
Abstract
Nettle and Poly Lactic Acid (PLA) fibers are the strongest and best fibers with valuable potential as reinforcement in a composite. In this study, the development and characterization of a multi-layered laminated fibre reinforced bio-composite from nettle and PLA fiber were performed. Prior to molding, the nettle fibers were treated with chemicals such as Alkali and silane and the influence of chemical treatment on the property of nettle fibers were investigated. The characteristics of raw and chemically treated nettle fibers were investigated through chemical composition analysis, mechanical properties, Fourier transform infrared spectroscopy, scanning electron microscopy and water sorption test. Furthermore physical and mechanical properties of the nettle/PLA bio-composite have been analyzed. Twenty (20) samples of treated and untreated nettle fiber and five samples of nettle/PLA fiber reinforcement bio-composites were tested and the results were averaged for comparison with one another. Based on the results obtained, the treated fiber improves tensile strength, has a more uniform and smaller diameter, a clean surface, and has a good appearance compared to untreated fiber. Laminated bio-composites were found to increase initially with the increase of nettle fiber content till 50 weight % and decrease afterwards. Generally, the bio-composite prepared with an equal weight proportion of nettle and poly lactic acid fiber obtained better mechanical properties and tensile strength. Water sorption test results showed that water uptake ability of treated nettle fibers were lower than raw nettle fibers.
Introduction
Natural fibers are advantageous when used as a reinforcement material for the improvement of mechanical properties, such as improvement in tensile properties. 1 Natural fibers are emerging as low-cost materials with fairly good mechanical properties, high specific strength, non-abrasive, eco-friendly, and bio-degradable characteristics. 2 They are exploited as a replacement for conventional fibers such as glass, aramid, and carbon. However, several issues hindered the wide applications of natural fibers, such as poor interfacial adhesion between polar hydrophilic fiber and nonpolar hydrophobic matrix and poor wetting of the fiber with the matrix polymer, which resulted in a composite with a weak interface. 3 To improve the major drawback of natural fibers as reinforcement materials, previous studies have introduced two methods of surface modification, either by physical or chemical treatment.4–6 The main purpose of both treatments on natural fibers is to enhance the composite interface and enhance the adhesion between natural fibers. Among them, the alkaline treatment is frequently performed due to the low cost incurred and simplicity of the process.7,8 Despite that, the alkaline treatment enhances the mechanical properties of the composites by removing hemicellulose and wax at the fiber surface. The alkaline treatment produces a rough surface on natural fiber, which consequently increases the fiber-matrix adhesion through mechanical interlocking. 9 Natural fibers are proficient materials which replace synthetic materials by relating their products to weight and energy conservation applications.10–12 Natural fiber-reinforced composites are becoming more popular in a variety of industries, including automotive, construction, and biomedical. 13 They have had great impact as a potential substitute for synthetic conventional fibers such as aramid and glass fiber during the last decade. Because of the mechanic characteristics of natural-polymer fiber, namely: good in isolation, low density, non-abrasive, easily obtained from renewable materials, cheap in price, and can be recycled, it has attracted the composite industry for automotive applications, structure and non-structure.14–16Nettle fibers are used in the production of bio-composite for use in a variety of applications due to their distinct characteristics from other types of best fiber. The best fiber is nettle plant, which is widely available in India and is known as the finest and strongest fiber. The nettle fiber is obtained from the stem of the plant by using the retting process. It is the world’s best fiber and is grown at a particular temperature and altitude.17–19 The nettle plant is unique in that it is both perennial and insect resistant.19,20Various parts of the nettle plant can be used as food, fodder, and as raw materials for different purposes in cosmetics, medicine, industry, and biodynamic agriculture. 21
