
Abstract
The harness and the weave style are among the most important properties of woven fabrics. Most of the previous studies utilized woven fabrics with specific harnesses to explore the effects of nanoparticles on woven composites. Therefore, an experimental study was conducted to examine the impact of three weave patterns, namely plain, 5-harness satin, and 8-harness satin, on the mechanical properties of woven composites under tensile and shear loads. Subsequently, the effect of applying carbon nanofibers (CNFs) to epoxy resin reinforced with woven glass fibers with various harnesses was studied. The experimental results were evaluated statistically, indicating that using CNFs differently affects composite properties with various fabric harnesses. The addition of 0.5 wt.% CNFs to woven composites with varied harnesses enhanced the tensile strength by 19.2%–22.9% and the tensile fracture strain by 12.9%–13.8%, respectively. However, the elastic tensile modulus of woven composites was not increased. A further increase in the CNFs weight fraction from 0.5 wt.% did not improve the tensile properties. The addition of 0.5 wt.%, 1.0 wt.% and 1.5 wt.% CNFs increased the shear strength up to 30.6% and the shear modulus up to 18.7%, respectively. The results showed that the addition of CNFs more significantly affected the shear than the tensile properties. It was also revealed that employing a proper weight fraction of CNFs and a proper fabric harness significantly improves the mechanical properties of woven composites. Finally, an empirical model was developed to predict the strength and elastic modulus of woven composites with different harnesses and CNF weight fractions.
Keywords
Introduction
Engineering design has always faced a challenge in determining the mechanical properties of materials to come up with the best design possible. While much research has been done on the mechanical properties of unidirectional (UD) composites, woven fabric composites have received considerably much less research attention. Additionally, the effect of nanofillers, fabric harnesses, weave patterns, and fabric geometry has been less considered. The harness is defined as the number of tows in a repeating unit cell, 1 where the unit cell refers to the smallest repeated segment of the fabric. The 2-harness (plain) weave fabric comprises one interlaced warp yarn and one interlaced filling yarn. Moreover, the 5-harness satin weave fabric is composed of one interlaced warp yarn and four interlaced filling yarns, and the 8-harness satin weave fabric is composed of one interlaced warp yarn and seven interlaced filling yarns.
Increasing the use of composite materials in various industries entails investigating and characterizing woven composites with a variety of geometries and weaves patterns, as well as those including nanofiller enhancers. The mechanical behavior of woven composites is affected by various factors, including the number of layers, the fiber direction, loading direction, the fabric harness, the fiber geometry, and the mechanical properties of the matrix. 2 Adding nanoparticles can improve the fiber-matrix adhesion, thus enhancing the mechanical properties of composites.3,4 Moreover, adding nanoparticles to the matrix can improve the mechanical properties of polymeric composites. 5 In light of the foregoing, the main objective of this work is to evaluate the mechanical properties of nanofiber-reinforced woven composites with fabrics that have various harnesses.
Aghaei et al. 2 investigated the effect of fabric geometry and harness on the mechanical properties of woven glass fabric/epoxy composites. They reported that the mechanical properties of the woven fabric composites, e.g., modulus, strength, and failure strain are functions of three main parameters, namely the fabric geometry, fabric harness, and fiber volume fractions in the warp and fill directions. Increasing the harness from 2 to 5 and 8 in the satin weave causes a 55% and 45% increase in the warp failure strength of woven composites and a 12% and 18% increase in warp tensile modulus. However, they did not study the effect of nanofillers.
Below is a comprehensive literature review of research on nanoparticle-, nanofiber-, and nanosheet-reinforced woven fabric composites. Much more research has been done on the effects of adding carbon nanotubes (CNTs), especially multi-walled CNTs (MWCNTs), among different nanofillers, in improving the properties of woven composites. Tehrani et al. 6 added CNTs (2 wt.%) to the woven carbon fiber reinforced epoxy and carried out the tensile, vibration, and impact tests on the woven composites with and without CNTs. Very slight enhancement was observed in the tensile modulus and tensile strength of the woven composites filled with CNTs. However, the failure strain of composites with CNTs increased. Mishra et al. 7 added 3.0 wt.% basalt nanoparticles to basalt/Basalt and Basalt/Jute woven composites with twill, plain, and matt fabric geometries. They carried out tensile and flexural tests and found that the mechanical performance of the woven composites filled with basalt nanoparticles is higher than woven composites without nanoparticles. Shen et al. 8 added CNTs (0.0–4.0 wt.%) to woven glass/polyamide-6 composites. They found a 16.6%, 17.7%, and 0.3% increase in the elastic modulus, tensile strength, and failure strain of 4 wt.% CNT/polyamide-6 nanocomposite, respectively. However, the flexural modulus and stress of the woven glass/polyamide-6 composites reinforced with CNTs reached their maximum values at a CNTs weight fraction of 1% and 0.5%, respectively. Greef et al. 9 added CNTs (0.25 wt.%) to the twill-weave carbon fiber-reinforced epoxy and conducted tensile tests. They reported that the tensile modulus and failure strain increased by about 10% and 15%, respectively. Lee et al. 10 added MWCNTs and carbon nanofibers (CNFs) to plain-woven carbon fabric reinforced epoxy. Anodic and cathodic electrophoretic deposition (EPD) methods were used to deposit the charged carbon nanoscale reinforcements onto a carbon woven fabric. They discovered that the addition of MWCNTs deposited by cathodic EPD increased the interlaminar mechanical properties of composites compared to the plain-weave composites.
