
Abstract
The durability of the products such as personal protective clothes and facemasks are crucial for human health as these products prevent the spread of disease. This study aims to investigate the seam strength of ultrasonically welded spunbond nonwovens used for personal protective clothes, facemasks, diapers and determine the best welding parameters for optimum seams. For these purposes, polyester and polypropylene spunbond nonwoven fabrics with different areal weights were ultrasonically welded by changing process parameters such as vibration frequency (%-kHz) and welding pressure (bar). The welded samples were evaluated according to the standard test method for seam strength and experimental data obtained from tests were statistically assessed by generating models and regression equations. The best seam strength for polyester nonwovens with different areal weights was achieved with 80% vibration amplitude and 1 bar or 1.5 bar welding pressures. In contrast, ultrasonic welding applied with 0.5 bar welding pressure and 63% or 70% vibration amplitudes resulted in the highest seam strengths for polypropylene nonwovens.
Introduction
Spunbond nonwovens are manufactured by combining filament spinning and web formation steps followed by the thermal bonding process. Accounting for over half of the total market with nearly 6.3 million tones in 2020, these products constitute a leading part of the nonwovens industry.1,2 Many advantages, such as excellent mechanical properties to weight ratios, higher dimensional and thermal stability, good abrasion and crease resistance, lint-free structure, breathability, and good filtration performance, are provided with spunbond products. The using areas of the spunbond products can be listed as civil engineering applications (geotextiles, erosion control, roofing, etc.), automotive industry (trim parts, seat covers, floor carpets, air/oil filters, etc.), bedding, furnishing, medical (gowns, masks, caps, shoe covers, personal protective equipment, sterilization packaging, etc.), personal protective clothes and hygiene (baby diapers, feminine hygiene, adult incontinence, etc.) applications. However, personal protective clothes, medical and hygienic products made from spunbond nonwovens are highly preferred over others.3,4
Nowadays, the world is fighting against the corona virus (COVID-19) outbreak, and the spunbond nonwovens play a significant role in producing materials such as facemasks and personal protective clothes. These personal protective equipments reduce the spread of COVID-19 and act as barrier against respiratory droplets produced when people breathe, talk, cough or sneeze during close contact. Consequently, these products need to ensure the impermeability and thermal comfort simultaneously. Also, all components of the products must be durable and must maintain their integrity during the expected life span of the product or components. Thus, seam strength is also vital for spunbond nonwovens used for personal protective clothes and other areas such as diapers and facemasks.
The seaming process converts the spunbond fabrics to end products such as facemasks, personal protective clothes, diapers or hygienic products. As these products are generally formed by thermoplastic fibers (polyester, polypropylene, etc.), thus applying ultrasonic welding to constitute these products instead of the traditional seaming process is more convenient. Ultrasonic welding is widely preferred for joining spunbond nonwovens used for surgical gowns, masks, disposable protective cloths, baby diapers, famine hygiene products, sterile packaging and filtration due to its impermeable properties.
This technique uses mechanical vibrations to soften or melt thermoplastic materials at the joint line and bond them together. The ultrasonic welding system can be either discontinuous (plunge welding) or continuous (rotary welding) where the vibrating horn is in the form of a circular rotating wheel with desired seam design (anvil wheel). A typical continuous ultrasonic welding machine (Figure 1) consists of four main components: generator, transducer, booster, and anvil wheel. The electronic signals generated by the ultrasonic generator are converted into high-frequency mechanical vibrations by a transducer and transferred to a booster. The vibration amplitude is enhanced by the booster and anvil wheel, respectively and the anvil wheel delivers this vibratory motion to the fabrics being welded. Mechanical vibrations comprise frictional heat at the interface of materials providing sufficient temperature to melt the materials and bond them together with the necessary pressure provided by the anvil wheel and guide roller. Also, the anvil wheel creates desired seam design.5–11
Ultrasonic welding offers vital advantages such as simplicity, cleanliness, high speed and continuity in seaming process besides impermeability and durability. The ultrasonic welding reduces sewing costs because of lower power consumption and elimination of the use of thread, bobbins, wasted fabric, needle, and other consumables. Also, it is easy to recycle ultrasonically welded fabrics due to the absence of foreign yarns.5–11
Many previous studies found that the primary process parameters of ultrasonic welding were amplitude/frequency of vibrations, welding time, welding speed, and welding pressure, which determine the amount of mechanical energy delivered to the welded materials and energy transformed into heat. Moreover, the shape of the welding area and the clearance between the anvil wheel-guide wheel were other parameters affecting the welding structure.5–16 To obtain favorable seam strength and impermeable seams, these variables should be adjusted according to the fiber constituting the fabric, the features of fabric and application area.