Poly lactic acid (PLA) fiber is a renewable and biodegradable natural-origin polymer that provides environmental benefits such as reduced greenhouse gas emissions and increased soil fertility after biodegradation.22–25 PLA is a natural-based polymer that originated from natural plants like corn, which is a biodegradable polymer. PLA has been introduced to the market as an alternative to synthetic polymers due to its process ability and biodegradable composite based on natural ingredients. The PLA melting point is in the range of 160–175°C, which is very suitable for food packaging, construction, and automotive industries. PLA mechanical properties are better than those of conventional polymers such as PET. 18 Moreover, this PLA can be used as a biomaterial due to its biodegradability, non-toxicity, and biocompatibility. It can be used in medical applications like scaffolds, drug delivery, and tissue engineering.16–29Bio-composites consisting of natural fibers as reinforcing elements with a biodegradable matrix are green products derived from natural resources, have a very long life, and are completely biodegradable after use. They are less toxic, easy to fabricate, and have a very good strength-to-weight ratio. They can also be used to reduce carbon footprints. For this reason, bio-fiber reinforced polymers have experienced rapid production growth in the past decades, particularly in the food packaging and medical industries. The composites reinforced with natural fiber are biodegradable, recyclable, and will replace the petroleum-based polymer composites.30-31 Bio fiber based composites with PLA as a matrix substance are commonly used in automotive applications. 32 Aside from automotive applications, PLA-based bio composites can be used in building materials, consumer goods, medical industries, and aerospace. Study reported on a bio-composite prepared from nettle fibers as reinforcement and PLA as a matrix. 33 In their study, the tensile strength and Young’s modulus of the bio-composites were determined. It was concluded that nettle had, in principle, the same potential as other bast fibers to act as reinforcement in PLA. However, a large difference was reported in the mechanical properties of nettle fibers as compared to those of bio-composite. 34 According to different studies, the advantage of chemical treatment of nettle fiber for the enhancement of their mechanical and surface properties was less discussed previously. As a result, the current studies the influences of different chemical treatments such as Alkaline and silane on nettle fiber properties are investigated through various characterization methods including chemical composition analysis, Fourier transform infrared spectroscopy, scanning electron microscopy, and water sorption test. Finally PLA bio-composites reinforced with nettle fibers were prepared in different weight proportions using carding and compression molding processes, and their mechanical and physical properties are discussed in detail.
Materials and Methods
Materials
Fibers
Specification of nettle and poly lactic acid (PLA) fibers.

Chemicals and reagents
All chemicals, reagents and solvents used are listed as follows: sodium hydroxide pellets (NaOH), silane, and ethanol, acetic acid and distilled water has been used for the treatment of these fibers.
Methods
Alkali treatment
The nettle filaments were cut to 55 mm in length and were followed by opening and cleaning. The nettle fiber was treated with a 5% solution of NaOH for 1 h at 60°C, maintaining a fiber/solution ratio of 1:50 (owf). 50 g of nettle fiber was treated with an alkali solution of 2500 mL. The treated fibers were extracted from the solution, squeezed, washed with distilled water, and neutralized with 5% acetic acid. The fibers were then washed with distilled water and squeezed to remove excess water. Finally, the treated fibers were carefully spread on filtration paper, opened to a single fiber manually, and air-dried.
Silane treatment
In the silane treatment of nettle fiber, 5% silane concentration was added to a 1:1 ethanol-water solution and agitated in a magnetic stirrer at 30°C for 30 min. A pre-alkaline-treated nettle fiber was placed in the solution. The fiber was kept in a silane solution for 1:30 h. Finally, the fiber was extracted from the solution, washed with distilled water, opened to single fiber, and air dried.
Preparation of bio composites by using nettle and PLA fibres
The alkali and silane treated nettle fibers and PLA fibers were arranged manually into five different weight proportions (w/w) (10/90, 25/75, 50/50, 75/25, 90/10). The fibres were fed to the laboratory-based miniature carding machine (Make: Trytex, India) for preparation of fibre webs as shown in Figure 1(a). The prepared fiber webs were processed through a laboratory-based compression molding machine (Make: Carver, USA) for 10 min, keeping the temperature at 160°C and pressure at 6 bar to produce the composite as indicated in Figure 2(b). Finally, the samples were cooled down using air and water flow. (a) Nettle and PLA fibre for web formation (b) Developed bio-composite from nettle and PLA fibre wet. Setup for single fiber tensile testing.