Ayatollahi et al. 4 explored the effects of MWCNTs (0.1 wt.%, 0.5 wt.%, and 0.9 wt.%) on the tensile mechanical properties of woven carbon/epoxy composites. They reported a 27.9% increase in the tensile modulus and a 22.3% increase in the tensile strength for woven composite reinforced with 0.5 wt.% MWCNTs. They increased the weight fraction of MWCNTs to 0.9% and observed a reduction in the tensile mechanical properties. The same tests were performed on nanosilica with the same weight fractions. They reported that the mechanical properties were reduced and increased at the weight fractions of 0.5% and 0.9%, respectively. Yuksek 11 studied the mechanical properties of polyvinylidene fluoride (PVDF) filled with vapor-grown carbon nanofibers (VGCNFs) reinforced with conductive plain-weave fabrics. An increase in VGCNFs content up to 3% led to an increase in the tensile strength and strain of composites, followed by a decrease. Behera et al. 12 examined the effect of MWCNTs on the mechanical properties of woven glass/epoxy composites. MWCNTs were applied with weight fractions of 0, 0.5, 1, and 1.5 wt.%. The tensile, compressive, and interlaminar shear strengths were found to have improved by 103.81%, 139.78%, and 36.06%, respectively, when MWCNTs are loaded at 1 wt.%. However, it has been observed that the strength of woven glass/epoxy composites filled with MWCNTs rapidly decreases beyond 1 wt.% loading. The influence of MWCNTs on the interlaminar shear strength of woven glass fiber reinforced epoxy was investigated by Fan et al. 13 Their results indicate that the addition of MWCNT to the composite significantly enhanced the interlaminar shear strength.
Megahed et al. 14 evaluated the effects of adding silica (S) and carbon black nanoparticles (C) on the mechanical properties of an epoxy matrix reinforced with two distinct types of E-glass fibers (i.e., woven and nonwoven). For this purpose, the fatigue properties and on-/off-axis tensile behaviors of these hybrid composites were examined. Except for hybrid nanocomposites reinforced concurrently with 0.5 wt.% S and C, all nanoparticle contents (up to 1 wt.%) appeared to improve on/off-axis ultimate tensile strength, failure strain, tensile modulus, and toughness relative to neat glass/epoxy composites. In another study, Megahed. et al. 15 added S and C with different weight fractions to the hybrid composites (nonwoven and woven E-glass/epoxy). The results indicated that the addition of nearly all nanoparticles significantly improved the tensile properties, impact strength, and fatigue life of the composites compared to the hybrid composite without nanofillers. The hybrid composites containing 0.5 wt.% C had the maximum tensile strength, with a 19% increase over the neat hybrid composite. However, the highest improvement in tensile modulus was obtained with hybrid composites filled with 1 wt.% C. Adak et al. 16 added graphene oxide nanofillers (0.05 wt.%, 0.1 wt.%, 0.2 wt.%, and 0.4 wt.%) to plain-weave carbon fiber-reinforced epoxy. They reported that the tensile strength, Young’s modulus, flexural strength, and flexural modulus increased by 34%, 20%, 83%, 55%, and 31%, respectively, in the optimum weight fraction of nanoparticles.
Megahed. et al. 17 added the aluminum micro/nanoparticles with different weight fractions (0.2, 2, and 4 wt.%) to the woven glass/epoxy composite and conducted mechanical tests. The tensile strength of the woven glass/epoxy composite filled with 2wt.% aluminum nanoparticles was enhanced by 27% compared to the neat composite. Increasing the weight fraction of nanoparticles to 4 wt.% led to less improved mechanical properties, and agglomeration of nanoparticles has been shown. The effect of nano-TiO2 on the tensile, compressive, and fracture toughness properties of three-dimensional (3D) woven composites was investigated by Gong et al. 18 For this purpose, nano-TiO2 was added to epoxy with weight fractions of 3%, 5%, 8%, 12%, and 15%. The results showed no significant changes in the tensile modulus and strength of the 3D woven composites in both the warp and weft directions.
The effects of adding nanofibers in improving the properties of woven composites were also studied by some authors. Iwahori et al. 19 added CNFs (5–10 wt.%) to woven carbon fiber reinforced epoxy composites and carried out compressive, tensile, and bending tests. They reported 15%, 18.3%, 6.8%, and 4.4% improvements in the compressive strength, flexural strength, compressive modulus, and tensile strength, respectively. However, the tensile modulus of the woven composite decreased by adding CNFs. Kelkar et al. 20 added alumina nanoparticles and tetraethyl orthosilicate nanofibers to the ply interface of plain-weave glass-fiber-reinforced epoxy and carried out double cantilever beam tests. The non-functionalized alumina interlaced composite had a 51% increase in Mode I fracture toughness over the conventional composite. The functionalization of alumina nanoparticles increased this by about 74%. Zhou et al. 21 added CNFs (1.0 wt.%, 2.0 wt.%, and 3.0 wt.%) to satin-weave carbon fiber-reinforced epoxy. They carried out compressive and tensile tests and reported that for carbon/2 wt.% CNF/epoxy hybrid composite, the compressive strength and tensile modulus and strength improved while compressive modulus showed no enhancement. Anjabin and Khosravi 22 investigated epoxy matrix composites reinforced with woven basalt fibers and functionalized carbon nanofibers (CNFs) in weight fractions of 0.05, 0.1, 0.3, and 0.5%. They found that adding 0.3 wt.% CNFs increased tensile strength by 12% and interlaminar shear strength by 73%. Additionally, the specimen filled with 0.5 wt.% CNFs demonstrated a 37% increase in tensile modulus.
