
Abstract
In recent years, light-weight nano composite materials have been progressively employed in the aviation, defense, naval and automotive manufacturing applications owing to their outstanding mechanical and crashworthiness characteristics. In this regard, nano composite cylindrical tubes could be significantly utilized as energy absorbing elements for dissipating the impact energy during vehicle collisions. The present research study aimed to examine the lateral crashworthiness response of Multi-Walled Carbon Nano Tubes (MWCNT) filled epoxy composite (basalt fabric and glass fabric) tubes of three different inner diameters using quasi-static crushing experiments. Crushing profiles and crush force–deformation curves of all the recommended typical tube samples are computed and discussed elaborately. The results obtained revealed that better crashworthiness characteristics of MWCNT reinforced epoxy composite tubes with a larger diameter, were owing to more promising crushing modes occurring during lateral compression. It is also found that the lateral crashworthiness response of the MWCNT filled glass fabric epoxy composite tubes was marginally superior to that of the MWCNT filled basalt fabric epoxy composite tubes. However, both the recommended composite cylindrical tubes with nano-fillers might be employed as energy dissipating elements in modern vehicles.
Keywords
Introduction
Structural crashworthiness is currently a main constraint during the crashworthiness design of modern automotive vehicles. Energy absorbing ability (EAA) is also a significant crashworthiness parameter of structural composite materials owing to various reasons [1]. For instance, energy absorbing structure is designed such that it dissipate the impact kinetic energy during collisions in a controlled mode before it gets transferred to the occupants. Conventionally, metals like aluminium and steel are the most frequently employed materials for energy absorption applications, owing to their progressive and stable deformation features [2]. On the contrary, composite materials do not show progressive deformation like metallic elements, but they exhibit better Specific Energy Absorption (SEA) than the metals [3]. Polymer-based nano composites extends the potential for simultaneous enhancement of crashworthiness and impact properties. It has been reported from the previous literature that the EAA of the composite structures could be modified by incorporating nano-fillers in the polymer matrix [4,5].
Although polymer composites has outstanding mechanical properties, tremendous dimensional stability, light-weight, and adhesion properties, it could not be employed alone for structural crashworthiness applications owing to their low energy absorbing properties [6]. In recent years, numerous researchers have concentrated on increasing such properties by incorporating nano fillers such as nano clay, fly ash, SiO2, TiO2 and MWCNTs in the epoxy matrix composites [7–9]. For instance, Uddin et al. [10] conveyed that the compressive strength of the glass fiber-reinforced composite were considerably enhanced when a nano silica particle-reinforced epoxy was employed as the matrix material. Later, the same authors conveyed that the silica nano filler-reinforced glass fiber composite also improved the impact characteristics in comparison to the conventional composite devoid of nano-fillers [11]. Miyagawa et al. [12] witnessed that the inclusion of 5 wt. % of nano-clay to the carbon fabric reinforced polymer composite (CFRP) prompted in substantial enhancement of the critical energy release rate. The interlaminar fracture toughness of CFRP was enhanced by 85% with the introduction nano-clay in the epoxy polymer matrix [13]. The experimental outcomes of Yokozeki et al. [14] indicated that the incorporation of MWCNTs considerably enhanced the interlaminar fracture toughness of traditional CFRP laminates. The high specific area of MWCNTs plays a significant role in enhancing the energy absorption characteristics of the nano fillers based polymeric composite components owing to the interfacial friction between the nano fillers and the polymer matrix.
Various research studies on crashworthiness design of thin-walled polymer composite tubular structures under lateral loading conditions have been investigated in the previous years. For example, Rouzegar et al. [15] examined the flattening process of composite circular tubes experimentally using quasi-static experiments. Abdewi et al. [16] examined the effect of corrugations on the circular tube subjected to lateral crushing experiments and the outcomes obtained revealed that the crushing force was not influenced considerably by corrugation profile. Abbas [17] examined the quasi-static lateral crushing behaviour of glass fiber polymer composite tubes experimentally in terms of the crashworthiness performance indicators. Recently, Yan et al. [18] explored the lateral crashworthiness performance of hybrid polyurethane foam reinforced flax fabric polymer composite tubes experimentally. Almeida et al. [19] predicted the crushing behaviour of the CFRP tubes under lateral compression using numerical models.