Mechanical characterization alkali treated nettle fiber
Tensile properties of the treated nettle fiber were measured according to the ASTM 3822-07 standard test methods by using an Instron tensile tester machine within the following parameters: the gauge length is 25 mm, the speed is 2.5 mm/in, the linear density is 23.8 denier, the humidity (%) is 65, and the temperature (°C) is 27. Then, each fiber was attached to a paper window as shown in Figure 2 and subsequently to the jaws of the tensile tester. An average of 20 readings was taken to find out the tenacity at maximum load [gf/den], tenacity at break [gf/den], strain at maximum load, strain at break [%], modulus [gf/den], maximum load [N], and their mean, standard deviation, coefficient of variation, maximum value, and minimum values.
Morphology analysis
A Scanning electron microscope (SEM) was used for the study of the morphological behavior of the untreated and chemically treated fiber surfaces. They were examined at 500 X, 1000 X, and 2000 X magnification levels.
Diameter measurement
A scanning electron microscope (SEM) at a magnification of 2000X was used to measure the diameters of single fibers. In this work, alkali treated, silane treated, and untreated were measured. For this test, four samples were measured at four locations along the length of the fibre and the average diameter of each fibre was calculated.
Water sorption measurement
Nettle fibers weighing about 0.5 g were dried in a hot air oven at 105° C. for 4 h, and the weight of the first dried nettle fibers was weighed and recorded as M0. The dried nettle fibers were placed in a humidity chamber with a relative humidity of 80% and a temperature of 25° C. After a period of time, nettle fibers were removed from the chamber. The moist nettle fibers were then weighed and recorded as piles. Finally, the water intake rate (Wt) was calculated using the following relationship. This process was continued until the weight of nettle fibers reached equilibrium state.
Fourier transforms infrared (FTIR) Analysis
The structural changes of untreated and treated nettle fibre were determined using a Fourier transform infrared (FTIR) spectroscopy system. The spectra were recorded between the 4000 cm−1 to 400 cm−1 wave number range. Before testing was carried out, the fibre was crushed into powder form. Dried samples were ground into powder, blended with potassium bromide (KBr), and pressed into a thin pellet. The FTIR spectra of transmittance verses wave numbers were obtained.
Physical properties of bio-composites
The physical properties of the bio-composite tested in this work are thickness and density. In this work, density was tested by using the mass of the sample and its dimension. The length, width, and thickness of each rectangular prism-shaped sample were measured. Thickness is measured by a digital caliper. The mass of each sample was measured using an electronic weight balance. The density was found using the basic mass and volume formula.
Mechanical properties of bio-composites
The tensile properties of the bio-composites were determined using a universal tensile tester (Make: Tinus Olsen and Model: H5KS) in accordance with the ASTM D3039 standard. For the tensile test, five samples, each of 20 cm × 2.5 cm size, were randomly selected, and the test speed was kept at 2 mm/min and gauge length of 10 cm. An average of five readings was taken to determine the mean tensile strength, mean breaking elongation, and mean Young’s modulus of the bio-composites.
Results and discussion
Mechanical characterization of chemical (Alkali and Silane) treated nettle fiber
The tensile properties of nettle fibers were determined according to the single fiber tensile test as prescribed by the ASTM D3822- 07 standard using an Instron tensile tester. The gauge length and speed were kept constant at 25 mm and 2.5 mm/min, respectively. 20 fibers, each of 55 mm in cut length, were randomly selected for this test. Each of the 20 fibers was first weighed using an electronic micro-weighting balance (Model: AND GR-201). Then, each fiber was attached to a paper window as shown in Figure 2 and subsequently to the jaws of the tensile tester. An average of 20 readings was taken to find out the mean strength, elongation-at-break, and initial modulus. The chemically treated nettle fiber shows better tensile properties like tensile strength (4.78 g/den), elongation at-break (2.9%), and young’s modulus of 178.8. From this, we can draw the conclusion that strength and elongation at-break increase within no more change in Young’s modulus.