In some research works, nanosheets were used to improve the mechanical properties of woven fabric composites. Naveen et al. 23 added graphene nanosheets (0.0 wt.%, 0.25 wt.%, 0.5 wt.%, and 0.75 wt.%) to woven Kevlar/cocos Nucifera sheath/epoxy hybrid composites. They reported improvements in tensile, flexural, and impact properties by adding graphene nanosheets. Bouhfid et al. 24 added 3wt.% functionalized graphene oxide nanosheets and octyltriethoxysilane (OTES), and glycidoxypropyltrimethoxysilane (GPTMS) (as coupling agents) in woven glass fabric/epoxy nanocomposites and observed an increase in interfacial adhesion. They reported an enhancement in Young’s modulus by up to 17% and 25%, with only 3% of functionalized graphene oxide using OTES, and GPTMS, respectively. Dhanunjayarao et al. 25 added graphite (0 wt.%, 3 wt.%, 6 wt.%, and 9 wt.%) to the hybrid (glass/jute)/epoxy plain-weave composites with different stacking sequences. Then mechanical tests were carried out, including tensile, compressive, and impact tests. They found that the optimum value for graphite is 6 wt.%, and the best stacking sequence is E-glass as skin layer, and they treated jute as the core layer.
Each of the above studies explored the effects of nanofillers on woven composites by considering the woven fabric with a certain harness. However, the combined impacts of varied harnesses and the addition of nanofillers were not taken into account. In recent research, the present authors 2 demonstrated that the harness of the woven fabric affects the mechanical properties of the woven composites. The combined impacts of the harness of woven fabrics and the addition of nanofillers should then be examined. Therefore, the present paper conducted an experimental study on the tensile and shear mechanical behaviors of glass/epoxy composites reinforced with woven glass fabric with harnesses of 2, 5, and 8 (plain, 5-harness satin, and 8-harness satin) filled with different weight fractions of CNFs (0, 0.5, 1, and 1.5 wt.%). Statistical analysis is then performed on the experimental results. Finally, an empirical model is developed to predict the strength and elastic modulus of the composites reinforced with woven fabrics and various harnesses at various weight fractions of CNFs.
Experimental procedure
Materials
Properties of ML-506 epoxy resin in detail. 26

Properties of woven glass fabrics. 27

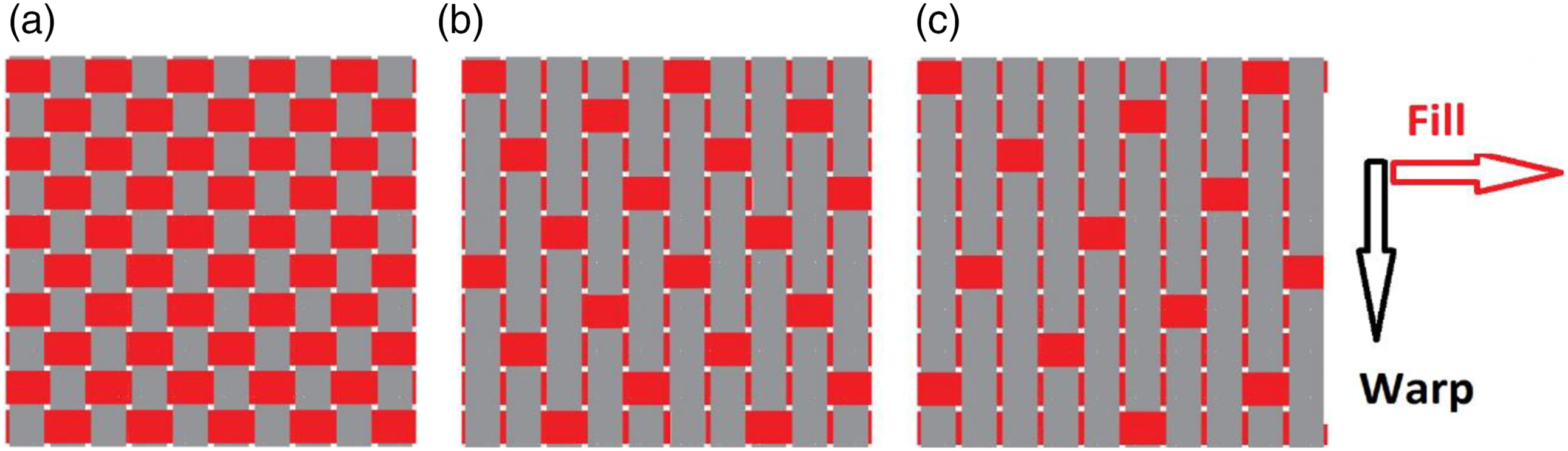
Woven fabrics with (a) 2-harness plain, (b) 5-harness satin, and (c) 8-harness satin.
Dimensional and mechanical properties of carbon nanofibers.

Composite fabrication
Woven fabric composites with and without CNFs were fabricated under tensile and in-plane shear loadings according to the ASTM D3039M 28 and ASTM D3518. 29 Composite specimens are fabricated using 350×350 mm woven glass/epoxy composites with eight plies by the hand lay-up technique. The composites were made of the 52% matrix and 48% fiber volume fractions. The plates were then subjected to a vacuum so that the excess resin was drained and the bubbles were eliminated. Finally, the composite specimens were cured in an autoclave. They were then cut by a waterjet cutting machine into 25 × 250 mm pieces to perform the longitudinal tensile and shear tests. For the tensile specimens, the fill was laid in the loading direction.
On the other hand, for the shear specimens, the angle between the warp and fill was 45° with respect to the loading direction. The CNF-filled composite specimens were fabricated initially by mixing the resin and CNFs. The resulting mixture was then stirred using a mechanical mixer for 20 min to make a relatively uniform distribution of CNFs within the epoxy. The removal of nanofiller agglomerations is among the most important nanocomposite fabrication stages. For this purpose, CNFs were first separated by utilizing ultrasonic waves. The epoxy-CNF mixture was placed into a sonicator to remove agglomerations. The required time for this stage must be calculated since a short time may leave some agglomerations unremoved, and a long time may adversely damage the polymer chains. Using the procedure for the viscosity test of nanoparticle/polymer mixtures developed by Chitsaz et al.,5,30 the required time for different weight fractions of CNFs was calculated to be 70–120 min and implemented. It should be noted that the output power and digital amplitude/intensity control applied to the mixture were 200 W and 50%, respectively.
