
Abstract
One of the primary constituent layers of fire protective clothing is a flame-retardant, waterproof and breathable moisture barrier, which permits the outward transfer of perspiration from the firefighter’s body, while barring the inward entry of water. The introduction of a chemical and biological resistant functionality can greatly enhance the overall applicability of fire protective clothing. In the present work, a chemical & biological resistant waterproof breathable flame retardant moisture barrier fabric was prepared by laminating a biaxially stretched microporous expanded polytetraflouroethylene (ePTFE) membrane with Activated Carbon Fabric using a hot melt reactive breathable polyurethane adhesive. The developed laminate was found to exhibit an excellent balance of waterproofness (23 kPa) and breathability, which was quantified in terms of water vapour transmission rate (WVTR) and water vapour resistance (Ret). High values of WVTR, 1.1025 × 104 ± 9.8×101 g/m2/day complimented with exceptionally low values of Ret, 2.9 m2Pa/W are indicative of its high degree of breathability. Vertical flammability tests clearly revealed the exceptional flame resistance offered by the laminate, where after-flame, after-glow or melt-dripping was not observed and the char length was ∼4.2 cm. Further, the laminate exhibited requisite degree of protection against biological and chemical warfare (CW) agent with no breakthrough of the CW agent being perceived within the time frame of 24 h. The excellent combination of flame retardancy, breathability, waterproofness, chemical and biological protection, bestows the laminate excellent potential for usage as moisture barrier in fire protective clothing applications.
Keywords
Introduction
Structural firefighting turnout is a subset of protective clothing, which is designed to offer protection to the fire fighter against thermal loads faced during firefighting operations.
1
The present generation structural fire fighter clothing is an ensemble of various layers (Figure 1) which need to conform to international standards.2,3 The outer layer of this ensemble is constructed out of inherently fire resistant fibers, which provides resistance to flame and heat and also bestow protection against cuts, tears and mechanical abrasions. Next in line is a flame retardant, waterproof and breathable moisture barrier fabric and finally a thermal barrier layer is placed, which acts as heat insulating layer obstructing the passage of the remnant heat to the fire-fighter. The thermal barrier layer is a non-woven fabric containing entrapped air, which acts as a thermal insulator. A schematic representation of the multilayer ensemble of structural firefighting suit.
The moisture barrier layer is an important constituent of a structural fire protective suit, the role of which is to increase the level of safety and comfort of the firefighter. It has a dual role to play; first is to prevent the penetration of water into the underlying thermal layer. The displacement of air by water in the thermal barrier layer decreases its thermal insulation and lead to burn injuries. In addition, it should permit the escape of perspiration in the form of vapors to the outside environment. 4
Breathable moisture barriers are generally constructed by lamination or coating of water vapour permeable membrane with a woven/non-woven substrate.4,5 The most common membranes are micro-porous expanded polytetraflouroethylene (ePTFE) or hydrophilic nonporous polymeric membranes based on polyurethanes (PU), polyester or polyamides.1,6
By the combination of all the layers, the fire protective clothing protects the fire fighter from heat, flame, cuts, water, steam and common chemicals and at the same time should exhibit breathability. Lately, a lot of attention is being directed towards incorporation of chemical and biological (CB) protection into the fire protective clothing. The requirement of CB protection in fire protective clothing arises from the fact that fire fighters may need to respond to fires caused by improvised explosive devices designed to distribute chemical or biological weapons of mass destruction.7–9 In addition, fire fighters frequently participate in search and rescue operations where there is possibility of exposure to injured individuals who can transmit disease through biological liquids carrying microorganisms, thereby posing significant risks to the health of firefighters.10–12 There also exists a possibility of permeation of other toxicants such as polyaromatic hydrocarbons as well as acidic gases towards the skin of firefighter, which are generated during the combustion process.13–16 At present, the turnout clothing are not designed to protect firefighters in an environment where exposure to CB agents is envisaged.5,7
Amongst all the constituent layers, the moisture barrier layer is the most suitable for imparting CB protection in fire protective clothing as it is impervious to water and common liquids. It has been reported that commercially available breathable moisture barrier fabrics such as GORE-TEX®, TETRATEX® (based on ePTFE), PROLINE®, VAPRO® (based on microporous PU), BREATHE-TEX PLUS®, STEDAIR 2000® (based on hydrophilic PU laminates or coated fabrics) or SYMPATEX® (based on hydrophilic polyester laminate) offer protection only against common chemicals such as 40% sodium hydroxide (NaOH), 36% hydrochloric acid (HCI), 30% sulfuric acid (H2SO4) and O-Xylene at 20°C, and not against toxic industrial chemicals and chemical warfare agents. 17
The most common technique used to confer protection against CB agents is the inclusion of an elastomeric impermeable layer; however, this approach is unacceptable in the context of structural fire protective clothing due to lack of breathability. Alternate methods include the usage of highly porous sorbents, which can trap harmful agents within its pores. In this context, granular activated carbon (GAC), powdered activated carbon (PAC) and activated carbon spheres present their excellent candidature as they exhibit high adsorption capacities for both liquid as well as gaseous contaminants.18–21 The usage of highly porous carbon for introducing CB functionality has been well reported.22–24 In this case, the adsorbent is first impregnated in PU foams or coated on the base fabric using adhesives; however, extensive shedding of carbon has been reported. Other problems include lack of launderability and significant reduction in breathability.25,26
Lately, the potential of novel materials based on reactive nanofibers, nanoparticles, selectively permeable membranes and enzyme-based biocatalysts has been explored for integration into CB protective clothing.8,27–32 However, these are still at their infancy stage. Activated carbon fabric (ACF) in the form of woven, non-woven or knitted fabric is finding increasing applications in chemical protective clothing.26,33,34 Unlike GAC or PAC, the fabric does not present the problem of shedding and are in addition breathable and launderable. However, it is to be noted that the ACF needs to be protected against liquid water and common chemicals, as their penetration can result in a drastic reduction in the adsorption capacity. The contact of perspiration in the form of liquid is avoided by the intervening thermal barrier layer; however, to address the issue of liquid water infiltration from the outside, water repellant finishes have been applied,35–37 but this does not provide the level of waterproofness required in application for fire protective clothing.2,3 We hypothesize that laminating the ACF with a hydrophobic polymer can bestow the requisite level of protection to the ACF fabric.