Despite wide-spread applications of the ultrasonic welding method for spunbond fabrics, it was observed that few studies manage ultrasonic welding and the effects of process parameters on seam properties of ultrasonically welded fabrics comprehensively. Most of the previous studies mainly focused on the ultrasonic weldability of woven fabrics to obtain high-quality waterproof seams by comparing conventional sewing methods. Furthermore, the effect of the basic parameters of ultrasonic welding such as frequency of mechanical vibrations, welding time, welding speed and welding pressure on seam strength of woven fabrics was considered in the literature.5–18 Besides, some researches investigated the usability of ultrasonic welding as a thermal bonding method for individual spunbond nonwoven fabric production.19–20
Some of the previous studies compared the seam properties of traditionally seamed and ultrasonically seamed nonwovens samples and concluded that ultrasonic welding was suitable method for joining spunbond, SMS (spunbond/Meltblown/spunbond) fabrics , 21 surgical gowns 22 and shopping bags. 23 Among these studies Eryuruk et al. 22 also indicated that ultrasonic welding brought the advantages of high water resistance and adequate bond strength. Ozaltun et al. 24 reported the ultrasonic plunge welding of polypropylene blown microfibres with the spunbonded cover web made from polypropylene and polyester fibers. Three different weld profiles were used in the study and the effects of three variables (weld time, vibration amplitude and weld pressure) on the resultant bond quality were also investigated. The authors concluded that vibration amplitude and weld time both have a significant effect on weld strength. Kayar evaluated the seam tensile properties of thermally bonded carded polyester, polypropylene, and polyester/polyamide nonwovens sewn using an ultrasonic process conducted with different anvil wheel designs. It was determined that higher seam strengths were obtained by anvil wheel with higher sewing surface area. 25 In another study by Kayar et al, 26 the seam strength of ultrasonically welded two plied various nonwovens with and without polyethylene film was investigated. The results implied that polyethylene film had no significant contribution to seam strength, and nonwovens with polypropylene fiber content showed highest seam strength property. The effects of the production method of polyester and polypropylene nonwovens with different areal weights and anvil wheel design on seam tensile properties of ultrasonically welded nonwovens were also explored by Kayar et al 27 The results of the study indicated that a four-row roller as an anvil wheel caused higher seam strength due to higher welded surface area. Higher seam strength values were obtained for polypropylene spunbond nonwovens compared to meltblown counterparts. Nguyen et al 28 studied the effects of different roller profiles on the peel strength and micro structure of ultrasonic welding joints of polypropylene nonwovens. After applying ultrasonic welding process with different anvil wheel designs, Boz and Küçük 29 examined the change in air permeability, water resistance and bursting strength properties of spunbond and SMS fabrics. It was concluded that the water-resistance property of the joining of 45 gr/m2 SMMS and 50 gr/m2 SMS fabric types with the flat roller and the bursting strength of the joining of the fabric type produced with the 45 gr/m2 SMS technic with the flat roller showed a better performance than any other alternatives.
As a result of the literature search, it was seen that there was not sufficient research dedicated to assembling polyester and polypropylene spunbond nonwovens with different areal weights by continuous ultrasonic welding. It was concluded that studies about ultrasonic welding of nonwovens focused on polypropylene-based spunbond nonwovens and nonwovens produced by other techniques. Besides, in previous studies, the critical factors of the ultrasonic welding process, such as vibration frequency and pressure were not discussed enough as variables for polyester and polypropylene spunbond nonwovens comprehensively. In contrast, limited welding parameters (roller design, joint pieces) were considered as variables. The originality of this study is evaluating these fundamental welding parameters for polyester and polypropylene spunbond nonwovens with different areal weights together in statistical analysis and generating statistical models/regression equations for explaining seam strength and seam elongation of these samples. In the present study, the polyester and polypropylene spunbond nonwovens with different areal weights were welded using a continuous ultrasonic welding technique by applying three different vibration frequencies and welding pressures. The samples were tested to obtain seam strength and seam elongation at break. The results derived from the tests were analyzed statistically using Design-Expert software. Regression equations were developed to investigate the effect of chosen independent variables on the seam strength and seam elongation of ultrasonically welded samples. Furthermore, the optimum process parameters were obtained for each fabric type and areal weight to get favorable mechanical properties.
Experimental study
Materials
Properties of spunbond nonwovens used in the study.

PES: Polyester, PP: Polypropylene.
The data in the parenthesis indicate the %CV values.
NWSP 130.1, NWSP 120.6 and NWSP 110.4 are test standards for related tests presented by EDANA and INDA.
Methods
Chosen spunbond polyester and polypropylene nonwoven fabrics were sewn under different conditions using the Pfaff 8310–003 continuous ultrasonic seaming machine, enabling adjustable frequencies between 2 (10%) and 20 kHz (100%) and welding pressures between 0 and 6 bar. The titanium anvil wheel with point engraved shape is 104 mm in diameter in this machine and a maximum weld width of 10 mm can be achieved. Also welding speeds can be arranged between 6-136 dm/min with respect to the dwell time (Figure 2). Furthermore, the ultrasonic welding machine is comprise of touch-screen control panel for adjusting parameters and the values of the parameters can be changed easily by touching the control buttons. Ultrasonic seaming machine used in the study.
The parameters used in the study.

Samples were conditioned according to ISO 139 before tests and tests were performed in the standard atmosphere of 20±2°C and 65±4% humidity. The seam strength of samples welded with different conditions was measured according to ISO 13,935–2 test standard for machine (MD) and cross direction (CD) by James H. Heal Titan Universal Strength tester, capable of applying a constant load at a constant rate of extension. The MD and CD samples were prepared following with relevant standard by cutting the samples 25 ×10 cm, folding them in half by the center, and applying ultrasonic weld in a span of 2 cm from the folded side. The seams were in cross direction for MD samples and in machine direction for CD samples. The samples were mounted between the jaws of the strength tester, ensuring that the welded part was in the center and the maximum force to rupture the seam and seam elongation at break was determined. The distance between the jaws was set to 75 mm, and jaw speed was adjusted to 100 mm/min during the test.