In the past decade, various research studies have reported that the nano-fillers could enhance both stiffness and EAA of the traditional fabric-reinforced polymer composites [20,21]. Though there is a crucial requirement and specific significance for the improved EAA of fiber reinforced polymer composite tubes under lateral loading conditions, the relevant research articles are inadequate in previous literature. Accordingly, this research paper summarizes the results on the lateral crashworthiness response of MWCNT filled epoxy composite (basalt fabric and glass fabric) tubes using quasi-static experiments. The influence of tube diameter on the crashworthiness behaviour and EAA of the nano filler reinforced composite tubes are evaluated and compared with those of conventional composite tubes. The overall outcomes related to the proposed nano filler reinforced polymer composite tubes are of substantial importance to the crashworthiness design of energy absorbing tubes as an appropriate crash protection components during the automobile lateral impact events.
Materials and fabrication of tubes
Materials
In this research study, two types of fabrics were employed as reinforcement to fabricate the proposed nano composite tube samples. Woven basalt fabric is one such material of interest currently being extensively used as a primary reinforcement in a polymeric matrix of a composite. It is a well-known ecofriendly natural source with cost-effective and high specific mechano-physico-chemical properties. Basalt fabric is chemically rich with oxides of calcium, magnesium, potassium, silicon, iron, sodium, along with traces of alumina [22]. The plain-woven (bidirectional) basalt fabric of thickness 0.23 mm with 200 GSM was procured from Arrow Technical Textiles Private Limited, Mumbai, India and the properties specified by the supplier is shown in Table 1. Woven E-glass (bidirectional) fabric is one of the best suited synthetic fabrics for any structural applications that demands weight savings. It is enriched with the raw materials such as varying combinations of SiO2, Al2O3, B2O3, CaO, and MgO [23]. Glass fabric exhibits high strength, light-weight, flexibility, stiffness, durability, and excellent mechanical properties. A commercially existing plain woven E-glass fabric of thickness 0.4 mm with 400 GSM was procured from Gautam Fibre Glass Ltd, Hyderabad, India and the properties of glass fabric is shown in Table 2.
Properties of basalt fabric.

Properties of E-glass fabric.

To attain the superior strengthening outcome in the composite, it is essential to have better interface adhesion between the fabrics and resin. LY556 Epoxy resin is one of the well-known thermosetting polymers that can be used as the matrix phase in the fabric composites owing to its better performance both at room temperature, and high temperature, and its reduced weight [24]. MWCNTs are a great choice of nano-scale fillers and can enhance interface and mechanical properties as well as thermal conductivity in the composite products. MWCNTs are hollow, cylindrically shaped allotropes of carbon that consist of multiple rolled concentric tubes of one dimensional graphene layers. Their diameter is 3–30 nm and their aspect ratio can vary between 10 and ten million [25] and the other significant properties are shown in Table 3. This nano filler was procured from Platonic Nanotech Private Limited, Jharkhand, India.
Properties of MW-CNTs.

Fabrication of tubes
The proposed nano composite tubes are made with basalt fabric reinforced epoxy composite and glass fabric reinforced epoxy composite. In the beginning, the epoxy polymer resin was blended with MW-CNT fillers at 5% weight proportion for 3–5 minutes in a magnetic stirrer. Then the solution was sonicated in bath sonicator for 2 hrs to ensure proper dispersion of the nanotubes in the solution. Subsequently the hardener was dispersed in the 10:1part (resin: hardener) and it was stirred again for 15 minutes to make a uniform mixture without any agglomeration. The mixing process of MW-CNT fillers in the epoxy resin is shown in Figure 1. A composite prepreg was prepared by MW-CNT dispersed epoxy resin mixture reinforced with various layers of fabric skin.

Preparation of resin-filler mixture.
The prepared prepregs were wrapped with the tube axis around a wooden mandrels of three different outer diameters of 50 mm, 60 mm and 70 mm. A simple and economic hand layup process was utilized to fabricate all the proposed configuration of tubes. The fabricated tubes were cured for 24 hours according to curing conditions recommended by the researchers in previous literature [26,27]. The curing temperature was around 30 °C. Then samples with the length of 150 mm were pierced from the cured composite tubes to make the specimens ready for the crushing tests. The successfully fabricated tubes for quasi-static lateral crushing tests are shown in Figure 2.

Fabricated composite tube samples.