Morphological analysis
Scanning electron microscopy (SEM) is used to study the surface morphology of different chemically treated and untreated nettle fibers with an accelerating voltage of 20 kV. The study through SEM indicates that changes the morphological structure of nettle fibers within alkali and silane treatments. From this test, untreated fibers are shown in Figure 3(a) and (b), which have more rugged surfaces. Alkali treated images are shown in Figures 3 (c) and (d). Silane treated nettle fibre represents Figure 3 (e) and (f). As we can see from the image of SEM, both alkali treated and silanes treated show a clean surface and a softer finish. SEM. Image of untreated, alkali treated and silane treated of nettle fibre.
Mean diameter of nettle fibre
Nettle fiber diameters were determined by using scanning electron microscopy (SEM) at 20 kV and a 1000 X level of magnification. In this study, the diameters of chemically treated fibres were more uniform and smaller than untreated fibers. Figure 4 shows that the average diameter of untreated nettle fibers is 68 m–97 m and the average diameter of alkali treated fibers is 37 m–53 m. From this test, the gap between the smaller diameter and larger diameters of chemical treated nettle fibre was smaller than untreated treated fiber and it was also more uniform than untreated fibre. Diameter of untreated and alkali treated nettle fibre.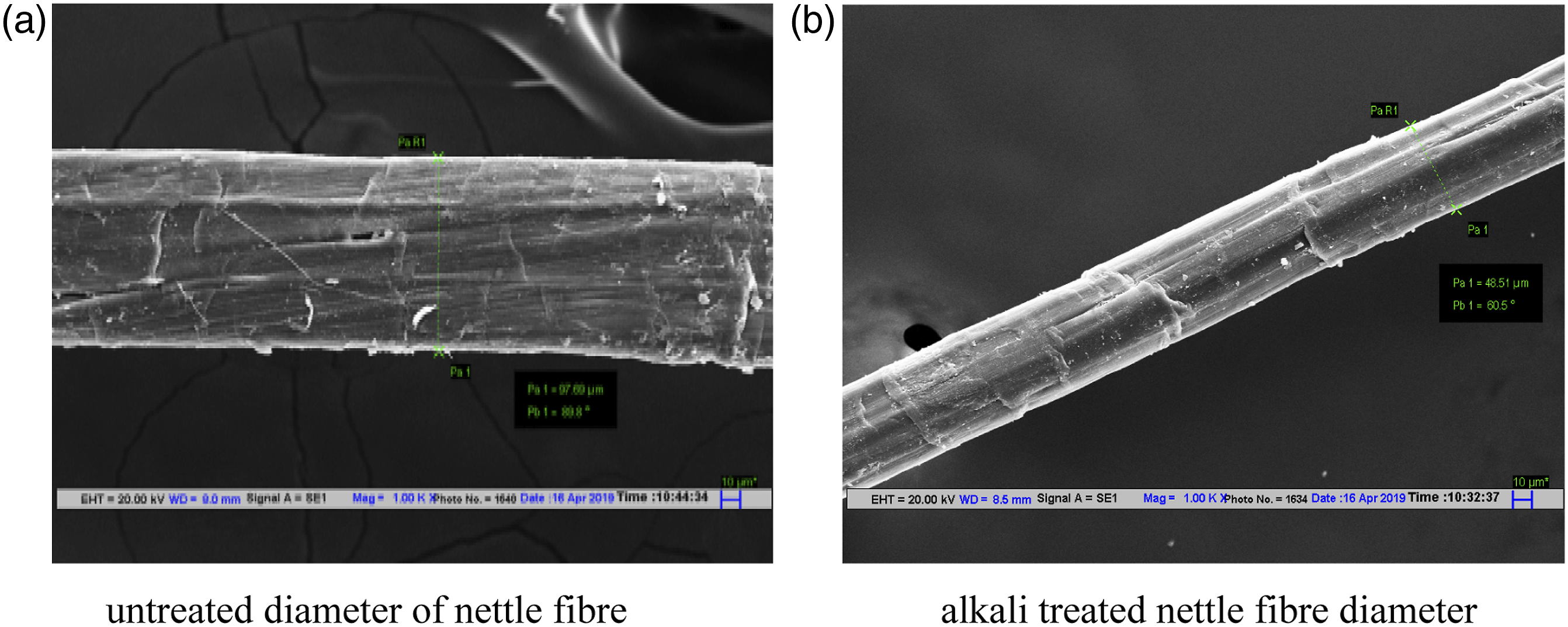
Fourier transforms infrared (FTIR) Analysis
Fourier Transform Infrared Spectroscopy (FTIR) spectroscopy is used to study the functional groups of untreated and chemically (alkali and silane) treated nettle fibre, which shows the chemical change of the fibre before and after the treatment. In untreated nettle, In Figure 5(a), a broad peak is shown in a region around 3427 cm-1, showing the presence of hydroxyl (OH) groups in all, but the intensity of the peak is lower for untreated fibre. The peak at 1634 cm-1 showed the absorption of water and amid the C=O stretch bond. The peak indicated at 1375 cm-1 wave number was