
Abstract
Polymer composites using high-performance natural fibers have several practical uses in industry. The effect of molybdenum disulfide (MoS2) coating on sugar palm fiber (SPF) is investigated in this study. The fiber surface is modified using the osmosis technique with different process parameters such as concentrations of MoS2, temperature, and time. The multi-output optimization (MOO) method is used to study the influence of the coating parameter on tensile strength and coating density. The chemical, morphological and thermal stability of the sample synthesized by optimum parameters are analyzed and compared with raw-sugar palm fiber (R-SPF). The processing time is the parameter that strongly influences the tensile strength and coating concentration. The Field emission-scanning electron microscope (FE-SEM) and Energy-Dispersive X-Ray Spectroscopy (EDS) observations indicate the successfulness of MoS2 coating over the raw palm fiber surface. X-Ray diffraction (XRD) results indicate that the crystallinity index (CI) of the coated fiber has increased significantly compared to R-SPF. The MoS2 physisorption on the R-SPF surface is verified by Fourier’s transform infrared (FTIR) and Raman spectroscopy. Thermo-gravimetric analysis (TGA) results reveal that the thermal stability of modified-sugar palm fiber (M-SPF) increased significantly relative to the R-SPF. The hydrophobicity of the R-SPF was also significantly improved as a result of the coating. This method shows an excellent methodology for developing high-potential natural fiber to manufacture high-performance natural fiber-reinforced polymer composites.
Introduction
Natural plant fibers have gained considerable interest from both the research and industrial community because of their advantages, including availability, relatively low cost, lightweight, and high strength. Besides, more critical environmental aspects like biodegradability, recycling, sustainability, and low toxin emissions during heating and processing also increase the attention among researchers and engineers.1,2 Natural fiber-reinforced composites (NFCs) are manufactured by incorporating natural fiber into the polymer matrix. Natural fiber-reinforced composites made of coir, sisal, flax, jute, hemp, and kenaf have been widely used in various applications like electronics, automobiles, and construction. 3 Lignocellulosic fibers have low water resistance, low resistance to impact loads, low tribological properties, low thermal and electrical conductivity, poor compatibility, and low thermal stability, which limit their applications.4–6 Thermal decomposition of natural fibers begins around 200°C, making it difficult to process with some thermoplastic polymers. The thermal stability and tensile properties of natural coir fiber are tested by heating the fibers at 150 and 200°C for 10, 20, 30 min. The percentage of elongation at breaking decreases, and the fiber stiffness improves. 7
These disadvantages can be remedied by altering the surface morphology of natural fiber by using surface coating methods. In surface coating, the fiber surface is coated with metal particles, strengthening the primary layer of fiber, enhancing tensile properties, thermal stability, and other properties. Specific surface coating processes include dying, sol-gel, osmosis, ion beam, chemical plasma, and physical vapor deposition. 8 Wet-chemical processes are favorable in creating superhydrophobic coatings on cellulose-based materials, which is critical in application areas where the fabrics must withstand abrasion and many laundry cycles. Since organic solvents and further drying or curing stages must be avoided in one-step processes using dry techniques, the superhydrophobic coatings may be easily scaled up for high-volume manufacturing. 9 The osmosis coating methods are less studied and have some benefits over other nano-surface coating techniques. The surface of the Palmyra fiber is coated with camphor soot using the osmosis technique, which increases the fiber strength and thermal stability by 44% and 15%, respectively. 10 Similarly, coir fiber coated with camphor soot using the osmosis method increased the tensile strength by 66 MPa and increased the thermal stability by 15%. Coir fiber surface treatments improve thermal stability, surface roughness, and compatibility. 11 Oxidation of lignin with ClO2 and FA created a thin film of furfural alcohol (FA) polymer coating on the surface of the coir fiber. The coating reduces the hygroscopicity and makes the fiber more compatible with the matrix. 12 Spraying micro-nano SiO2 particles, epoxy resin, and polydimethylsiloxane onto a variety of substrates was accomplished using an easy one-step spraying process. The substrate demonstrates ultralow adherence to water droplets, resulting in excellent self-cleaning capabilities toward different liquids. 13 Superamphiphobic cotton textiles with exceptional durability and stability were manufactured using a simple and efficient way based on the in situ fabrication procedure. 14 In situ produced silica nanoparticles, in situ poly condensed and solidified Polydimethylsiloxane (PDMS) were used to create a transparent paper with high transparency and high hydrophobicity. Filling holes in cellulose networks with silica particles and PDMS improved paper transparency and hydrophobicity. Compared to pure cellulose paper, the transparent paper had better heat stability, strength, and elongation. 15
The palm harvest generates tons of biomass fibers throughout the world; therefore, it can be recycled and used for manufacturing Palm NFCs. 16 Most research in palm fibers is conducted in Malaysia and India due to the high abundance of this fiber in these countries. Palmyra leaf fibers have excellent heat and abrasion resistance and withstand chemicals and solvents. The density of palmyra fibers is low compared to other natural fibers.17,18 So, these palm fiber-reinforced composites are ideal for lightweight applications. Palmyra fibers have the highest osmosis rate due to their high surface porosity. 10 The applications of the palmyra fibers are limited in making industrial brushes and brooms. Interfacial modifications of natural fibers using surface coating and surface treatment methods can overcome these limitations.