The codes used in this research study to represent the tube samples are described as below: B50: Basalt fabric epoxy tube of 50 mm diameter. B60: Basalt fabric epoxy tube of 60 mm diameter. B70: Basalt fabric epoxy tube of 70 mm diameter. BN50: Basalt fabric epoxy tube of 50 mm diameter along with MWCNT nano-fillers. BN60: Basalt fabric epoxy tube of 60 mm diameter along with MWCNT nano-fillers. BN70: Basalt fabric epoxy tube of 70 mm diameter along with MWCNT nano-fillers. G50: Glass fabric epoxy tube of 50 mm diameter G60: Glass fabric epoxy tube of 60 mm diameter G70: Glass fabric epoxy tube of 70 mm diameter GN50: Glass fabric epoxy tube of 50 mm diameter along with MWCNT nano-fillers GN60: Glass fabric epoxy tube of 60 mm diameter along with MWCNT nano-fillers GN70: Glass fabric epoxy tube of 70 mm diameter along with MWCNT nano-fillers
Testing methods
Experimental methods for the current study were employed to examine the EAA of the proposed thin-walled basalt and glass fabric nano composite tubes exposed to a quasi-static loading in the lateral direction. Although these tube structures are typically utilized at higher velocities, quasi-static loading was examined initially as similar predominant deformation mechanisms prevail under impact loading. Since the similar pre-dominant geometrical effects will also occur under actual impact crash conditions. Substantially, the quasi-static crushing tests are representative for impact crash tests. The measurement of lateral quasi-static crushing force response is more accurate in comparison with a response of the lateral impact loading, which complements to the advantage of lateral quasi-static crushing. The successfully fabricated composite cylindrical tube samples were crushed laterally under quasi-static loading based on ASTM-D3410 standard as shown in Figure 3.

Lateral crush loading conditions.
The compression test was executed on the computerized universal testing machine (Instron Model: MTS 8100 AG-I) at a constant cross-head speed of 3 mm/min. In all the performed tests, the tube samples were crushed between two flat rigid plates of the instrument. For each configuration, the testing was performed for three times to check the repeatability of experimental results. The discrepancy in the energy absorption ability between three samples was about 5%, which is allowable. The crashworthiness behaviour of the composite tubes was described by evaluating the crashworthiness performance indicators [28–32] such as Crushing Length (CL), Average Crushing Force (ACF), Energy Absorbing Ability (EAA) and Specific Energy Absorption (SEA) as defined in Table 4. All these parameters were obtained from the respective lateral crush force deformation plots of each sample as shown in Table 5.
Crashworthiness performance indicators during quasi-static loading.

Lateral crashworthiness performance under quasi-static load.

CL: Crushing Length; ACF: Average Crushing Force; EAC: Energy Absorption Capacity; SEA: Specific Energy Absorption
Results and discussions
A crashworthy structure must be designed to dissipate the impact crushing energy in a controlled way and this can be attained by continuous crushing modes of the nano composite tubes. To investigate the lateral crushing behaviour of the thin-walled nano composite tubes of various configurations, the proposed tubes were fabricated by hand layup process initially. In the current research study, four different types of tube configurations such as (a) basalt fabric epoxy composite cylindrical tube of 50 mm, 60 mm and 70 mm diameter (b) basalt fabric epoxy reinforced MW-CNT composite cylindrical tube of 50 mm, 60 mm and 70 mm diameter, (c) Glass fabric epoxy composite cylindrical tube of 50 mm, 60 mm and 70 mm diameter (d) Glass fabric epoxy reinforced MW-CNT composite cylindrical tube of 50 mm, 60 mm and 70 mm diameter were considered as energy absorbing structure.
Lateral crushing behaviour of basalt fabric reinforced nano composite tube
The crushing mechanism is a significant factor to estimate the crashworthiness behaviour of the nano composite tubes as energy absorbing structures [33–35]. The lateral crushing characteristics and the energy absorption features of basalt fabric reinforced nano composite cylindrical tubes were examined using quasi-static experiments [36,37]. All the compressed tube samples experienced flattening deformation in the initial crushing phase. Figure 4 displays the typical progressive crushing profiles of the both hybrid basalt fabric/epoxy tubes and basalt fabric-MWCNT reinforced epoxy tubes at four equal stages of compression.

Crushing histories of basalt fabric polymer tubes under quasi-static load. (a) Basalt fabric epoxy tube without MWCNT fillers (B 60) and (b) basalt fabric epoxy tube with MWCNT fillers (BN 60).