Results and discussion
Seam Strength of Polyester Fabrics
Summarized ANOVA for seam strength of polyester spunbond nonwovens. 30

W: Areal weight (g/m2), F: Vibration frequency (%), P: Pressure.
In addition, the regression equations of determined models were obtained as follows for polyester spunbond nonwovens in machine and cross direction, respectively. Here, W represents the areal weight of samples (g/m2), F shows vibration frequency (%) and P indicates welding pressure (bar). Furthermore R2 values of the mentioned models were determined as 95, 64% for machine direction and 97.17% for cross direction. This expresses that areal weight, vibration frequency and pressure explains the 95.64% of the variation in Seam strength in MD for polyester nonwovens. Furthermore, these regression equations can be used to predict the seam strength of polyester spunbond fabrics within the design space, for machine and cross directions, respectively.

Figure 3 demonstrates the influence of areal weight and vibration frequency on seam strength of polyester nonwovens. The figure also displays the tensile strength of the individual seamless nonwoven fabrics for comparison purposes (for instance a tensile strength of 50 g/m2 fabric in MD is 150.8 N). The strength of all the samples decreased after ultrasonic welding application due to the thermal process and new bond formation during welding as pointed out in an earlier study.
21
Since the number of fibers in cross-section was higher for fabrics with higher areal weights, the seam strength of these fabrics was higher than that of fabrics with lower areal weights, as expected. Besides, the seam strength of CD was either closer or slightly higher than MD, although the individual fabric tensile strength of MD was higher. The number of fibers oriented in MD was higher for all spunbond fabrics which can also be seen from the individual tensile strength of fabrics (Table 1). The seam was constituted in MD way for seam strength of CD samples. Consequently, higher seam strength in the CD way was attributed to the higher number of fibers oriented in the machine direction where the seam was constructed for CD samples. Effect of areal weight and vibration frequency on seam strength for polyester nonwovens.
An increment was observed in the seam strength of samples with increasing vibration frequency both in MD and CD (Figure 3). The trend was the same for the samples welded with other welding pressures. The same conclusion regarding the influence of vibration frequency has also been reported in some previous studies.8,12,24 With the increase in vibration frequency, the amount of the thermal energy transferred into the welding area also increased. The thermal energy ensures the temperature rise at the interface, increasing polymer chains’ mobility and promoting intense intermingling of polymer chains at the interface. For an ideal weld, a certain amount of polymer melt is necessary to intermingle of polymer chains between the two layers of fabric. Further increase in vibration amplitude may result in polymer degradation causing lower bond strength.8,24
The effect of welding pressure on the seam strength of polyester nonwovens is presented in Figure 4. Increasing pressure initially improved seam strengths but excessive increase in pressure decreased the strengths for all samples in MD and fabrics with 50 g/m2 areal weight in CD. The similar results were obtained for other vibration frequencies and our findings were also parallel to the some previous studies.7,8,12,14,15,24 The purpose of welding pressure is to connect the anvil wheel and materials to transmit the vibrations. Also, welding pressure brings thelayers together to form a new layer which is a composite of two separate layers. Excessive pressure may damage fibers and reduce the seam strength of the fabric. Furthermore, a higher pressure may cause complete melting of fibers and re-orientation in the polymer chain resulting in weaker seam strength.8,15 This effect can be seen clearly in SEM images of fabric with changing welding pressures in Figure 5. Effect of areal weight and welding pressure on seam strength for polyester nonwovens. SEM images of 75 g/m2 polyester samples with different welding pressures (Magnified 50 times).

On a micro-structural scale, ultrasonically welded samples consist of two different regions as illustrated in Figure 5. The first region is a bonded area (I) where mechanical vibrations are effective by direct contact with an anvil wheel. The second is a semi-bonded region (II), constructed by point engraved part of an anvil wheel. Sufficient bonds cannot be formed in the second region, due to less contact with the anvil wheel. The bonding degree of the first and second regions changes depending upon the melting point of polymer constituting the fabric, fabric structure, fabric thickness and welding conditions.
When the structural variations of polyester nonwovens seamed with increasing welding pressures are examined, the bonded fibers in the first region can be seen individually at the lowest welding pressure (Figure 5(a)). On the other hand, fibers in this region completely melted and were crushed with excessive welding pressure (Figure 5(c)). Consequently, the re-orientation formed in the polymer chain resulted in lower seam strength, and limited bonds constructed in the second region, as seen from the figures.
However, the trend differed for samples with higher areal weights in CD. Because of a higher number of fibers in cross-section and a higher number of fibers oriented in seam direction, the effect of pressure on each fiber is assumed to decrease. Therefore, the seam strength of higher areal weight samples welded with higher frequencies in CD continued to increase with the increase in welding pressure. The best seam strength for polyester nonwovens with different areal weights was achieved with 80% vibration amplitude and 1 bar or 1.5 bar welding pressures. The highest mean (mean of MD and CD) seam strength was obtained as 45.2 N for 50 g/m2, 67.5 N for 75 g/m2 and 100.5 N for 100 g/m2 polyester samples.
Seam elongation of polyester fabrics
Summarized ANOVA for seam elongation of polyester spunbond nonwovens.