Recently, dichalcogenides transition metal like molybdenum disulfide (MoS2) has become an ideal substitute for carbon nanotubes and graphite because of their unique functional properties, including lubricants, electrolysis, and hydrogen storage. 19 Adding 0.9% MoS2 to the PEO matrix enhances Young’s 88% modulus and tensile strength by 53%. 20 The thermal stability of the MoS2/PS composite increased marginally due to the increased level of dispersion and compatibility to the matrix. 21 Compared to neat poly(methyl methacrylate) (PMMA), MoS2 (10%) addition increases the thermal stability by 85°C at 10% mass loss of MoS2/PMMA composites. 22 The thermal stability of the poly(ethylene oxide) (PEO) matrix increases by 43°C by adding 0.9% of MoS2 sheets. 20 With the addition of MoS2, the mechanical characteristics of polymers such as Young modulus, elasticity, and toughness can increase due to their high load-bearing capacity. The nanosheets of MoS2 have a strong interface interaction with the polymer matrix, which leads to an increase in mechanical properties. The 1.0wt% addition of MoS2 in polyamide-6 improves the tensile by 78% and modulus by 88%. The epoxy/MoS2 composite fracture toughness increased by 60%. 23 Similarly, MoS2-reinforced Polylactic acid (PLA) composite shows improved mechanical and thermal properties. 24 The low coefficient of friction (COF) and high thermal stability make MoS2 an excellent solid lubricant. Molybdenum disulfide–loaded polymer matrix with a very low weight percentage increases tensile, tribological, and thermal properties. 25
It is noted from the literature analysis that various research is conducted utilizing the Taguchi approach to examine the optimum surface coating condition for maximum outputs. The optimization of camphor soot coating conditions on coir fiber and palmyra fiber using the Taguchi method with the temperature and time are the most influencing factor for coating concentration and tensile strength.10,11 Taguchi method was more efficiently used to optimize the process parameters with a single response. 26 The grey relational analysis (GRA) presented by Deng resolved this difficulty. 27 Chen et al. reported the hybrid of Grey relational and Taguchi methods to optimize multi-output characteristics. 28 This hybrid made a significant contribution to transforming the multiple output characteristics into one Grey relational grade (GRG). The highest value of GRG indicates the optimum set of process parameters. 29
In the present work, the surface of the raw-sugar palm fiber (R-SPF) fiber is modified using the osmosis surface coating technology to improve fiber properties. The process variables of the surface coating are optimized using the entropy-based Taguchi–Grey relational method to maximize the surface coating concentration and tensile strength of the fiber. Temperature, time, and MoS2 concentrations are the input variables. Higher concentration gradients, higher temperature, and longer times usually increase the diffusion rate of nano-particles inside the fiber. The morphological, structural, thermal stability and water uptake properties of the fibers obtained from optimum process parameters are also investigated. Our study reveals a new way to create high-performance self-lubricating biodegradable polymeric composites.
Experimental section
Materials
The sugar palm fiber (SPF) used in this work is supplied by Ethamozhy Coir Cluster Pvt. Ltd, India. The palm fiber diameter lies between 400 µm and 600 µm; similarly, the fiber length varies between 20 and 25 cm. Molybdenum disulfide nano-powder was purchased from Ultra-nanotech Private Limited, India, and the particle size was nearly 50 nm with a purity of 99.9%.
Surface Modification of palmyra fiber
Molybdenum disulfide nanoparticles are integrated into the surface of R-SPF using the osmosis technique. 11 The micropores on the surface and the hollow primary fiber in the center make the fiber very porous. The fibers, therefore, act as a semi-permeable membrane in the osmosis, creating a diffusion control system. Thirty R-SPF of uniform diameter are selected for modification. The parameter that controls the system is temperature, time, and MoS2 concentrations.
The fiber is cleaned in distilled water and dried in an air oven at 80°C for 2 h. Uniform dispersion of MoS2 at different weight percentage (0.5%, 1.0%, and 1.5%) in 200 mL of distilled water was carried out using a bath ultrasonicator (GT Sonic, Amtech) at 60 W and 40 kHz for 1 hour. The fiber is immersed in the solution and ultrasonically stirred at different temperatures (30°C, 45°C, and 60°C) for 4 h, 8 h, and 12 h. The solution is stirred every hour to increase particle proliferation by eliminating the accumulation of particles. Finally, the modified fibers are filtered and washed in distilled water, then dried in a vacuum oven at 70°C until the final weight is confirmed. Lignin is a main fragile boundary element used to bond MoS2 to the surface. The processed dark black fibers are labeled as modified-sugar palm fiber (M-SPF), as described in Figure 1. Experiments are performed using three levels for each parameter according to the L9 orthogonal array by keeping tensile strength and coating density as objectives. Schematic diagram of osmosis nano-surface coating technique.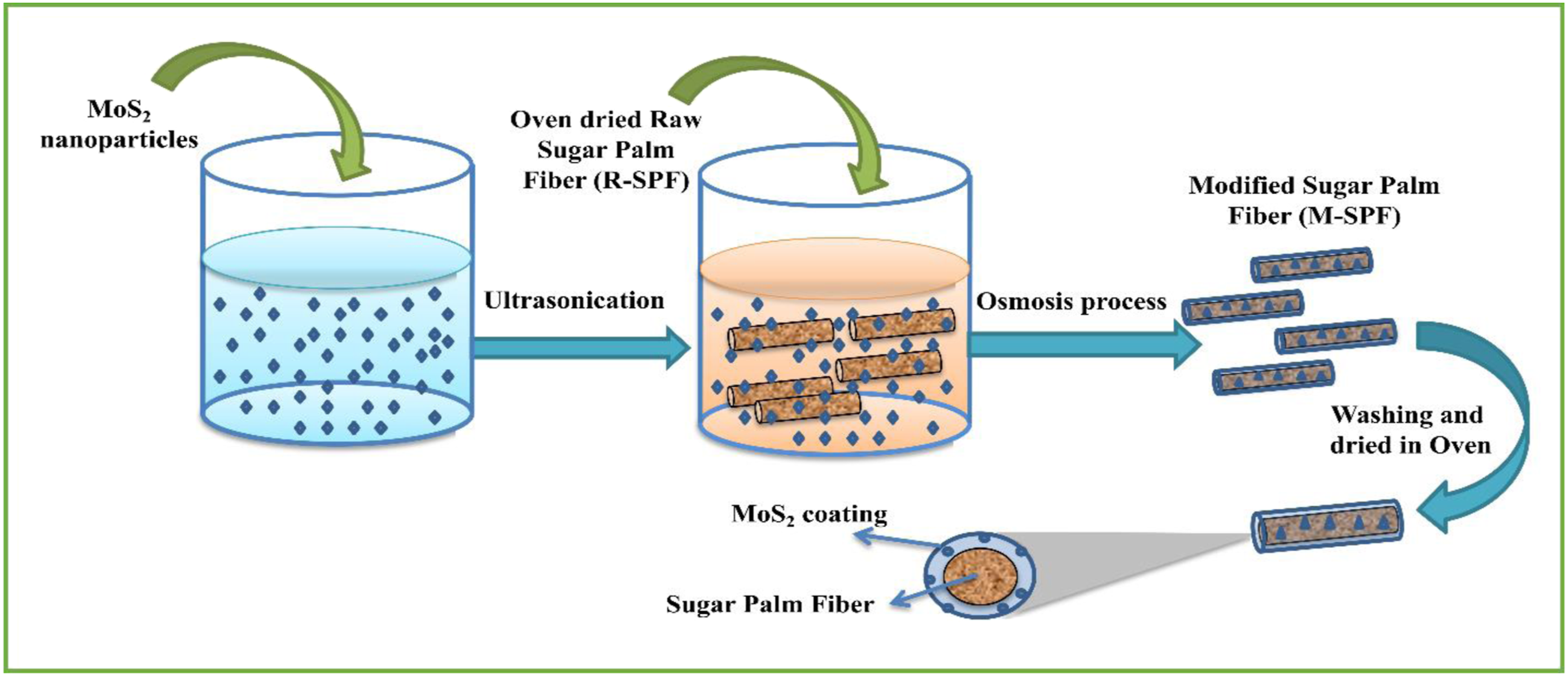