When the lateral force is applied on the basalt fabric reinforced nano composite tube, the cylindrical section of the tube deformed into an elliptical profile in the beginning. When the applied force is sustained further, two longitudinal fracture lines were occurred near to the line of contact between the tube and the rigid plate. Subsequently, two other fracture lines were formed at a position of 90° with the vertical diameter. Bending deformation with fiber damage along the horizontal fracture line was more. Crushing profile of the tubes remains symmetric about the both the horizontal and vertical fracture lines. Similar crushing profiles in all the tested samples about were witnessed. The deformation process continued with the 80% reduction in tube diameter for all the tested tube configurations. On the contrary, the crushing history shown in Figure 4 (b) showed asymmetric crushing profile about vertical axis and more fiber fracture were observed which resulted in reduction of crushing force resistance and less energy absorption ability. However, the tubes with nano fillers showed better crushing behavior with remarkable EAA. This is due to the fact that the incorporation of MWCNT fillers in the epoxy matrix which act as efficient load transferring agent in the composite tubes, inducing plastic deformation into the epoxy, and increase the compressive strength.
The typical final crushed patterns of both basalt fabric/epoxy tubes and basalt fabric- MWCNT filled epoxy tubes of three different diameters after removal of the applied load are compared in Figure 5. The laterally crushed final patterns of the tube samples indicated that all the proposed tube configurations exhibited similar deformation styles during lateral compression, since their thickness and length are same. The comparative outcomes perceived that the final crushed patterns of basalt fabric-MWCNT reinforced epoxy tubes are similar to the basalt fabric/epoxy tubes. Thus, the presence of MWCNT nano-fillers has no recognizable effect on the crushed pattern of the traditional tube. However, the use of MWCNT nano-fillers enhances the energy absorption ability owing to the increase in load carrying capacity during crushing. When the applied lateral load is removed, the compressed tube retained to half of its crushed length and the horizontal fracture lines are vanished which can be noted from Figure 5.

Comparison of final crushed patterns during lateral compression. (a) Basalt fabric epoxy tube without MWCNT fillers and (b) basalt fabric epoxy tube with MWCNT fillers.
The lateral crush force–deformation and Energy absorption characteristics of both based basalt fabric/epoxy tubes and basalt fabric-MWCNT reinforced epoxy tubes of three different diameters are illustrated in Figure 6. Typically, it is noted that all these tubes almost deform elastically till the initial peak crushing force, corresponding to the beginning of plastic deformation. Subsequently, the curves indicate a progressive deformation with gradual increase in the crush force. It is also witnessed that the lateral crushing force descents after certain period due to the fracture of the composite layer.

Lateral crushing and Energy absorption characteristics. (a) Basalt fabric epoxy tube without MWCNT fillers and (b) basalt fabric epoxy tube with MWCNT fillers.
The curves in Figure 6(a) show that the tube diameter has negligible effect on the tendency of the lateral crush force–deformation responses of the basalt fabric/epoxy tubes but with increased crush force. However, it is perceived from Figure 6(a) and (b) that at the initial elastic period, the slope of the tube with 70 mm diameter is superior to the tube with 60 mm and 50 mm diameter, signifying the tube with 70 mm diameter retains more stiffness, which is independent of the thickness of the tube. Earlier research study [38] on axial deformation of flax/epoxy tubes exhibited that the initial peak crushing force values of tubes corresponded to deformation of almost 2 mm, but the deformations at initial peak crushing force of the tubes under lateral deformation indicated different in the present study about 6–8 mm. The final phase of deformation curve indications variations in crushing force which represent the failure of composite tube. This change is negligible in Figure 6(b) owing to the MWCNT nano filler effect on the deformation response. The energy absorption ability versus deformation characteristics of the tested basalt fabric reinforced epoxy tube with and without MWCNT fillers is clearly depicted in Figure 6(a) and (b). It is clear from these figures that addition of MWCNT fillers in the tube increases the energy absorption rate irrespective to the change in diameter of the tube. For instance, the energy absorbing ability of the B50 tube was 36 J, as compared to 54 J for the BN50 tube that contains MWCNT fillers. Thus the basalt fabric reinforced epoxy tube with MWCNT fillers showed an increase in EAA of approximately 50%. Comparable results with an increase in magnitude were also observed for B60 and the B70 tube specimens.