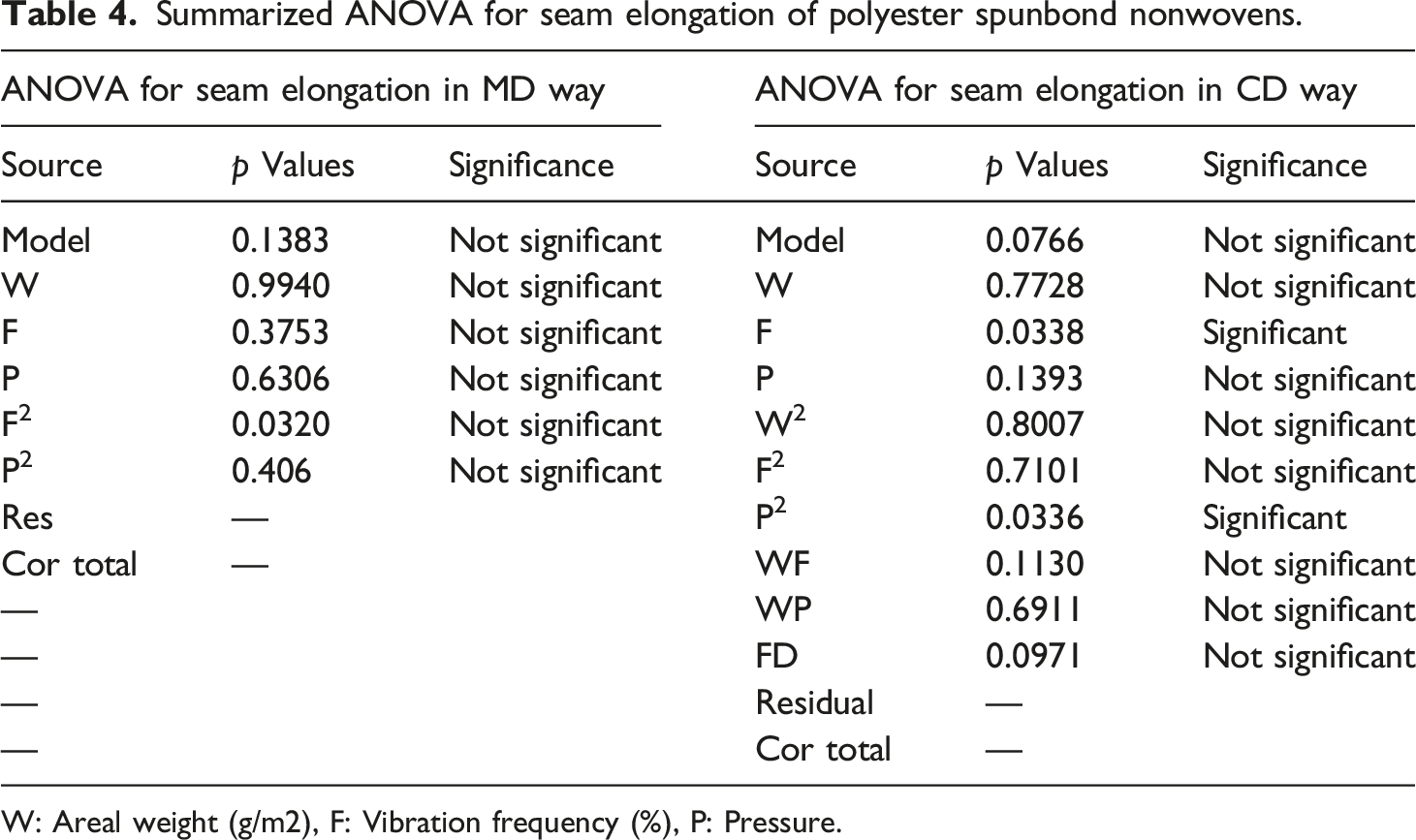
W: Areal weight (g/m2), F: Vibration frequency (%), P: Pressure.
Seam strength of polypropylene fabrics.
Summarized ANOVA for seam strength of polypropylene spunbond nonwovens.