Absorbance measurement and durability analysis
Absorption of 1% coating solution was recorded using UV–visible spectrum before and after the fiber coating, and an average of three measurements were taken to determine the amount of MoS2 absorbed using equation (1): ABC is the absorbance before coating and AAC absorbance after coating
30

The SPF coated with MoS2 nanoparticles having dimensions of 3 cm length were used to assess the durability of the coating. Five successive washings of the coated fiber in distilled water were performed, and the sample was allowed to rest at room temperature and dry it in oven for 4 hours. After each wash, changes in the reflectance value of the sample is measured using a solid UV-visible spectrometer and compute the K/S ratio (Kubelka-Munk relation) using equation 2 [31]. Where K is the coefficient of absorption, S is coefficient of scattering and R is the reflectance.

Experimental design
Level of control factors used in the experiment.

Taguchi method
The Taguchi approach is essential for designing and optimizing controllable parameter systems.
32
This approach is used to integrate experimental design with parametric process optimization to produce the desired outcomes. The Signal-Noise (S/N) ratio of the outputs are used to analyze the input parameters of this study. The S/N value is the value of the desired signal to the undesired signal (noise). Based on desired output properties higher-the-best (HTB), lower-the-best (LTB), and nominal-the-better (NTB) are the three modes for the calculation of S/N value. In our study, the S/N ratio for coating density and tensile strength is calculated based on HTB. The S/N ratio for HTB is calculated using the equation
Grey relational analysis
Grey relational analysis is used to estimate the degree of relationship between experimental sequences using grey relational grading. It is used to optimize the control parameters with multiple responses. 27 Grey relational analysis can be applied in processes with unsure or insufficient data. The steps involved in the GRA process are described below. 33
Step 1: In data pre-processing, the magnitude of data must initially be transferred from originally measured factors to an identical dimensionless factor in the range of zero to one. This calculation is called normalization. The original sequence and the comparability sequence are represented by 
Step 2: Following the pre-processing step, the deviation coefficient is determined by taking the difference between the reference and compatibility sequences. The deviation coefficients are calculated using equation (5)
Step 3: The Grey relational coefficient 

Step 4: The Grey relational grade In this work, the value of δ (weightage value) is obtained using the entropy method. The detailed of data analysis is explained as a schematic diagram shown in Figure 2.

Procedure diagram of entropy-based Taguchi–Grey ANOVA analysis.
Entropy method for weightage calculation
Entropy is a measure of quantifying randomness in the system. An attribute with a significant entropy means it has a broad range of outcomes. Therefore, the attribute has a more significant impact on the responses.34,35 In the entropy method,
36
the entropy is defined as a mapping function 
The procedure for estimating the weightage of each response is given below.
Step 1: Calculate the total grey relational coefficient 
Step 2: Entropy of each output 

Step 3: Total Sum of Entropy 
Step 4: Weightage of each output 
Characterization of raw and modified SPF
Experiments were carried out to determine the influence of time, temperature, and MoS2 concentration on tensile strength in each combination. An in-depth investigation was conducted into the morphological, structural, chemical, and moisture absorption characteristics of the optimum combination.
Tensile strength
Tensile properties of the raw and modified fiber are tested with ASTM Standard D-3822. The test is carried out with a Universal Tensile testing Machine (UTM) at room temperature using a computerized Kalpak tensiometer. The fiber is tested at a gauge length of 50 mm with a crosshead speed of 1 mm/min and a load cell of 0.2 kN. The diameter of the fiber selected for the tensile test varied from 500 µm to 700 µm. For all samples, five repeated tests are performed. The testing method is described in Figure 3. Single fiber tensile test procedure.
Field emission-scanning electron microscope
Field emission-scanning electron microscope (FE-SEM) (Carl Zeiss, Model: Gemini 300) is used to study the surface morphology of raw and M-SPF. The fibers are scattered by golden particles and tested using a 20 kV electron beam.