Lateral crushing behaviour of glass fabric reinforced nano composite tube
To examine the progressive lateral crushing behaviour of the glass fabric reinforced nano composite tubes, pictures are taken at 4 phases of the deformation during lateral crushing process. Under lateral crushing force, mostly the contact between the tube and the rigid plates was concerted in two points initially at the vertical ends of the tube diameter. The cell wall of the tube acted as a spherical arc which deformed elastically as shown in the Figure 7. It is also noted that the MWCNT reinforced tubes crushed progressively with the catastrophic failure and delamination. On the contrary the tubes without nano-fillers experienced irregular fracture at the final stage which may occur due to improper matrix-fiber interface. This may lead to reduction in their energy absorbing capability.

Progressive crushing profiles during various phases of lateral compression. (a) Glass fabric epoxy tube without MWCNT fillers (G 60) and (b) glass fabric epoxy tube with MWCNT fillers (GN 60).
The typical final crushed patterns of both glass fabric epoxy tubes and glass fabric- MWCNT reinforced epoxy tubes of three different diameters after removal of the applied load are compared in Figure 8. The comparative outcomes perceived that the final crushed patterns of glass fabric-MWCNT reinforced epoxy tubes are similar to the glass fabric epoxy tubes. Thus, the presence of MWCNT nano-fillers has no recognizable effect on the crushed pattern of the traditional tube. However, the use of MWCNT nano-fillers enhances the energy absorption ability owing to the strong interface between the glass fabric and the epoxy matrix during crushing which can be noted from Figure 8. Compared with the final crushing history of basalt fabric-epoxy tubes displayed in Figure 5, it is noticed that regarding to the final crushed patterns, that of basalt fabric epoxy polymer tubes is similar to the glass fabric epoxy tubes, i.e. initial pair of fracture lines developed in the vertical diameter of the tube and then the further pair of fracture lines formed at the horizontal diameter of the tube.

Final crushed patterns during lateral compression. (a) Glass fabric epoxy tube without MWCNT fillers and (b) glass fabric epoxy tube with MWCNT fillers.
The lateral crush force–deformation and energy absorption characteristics of both glass fabric epoxy tubes and glass fabric-MWCNT reinforced epoxy tubes are illustrated in Figure 9. It is noticed from the Figure 9(a) and (b) that there is a typical variance between the glass fabric epoxy tubes with and without nano-fillers in their lateral crush force–deformation histories. The instantaneous lateral crush force–deformation curves of the MW-CNT filled tubes are greater than the corresponding glass fabric epoxy tubes in the entire deformation range, signifying the influence of the MW-CNT nano filler. Because of the existence of MW-CNT nano filler, these tubes display a progressive and uniform crushing mode. The MW-CNT filled glass fabric epoxy tubes can be crushed with more crushing time compared to the corresponding tubes without nano-fillers. Obviously, tube with larger diameter has higher peak crush force under lateral loading. The increase in the mean crush force is almost directly proportional to the increase in tube diameter. As expected, the energy absorption ability value also increases with an increase in the diameter of the tube. It is noticed from the Figure 9 that the area under the lateral crush force–deformation curve is considerably higher for the tube with 70 mm diameter. The energy absorption ability versus deformation characteristics of the tested glass fabric reinforced epoxy tube with and without MWCNT fillers is clearly depicted in Figure 8(a) and (b). It is clear from these figures that addition of MWCNT fillers in the tube increases the energy absorption rate irrespective to the change in diameter of the tube. For instance, the energy absorbing ability of the G50 tube was 50 J, as compared to 76 J for the GN50 tube that contains MWCNT fillers. Thus the glass fabric reinforced epoxy tube with MWCNT fillers showed an increase in EAA of approximately 52%. Comparable results with an increase in magnitude were also observed for G60 and the G70 tube specimens.

Lateral crushing and Energy absorption characteristics. (a) Glass fabric epoxy tube without MWCNT fillers and (b) glass fabric epoxy tube with MWCNT fillers.
Comparison of crashworthiness characteristics
It is significant to compute the influence of the MWCNT fillers, type of fabric, and tube diameter of the proposed composite cylindrical tubes on their Average crush force, and Specific Energy Absorption respectively. The described crashworthiness parameters based on experimental outcomes account for the crushing of composite cylindrical tubes subjected to lateral loading. It is evident from the overall outcomes that both the basalt fabric-MWCNT reinforced epoxy tubes and glass fabric-MWCNT reinforced epoxy tubes are desirable to employ as impact energy absorbing structures than the conventional tubes owing to their stable progressive crushing and better energy absorbing characteristics.