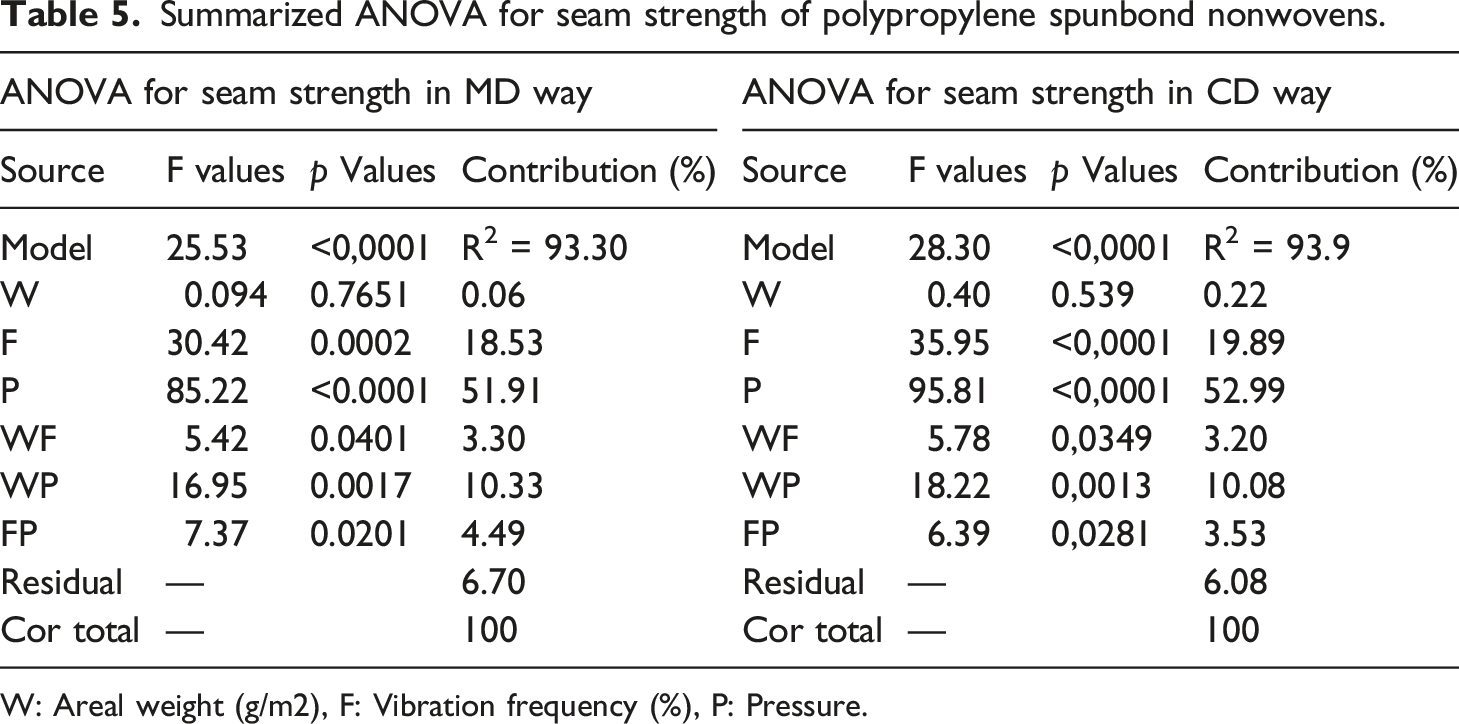
W: Areal weight (g/m2), F: Vibration frequency (%), P: Pressure.
The regression equations generated by models evaluated in Table 5 about seam strength of polypropylene samples in MD and CD are presented below. Also, higher R2 values were obtained with these models and equations. R2 of Equation 3 was 93.3% while it was 93.9% for Equation 4. 

Increasing vibration frequency caused an increase in seam strength for all process parameters, because of reasons explained for polyester nonwovens. As shown in Figure 6, seam strength of the individual polypropylene fabrics (i.e. 100.3 N for 50 g/m2 fabric) decreased after the ultrasonic welding process was applied with all vibration frequency of 0.2 bar welding pressure and the lowest vibration frequency of 0.5 bar welding pressure. Although seamless fabric tensile strength values were lower, the highest seam strength results were obtained for fabrics with 50 g/m2 areal weight by applying 0.2 bar welding pressure of all vibration frequencies. Also, the highest seam strength values were acquired for fabric with 75 g/m2 areal weight for 0.5 bar welding pressure of lowest vibration frequency. Since the fabrics with higher areal weights are thicker and have more fibers in cross-section, it was thought that enough heat transfer could not be achieved with the contact provided by 0.2 bar welding pressures even though vibration frequency was increased. So, the fibers were not melted adequately, enough contact was not obtained to form good bonds. Besides, the lower frequency at 0.5 bar pressure may not sufficiently melt the fibers properly for the highest areal weighted fabrics. Thus, strong bonds were not constituted for these fabrics. After applying 0.5 bar welding pressure for moderate and highest vibration frequencies, higher seam strength was acquired for fabrics with the highest areal weights. Furthermore, moderate and the highest vibration frequencies of 0.5 bar welding pressure provided higher areal weighted fabrics with higher seam strength than individual fabric strengths. A similar trend was observed for seam strength results in the cross direction. Effect of areal weight and vibration amplitude on seam strength for polypropylene nonwovens.
The increment in welding pressures and vibration frequencies lead to an increase in seam strength of all polypropylene fabrics in MD and CD, except nonwovens with the areal weight of 100 g/m2 (Figure 7). As displayed from the SEM images of 100 g/m2 samples (Figure 8), the fibers in two regions, mentioned in SEM images of polyester fabric (Figure 5), were entirely molten for samples welded with 70% vibration frequency and 0.5 bar pressure. It was concluded that the polymer chain structure changed and was damaged because of completely molten and crushed fibers by 0.5 bar welding pressure-70% vibration frequency. Thus, the seam strength slightly decreased. These results were also consistent with the previous studies.7,8,15 Generally, the best seam strengths for polypropylene nonwovens with different areal weights were obtained with 0.5 bar welding pressure and 63% or 70% vibration amplitudes. The highest mean (mean of MD and CD) seam strength values were found as 149,1N for 50 g/m2, 196.6 N for 75 g/m2 and 227N for 100 g/m2 polypropylene samples. Since the related previous studies considered 45–50 g/m2 polypropylene spunbond nonwovens, the results about polypropylene samples with 50 g/m2 areal weight in our study compared with the literature. According to the comparison of seam strength values obtained in previous studies21,22,25–27 (ranges between 40-65N), it was concluded that higher seam strength values were achieved for these samples in our study by changing parameters. Effect of vibration frequency and welding pressure on seam strength for 100 g/m2 polypropylene nonwovens. SEM images of 100 g/m2 polypropylene samples welded with different vibration frequencies (Magnified 50 times).

