugar palm fibre treatments was the 6% alkaline treatment. Similar outcomes were also stated by Aji et al.47,65 for kenaf fibre reinforced polymer composites. When solely considering BC treatment, the optimal soaking time for sugar palm fibre was 15 min since it absorbed the minimum volume of water. Thiruchitrambalam et al.
48
revealed that using BC with palmyra palm-leaf stalk fibre composites increased the fibre-matrix adhesion which, in turn, increased the composite’s strength and decreased water absorption. This indicates that SPF’s hydrophilic behaviour was reduced by BC, effectively increasing its compatibility with the PLA matrix.
21
Effect of treatment on the % water absorption with time (in hours) for SPF/PLA composites.
Kinetics of water sorption, diffusion, sorption and permeation
The water absorption characteristics of cellulosic fibre reinforced polymer composites depend on the fibre loading, area of exposed surfaces, permeability of fibres, void content and diffusivity. The Fickian theory was used to investigate diffusion and kinetics, and the measured values were adjusted into equation (8). Figure 6 presents the values of parameters ‘n’ and R2 resulting from the fitted curves for all composite samples. The value of n = 0.5339 for USP is very close to the Fickian diffusion value. The remaining values of ‘n’ for treated composites lay in the range of 0.5 < n < 1, indicating non-Fickian diffusion. Due to the presence of surface micro cracks, the non-Fickian behaviour can be inherited and the water transportation mechanism between composites becomes more active.
49
Uma Devi et al.
61
found that all composites have deviated from the Fickian behaviour in the ageing analysis of pineapple leaf fibre-reinforced polyester composites. A similar log plot fitted curve was also formed by previous studies to obtain the value of n and R2 for cellulosic fibre-reinforced high-density polyethylene (HDPE)/carbon nanotubes (CNT) nanocomposites and luffa cylindrical-reinforced epoxy composites.6,50 Diffusion fitted curve for treated and untreated SPF/PLA composites.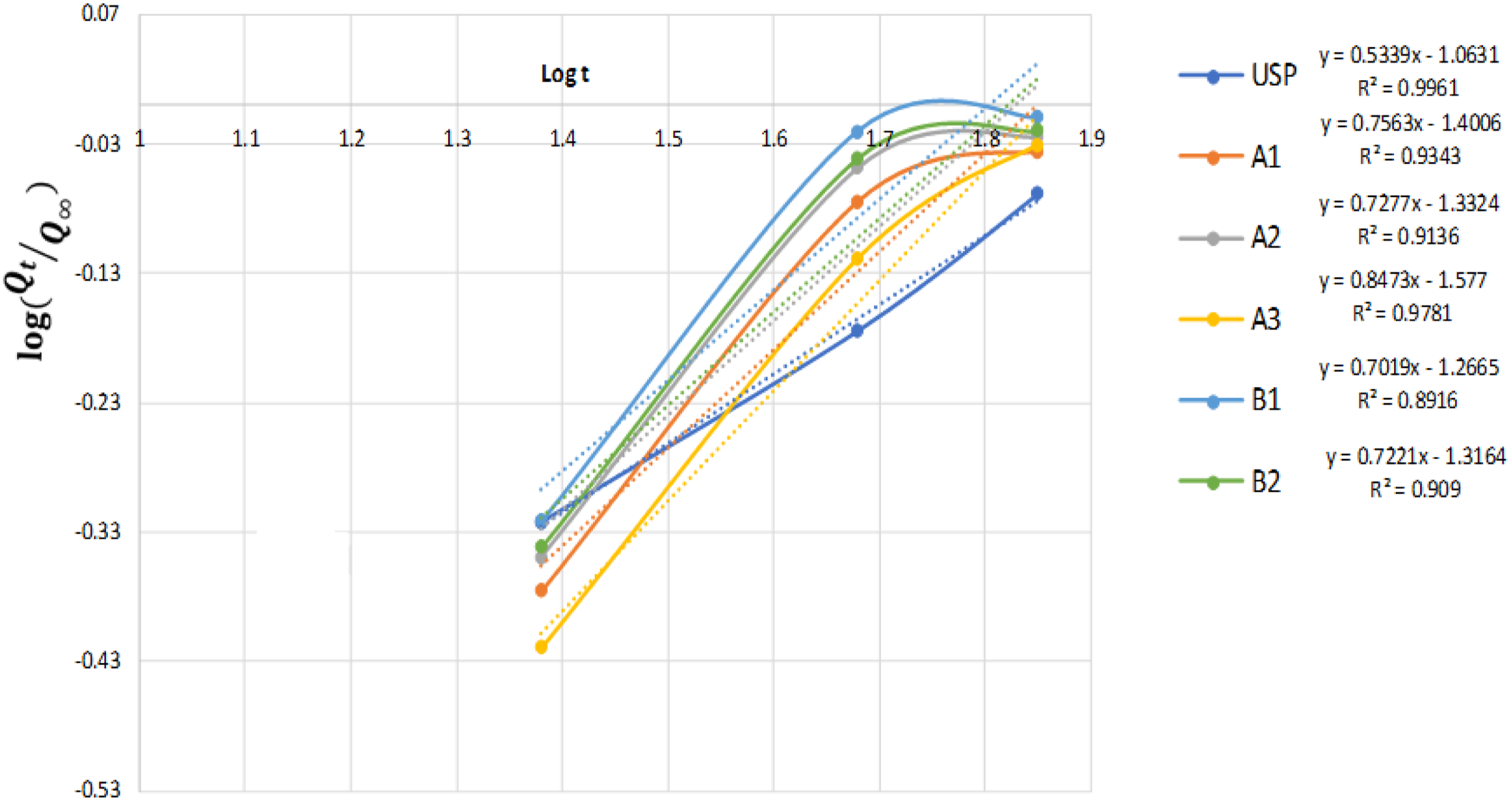