Average crush force (ACF)
Average crush force is one of the most significant parameters for quantifying the crushing behavior of compressed tubes, which is obtained by dividing the measured absorbed energy (EAA) to the total crush length (CL). The comparative results of average crush force of both the proposed composite cylindrical tubes obtained during quasi-static lateral loading conditions is shown in Figure 10. The results revealed that the average crush force of the MWCNT filled composite tubes are superior to the conventional cylindrical tubes tested under the same loading conditions.
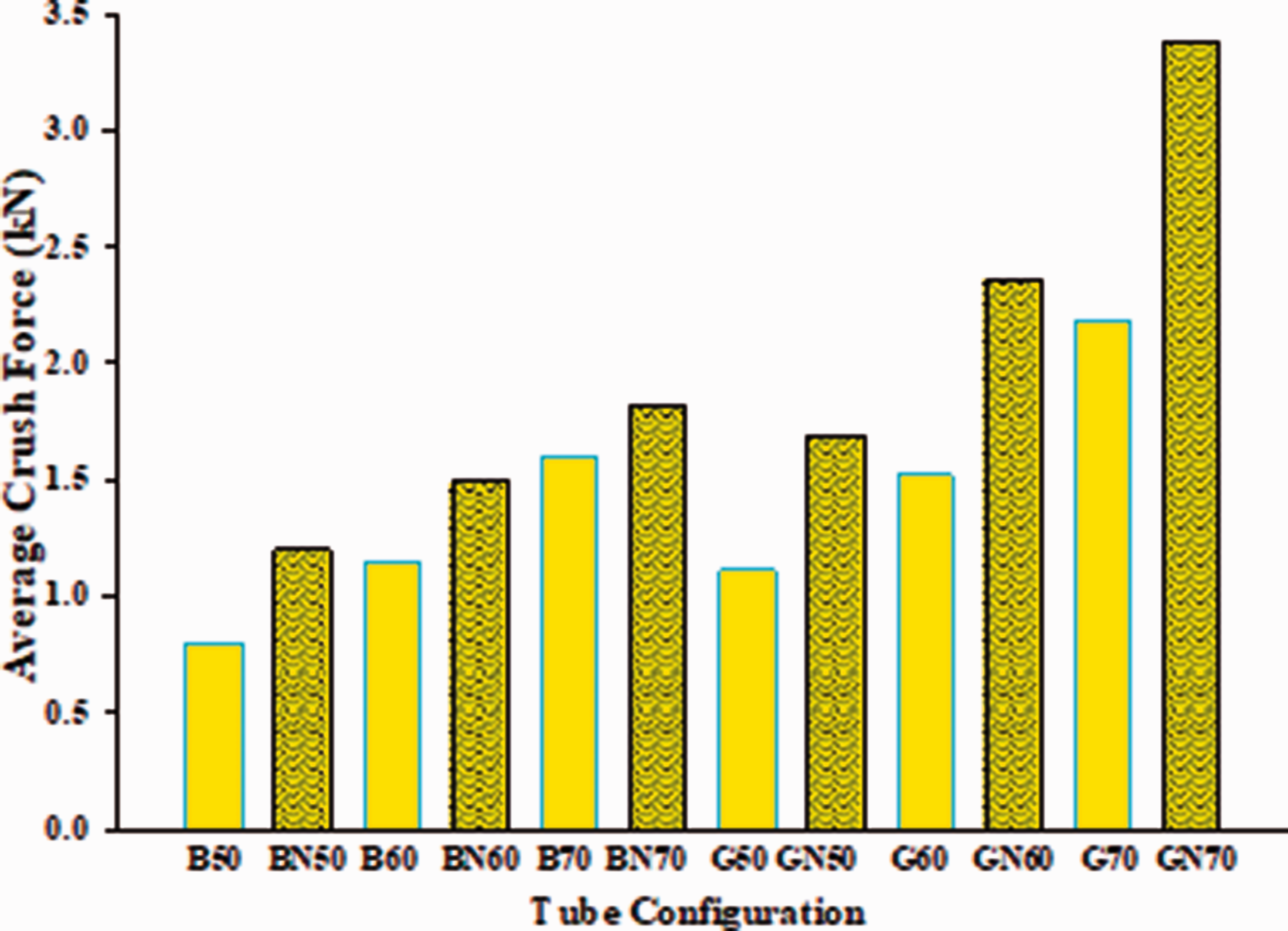
Comparison of ACF of hybrid tube samples.