The objective of the present work is to prepare a moisture barrier fabric for possible use in fire protective clothing with additional chemical and biological protection functionality. The prepared moisture barrier fabric was found to exhibit excellent flame retardancy, waterproofness and breathability along with added chemical and biological protection functionality.
Experimental
Materials and methods
Materials used for the preparation of expanded polytetraflouroethylene-activated carbon fabric laminate.

Distilled sulphur mustard (2, 2′-dichlorodiethyl sulphide) (>99% GC) (HD) was synthesised by Process Technology Development division of DRDE, Gwalior, India. Synthetic blood was prepared as per procedure described in American Society for Testing and Materials, ASTM F1670. 38
Preparation of moisture barrier fabric
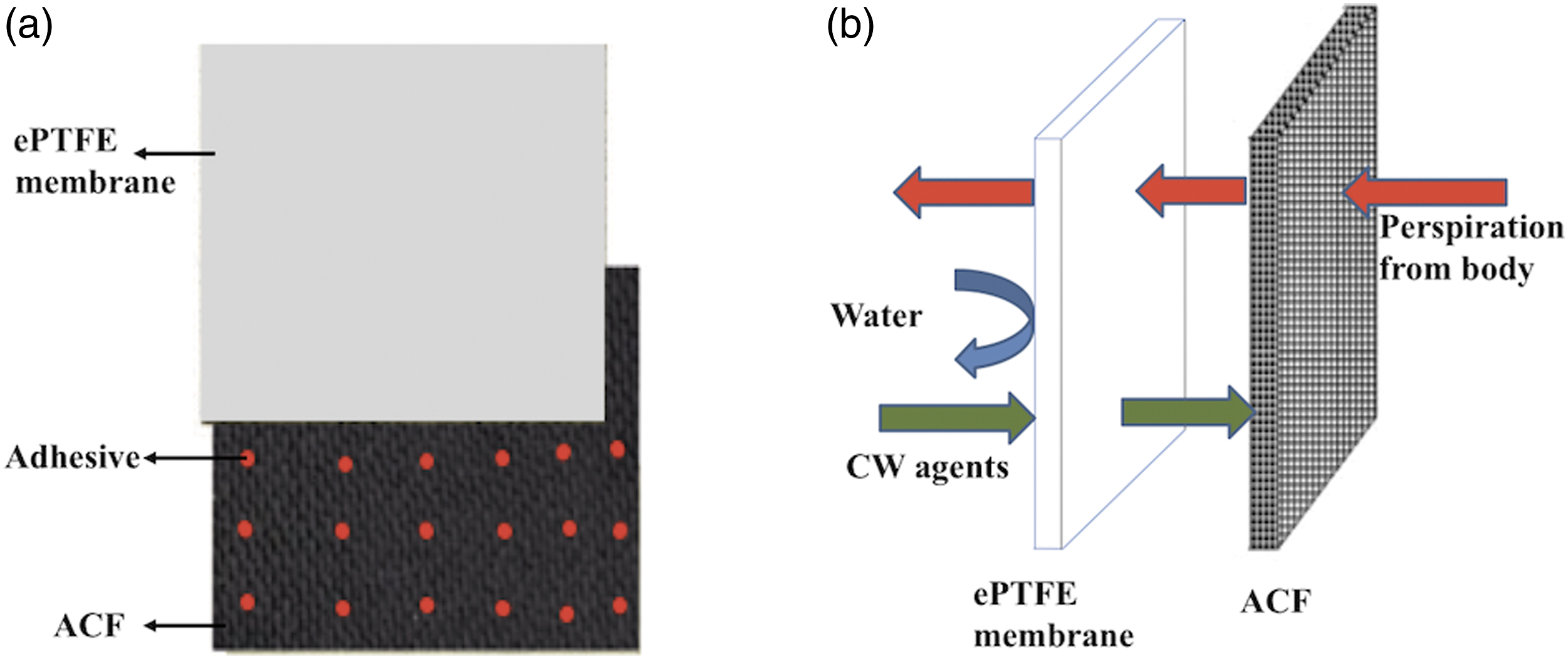
The ePTFE membrane was integrated with a knitted activated carbon fabric using moisture cure hot melt breathable PU adhesive using a gravure dot lamination technique. A knitted fabric was preferred for the present application in view of its relatively stretchable nature, as certain level of stretching is envisaged during firefighting applications. For the purpose of lamination, the adhesive was first melted (at 100°C) and transferred under inert conditions to a trough, which was picked up by the gravure printed roller and transferred to the base layer. A schematic for lamination of ePTFE and ACF is shown in Figure 2 and a pictorial representation of the resultant laminate and its functioning is shown in Figure 3. The adhesive used is an isocyanate terminated PU, which reacts with atmospheric moisture over a period of time to form a crosslinked thermoset through a series of reactions, a schematic of which is presented in the supplementary information (Scheme S1). Complete curing takes extended periods (2 days) during which the laminate was maintained at a temperature of 25°C and 60% RH. Schematic for the preparation of expanded polytetraflouroethylene/activated carbon fabric laminate. (a) Structural configuration of laminate (b) functioning of moisture barrier laminate.
Physical properties
The thickness and grammage of the constituent layers and the laminate was measured as per ASTM D1777-19 at p = 4.14 kPa and ASTM D3776-20, respectively.39,40 The stiffness of the laminate was determined as per ASTM D1388-18 (cantilever test method). 41 The hydrophobicity of the ePTFE membrane, ACF and laminate was quantified in terms of the water contact angle, which was determined using sessile drop technique with a drop shape analysis system (Kruss, Germany). 4 mL of Milli-Q water was deposited through a syringe pump onto the ePTFE membrane, ACF and ePTFE side of the laminate. A video camera captured the snapshots of the droplet in contact with the film surface, which were then analyzed to determine the contact angle using the Young Laplace method.
Thermal characterization
The thermal behavior of the individual layers as well as laminate was investigated using Perkin Elmer Pyris Diamond Thermogravimetric - derivative thermogravimetric (TG/DTA) system under N2 atmosphere in the temperature range 50–1000°C. A heating rate of 15°C/min and sample mass of 5.0 ± 0.5 mg was used for each experiment.