Diffusion analysis results were expressed as mol % for water absorption by 100 g of polymer. For SPF/PLA composites, the degree of water absorption decreased after sugar palm fibre treatment. The absorption linearly increased initially, then levelled off. This suggests that equilibrium was achieved according to the sorption curves. The percentage of water absorbed by USP was nearly 34% higher than other treated fibres at saturation point. Due to the hydrophilic properties of SPF, the fibres swelled as water was absorbed, causing shear stress to develop around the matrix-fibre interface. The capillary phenomenon was also responsible for water absorption, although the inclusion of hydroxyl groups increased water absorption by forming hydrogen bonds. 52
Values of Ө, Q∞, n, Diffusion coefficient (D), Sorption Coefficient (S) and Permeability Coefficient (P).

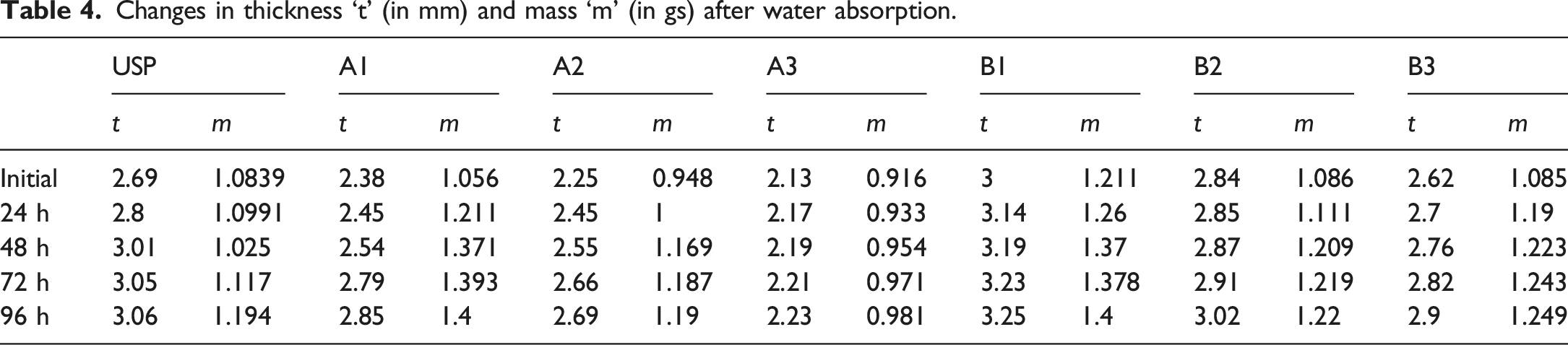
Changes in thickness ‘t’ (in mm) and mass ‘m’ (in gs) after water absorption.
Thickness swelling
The thickness swelling test on treated and untreated SPF/PLA composites was accomplished to determine the changes in their dimensional stability. Figure 7 displays the effect of treatment on the thickness swelling of USP, A1, A2, A3, B1, B2 and B3 composites. The labelled data is only accomplished after 96 h for a clear analysis. The thickness swelling chart reveals that with immersion time, the water content of the composite samples increased due to the absorption of more water. This trend is similar to the finding of Radzi et al. where thickness swelling was initially rapid but then significantly decreased after 48 h.