Before adding the hardener, a rest time is needed until the high temperature of the mixture due to the ultrasonic waves decreased. Afterward, the resulting mixture was stirred in a mechanical mixer at a low speed, i.e., 100 rpm, for 15 min, to have a proper bubble-free resin-hardener mixture. Figure 2 depicts the woven glass/epoxy composite specimens with and without CNFs before tests. As demonstrated, strain gauges have been mounted on the specimens to measure strains. Untreated glass/epoxy composite specimens with and without carbon nanofibers.
Characterization of materials
Tensile tests
Uniaxial tensile tests were carried out using a universal testing machine provided by the Composites Research Laboratory of Iran University of Science and Technology at 10 mm/min speed, measuring the load and strain by load cells and strain gauges, respectively. The woven glass/epoxy composites, prepared without or with CNFs, were tested at different weight fractions, i.e., 0.5%, 1.0%, and 1.5%. The experiment was repeated at least three times for each type of specimen. Figure 3 shows the tested woven composites with CNFs after the failure. The glass/epoxy specimens with carbon nanofibers after the tensile test.
Shear tests
The off-axis shear tests were performed according to the international standards ASTM D3518.
29
The woven glass/epoxy composite specimens were tested at a speed of 10 mm/min and harnesses of 2, 5, and 8. The tests were repeated for the woven composites filled with CNFs at the weight fractions of 0.5%, 1.0%, and 1.5%. The load was measured using load cells, while the strain was measured using a biaxial 0/90 strain gauge, as shown in Figure 4. The specimen subjected to shear loading.
Statistical analysis of experimental results
The experimental results were statistically analyzed using SPSS software. 31 Here, the Kruskal-Wallis test was used to look at the differences between the mean values of strength, modulus of elasticity, and failure strain in the tensile and shear tests of glass/epoxy composites at different weights fractions and harnesses. p-value and H32,33 are indicated for all data regardless of the harness with p-value* and H* and for the case regardless of the CNF weight fraction with p-value** and H**, respectively. H is a parameter related to the Kruskal-Wallis test. In addition, the p-value was calculated to determine the significance of differences between considered data. p-values less than 0.05 indicate a significant change in the data with changes in the desired parameter.
Results and discussion
Tensile behavior