X-Ray diffraction technique
The crystallinity characteristic of MoS2, R-SPF, and M-SPF is characterized using X-Ray diffraction (XRD) analysis in Panalytic Expert Pro MPD with Cu-Kα radiation. The pattern is collected in the range of 5–90° with a scanning rate of 5°/min
The crystallinity index (CI) of the modified and unmodified fibers is calculated using equation (14). 37
Fourier’s Transform Infrared and Raman Spectroscopy
The Nicolet iS5-iD3 ATR (Thermo Scientific) spectrophotometer is used to record Fourier’s transform infrared spectra. Fourier’s transform infrared (GA) spectrum of each sample is obtained from the range 400–4000 cm −1. Raman spectroscopy (WI Tec Alpha300RA Germany) for M-SPF and MoS2 is performed at atmospheric with a 532 nm DPSS laser and a maximum power of 70 mW.
Thermo-gravimetric analysis
The thermal stability analysis of the raw and modified SPF is analyzed using the Thermo-gravimetric analysis (TGA) method. Thermo-gravimetric analysis is performed in an atmosphere containing liquid nitrogen. Samples of approximately 30 mg are heated in a nitrogen atmosphere from 30°C to 750°C at a temperature of 10°C per min. Simultaneously, the nitrogen flow rate is maintained at 60 mL/min, and a subsequent degradation temperature is observed.
Water uptake
The water absorption investigation is conducted with around 0.5 g R-SPF and M-SPF with an acceptable length of 5 cm.
38
Once kept in an oven at 105°C for 1 hour, the first weight of the fibers is measured. The specimens are submerged in distilled water and placed in an air oven operated thermostatically. At specific periods, weight development in the specimens is measured. This procedure continues till equilibrium is attained, and the uptake is measured using equation (15). WIntial is the initial weight of the fibers, WFinal is the weight of the fibers at a specific time, and Wuptake is the percentage of water absorbed
Results and discussion
Absorbance measurement and washing durability analysis
The absorbance spectra of MoS2 solution before and after coating demonstrate that the nanoparticle has dye-ability on the fiber surface. As seen in Figure 4(a), a 4.43% drop in absorbance was discovered before and after coating, as indicated by excitation point A. The absorbance of exciton B is reduced by 3.67% in a similar fashion. The effective coating ability of MoS2 on fiber is shown by the variance in absorption. (a) Absorbance spectrum of coating solution before and after coating, (b) K/S value of coated fiber before five consecutive washes.
The durability examination of MoS2-coated palm sugar fiber is shown in Figure 4(b), where the value of K/S shows minor variations even after five washing. The bond formed between lignin and MoS2 is important for the long-term durability of the coating. This coating improves the bonding between the fiber and the matrix, as well as the tribological characteristics of the composites. Compared to raw fiber (reflectance value 39.7 and the K/S value is 18.85), the reflectance and K/S value of modified fiber show significantly less leaching of MoS2 from the surface of the fiber.