22
The thickness of all treated and untreated SPF/PLA composites increased until 96 h of being submerged in distilled water. The presence of 30% SPF caused an increase in thickness swelling for all composites. After 96 h, the composites started to break down in the distilled water. The SPF/PLA thickness swelling increased with water absorption, indicating that there is a relation between the weight gain of water absorption and thickness swelling. At 96 h, the order in which the thickness swelling value reduced for the SPF/PLA composites was as follows: A3 < B2 < B1 < B3 < USP < A2 < A1. Compared to the other samples, the 6% alkaline treated SPF/PLA composites achieved the lowest value of thickness swelling (i.e. 4.69%). This is due to the removal of waxy substances and impurities on the fibre’s surface after treatment.
54
This enhanced the relationship between the fibre and matrix as a result of lower pores and voids, adequately preventing moisture adsorption for SPF. Similar results have been reported where the thickness swelling of alkaline treated sugar palm/glass fibre reinforced thermoplastic polyurethane hybrid composites was at a minimum.
45
Effect of treatments on the % thickness swelling with time (in hours) for SPF/PLA composites.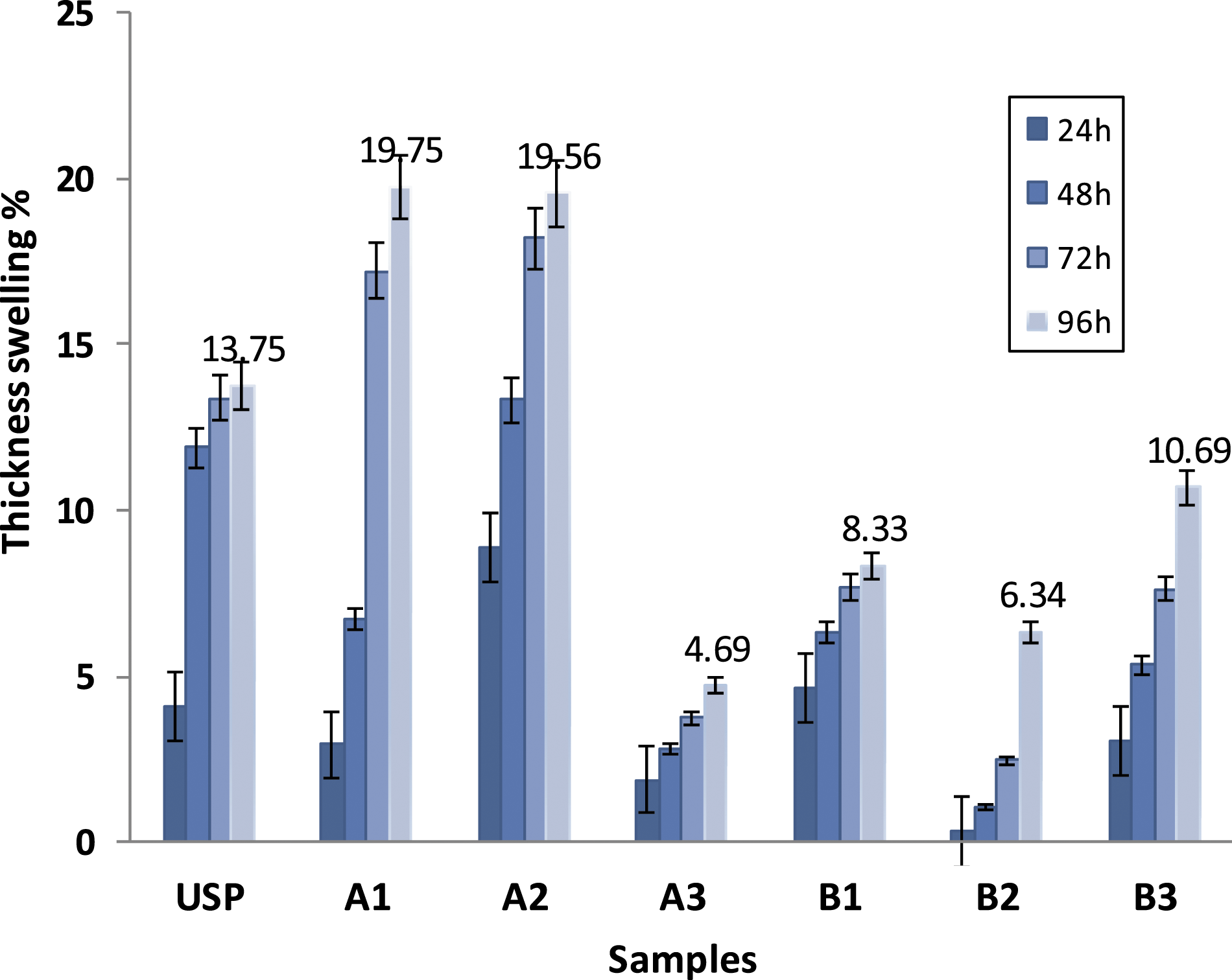
Generally, when SPF is treated with 6% alkaline treatment, the SPF/PLA composite acquires strong dimensional stability. This is consistent with previous findings of Atiqah et al. 45 for sugar palm/glass fibre reinforced thermoplastic polyurethane hybrid composites. After fibre treatment, the thickness swelling of the entire composite decreased. This was also reported by Zandvli et al. for jute/PLA composites. 55
Flammability properties
Horizontal UL-94 test results of untreated and treated SPF/PLA composites.