This section reports and compares the tensile elastic modulus, ultimate strength, and failure strain of woven glass/epoxy composites with different weight fractions of CNFs. The results obtained are also statistically analyzed and discussed. Figure 5 illustrates the stress-strain behavior of woven composites with different weave patterns (i.e., plain, 5-harness satin, and 8-harness satin), without and with CNFs at a weight fraction of 0.5%. As shown, the elastic moduli of the composite specimens with and without CNFs slightly differ. However, the specimens with CNFs had larger ultimate tensile strengths and failure strains than those without CNFs for all three harnesses. Tensile stress-strain behaviors of the woven composite specimens with CNFs (0.5 wt.%) and with harnesses of 2, 5, and 8 compared to woven composites without CNFs. CNF: carbon nanofibers.
Tensile modulus
Tensile modulus of composite specimens with different harnesses and carbon nanofiber contents.


Elastic modulus of woven glass/epoxy composites versus carbon nanofiber weight fraction for 2-harness plain, 5-harness satin, and 8-harness satin.
Tensile strength
Tensile strength of composite specimens with different harnesses and carbon nanofiber contents.


Tensile strength of woven glass/epoxy composites versus carbon nanofiber weight fraction for 2-harness plain, 5-harness satin, and 8-harness satin.
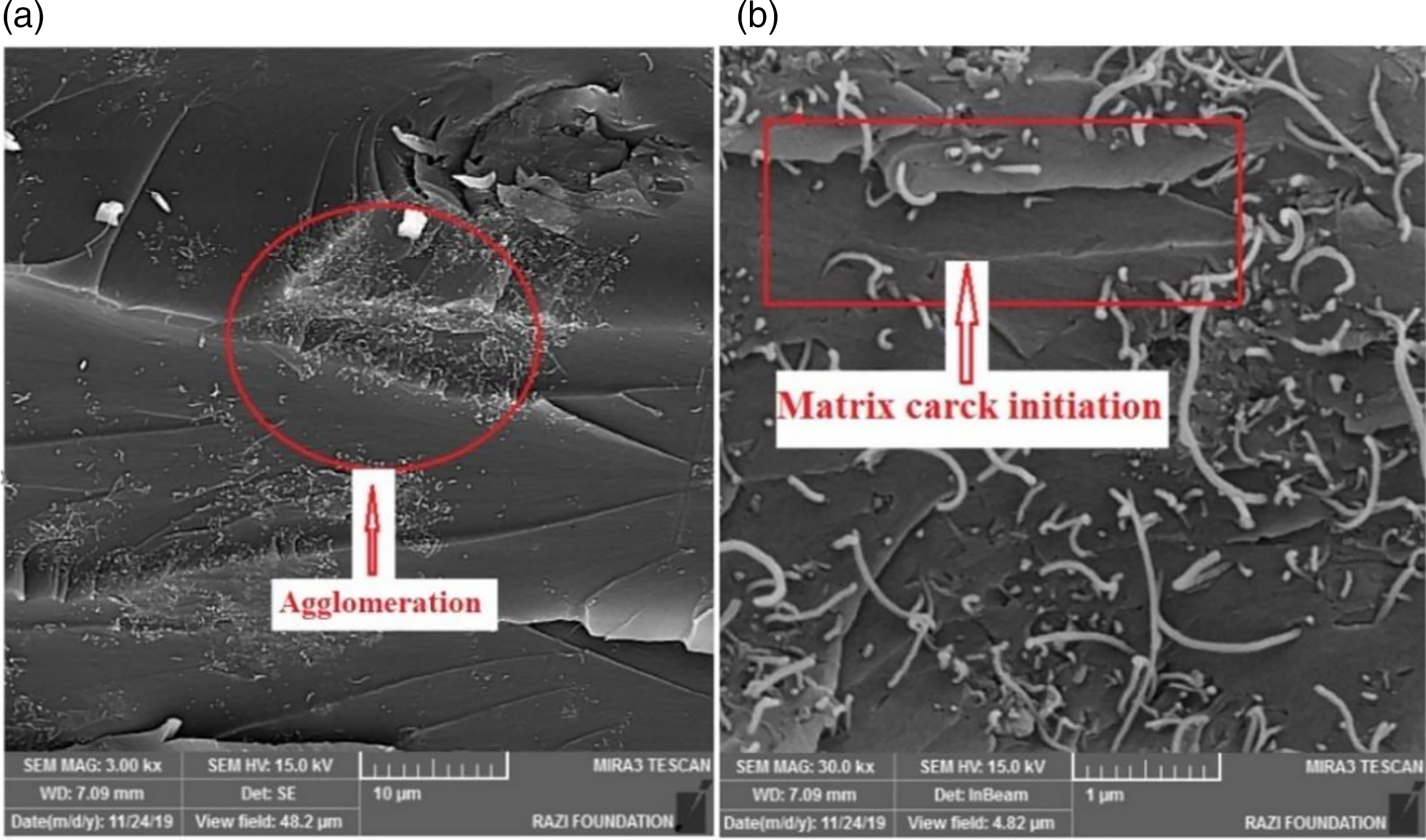
Microscopic images of the woven composites with 1 wt.% CNF, (a) CNF agglomeration, and (b) matrix cracking in a region with a low volume of CNFs. CNF: carbon nanofiber.
Tensile failure strain
Tensile failure strains of composite specimens with different harnesses and carbon nanofiber contents.


Tensile failure strain of woven glass/epoxy composites versus carbon nanofiber weight fraction 2-harness plain, 5-harness satin, and 8-harness satin.
Shear behavior
This section calculates and discusses the shear modulus, ultimate shear strength, and shear failure strain of composites reinforced with various woven fabrics and CNF weight fractions. Figure 10 illustrates the shear stress-strain curves of the woven fabric composite specimen with harnesses of 2 and 5 as well as those filled with CNFs at the weight fractions of 0.5%, 1.0%, and 1.5%. It should be noted that the shear stress-strain curve for composites with harness 8 was omitted from Figure 10 due to its proximity to the shear stress-strain curve for the 5-harness composites. Shear stress-strain curves of the woven composite specimens with (a) harness 2, (b) harness 5 for different weight fractions of carbon nanofibers (0, 0.5, 1, and 1.5 wt.%).
Shear modulus
Shear elastic modulus of the composite specimens with different harnesses and carbon nanofiber contents.


Shear modulus of the woven glass/epoxy composites versus carbon nanofiber weight fraction for 2-harness plain, 5-harness satin, and 8-harness satin.
Shear strength
Shear strength of the composite specimens with different harnesses and carbon nanofiber contents.

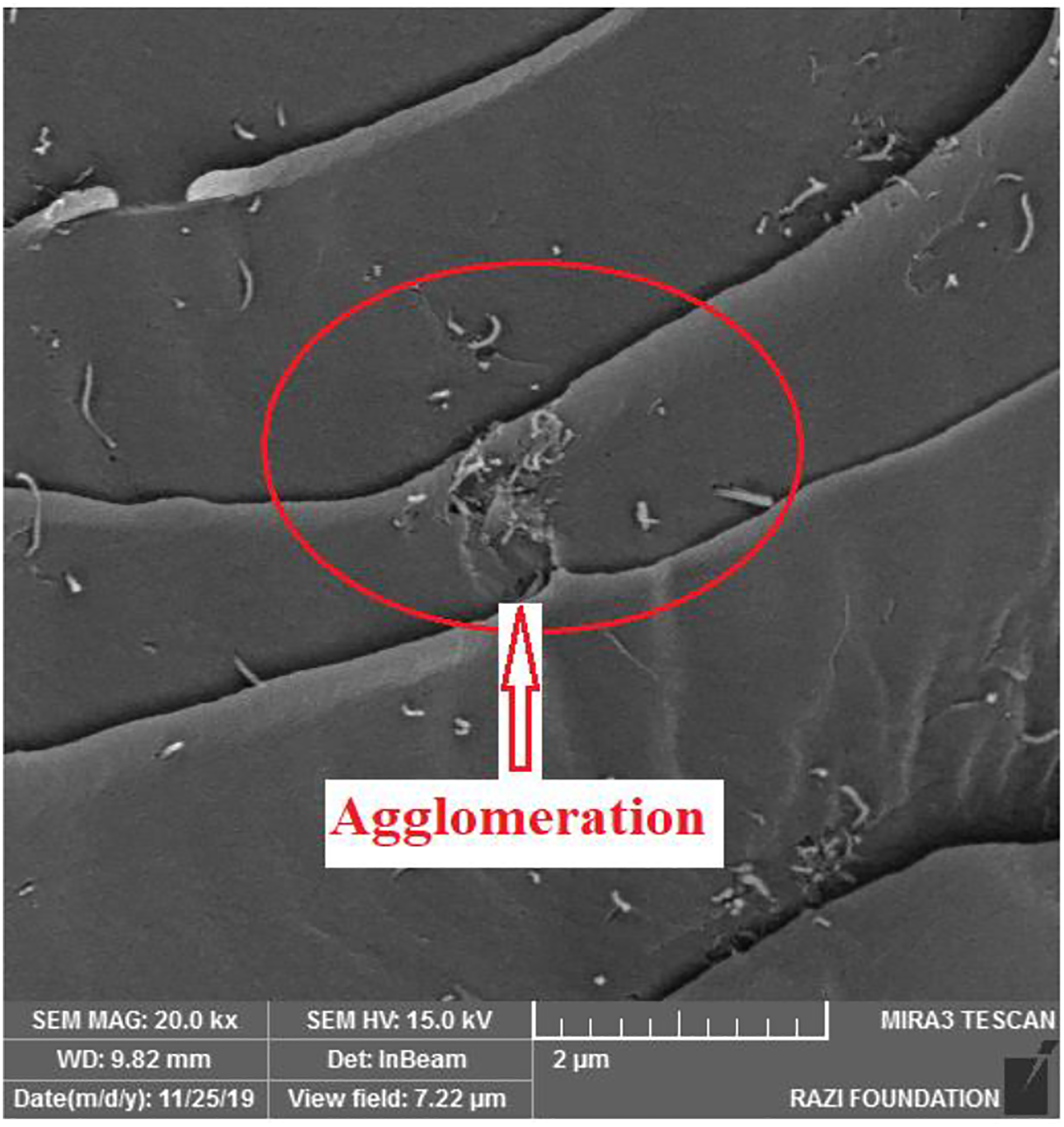
Carbon nanofibers agglomeration in the matrix in the shear specimen.