Mechanical properties
(a) Tear strength
The tear strength of the laminate was evaluated as per ASTM D 5587-05 (Trapezoid Procedure) 42 using a tensile testing machine (Prolific India Ltd.). For each individual specimen, the highest peak value was recorded as the tearing force and the average of the three specimens has been reported as the tearing strength.
(b) Dynamic mechanical analysis
The mechanical properties were determined using a Dynamic Mechanical Analyzer (Netzsch, DMA 242) in tensile mode. Rectangular shaped specimens of dimensions 10 mm × 5 mm of ePTFE, ACF and laminate were used. Strain sweep studies in tensile mode were performed to establish the linear viscoelastic region of deformation, whereby the sample was deformed from 10 μm to 240 μm in steps of 20 μm at 50 Hz. These experiments were performed with a proportionality factor of 1.1, to ensure contact between the sample and grip by maintaining a slight excess of the applied force. Subsequently, frequency sweep tests were performed at 1 Hz in the linear viscoelastic region and temperature range 30°C–200°C at a heating rate of 5 °C/min.
Barrier properties
(a) Protection against chemical warfare agent
The resistance offered by the laminate towards permeation by a representative chemical warfare agent (Sulphur mustard) was determined as per Defence Materials and Stores Research and Development Establishment (DMSRDE), India specification (DMSRDE/T&GS/200/5NBC/03). 43 In this method, a circular disc specimen (diameter - 50 mm) was cut from the laminate and exposed to an atmosphere saturated with mustard vapors, created by placing 12 μl of Sulphur mustard in a specially designed brass assembly at 20°C. A detector paper (congo red impregnated filter paper), spotted with a chlorinating reagent (2,4-dichlorophenylbenzoylchloroimide) was placed on the top of the sample. The principle behind the test is the colour change (red to blue) observed in the dye impregnated paper when the HCl gas generated by the reaction of Sulphur Mustard reacts with the chlorinating reagent. The breakthrough time was estimated by monitoring the color change observed in the detector paper. 44 The test was done on 10 number of specimens.
(b) Protection against blood borne pathogens
The resistance offered by the ePTFE membrane as well as the laminate against penetration to synthetic blood was evaluated to study their effectiveness against penetration of biological pathogens. The test was performed as per ASTM F1670 using an accessory attached to the hydrostatic head tester.
38
The photograph of the set-up used for the study is presented in Figure 4. In brief, ∼60 mL of synthetic blood was filled in the reservoir and pressurized to subject the laminate to an increasing pressure profile (0 psi for 5 min, 2 psi for 1 min and finally 0 psi for 54 min). The appearance of synthetic blood on the opposite face was checked manually. Hydrostatic head tester with attached synthetic blood penetration testing accessory.
Breathability studies
Breathability of moisture barrier fabric was evaluated both in terms water vapour transmission rate (WVTR) as per ASTM E 96 and water vapour resistance (Ret) as per ISO 11092.45,46 The WVTR of the moisture barrier fabric was measured according to procedure B (upright cup method) as well as procedure BW (inverted cup method) of ASTM E 96. Six circular specimens, 5 cm in diameter, were cut from the laminated fabric. Each specimen was placed on a 155 mL aluminium cup filled with 100 mL of distilled water, covered with a gasket and then clamped into position. The cups were placed in a climate chamber with controlled temperature and humidity. The temperature within the chamber was maintained at 23 ± 1°C and relative humidity at 50 ± 2%. Gravimetric analysis was performed at regular intervals and the WVTR (g m−2 h−1) was calculated using the following formula

Waterproofness
The extent of waterproofness was quantified using Hydrostatic Head Tester as per ISO 811, whereby the specimen was subjected to a steadily increasing water pressure (1 kPa/min) on one of the faces, till penetration (in the form of water droplets) was observed at three different sites. 48
Flammability tests
(a) Vertical flammability test
Vertical flammability test of the laminate as well as constituent layers was performed as per the standard procedure (ASTM D6413). 49 For this purpose, the sample (50 × 300 mm2) was placed on the specimen holder and subjected to a flame (38 mm) for a period of 12 s. The height of the flame below the lower edge of the fabric was maintained at 19 mm. Post-test, the samples were analysed for ‘after-flame’ time, ‘after-glow’ time and char length.
Face ignition test was done as per ISO 15025 procedure A, and the performance was evaluated as per ISO 14116.50,51 For this purpose, the sample (150 × 200 mm2) was placed on the specimen holder and subjected to a horizontal flame (25 mm) for a period of 10 s. The distance between the tip of the burner and the face of sample is maintained at 17 mm. The samples were observed for, whether any flaming reaches the upper edge or either vertical edges of the specimen, whether afterglow spreads beyond the flame spread area into the undamaged area, ‘after-flame’ time, ‘after-glow’ time, the occurrence of debris.
Heat resistance & thermal shrinkage
In view of the targeted application of the laminate, the dimensional stability of the laminate and its constituent layers, that is, ePTFE membrane and ACF in terms of resistance to heat and thermal shrinkage was determined as per ASTM F2894 at a temperature of 260°C. 52 For this purpose, sample of standard dimensions (381 × 381 mm2) was suspended by a metal hook in an oven maintained at a temperature of 260 ± 3°C for 5 min and examined for evidence of ignition, melting, dripping or separation and resultant dimensional change. The tests were done in triplicate and the average value has been reported.
Morphological studies
The surface morphology of samples was studied using a Scanning Electron Microscope (Zeiss EVO MA15) under an acceleration voltage of 20 kV. Samples were mounted on aluminium stubs and sputter-coated with gold (10 nm) using a sputter coater (Quorum-SC7620) operating at 10–12 mA for 150 s. The elemental analysis was performed using energy dispersive X-ray Analysis (EDAX).
Results and discussion
In the context of protective clothing, it is difficult to achieve high degree of waterproofness as well as breathability simultaneously, as both these properties are inversely proportional to each other, and a balance between these parameters are coveted in an effective comfortable fabric. In this work, a flexible laminate of ePTFE membrane with activated carbon fabric was prepared by gravure coating technique using a hot melt adhesive. The digital photograph of the laminate is presented in Figure 5. Digital photograph of the expanded polytetraflouroethylene-activated carbon fabric laminate.