Seam elongation of polypropylene fabrics
Summarized ANOVA for seam elongation of polypropylene spunbond nonwovens.
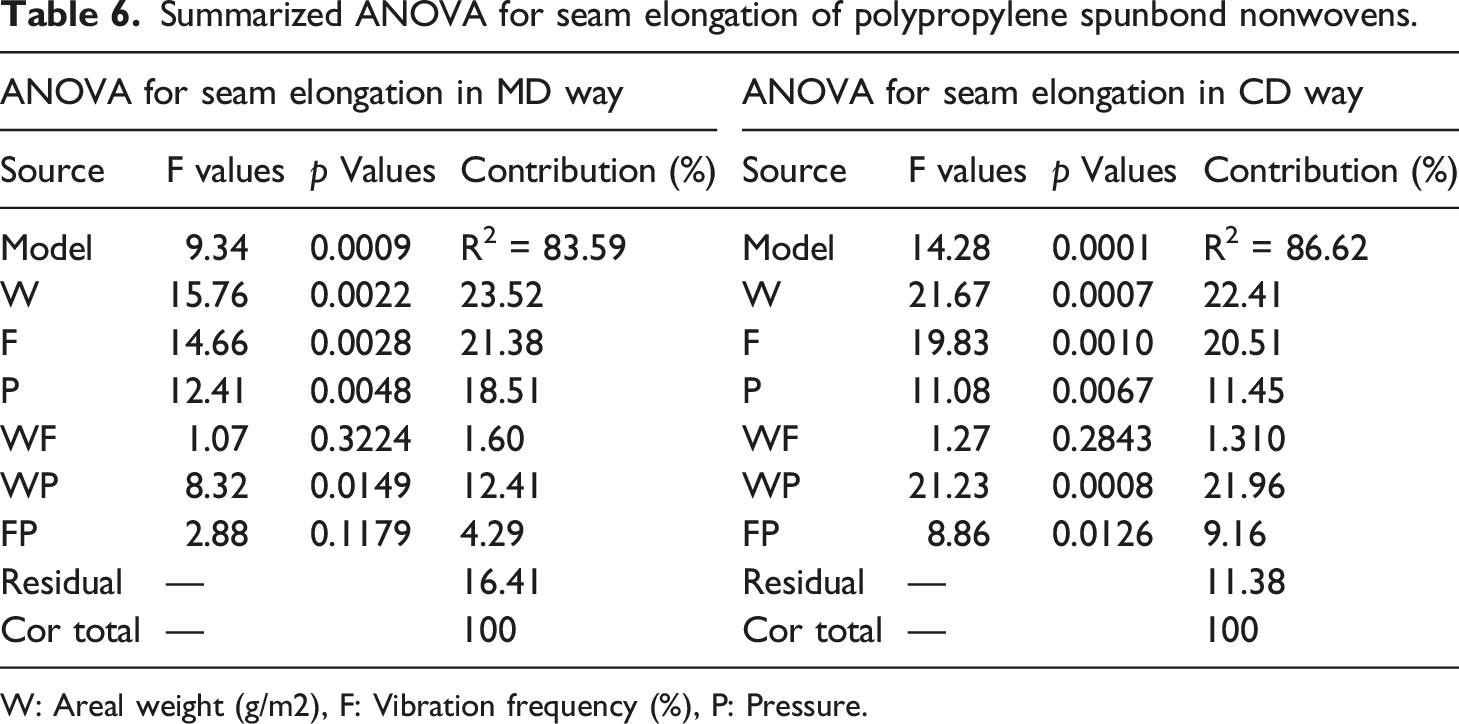
W: Areal weight (g/m2), F: Vibration frequency (%), P: Pressure.
The regression equations obtained by statistical analysis for seam elongation properties of polypropylene fabrics are shown below. In addition, R2 values of the models were determined as 83.59% and 88.62% for machine direction and cross direction, respectively.