Figure 13 depicts the shear strength variations versus the CNF weight fraction. It is noteworthy that adding CNFs with a weight fraction of 0.5% to 1.5% has led to insignificant improvements in the shear strength. Therefore, the best value of CNFs weight fraction for the shear strength could be taken as 0.5%. Shear strength of the woven glass/epoxy composites versus carbon nanofiber weight fraction for 2-harness plain, 5-harness satin, and 8-harness satin.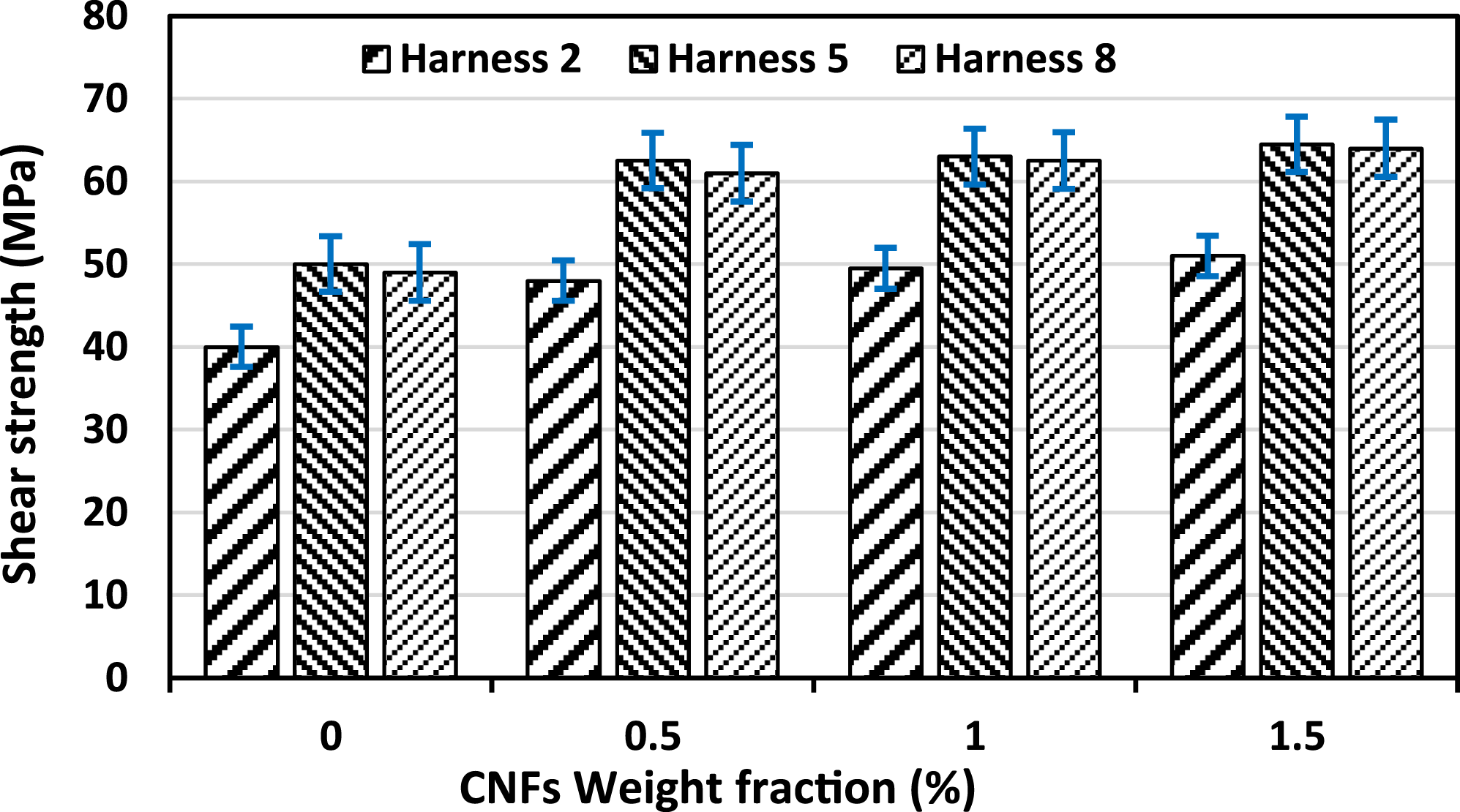
Shear failure strain
Shear failure strains of the composite specimens with different harnesses and carbon nanofiber contents.