Tensile strength and coating density on modified fibers
Experiment details using L9 orthogonal array.


(a) Percentage of increase in tensile strength, (b) strain to failure.
The coating density is calculated by equation (16). From Table 2, the maximum concentration is obtained at 60°C, 12Hr, and 1.0%
Wf and Wi are the final and initial weights of palmyra fiber.
Data analysis
Grey relational analysis of the experiment.

The GRG shows the correlation between the reference sequences and the comparability sequence; a greater GRG sequence implies a more significant link to the reference sequence.
40
Table 3 shows that the A3, B3, C2 (experiment no: 9) combination has the most excellent performance across all experimental lines for all quality attributes. The main effective plot of GRG in Figure 6 also confirms these results. A3, B3, C2 combination comprises temperature at 60°C, time at 12 h, and MoS2 wt. % at 1.0%. β for each parameter level of surface coating is the difference between the maximum mean of GRG and minimum mean of GRG value, and the rank of each factor is calculated with respect to β, as shown in Table 4. According to the β value, the most influencing factor was time, and among the remaining factors, MoS2 wt.% comes second, and temperature comes in the third position. Mean effective plot for GRG. The mean response table and ANOVA results of GRGs.
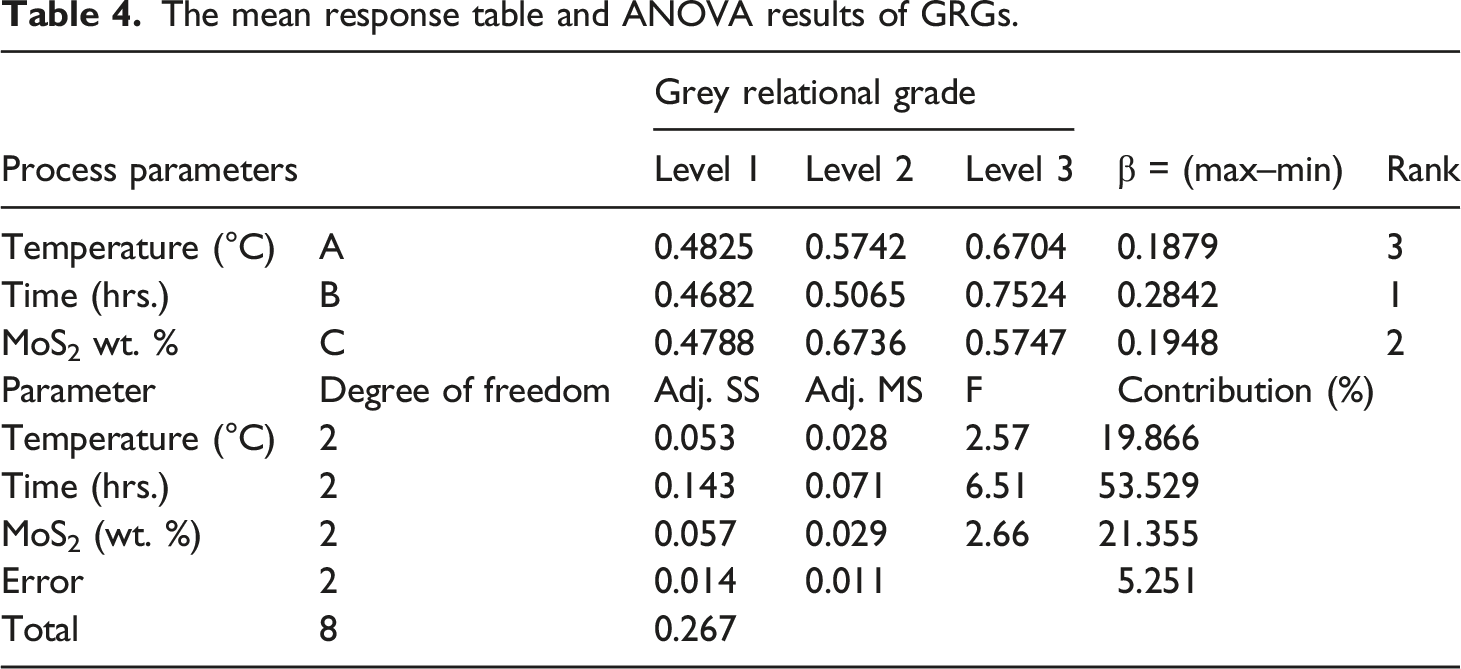
Table 4 displays the ANOVA results for the GRG, which depicts that time is the most influencing factor. The time has a contribution of 51.137%, and the remaining factors, MoS2 wt. % (20.85%) and temperature (20.16%) have almost equal significance in the surface coating. The parameter time increases the tensile strength and coating concentration because the long retting process increases the tensile strength, and the long osmosis process increases the coating concentration. The temperature at 60°C increases the diffusion rate of MoS2 into the fiber. The MoS2 wt.% at the second level (1.0%) increases the tensile and coating concentration.
Confirmation test

Results of the multi-objective optimization confirmation experiment.

From the results of confirmation experiments, it is found that the surface coating density of the fiber increased from 1.67% to 3.63%, and the tensile strength increased from 115 MPa to 148 MPa.
Morphological study of modified fiber
The EDS and FE-SEM images of the raw and modified SPF are shown in Figures 7 and 8, respectively. The FE-SEM images show a noticeable variation in the surface morphology of modified and unmodified SPF. As shown in Figure 8, the R-SPF is solid with tiny pores present on the surface; such pores can also be found on surfaces of raw fiber. EDS analysis of modified and unmodified SPF. SEM/EDS analysis at different magnification for (a, b, c) raw-sugar palm fiber, (d, e, f) modified-sugar palm fiber, and (g, h, i) cross-section of fiber and its elemental mapping.
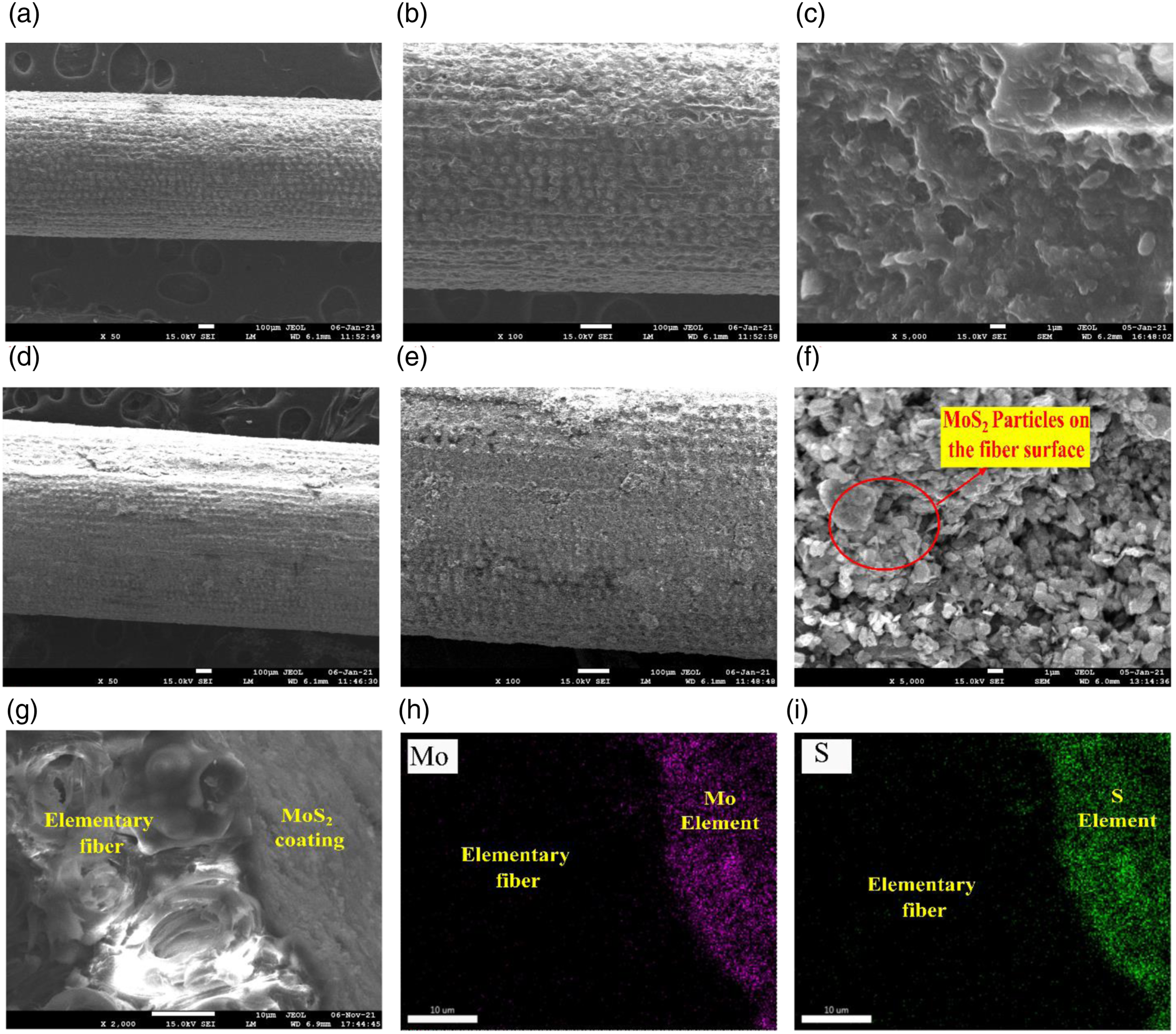