Morphological studies of expanded polytetraflouroethylene-carbon fabric laminate
The morphology of both sides of laminate was studied using scanning electron microscopy (SEM) and representative SEM images of both the faces are presented in Figure 6. The porous morphology of the ePTFE face of the laminate is clearly evident from the SEM image. The membrane is a complex network of fibrils, with dimensions of the order of 0.1 microns, interconnected by nodes (∼2 microns). It is these microscopic open spaces within the network, which permit the free transfer of perspiration in the form of water vapour. The SEM image of the ACF facing side of the laminate reveals the knitted structure of the fabric. Scanning electron microscopy image (a) expanded polytetraflouroethylene side of laminate (b) activated carbon fabric side of the laminate.
Chemical composition
The chemical composition of the ePTFE and ACF was studied using EDAX analysis, and the results are presented in Figure 7. As expected, PTFE is made up of primarily two elements, namely Carbon and Fluorine, and the ACF consists primarily of carbon with an atomic fraction of 87.6%, followed by Oxygen with an atomic fraction of 12.0%. It is to be noted that the carbon content in commercial activated carbons is ∼85–90%, which is in line with our present investigations.
53
Energy dispersive X-ray analysis spectra and elemental analysis (a) expanded polytetraflouroethylene (b) activated carbon fabric.
Physical properties of expanded polytetraflouroethylene-carbon fabric laminate
Thickness and grammage of the laminate were found to be 0.328 ± 0.008 mm and 130 ± 5 GSM, respectively. These low figures of thickness and grammage indicate that requisite CB protection functionality can be introduced without increasing the weight and bulkiness to the fire protective suit. The stiffness and flexural rigidity of the laminate was found to be 0.9 ± 0.05 cm and 1.34 ± 0.3 μJ/m, respectively, which are clearly indicative of the soft and comfortable nature of the laminate.
Breathability studies
Water vapour transmission rate of expanded polytetraflouroethylene (ePTFE) membrane and laminate of ePTFE with activated carbon fabric.

ePTFE: expanded polytetraflouroethylene; ACF: activated carbon fabric; WVTR: water vapour transmission rate.
Since the developed moisture barrier fabric possesses additional CB protection functionality, the WVTR of the developed laminate was compared with those of commercial chemical protective clothing like Tyvek, Tychem C2, Tychem F, Tychem F2 from Dupont and Microgard 2500, Microchem 3000 and Microchem 4000 from Microgard. The WVTR (upright cup method) of these clothing at 20°C has been reported by P. Phromphen, 54 where the maximum WVTR has been reported to be 4.773 × 102 g m−2 24 h−1 (Tyvek), which is lesser than that of the laminate prepared in this study (1.296 × 103 g m−2 24 h−1). In a separate study, S. Lee et al. 55 reported the WVTR, air permeability as well as the chemical permeation (insecticides) of 36 common materials used for personal protective clothing. For all the materials studied, the WVTR values reported ranged from 3.6 × 102 g m−2 24 h−1 to 5.3 × 102 g m−2 24 h−1. The higher WVTR of the laminate prepared in this study may be attributed to the breathable nature of adhesive and the low coverage (∼30%) due to the dot coating technique employed for its preparation.
The thermo–physiological comfort offered by the fabric was quantified in terms of Total Heat Loss (THL) considering both dry as well as wet heat transfer from the fabric. Wet heat transfer was measured in terms of water vapour resistance (Ret) which was estimated to be 2.9 m2PaW−1. Such low resistance is clearly indicative of the highly breathable nature of the laminate. Dry heat transfer constitutes heat loss due to conduction, convection as well as radiation and is measured in terms of intrinsic thermal resistance, Rct which was determined to be 0.0182 m2PaW−1. The THL of the laminate was calculated to be 397Wm−2. These values clearly reveal that the laminate permits efficient outward transfer of body heat through the garment. In a separate study, the Ret values of several commercially available activated carbon fabric-based CB suits has been reported by Nagesh et al., 26 where the values have been reported to range from 6.0 m2PaW−1–7.5 m2PaW−1. The low Ret values offered by prepared laminate (2.9 m2PaW−1) clearly demonstrates its higher breathability as compared to the commercially available suits.
The WVTR of several commercial moisture barrier fabrics used for the construction of fire protective clothing and sportswear (non-CW agent protective) has been reported by Tehrani et al. 56 The maximum vapour transmission was observed for eVent®, where the WVTR was found to be 9.84 × 102 g m−2 24 h−1 (by upright method) and 7.265 × 103 g m−2 24 h−1 (by inverted cup method), respectively. In this context, the Ret values of several commercial moisture barrier fabrics has also been reported by Gugliuzza et al., 57 where the minimum Ret (5.5 m2PaW−1) was reported for Entrant G2TM-XT specimens. These studies clearly reveal that the laminate prepared in the present work was found to be more breathable, even in comparison to non-CW agent protective clothing.
Hydrophobicity and waterproofness of laminate
Contact angle and hydrostatic head pressure of constituents and the laminate.
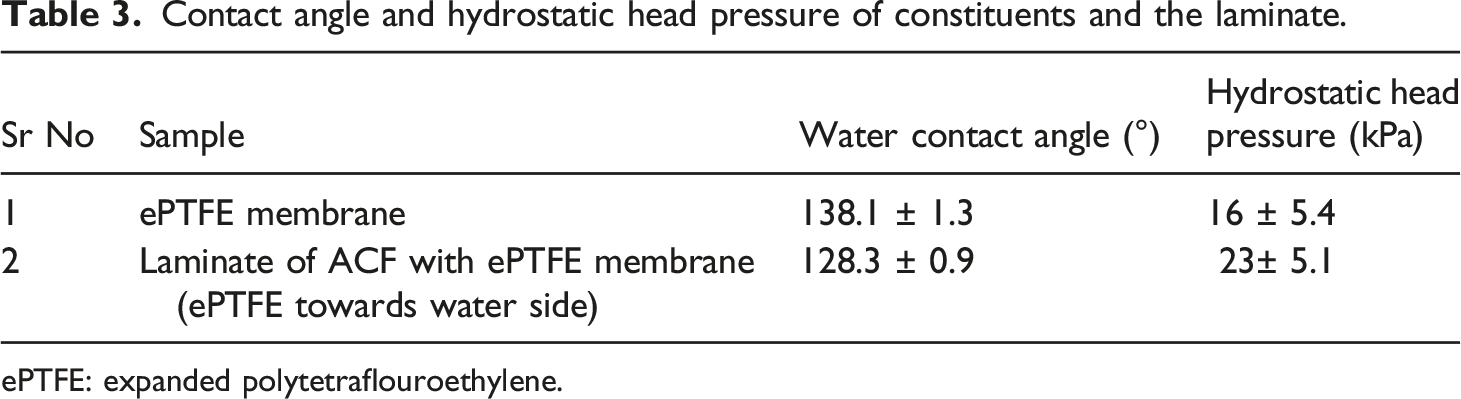
ePTFE: expanded polytetraflouroethylene.