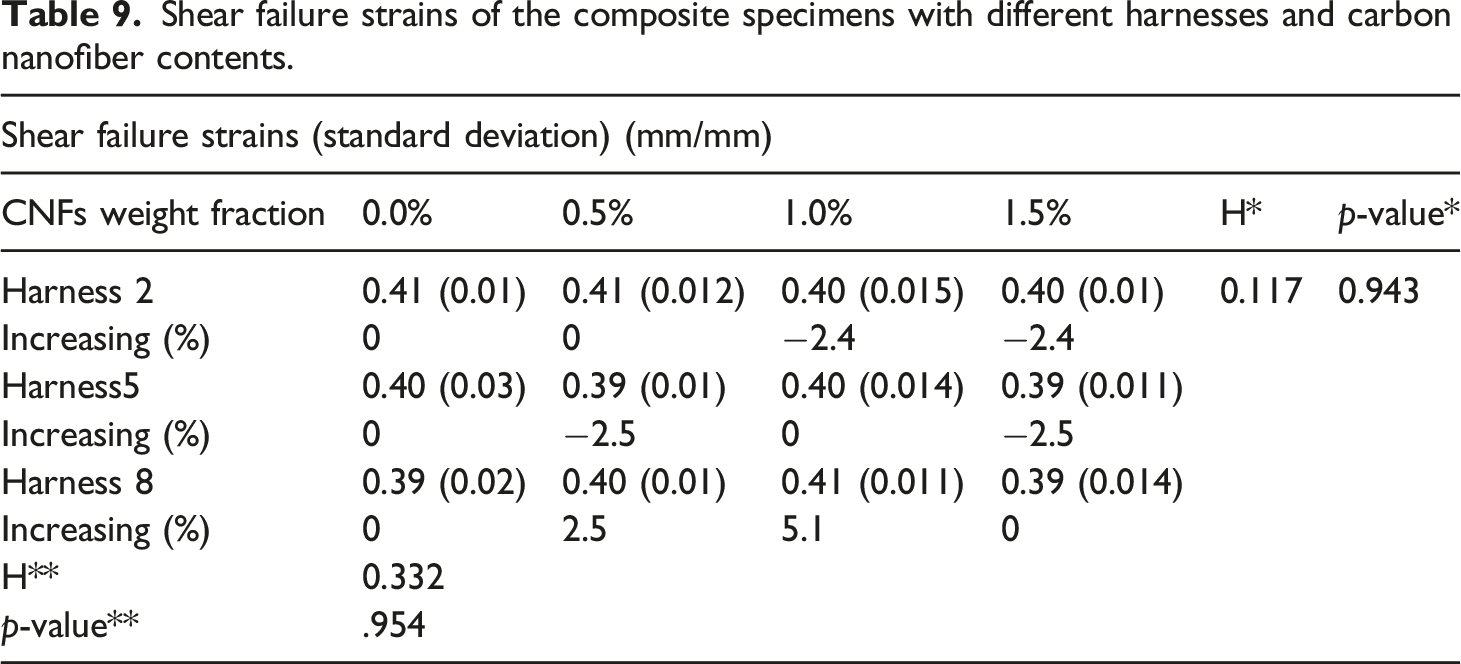

Shear failure strain of the woven glass/epoxy composites versus carbon nanofiber weight fraction for 2-harness plain, 5-harness satin, and 8-harness satin.
Failure mode analysis
Tensile tests
The microscopic edge views in the warp direction at 50 mm from the failed cross-section of the tensile specimen without and with CNFs are illustrated in Figures 15(a) and 16(b), respectively. The test results and a comparison of these figures indicated that matrix cracking, fiber-matrix separation, and consequently, fiber breakage began earlier in the composite specimens without CNFs. Therefore, it can be concluded that adding CNFs increases the matrix strength, and consequently, the fiber-matrix interface properties. Microscopic edge view (in the warp direction) at 50 mm from the failure section of the woven composites under tensile test, (a) without CNFs. (b) With CNFs. CNF: carbon nanofiber. Microscopic cross-section image (in the fill direction) at 50 mm far from the failure section of the woven composites under shear test: (a) without CNFs, (b) with CNFs. CNF: carbon nanofiber.

Shear tests
The microscopic edge views in the warp direction at 50 mm from the failed cross-section of the shear specimen without and with CNFs are illustrated in Figure 16(a) and (b), respectively. The test results and a comparison of these figures indicated that delamination began earlier in the composite specimens without CNFs. Therefore, it can be concluded that CNFs prevented early delamination by enhancing the fiber-matrix interface properties.
Empirical model
Two empirical models were developed in the present study to predict the strength and elastic modulus of composites at different harnesses and CNF weight fractions. They can be used to predict the strength and elastic modulus of woven composites with different harnesses and CNF weight fractions. The model parameters were determined using the experimental data from the woven composites at harness 2 (plain) and at least three distinct CNF weight fractions. To validate this model, its results are compared to the weaves evaluated in this study (plain, 5-harness, and 8-harness satins).
Tensile and shear strengths
The empirical model to predict the tensile (
Shear elastic modulus

The coefficients of the empirical model to predict the tensile and shear modulus and strengths.