The FE-SEM and EDS analysis verified the existence of MoS2 on the M-SPF surface. When the surface of the M-SPF is analyzed, a rough surface is found compared to the unmodified fiber. The elementary mapping images confirm the presence of Mo and S on the surface of palm fiber. High lignin content in the R-SPF surface connects the MoS2 particle to the surface. Raw-sugar palm fiber contains 52.37% carbon, 49.99% oxygen, and aluminum and silicon traces. In M-SPF, 27.46% carbon, 38.11% molybdenum, 20.14% sulfur, and 14.29% OxygenCrystal structure analysis
Crystal Structure analysis
The XRD pattern of the MoS2, M-SPF, and R-SPF are shown in Figure 9. The XRD pattern of R-SPF shows a crystalline peak at 2θ = 22°, and an amorphous board phase at 2θ= 16.2°, the crystallographic plane of these two phases is (002) and (101), respectively. In the pattern of pure MoS2 sharp peak position appears in 2θ = 14.388°, 32.66°, 35.86°, 39.53°, 49.77°, 58.29°, 60.38°, and 72.74° which correspond to lattices planes (002), (010), (012), (013), (015), (110), (112) and (023), respectively. The M-SPF pattern has the same peaks as the other two patterns; this confirms the presence of MoS2 in the R-SPF. As MoS2 particles covered the surface of the fiber, the plane (101) went missing in the pattern. X-Ray diffraction pattern for neat, modified SPFs and MoS2.
Crystallinity index of R-SPF and M-SPF.

Fourier’s transform infra-red and Raman spectroscopy
Figure 10 shows the FTIR spectrum of MoS2, M-SPF, and R-SPF. Broadband exposure of the R-SPF spectrum at an area of 3600–3200 cm−1 associated with O-H stretching vibration hydroxyl groups of cellulose molecules.
41
Absorbed bands in the 1616 cm−1 are C-C aromatic skeletal vibrations that confirm the presence of lignin. The intense absorption band at 1231 cm−1 is due to the -COO vibration of acetyl groups in aryl alkyl ether compounds present in hemicellulose or lignin.
41
Absorption of 1023 cm−1 observed in both spectra is associated with CO-stretching and C-H deformation vibrations of the pyranose ring skeleton of cellulose.
42
The spectrum of coated fiber shows similar peaks in R-SPF. The peaks like CH2 (1366 cm−1), C-H (1439 cm−1), and C=C (1517 cm−1) in the R-SPF spectrum is disappeared in the modified fiber spectrum due to the coating reducing the intensity of the transmission. Similarly, a slight change in the peak on the right is also observed in the spectrum. The MoS2 vibrations were less than 650 cm−1 with no obvious peaks in the region between 650 and 4000 cm−1. Thus, the FTIR band will show the oxidation of MoS2 or water/gas molecules on the MoS2 surface. The spectrum of MoS2 shows the characteristics of the Mo-O bond at 932 cm−1 and the water bonding at 1632 cm−1.
43
Fourier’s transform infrared analysis for neat, modified SPFs and MoS2.
Raman spectrum in Figure 11 shows the vibrations at 146.50 cm−1 (J1), 274.44 cm−1 (E1g), 404.56 cm−1 (A1g), and 830.39 cm−1 (2A1g); this substantiates the presence of Mo-Mo, S-Mo-S, and MoO3 bonds, respectively, over the M-SPF.