(a) Partially burned A3 sample and (b) Not burned A1, A2 and B3 composites during horizontal burning.
Vertical UL-94 test results of untreated and treated SPF/PLA composites.

Morphological analysis
Figure 9 presents the scanning electron microscope images of treated and untreated SPF/PLA composites. SPFs treated with sodium hydroxide had rougher surfaces than untreated SPFs. After treatment, the surfaces were clear of foreign materials. Small surface voids indicate the lack of lignin and hemicellulose, resulting in enhanced interfacial bonding. The SPF morphology was compared before and after the alkaline treatments.
34
Fibre surfaces have an important role in fibre-matrix interfacial bonding, which led to enhanced properties. SEM analysis is necessary for analysing morphological changes caused by the alkaline treatment, which further aids in cleaning and smoothing the SPF. (a) – (g) Scanning electron microscopy images of treated and untreated SPF/PLA composites (a) USP Composite (b) A1 Composite (c) A2 Composite (d) A3 Composite (e) B1 Composite (f) B2 Composite (g) B3 Composite
Figure 9(b) to (d) show the 100x magnification of SPF/PLA composites’ surfaces treated with 4, 5 and 6% concentrations of sodium hydroxide. The SEM images reveal good adhesion between SPF and the PLA matrix after the alkaline treatment. Asim et al. 25 found that a 6% concentration of NaOH could remove all contaminants from the surface of the fibre. Figure 9(e) to (g) present the SEM images of BC treated SPF/PLA composites. It is clearly shown that the fibre adopted a hard form after 15 min of soaking, indicating excellent adhesion between the benzoyl treated sugar palm fibre and the PLA matrix. Silica and other impurities (lignin, wax, pectin and hemicellulose) were eliminated from the SPF’s surface after benzoylation treatment. 56 The rougher the fibre surface, the better the bonding with the matrix in a composite. Izwan et al. 56 described a similar analysis for the breaking of fibres in stiff form following the benzoyl treatment of SPF. Figure 9(e) to (g) display the SEM images of B2 and B3 with apparent fibre splitting. B1 impurities were apparent and there was less adhesion between the fibre and matrix. Izwan et al. 56 further found that a 15-minute soaking period in BC may be recommended for SPF used as reinforcement in polymer matrices.
Conclusion
The results of this study revealed the effect of alkaline and benzoyl chloride treatments on the flammability behaviour and physical properties of sugar palm fibre-reinforced PLA composites. The study concluded that with only a slight change in SPF treatment, significant variations in the percent void content, water absorption and other characteristics can be found. After 15 min of treating sugar palm fibre with BC, the maximum density value was acquired. The highest density value for B2 was 1.34 g/cm3, followed by 1.14 g/cm3 for untreated SPF. The water absorption values after 96 h were 7.09% for A3, 12.33% for B2 and 34% for USP. The findings in this current work verify that all treated SPF/PLA composites exhibited non-Fickian diffusion behaviour. The A3 composites exhibited the lowest maximum equilibrium sorption value
Footnotes
Acknowledgements
The authors gratefully thank Universiti Putra Malaysia (UPM) for funding this research through Geran Putra Berimpak (GPB), UPM. RMC.800-3/3/1/GPB/2020/9694500 and Geran Putra Berimpak (GPB), UPM/800-3/3/1/GPB/2019/9679800.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This research through Geran Putra Berimpak (GPB), UPM. RMC.800-3/3/1/GPB/2020/9694500 and Geran Putra Berimpak (GPB), UPM/800-3/3/1/GPB/2019/9679800.