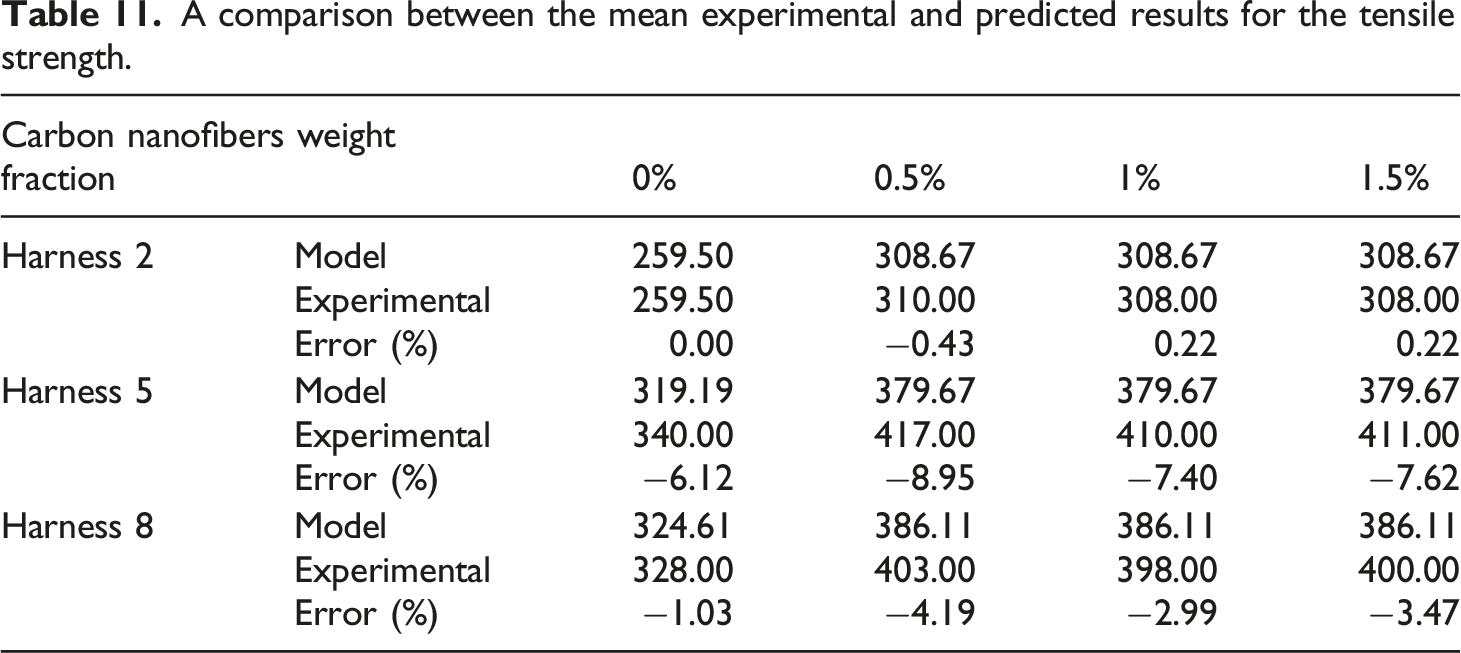
A comparison between the mean experimental and predicted results for the tensile strength.
A comparison between the mean experimental and predicted results for the shear strength.

A comparison between the mean experimental and predicted results for the shear elastic modulus.

Conclusion
The fabric harness and mechanical properties of the matrix affect the mechanical behavior of woven composites. Thus, the effect of three weave patterns (i.e., plain, 5-harness satin, and 8-harness satin) on the mechanical properties of the woven composites under tensile and shear loads was examined experimentally. Besides, the effect of adding CNFs on the mechanical properties of woven glass/epoxy composites with varying harnesses of glass fiber fabric was investigated. It was demonstrated that the fabric harness and the addition of CNFs affect the mechanical properties of the woven fabric composites. 1. Tensile testing of the woven composites with and without CNFs revealed that increasing the harness from 2 to 5 and 8 has a greater effect on the mechanical properties than adding CNFs. However, at certain harnesses, the use of CNFs can significantly improve the tensile mechanical properties. Since the mechanical properties of the matrix are dominant in the shear behavior of composites, using CNFs can improve the shear mechanical properties even more than increasing the harness. 2. Adding 0.5 wt.% CNFs to the matrix of the woven composites reinforced with glass fabrics and harnesses of 2 (plain), 5 (5-satin), and 8 (8-satin) enhanced the ultimate tensile strength by 19.2%, 22.6%, and 22.9%, respectively. The tensile strength did not increase further by increasing the CNFs weight fraction from 0.5% to 1.0% or 1.5%. The addition of CNFs, on the other hand, did not significantly affect the elastic tensile modulus of the woven composites. At a weight fraction of 0.5%, the addition of CNFs increased the tensile failure strain of the woven composites. Increasing the CNF weight fraction above 0.5% did not influence the tensile failure strain. 3. The addition of CNFs improved the shear modulus and shear strength of the woven composites, with a greater impact on the shear properties than the tensile properties. The addition of 1.5 wt.% CNFs increased the shear strength by 27.5%, 29.0%, and 30.6%, for harnesses 2, (plain), 5 (5-satin), and 8 (8-satin), respectively. The addition of 1.0 wt.% CNFs seemingly enhanced the shear modulus by 15%, 17.8%, and 18.7% for harnesses 2 (plain), 5 (5-satin), and 8 (8-satin), respectively. However, a further increase in the CNFs weight fraction above 1.0% did not increase the shear modulus. Besides, the addition of CNFs did not contribute to a significant change in the shear failure strain. 4. The present empirical model is easy to implement and could well predict the shear elastic modulus and tensile and shear strength of woven composites at different harnesses and various CNFs weight fractions.
Footnotes
Acknowledgements
The authors would like to thank the Iran National Science Foundation (INSF) for Grant number 97024007.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This study is supported by Iran National Science Foundation (97024007).