Water contact angle (a) ePTFE, (b) ePTFE-Activated Carbon Fabric laminate. ePTFE: expanded polytetraflouroethylene.
The extent of waterproofness offered by the ePTFE and laminate was further quantified in terms of the hydrostatic head pressure determined as per ISO 811, the results of which are reported in Table 3. As per EN469, the minimum requirement of waterproofness mandated for breathable fire protective clothing is 20 kPa, which is met by the laminate prepared in the present work. From the SEM images, the micropores observed on the ePTFE membrane were of the order of 0.5 microns (Figure 6), which are much smaller than standard water droplets (∼100 microns), therefore penetration of the membrane by liquid water was not observed. The hydrophobic nature of ePTFE membrane does not permit wetting of the surface and eliminates any chance of permeation of water due to capillary action as well.6,57–59 The ePTFE membrane used for the present study is very thin (∼20 micron), which was found to rupture at 16 ± 5.4 kPa. It is to be noted that the fabric used for the present work was ACF, which was chosen for its ability to adsorb toxicants. Higher degree of waterproofness (172.4 kPa), as required by NFPA 1971, can be obtained by further lamination of the ePTFE-ACF laminate with any mechanically robust fabric.
Protection against blood borne pathogens
Our studies revealed that under the specified conditions, leakage of synthetic blood was neither observed in ePTFE membrane nor in the case of laminate. As previously observed in the case of hydrostatic head pressure measurements, the balance of microporosity and hydrophobicity offered by the ePTFE membrane explicates the excellent resistance against the penetration to synthetic blood, even though the surface tension of synthetic blood (42 dynes/cm) is relatively lower than the surface tension of pure water (72 dynes/cm).60,61
Protection against chemical warfare agent
The protection offered by the moisture barrier fabric towards permeation of chemical warfare agent was determined by exposing the laminate to sulphur mustard; however, no breakthrough of the agent was observed within the time frame of 24 h. The results are in agreement with those reported by Nagesh et al. 21 for commercial ACF based CB suits. It is to be noted that breathable moisture barrier fabrics such as GORE-TEX®, TETRATEX®, PROLINE®, VAPRO®, BREATHE-TEX PLUS®, STEDAIR 2000® or SYMPATEX® offer protection against common chemicals only. 17 The introduction of this chemical protection functionality broadens the scope of applicability of these materials. Previous studies have revealed that ePTFE membrane individually is incapable of preventing the permeation of chemical warfare agents 62 which clearly proves that it is the ACF layer which offers this permeation resistance against sulphur mustard agent. The activated carbon fabric used in this study exhibits extremely high surface area (2431 ± 22 m2/g, Supplementary Figure S1, supplementary section) which bestows the fabric the ability of adsorption of chemical warfare agent.
Thermal analysis
The TG-DTG traces associated with the pyrolysis of activated carbon fabric, ePTFE membrane and the prepared laminate are presented in Figure 9. In view of its inherent carbonaceous structure, ACF was found to exhibit excellent thermal stability under inert atmosphere with a char content of 89% at 1000°C.
63
The PTFE layer exhibits a two-step degradation, with the initial weight loss at ∼450°C, and the subsequent step at 550°C. PTFE has been reported to undergo excellent thermal stability in view of the highly stable C-F bonds (Bond energy- 507 kJ mol-l), which lead to the formation of decomposition products including C2F2, CF4, COF2 etc. at temperatures >500°C.64,65 The relatively smaller weight loss step (∼7%) observed in the membrane at lower temperatures (∼450°C), can be attributed to the presence of a thin coating of oleophobic polymers, for example, hydrophilic PUs on the biaxially stretched microporous ePTFE in commercial rolls.
66
The primary role of this PU coating is to bestow protection to the micropores of the ePTFE membrane. Interestingly, the weight loss associated with this step increases in the case of the laminate. This can be attributed to the additional decomposition of the breathable PU adhesive which was used for laminating the two components, namely the ePTFE and ACF. A char content of ∼50% was observed in the laminate, which is primarily due to the residual carbon present in the laminate post removal of the PTFE component. TG-DTG traces of expanded polytetraflouroethylene membrane, activated carbon fabric and laminate.
Mechanical properties
(a) Tear strength
Amongst all mechanical properties, tensile strength for moisture barrier is neither specified in NFPA 1971 nor in EN469; however, tear strength of 22 N is specified in the former. The tear strength of the prepared laminate was found to be 4.4 ± 0.4 N which is lower than the requisite figure of 22 N. The low level of tear strength of the laminate can be attributed to the inherently weak nature of both ePTFE membrane as well as ACF. To improve the tear strength further, this laminate can further be laminated with a mechanically strong woven or non-woven fabric, depending on the targeted application.
Dynamic mechanical analysis
The viscoelastic behaviour of the polymeric material was studied using dynamic mechanical analysis. The effect of increasing temperature on the storage modulus (E′), loss modulus (E′) and tan δ (E”/E′) of ePTFE, ACF as well as the laminate is presented in Figure 10(a)–(c). The storage modulus values are representative of the elastic response of the material and tan δ is representative of the damping capacity of a material. It can be seen that the storage modulus drops drastically for ePTFE at 30°C followed by a reduction in the loss modulus values as well, which can be attributed to the β-relaxation phenomenon in PTFE. Conformational changes reportedly take place in terms of chain rotation in the PTFE at ∼30°C, where conversion to a pseudo-hexagonal disordered phase occurs.