44
FTIR Spectra of M-SPF display all the characteristic peaks from R-SPF with a slight left shift, and the declination in absorbance intensity shows the successful coating. Similarly, the Raman spectrum confirms the presence of all peaks of MoS2 on the surface of the raw palm fiber, which confirms the successful coating of MoS2 over raw fiber. The hydroxyl groups found in cellulose and non-cellulosic groups in the SPF will interact with molybdenum and generate a co-ordinate bond. Since molybdenum is electron deficient it has a tendency to accept electrons from hydrogen via co-ordinate bond. Raman spectrum for MoS2 and modified SPFs.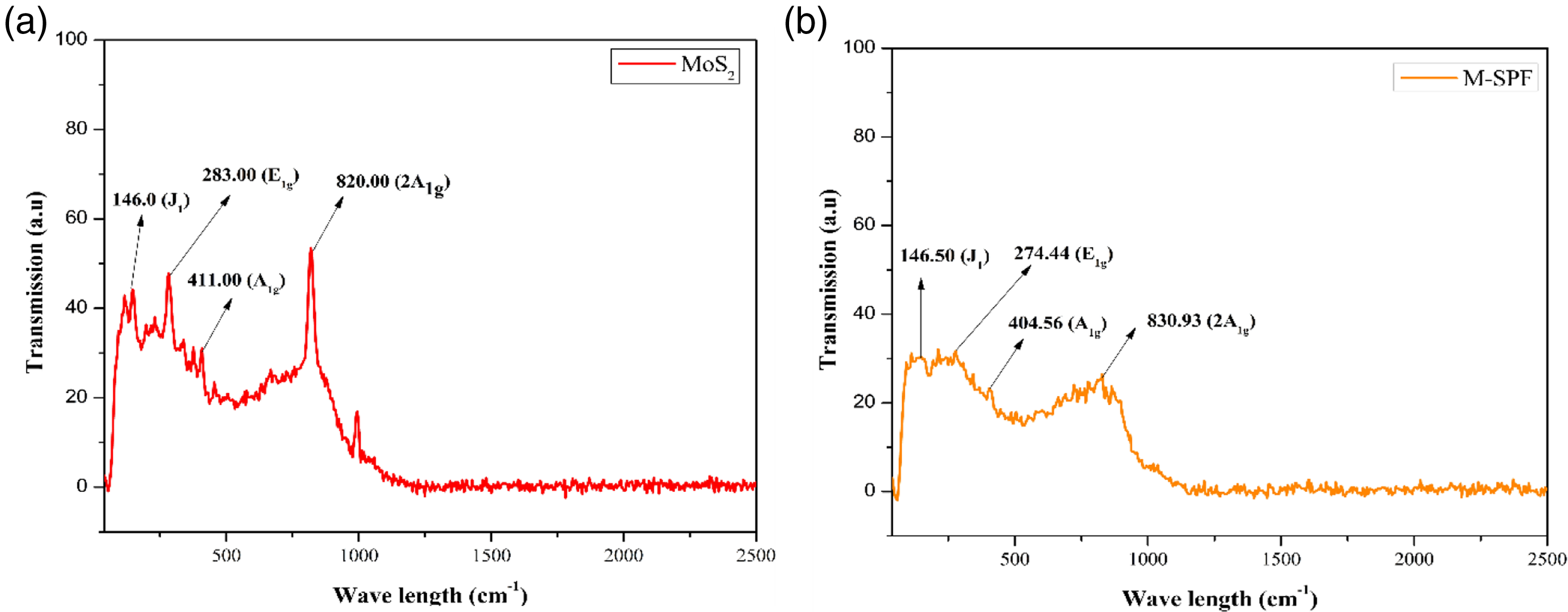
Thermal stability analysis
Thermo-gravimetric analysis and DTG curves, as shown in Figures 12(a) and (b), are used to investigate the thermal stability analysis of the R-SPF and M-SPF. It is essential to understand the degradation report for these materials in industrial applications. Thermo-gravimetric analysis graphs of R-SPF and M-SPF can be separated into three phases depending on the percentage difference in weight depending on the temperature. The initial thermal degradation, maximum thermal degradation, final thermal degradation, and residual details are explained in Table 7. The minor mass is a loss for R-SPF (from 30°C to 150°C) and M-SPF (from 30°C to 170°C), is detected in the initial stage it is mainly due to the evaporation of moisture from the fiber, and there are no thermal deteriorations of the fiber. The second stage mainly explains the degradation of hemicellulose, splitting of the glycosidic bonding of cellulose, and disintegration of β-cellulose.
45
As the temperature rises, the components of hemicelluloses undergo chemical changes that lead to cellular degradation.
46
In R-SPF, the degradation is completed in a single step which starts at 165°C and ends at 361°C with a weight loss of 50.1%. The maximum degradation temperature of R-SPF is reached at 305°C. The degradation of M-SPF occurs in two steps, the decomposition starts at 180°C and attains a maximum degradation at 235°C and 325°C. The first step explains the deterioration of hemicellulose and the splitting of the glycosidic bonding of cellulose at 26.70% mass loss. The second step contains the disintegration of β-cellulose at a mass loss of 56.09%. Degradation of other residual components happens in the final phase (temperature above 385°C), which leads to a minor weight reduction of the fibers. The residue at the end of the experiment is high for M-SPF because of the presence of MoS2. Thermal stability analysis and water uptake curve of raw and modified SPFs. Thermo-gravimetric analysis data of modified and raw-sugar palm fiber.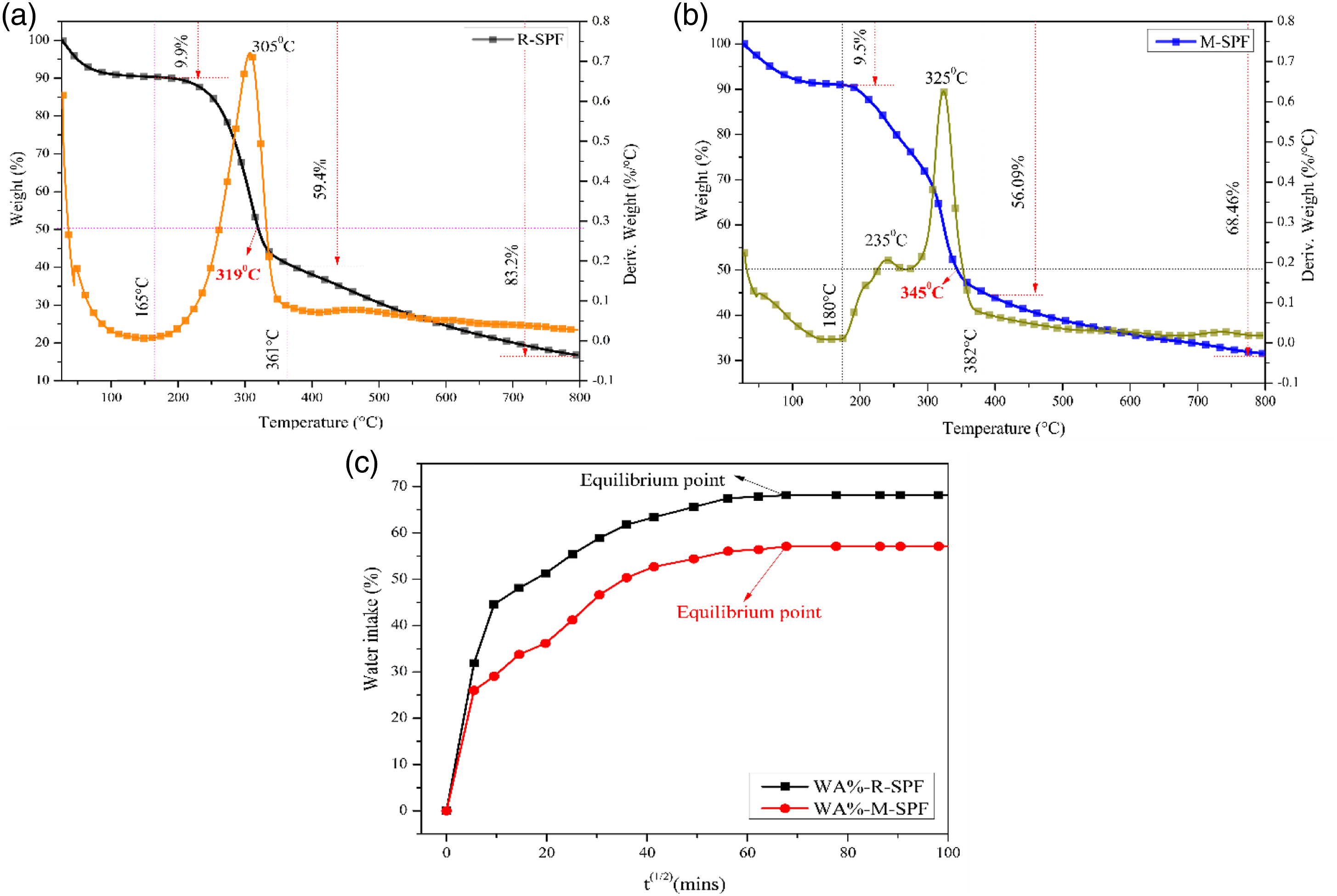
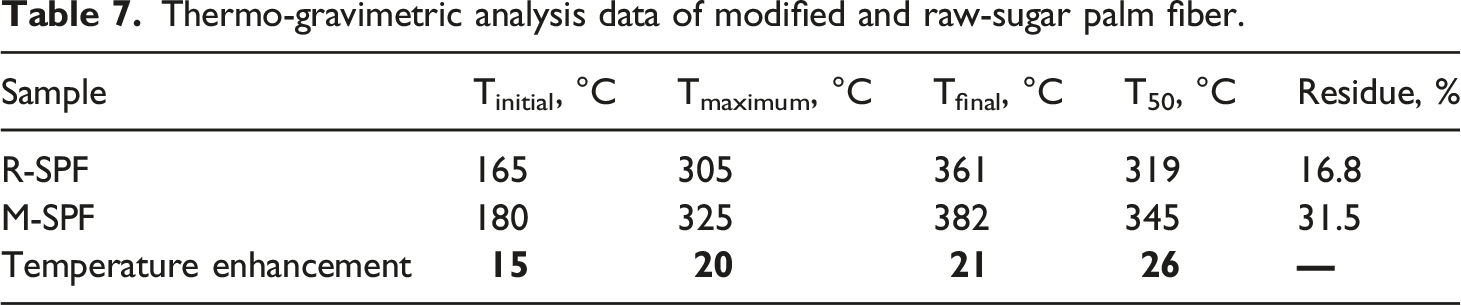
By analyzing the thermal stability of the R-SPF and M-SPF, it is observed that the initial thermal stability of M-SPF improves by about 9.1% compared to R-SPF. The coating of MoS2 improves the maximum degradation temperature of the fiber by 20°C. An improvement of 6.0% is obtained in the final degradation temperature. At 50% weight loss, the thermal stability of the modified fiber increased around 8%. The thermal stability of M-SPF increases because a higher temperature is required for the thermal depolymerization of the crystalline structure.