considered to be C-C stretch aromatic and CH2 bend in lignin. The characteristic peaks located at about 1375, 1247, 1058, and 898 cm-1 are designated as the peaks of C=O bending, C–H bending, and C–O stretch of acetyl in lignin, respectively. Figure 5(b) shows that alkali-treated nettle fiber resembles untreated nettle fiber more. The vibration peaks obtained from the graph were 3431 cm-1 wave number, which indicated –OH bond stretch. From this graph, 2926 cm-1 wave number peaks were also available, which indicates a –CH stretch, which are hydrocarbon constituents. The peak at 1625 cm-1 wave number indicates C=O stretch, and another peak at 1371 cm-1 wave number was considered to be C–C stretch aromatic and CH2 bending in lignin. Figure 5(c) shows that silane treated nettle fiber. The peaks indicated in this region are 3433 cm1 wave number, which represents OH bond stretch, and 2895 cm1 wave number, which represents CH bond stretch. FTIR spectra of (a) Untreated fiber, (b) Alkali treated nettle fibre, and (c) Silane treated nettle fibre.
Chemical composition
Chemical composition of untreated and treated nettle fibers.

Characterization of physical and mechanical properties of the bio-composites
Density of nettle/PLA composite.


Density of bio-composite based on percentage weight ratio Nettle: PLA.
Void content of treated nettle/PLA composites with varying nettle fiber content.
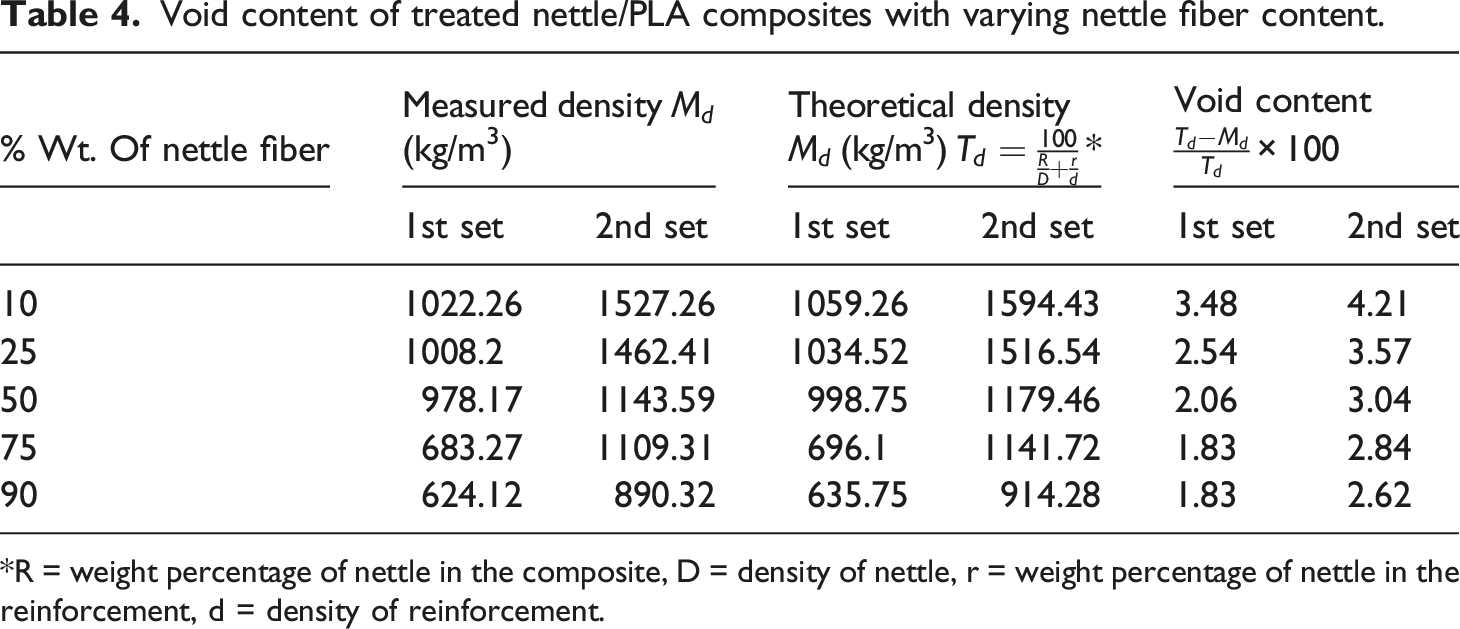
*R = weight percentage of nettle in the composite, D = density of nettle, r = weight percentage of nettle in the reinforcement, d = density of reinforcement.
Water sorption measurement
Water sorption content (%) of raw and treated nettle fiber.

Tensile Properties of Bio-composites
Tensile properties of bio-composite were tested using an Instron tensile testing machine in accordance with ASTM D3039-07. The parameters for this test are kept at 2 mm/min and gauge length of 75 mm at a sample length of 20 cm and width of 2.5 cm.
Tensile properties of bio-composites.


Setup for Bio-composite web formation.