67
No such transition is observed in the case of ACF, in view of its amorphous nature. The effect of temperature on tanδ (E”/E′) is presented in Figure 10(c). For both ePTFE as well as the laminate, a broad peak was observed in the temperature range 30–80°C. The shifting of the peak to a higher temperature (60°C) in the case of ePTFE-ACF laminate, can be attributed to restriction on β-relaxation phenomenon due to lamination with ACF. The stress–strain curve as obtained from the strain sweep tests are presented in Figure 10(d), which clearly reveal the higher modulus of the ePTFE membrane, as compared to the ACF. Variation of (a) Storage modulus (b) Loss modulus (c) tan δ with temperature (d) stress-strain profile of expanded polytetraflouroethylene, activated carbon fabric and laminate.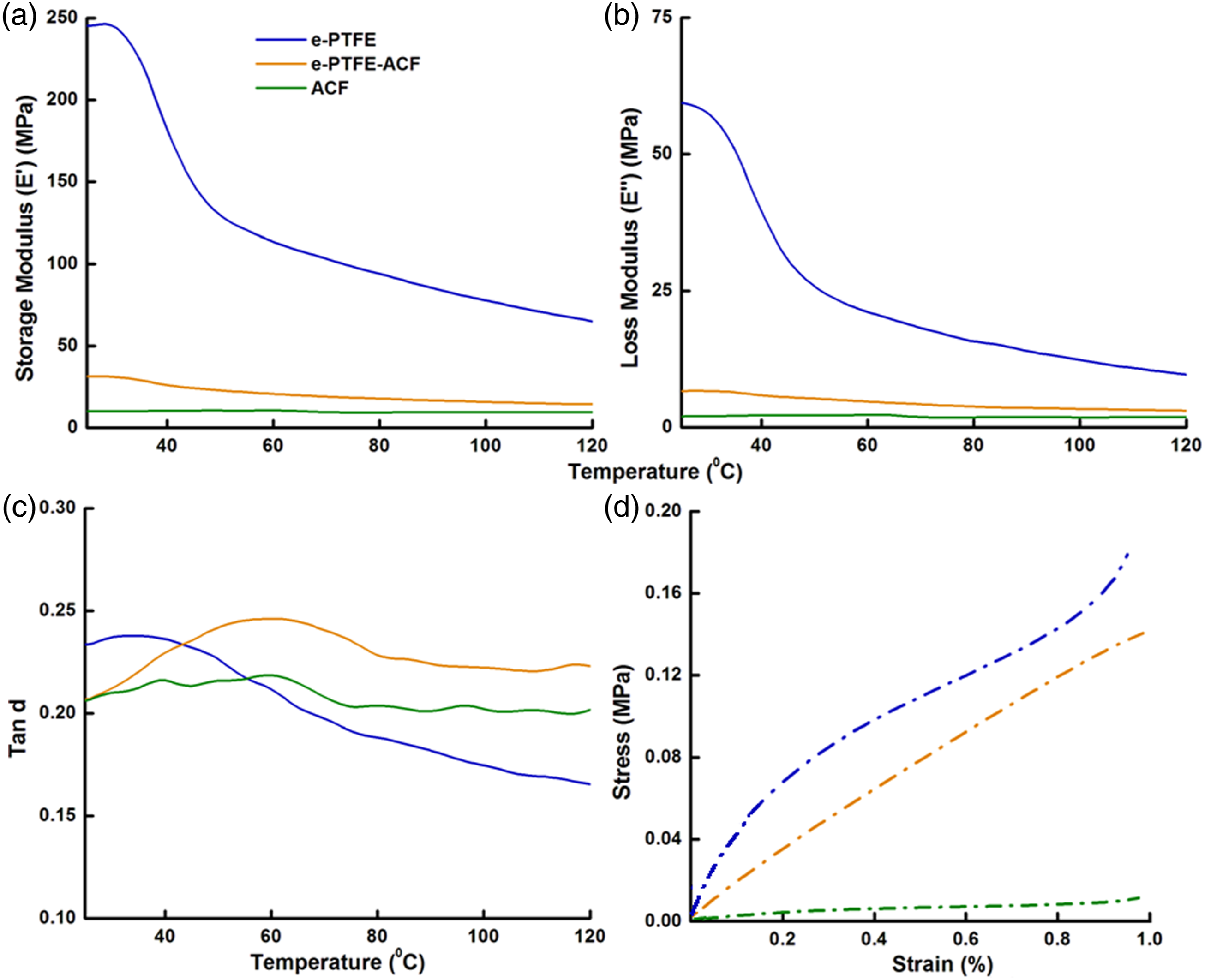
Heat resistance & thermal shrinkage
For any material to be used as a moisture barrier layer in fire protective clothing, the extent of shrinkage should be <10%, upon being exposed to 260°C for a period of 5 min. 3 The purpose of this test is to eliminate the usage of any material which undergo excessive shrinkage, ignition, dripping upon melting or separation upon exposure to extreme conditions, as these compromise with firefighter safety. A thermal shrinkage of ∼36.5% and 5.2% was observed in the ePTFE membrane and laminate, respectively; however, there were no signs of ignition, dripping or separation. In line with our expectations, the ACF did not undergo any thermal shrinkage under the conditions employed for testing as it is prepared from rayon fibers through a high temperature treatment process. 68 It is to be noted that the shrinkage levels of neat ePTFE is rather high; however, lamination with ACF reduces it to acceptable limits (<10%). 3 The photographs of the samples both before and after the test are presented in supplementary section (Supplementary Figures S2 and S3).
Flammability test
All the materials to be used in fire protective clothing need to possess self-extinguishing ability, which was evaluated by vertical flammability and face ignition testing.