According to the observations during the experimental study, seam elongation occurred by both the gap formed by complete separation or breakage of fibers on the edge of ultrasonic stitch and elongation of seamless part of the samples. If the fibers in the seam area are exposed to excessive heat energy during ultrasonic welding, damage in fibers emerges resulting in a brittle seam area. Therefore, lower seam elongation is obtained. The seam elongation properties of polypropylene spunbond nonwovens ultrasonically welded with changing vibration frequencies and welding pressures are shown in Figure 9. The seam elongation of 50 g/m2 fabrics remained constant with pressure increase at low and medium frequencies. On the other hand, there was a tendency to decrease with increased pressure at high frequency (Figure 9(a)). Since the lower number of fibers in the cross-section of these fabrics (50 g/m2), it is thought that the increase in frequency and pressure caused more thermal energy transferred to fibers which may lead to damage to the polymer structure. Thus, fibers in the seam region become brittle. Also, lower elongation in the seamless part of 50 g/m2 fabrics, may lead to this result because of less fiber content in cross section. Effect of vibration frequency and welding pressure on seam elongation for polypropylene nonwovens.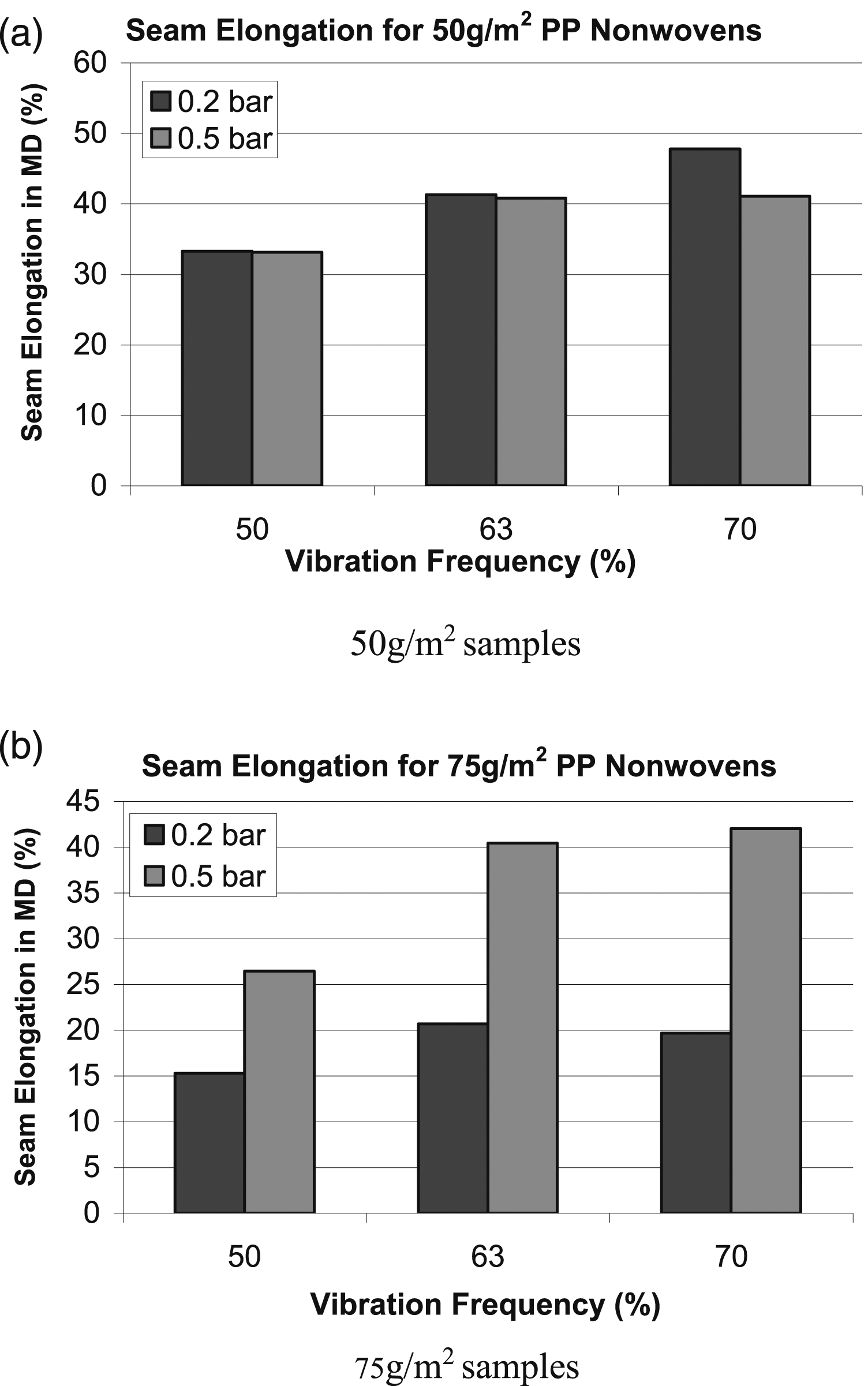
The increase in welding pressure at all vibration frequencies delivered ascending seam elongation results for fabrics with 75 g/m2 areal weight (Figure 9(b)). The same trend was valid for fabrics with 100 g/m2 areal weight. It was attributed to more fibers in the cross-section of fabrics which constituted strong bonds with increasing welding pressure. The strong bonds made it difficult to separate or break the fibers completely in the stitch region. Thus, during the test a more significant gap was constituted to separate and break the fibers completely. A small elongation occurred in seamless part of fabrics due to the strong seam bonds and this elongation also contributed to the increase of seam elongation.
As demonstrated in Figure 10, the seam elongation of all fabrics tended to increase by increasing vibration frequencies except for higher areal weighted nonwovens for 0.2 bar welding pressure. Increasing vibration frequency also increases the bond strength in stitch region, which causes an increment in seam elongation as explained before. Effect of areal weight and vibration amplitude on seam elongation for polypropylene nonwovens.
Figure 10 also illustrates the effect of the areal weight of fabrics on seam elongation. Generally, more minor seam elongation results were obtained for higher areal weight fabrics for 0.2 bar welding pressure at all vibration frequencies and for 0.5 bar welding pressure at the lowest vibration frequency. It was concluded that lower welding pressure and the lowest vibration frequency of higher welding pressure could not provide enough energy to soften the fibers and form bonds between fibers for fabrics including a higher number of fibers in the cross-section. Thus, a reduction in the seam strength (Figure 6) and seam elongation were observed. Furthermore, lower elongation occurred in seamless part of the samples due to lower welding strength. Increment in both vibration frequency and welding pressure enhanced the bond between fibers which causes higher seam elongation due to the reasons mentioned earlier.