Tensile strength of bio composite based on percentage weight ratio of Nettle: PLA.
Figure 9 shows that the test result, elongation-at-break of the bio composites did not practically change with the number of layers of fiber webs since as the number of layers increases, the attraction between reinforcement and matrix becomes less. Elongation at break of bio-composite based on percentage weight ratio of nettle: PLA.
The Young’s modulus of the Nettle/PLA bio-composites decreased with the number of layers of fibre webs because as the number of layers increased, the attraction between reinforcement and matrix becomes weak. As shown in Figure 10. Young’s modulus of bio-composite based on percentage weight ratio of nettle: PLA.
Conclusion
The use of chemical composition analysis, Fourier transform infrared spectroscopy, scanning electron microscopy, and a water sorption test, the properties of untreated and chemically treated nettle fibers were examined. Results of chemical composition tests revealed that silane treated nettle fibers contain more cellulose than raw nettle fibers and nettle fibers treated with alkali. FTIR analysis confirmed the chemical functional groups present in the treated and raw nettle fibers. The alkali and silane treatments improved the tensile properties of nettle fibers. The raw (untreated) fiber had a rougher surface than the treated fiber, which had a smoother finish. Alkali treatment causes a change in the fiber’s structure, which enhances its tensile properties. After being treated with alkali, nettle fiber diameter has decreased. Nettle fiber and polylactic acid were combined to create a bio-composite utilizing compression molding and a carding machine for the production of fiber webs. Instron tensile machine was used to test the material’s tensile properties. The Nettle/PLA bio-composites tensile strength and Young’s modulus decreased as the number of fiber web layers increased. However, the number of layers of fiber did not actually affect the elongation-at-break of the bio-composites.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.