a) Vertical flammability test
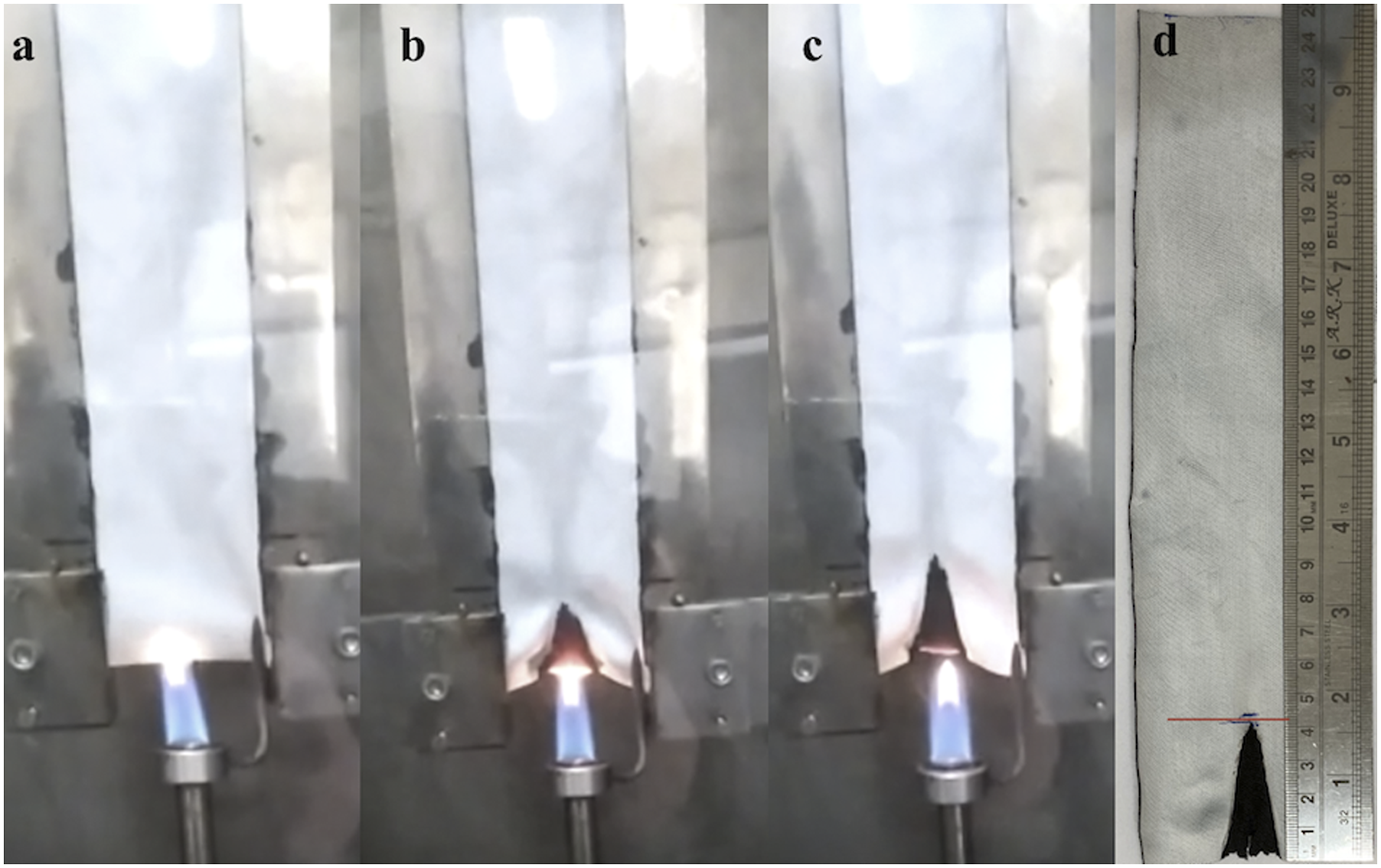
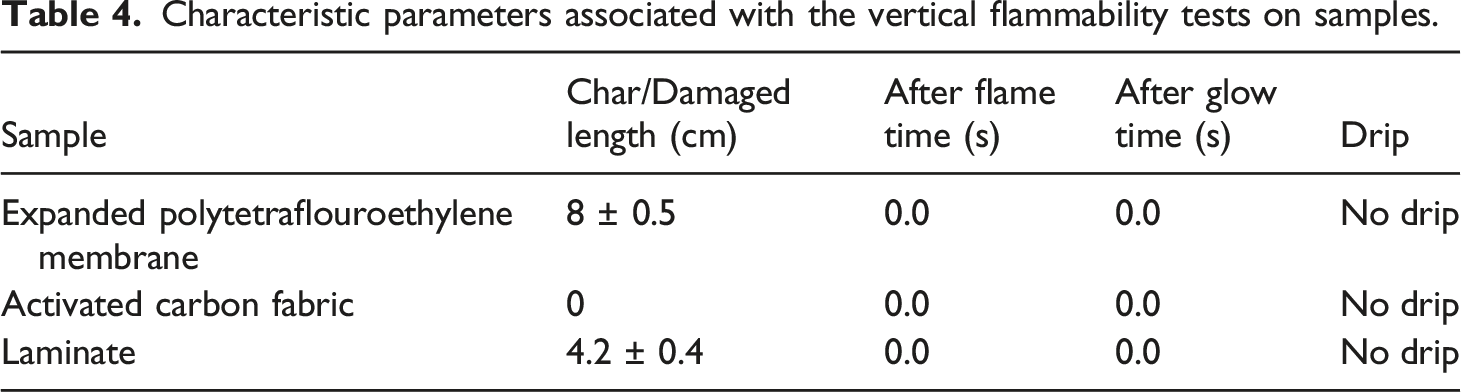
The vertical flammability tests were performed on ePTFE, membrane, ACF as well as the prepared moisture barrier laminate. The images of the ePTFE, ACF and the laminate captured at different time frames during the tests are presented in Figures 11–13. Upon exposure to the flame, the ePTFE membrane underwent extensive shrinkage without any melt dripping. Under similar conditions, ACF exhibited slight glowing during flame exposure, which ceased immediately upon removal of the flame. In the case of laminate, exposure to flame results in the shrinkage of the ePTFE film; however, the ACF remained undamaged, as is evidenced from Figure 12(c). No after-flame or after-glow was observed in any of the samples. The characteristic parameters in terms of time associated with ‘after-flame’ and ‘after-glow’ along with the char/damaged length and dripping behaviour is presented in Table 4. It can be seen that the dimensions of the damaged section (due to shrinkage of ePTFE) is less than 4.2 cm, which satisfies the requirements of firefighter clothing.
3
Images captured during different stages of vertical flammability tests (a) 0 s, (b) 5 s, and (c) 12 s of the expanded polytetraflouroethylene post-flammability test. Images captured during different stages of vertical flammability tests (a) 0 s, (b) 5 s, and (c) 12 s of the activated carbon fabric during flammability test. Images captured during different stages of vertical flammability tests (a) 0 s, (b) 5 s, (c) 12 s, and (d) length of the damaged section post-flammability test. Characteristic parameters associated with the vertical flammability tests on samples.