Comparison of seam strength of polyester and polypropylene fabrics
Figure 11 demonstrates the seam strength of polypropylene and polyester nonwovens for 0.5 bar welding pressure and the same vibration frequencies for comparison purpose. As indicated from the figure, higher seam strength results in machine direction were obtained for polypropylene fabrics even though the welding parameters were the same. The same results were also acquired for counterparts in the cross direction. Seam strength comparison of polyester and polypropylene nonwovens for 0.5 bar pressure.
Furthermore, the maximum seam strength values of polyester nonwovens in machine direction considering higher vibration frequencies and welding pressures were acquired as 43N for 50 g/m2 fabric, 66.5 N for 75 g/m2 fabric and 98.4 N for 100 g/m2 fabric. On the other hand, the highest seam strength of polypropylene fabrics in machine direction was 151.5 N for 50 g/m2 fabric, 194.22 N for 75 g/m2 fabric and 238.15 N for 100 g/m2 fabric, although smaller pressure and vibration amplitude were applied compared to polyester fabrics. Due to the lower melting point of polypropylene fibers, fibers soften or melt easily and better bonds were obtained for polypropylene fabrics with ultrasonic welding (Figure 12). Besides, the fabric thicknesses of polypropylene fabrics were higher compared to polyester ones although the areal weights were the same (Table 1). As a result of the bulkier structure of polypropylene fibers, it was considered that the contact with the anvil wheel increased and more vibration was transferred. Consequently, more heat transfer may occur for these fabrics. Therefore, strong bonds were formed for polypropylene nonwovens. As a result of the low melting point and bulkier structure, the strong bonds constituted by polypropylene fibers in the first region can be seen in Figure 12 obviously. Here, the individual fibers in the first and second regions of polypropylene fabric were tightly connected by effect of ultrasonic welding. Comparison of polyester and polypropylene nonwovens (Magnified 50 times).
Conclusion
As a result of the experimental study handling the influence of continuous ultrasonic welding parameters such as vibration frequency and welding pressure on seam strength and seam elongation of polyester and polypropylene spunbond nonwovens with different areal weights the following conclusions can be drawn: (1) The ultrasonic welding parameters (vibration frequency and welding pressure) and fabric areal weight had significant effects on seam strength of polyester and polypropylene nonwovens and seam elongation of polypropylene nonwovens. In contrast, insignificant effects of chosen parameters on seam elongation of polyester nonwovens were obtained. Furthermore, regression equations with higher R2 values were obtained to explain and predict the seam strength and seam elongation properties of spunbond fabrics within the design space. (2) Increasing vibration frequency enhanced the seam strength of both polyester and polypropylene nonwovens in MD and CD except polyester nonwovens welded with the highest vibration frequency and welding pressure. These finding were consistent with related previous studies. It was thought that higher welding conditions lead to damage in polyester fibers owing to complete melting of fibers and re-orientation in polymer chain, which resulted in lower seam strength. (3) It was observed that generally welding pressure had seam strength promoting effect for all types of spunbond nonwovens except polyester nonwovens in MD and polyester nonwovens with lower areal weight in CD. The seam strength slightly decreased by further increasing welding pressure for these exceptional samples. According to these results, which are supported by previous studies, it can be concluded that an increase in pressure improves the weld strength initially, but excessive pressure can also damage fibers and reduce the seam strength. (4) The highest welding pressure (1 bar) was found to be excessive for polypropylene nonwovens and excluded because samples were deformed near to the jaw which implies that the test cannot be accepted. It was concluded that constructed seam was stronger than individual polypropylene nonwoven fabric for this pressure. (5) As a result of seam elongation values of polypropylene nonwovens, the factors enhancing the seam strength also increased the seam elongation for all samples. Generally, more minor seam elongation results were obtained for higher areal weight nonwovens for 0.2 bar welding pressure at all vibration frequencies and 0.5 bar welding pressure at the lowest vibration frequency for polypropylene samples. (6) It was determined that seam strength values of polypropylene samples were higher than polyester counterparts with the same welding conditions due to the lower melting point and bulkier structure of polypropylene nonwovens. Furthermore, higher seam strength results were obtained for all polypropylene samples processed under different conditions, although smaller pressure and vibration amplitude were applied compared to polyester fabrics. (7) Generally, the best seam strength for polyester nonwovens with different areal weights was achieved with 80% vibration amplitude and 1 bar or 1.5 bar welding pressures. In contrast, ultrasonic welding applied with 0.5 bar welding pressure and 63% or 70% vibration amplitudes resulted in the highest seam strengths for polypropylene nonwovens with changing areal weights. Therefore, these parameters for ultrasonic welding were advised for optimum seam strength properties for polyester and polypropylene spunbond nonwovens.
Footnotes
Acknowledgments
The authors would like to express their sincere gratitude to Mogul Tekstil Sanayi ve Ticaret Ltd Şti for providing spunbond nonwovens, İTA Eğitim ve Araştırma Danışmanlık Ltd. Şti Turkey for enabling ultrasonic welding applications and Boyteks San. ve Tic. A.Ş. for conducting tests.
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Erciyes Üniversitesi (FYL 2013- 4483).