From the quasi-static experiments, the basalt fabric-MWCNT reinforced epoxy (BN50) tubes exhibited an increase of 26% in ACF compared to the basalt fabric-MWCNT reinforced epoxy (B50) tubes while the BN60 and BN70 tubes further increased the ACF sequentially by 31% and 14% to that of the conventional B60 and B70 tubes. It is also observed that both the proposed nano composite tubes exhibited a gradual increase in ACF as the diameter of the tube was increased. The similar observations were also reported by the researchers [39,40]. For the glass fabric-MWCNT reinforced epoxy tubes, GN50 tube exhibited an increase of 34% in ACF compared to the glass fabric-epoxy (G50) tubes while the GN60 and GN70 tubes further increased the ACF sequentially by 37% and 39% to that of the conventional G60 and G70 tubes. Based on the results obtained, Glass fabric epoxy tubes filled with MWCNT particles revealed the better results with more crush force absorption.
Specific energy absorption (SEA)
The other significant crashworthiness parameter for assessing the overall performance of energy absorbing structure is the SEA which is defined as the ratio of EAC of the tube to their consumed mass of the tube [41–44]. The specific energy absorbed by both the basalt fabric-MWCNT reinforced epoxy tubes and glass fabric-MWCNT reinforced epoxy tubes during the quasi-static lateral crushing experiments was compared and illustrated in Figure 11. It was noticed that the SEA of MWCNT nanofillers reinforced tube samples were found to be increased when compared with the conventional tube samples irrespective of the type of fabric employed.
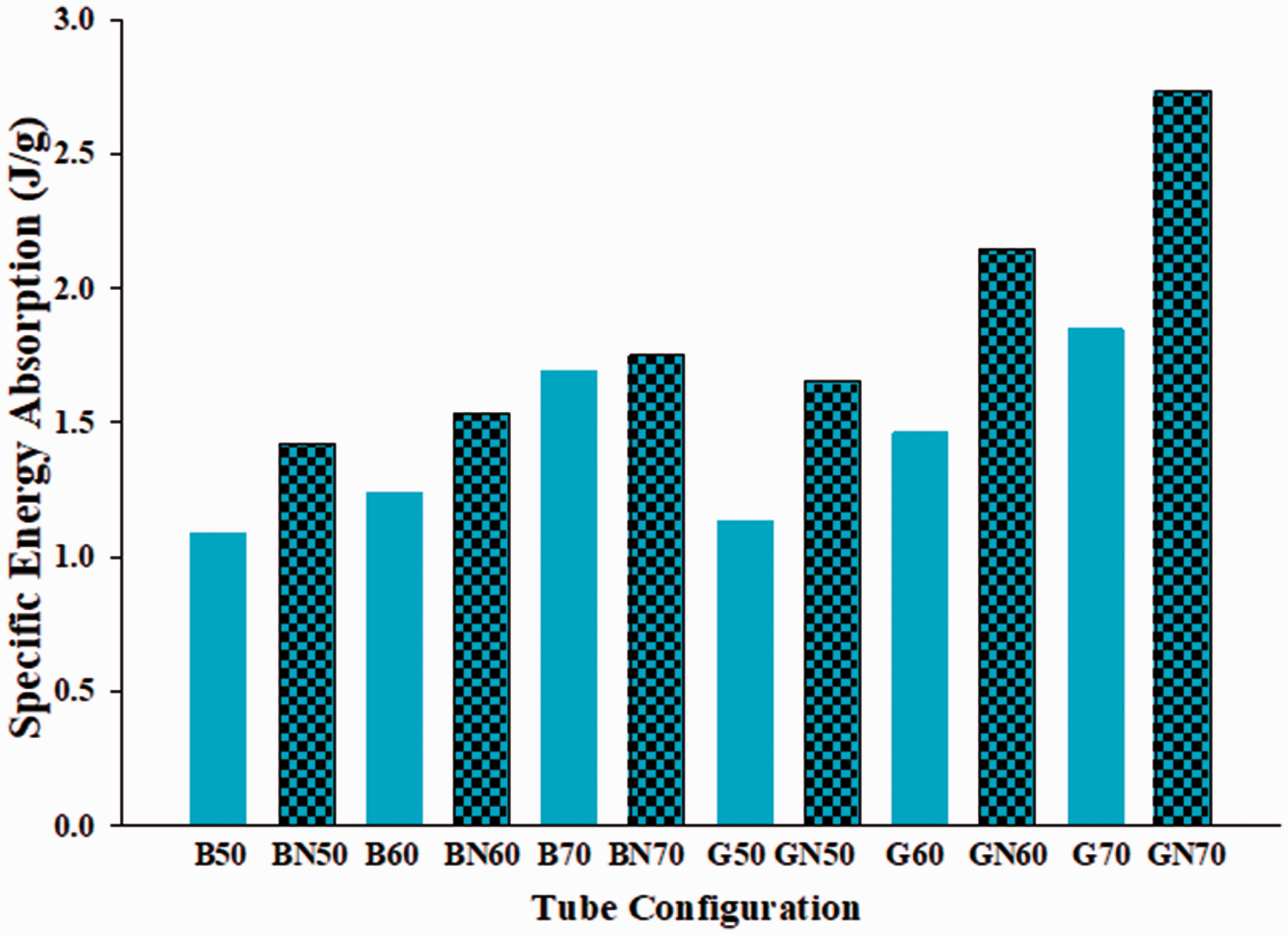
Comparison of SEA of hybrid tube samples.
For instance, basalt fabric-MWCNT reinforced epoxy tubes (BN70) showed an enhancement of SEA of about 16% related to the basalt fabric epoxy (B70) tubes while the glass fabric-MWCNT reinforced epoxy (GN70) tubes increased the SEA by 48% respectively. The reason for the increase of SEA characteristics is owing to the incorporation of MWCNT nanofillers which strengthens the interface between basalt fabric and the epoxy matrix. It was perceived from the comparative plot that the GN70 tube gained relatively higher SEA capacity than the other tube samples considered. It is observed that the absorbed specific energy of BN50 tube is 1.42 J/g, however this SEA value increases up to 1.85 J/g in BN70 tube, which means that the SEA of BN70 tube is nearly 30% superior to that of BN50 tube. The overall data indicate that the SEA of both the proposed hybrid tubes was strongly reliant on the diameter of the composite tube. Tubes with larger diameter show more SEA as a significance of more energy absorbed along the crush length and resistance of composite.