Thermo-gravimetric analysis results with respect to L9 array.

Water absorption
Natural fiber-reinforced composites have a higher affinity for water absorption than synthetic fiber composites. After being exposed to a condition of moisture absorption, the mechanical characteristics of the materials degrade significantly. In addition to causing significant damage to the fiber-matrix interface, moisture absorption also contributes to the inefficient transmission of stress to the damaged interface area. Water absorption promotes fiber swelling, which increases the stress on the interface, leading to the expansion of microfractures around the fiber-matrix area and, ultimately, the loss of integrated structural properties. 48
Figure 12(c) represents the kinetics of water absorption in distilled water of uncoated and coated fiber at ambient temperature. Large initial absorption has been reported at the outset, which is due to the porous structure of the R-SPF leading to a large capillary intake. The metal coating reduces the overall water consumption of M-SPF compared to R-SPF because the coating particle fills and hides the pores on the fiber surface. The coating reduces the availability of hydroxyl group (OH) in the fiber surface also reduces the affinity of water toward the surface. The water intake of R-SPF is reduced to an average value of 16.23% after the surface modification.
Conclusions
Sugar palm fibers with MoS2 coating have been successfully manufactured with osmosis technology, and their mechanical, morphological, and thermal properties were investigated. It was interesting to note that the most influencing parameter on the tensile strength and coating density during the modification of the fiber is time (53.529%). The optimum process parameters are temperature 60°C, time 12 h, and coating density 1.0wt.%, which shows a maximum increase of 33.0% in tensile strength and maximum enhancement in coating density. From morphological analysis, the coating of MoS2 particles on the surface of raw fiber was confirmed, and from EDS analysis, we could find it as 38.11% of molybdenum and 20.14% of sulfur. The coating on the modified fiber significantly enhanced the thermal stability and the CI, but it considerably decreased the water absorption capacity. These characteristics are the requisites for excellent fiber-matrix interaction composites at elevated temperatures for tribological and mechanical applications. The proposed green approach for surface coating is cost-effective and ecologically friendly and aims to boost the usage of natural fiber for industrial applications. While conducting this study, it was observed that the most challenging aspect of the process is achieving homogeneous coating thickness around the fibers.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.