b) Face ignition test
EN 469 requires the materials used for construction of fire protective clothing to be tested as per ISO 15025, procedure A and exhibit a flame spread index 3 of ISO 14116. For moisture barrier layer, formation of hole upon application of flame is permitted. The laminate was tested for face ignition test and the images of the laminate captured at different time frames during the tests are presented in Figure 14. It was observed that upon application of flame, the ePTFE layer exposed to flame gets consumed; however, the ACF layer remains intact. The laminate self-extinguishes upon removal of the flame and no after-flame, after-glow, melt-dripping or hole formation was observed, thus achieving the flame spread index 3 of ISO 14116. Images captured during different stages of face ignition test (a) 0 s, (b) 5 s, (c) 10 s, (d) post flammability test.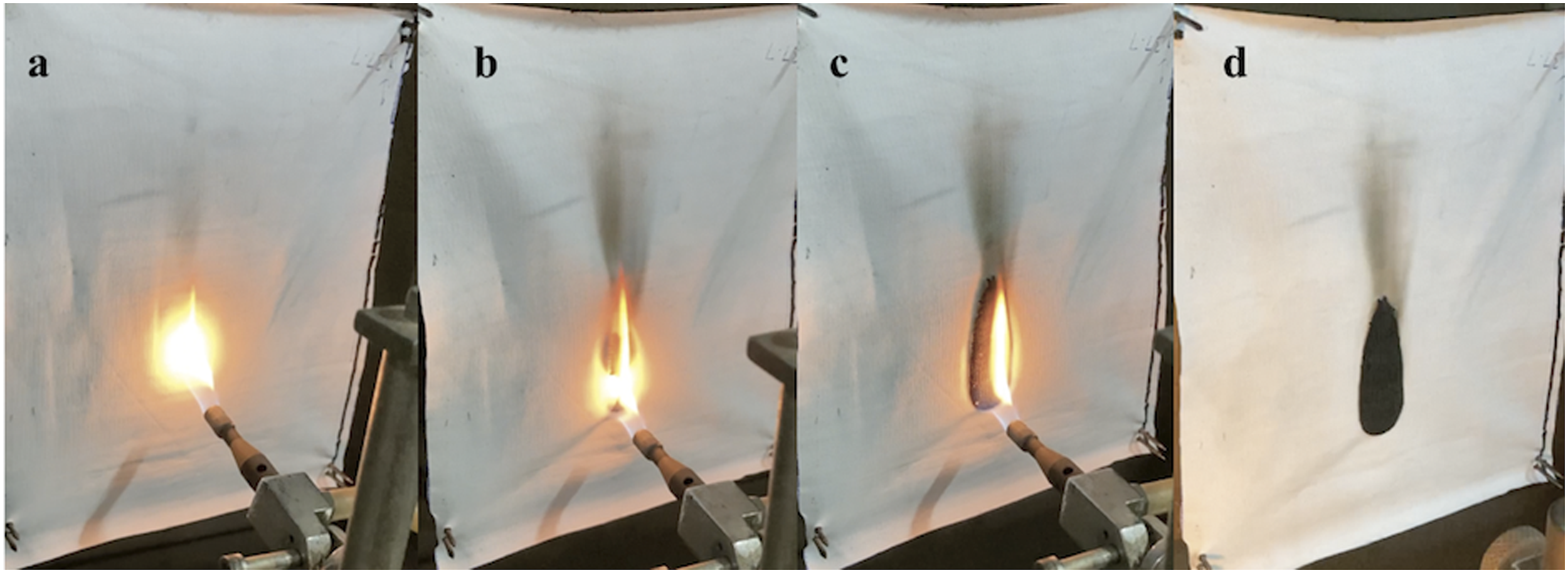
It is clear from our studies that the developed ePTFE-activated carbon fabric laminate possesses enormous potential to meet the requirements of moisture barrier for firefighter clothing. In addition, this layer has the ability to protect the wearer against chemical warfare and biological agents, which greatly enhances the applicability of this clothing in areas where an exposure to these agents is expected.
Conclusions
The aim of the present research was to introduce a chemical and biological protection functionality to a moisture barrier fabric, which was achieved by laminating a layer of highly porous activated carbon-based knitted fabric over a thin expanded PTFE membrane. Our studies reveal that dot lamination technique can be successfully employed for the preparation of a moisture barrier without compromising on the breathability associated with the microporous ePTFE layer by using a breathable PU adhesive. Due to the high sorption ability associated with activated carbon fabric, the laminate was found to resist permeation by chemical warfare agents. In view of the excellent fire retardancy, the prepared moisture barrier layer has the potential to be used in fire protective ensembles. The introduction of the chemical and biological protective functionality greatly enhances the overall protection level of this clothing, thereby increasing the level of confidence of firefighters who can remain engaged in firefighting operations even in scenarios where exposure to chemical warfare agents is envisaged. However, due to inherently weak nature of ACF and ePTFE, the tear strength needs to be improved further. Future research would focus on enhancement of mechanical properties and improving the waterproofness of these laminate without compromising its breathability. One simple strategy to improve both properties is to further laminate the prepared moisture barrier fabric with a mechanically strong woven or non-woven fabrics, for example, meta-aramids.
Supplemental Material
sj-pdf-1-jit-10.1177_15280837211073360 – Supplemental Material for Moisture barrier layer with supplemental chemical and biological protective functionality for firefighting clothing applications
Supplemental Material, sj-pdf-1-jit-10.1177_15280837211073360 for Moisture barrier layer with supplemental chemical and biological protective functionality for firefighting clothing applications by Mahipal Meena, Anjlina Kerketta, Manorama Tripathi, Prasun Roy and Josemon Jacob in Journal of Industrial Textiles
Footnotes
Acknowledgements
The authors would like to thank DRDO for funding this work through ST/16-17/CFE-1327. Dr Beer Singh, DRDE is gratefully acknowledged for carrying out the chemical warfare protection test.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This study is supported by Defence Research and Development Organisation (ST-16-17/CFE-1327).
Supplemental material
Supplemental material for this article is available online.
References
Supplementary Material
Please find the following supplemental material available below.
For Open Access articles published under a Creative Commons License, all supplemental material carries the same license as the article it is associated with.
For non-Open Access articles published, all supplemental material carries a non-exclusive license, and permission requests for re-use of supplemental material or any part of supplemental material shall be sent directly to the copyright owner as specified in the copyright notice associated with the article.