Conclusions
In this research article, the deformation and energy absorption characteristics of hybrid nano composite tubes and influence of incorporation of MWCNT nanofillers on the crashworthiness performance are investigated under quasi-static lateral loading conditions. From the experimental tests performed in this study, the main conclusions are obtained as follows: The remarkable results associated with the proposed nano composite tubes highlight the merits of adding nanofillers in the composite tube for absorbing more impact energy during sudden collisions. The average crush force of the MWCNT filled composite tubes are superior to the conventional tubes tested without nanofillers under the same loading conditions by 20–40%. The Specific Energy Absorption of MWCNT nanofillers reinforced tube samples was found to be increasing when compared with the conventional tube samples irrespective of the tube diameter employed. The overall outcomes that both the basalt fabric-MWCNT reinforced epoxy tubes and glass fabric-MWCNT filled epoxy tubes are desirable to employ as impact energy absorbing structures owing to their better energy absorbing characteristics.
Future scope
The crushing behaviour and associated energy absorbing properties is of at most importance for the design engineers working in automotive crash and safety domains. Any attempt to mitigate the injuries and protect the occupants is extremely valuable and needs continuous attention to the ongoing challenges. As discussed and presented in this research the lateral crushing characteristics of Multi-Walled Carbon Nano Tubes (MWCNT) filled epoxy composite (basalt fabric and glass fabric) tubes provides excellent mechanism for enhancing the energy absorption ability. This current research can be further improved in future by using different types of fabrics and nano fillers such as nano graphene, Al2O3, TiO2, Fly ash etc. Furthermore, in order to attain a comprehensive understanding of crushing mechanisms of such materials, the microstructure evolution must be captured and understood. The recent micromechanical techniques such as XRD, SEM, TEM are capable of reproducing all aspects of the microstructural deformation behaviour and could assist in understanding the mechanical properties of constituent materials. Thus, it is suggested that such techniques should receive more attention in future crashworthiness studies in order to understand the accurate deformation behaviour of such structures.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.