
Abstract
Three-dimensional (3D) flat-knitted fabrics have become a topic of interest in the field of composites in recent years because of the growing need for rapid preparation of complicated shape preforms. In order to improve the mechanical properties of 3D flat-knitted fabrics, two types of 3D flat-knitted fabrics with reinforcement yarn (FKFR) were developed using ultra-high molecular weight polyethylene (UHMWPE) yarn. Their basic structures were composed of plain structure and interlock structure with tuck stitch, respectively, and the reinforcement yarn was integrated into the fabric as the weft inlay. The tensile, bending, drape, and bursting properties of the two fabrics were characterized. Results showed that the basic structure of the fabric has impacted on the mechanical properties of the fabric significantly. The tensile and bending properties of the fabric with interlock structure were better than that of the fabric with plain structure. During the transverse stretching process, the surface structure of the fabric with interlock structure was more stable. Moreover, transverse yarn strength utilization of the fabric with interlock structure was 1.05, which reached the level of ordinary woven fabric. In addition, the bursting force of the fabric with excellent tensile properties was lower than that of the fabric with a plain structure because the latter has better extensibility.
Introduction
One of the most outstanding advantages of flat-knitted fabric is that it can realize the integrated forming of complex-shaped structures with the greatest possible saving of raw materials1,2. However, flat-knitted fabrics formed by the yarn bending into loops and threading each other have the disadvantages of large extensibility and low surface density, which will result in a reduction of the modulus of composites.3–5 Therefore, the application of flat-knitted fabrics in rigid composites is less. Thus restricting the development of flat-knitted fabric reinforced composites. 6
The appearance of 3D flat-knitted fabrics improves the mechanical properties of fabrics and composites.7–10 Compared with traditional fabrics, 3D flat-knitted fabrics with large thickness and good integrity have outstanding advantages in compression and impact properties. Most 3D flat-knitted fabrics use a tuck stitch to connect the fabric on the front and rear needle beds, which improves the mechanical properties of the fabric in the thickness direction.7,9,11,12 However, the mechanical properties of the 3D flat-knitted fabrics in transverse and longitudinal directions have not been changed. Majority of studies indicated that the tensile strength under longitudinal tension of the knitted fabrics is much higher than the transverse, and the transverse elongation is much higher than the longitudinal.13–16 The main reason is that in the longitudinal tension, the external force is mainly borne by the loop pillar with the same axial direction as the external force, while in the transverse tension, the external force is mainly borne by the needle loops and the sinker loops in the bending state.17,18 Similarly, due to fabric structure, the transverse flexural rigidity of the fabric is less than the longitudinal.
Therefore, improving the transverse mechanical properties of the 3D flat-knitted fabrics is crucial to the development of fabrics and composites with outstanding mechanical properties in all directions. In previous research studies, Abounaim et al.1,3,8 developed a computer flat-knitting machine that can be used to produce biaxial multi-layer flat-knitted spacer fabrics. Flat-knitted spacer fabrics with two warp and two weft yarns were produced using glass and polypropylene filament hybrid yarn, and the flat-knitted spacer fabrics with different curvature were realized by changing the number of knitting course on two needle beds. The only fly in the ointment was the fact that the machine gauge of the machine is E7, which made the fabric have a low areal density, a large surface porosity, and a loose overall structure. Hu Hong et al. 19 invented an innovative biaxial reinforced flat-knitted spacer fabric. The fabric was to knit the plain structure on the front and rear needle beds while inserting the warp and weft yarns, and the spacer yarns were fed from the transverse direction and connect to the sinker loop of the fabric on the front and rear needle beds. The spacer yarns of the traditional flat-knitted spacer fabric were knitted along the transverse direction, while the spacer yarns of this new spacer fabric were knitted along the longitudinal direction so that the spacer yarn does not pass through the looping action of the knitting needles, which avoided the strength damage of the needle to the yarn in the knitting process. The multi-layered biaxial weft knitted fabric (MBWK) developed by Tiangong University is a 3D flat-knitted fabric with 1×1 rib as a binding system on a flat-knitting machine. Qi20,21 did a lot of research on the mechanical properties and formability of MBWK and found that the tensile breaking strength and tensile initial modulus of the fabric were higher than those of plain woven fabrics. The experimental results showed that the hemispherical formability of MBWK fabric was better than that of warp-knitted axial fabric and 3D woven fabric. The fabric had been successfully used in the field of the composite helmet and has outstanding impact resistance. 22 3D flat-knitted fabrics developed in the above references had outstanding mechanical properties in both transverse and longitudinal directions. However, to meet the complex fabric structure, the equipment was changed greatly, the production efficiency was low, and the processing cost was high, so it was difficult to realize the industrial production. Recently, Li 16 developed a 3D flat-knitted spacer fabric with a weft inlay stitch on a STOLL computer flat-knitting machine and compared the tensile properties of the 3D flat-knitted spacer fabric with or without reinforcement yarns through a tensile test. The results showed that the transverse tensile mechanical properties of the fabric with reinforcement yarns were obviously improved, and the fabric extensibility was greatly reduced. However, the 3D flat-knitted fabric was a spacer fabric connected by fabrics. Although the thickness can be designed in an extensive range,23,24 the fabric cannot meet the knitting requirements of complex shapes. The 3D flat-knitted fabrics connected by tuck stitch are known for high density, 9 high specific stiffness, 12 and outstanding impact resistance. 5 Besides, the fabric can be combined with advanced flat-knitting forming technology to realize complex shape preform. At present, the mechanical properties of the existing 3D flat-knitted fabrics connected by tuck stitch cannot meet the requirements of rigid composites. Referring to the method mentioned above, it is a simple and easy way to improve the mechanical properties of the fabric by adding reinforcement yarn in the way of weft insertion. The produced 3D flat-knitted fabric with reinforcement yarn (FKFR) is a uniaxial 3D flat-knitted fabric. Compared with the biaxial flat-knitted fabric, FKFR have no longitudinal reinforcement yarn, so it is easier to realize the integral forming of the preform with complex shape and structure by using local knitting technology on a computer flat-knitting machine. To the best of the authors’ knowledge, no similar study has been published on the development of FKFR and the influence of fabric structure on the basic mechanical properties of FKFR.
Ultra-high molecular weight polyethylene (UHMWPE) fibers have attracted the most attention, since their strength exceeds that of carbon and aramid fibers. 25 Compared with other high-performance fibers, UHMWPE fiber not only has high strength and modulus along the fiber axis, but also has the characteristics of low density (0.97 g/cm3) and good knitting ability. To develop a 3D flat-knitted fabric with excellent mechanical properties and lightweight, two types of FKFR were prepared by using UHMWPE yarn. The tensile, bending, drape, and bursting properties of two types of fabrics were tested, and the influence of basic structures on their mechanical properties was analyzed. The most critical and methodological innovation is that developing two FKFR and discussing the influence of fabric structure on the basic mechanical properties of fabrics through experimental tests.
Experimental
Materials and flat-knitting machine
Performance parameters of the knitting yarns and reinforcement yarns.

Development of flat-knitted fabric with reinforcement yarn
The knitting steps of two types of FKFR (named as F-I, F-II) are presented in Figure 1, respectively. The first and second steps in the knitting process of F-I were to knit one course of plain structure on the front and back needle beds respectively by using the knitting yarn. The third step was to add reinforcement yarn in the middle of the needle bed in the way of weft insertion. The fourth step was to use the knitting yarn to knit the tuck stitch on the front and back needle beds in the way of one stitch interval. In the fifth step, the reinforcement yarn was added again in the way of weft insertion. In the sixth step, the knitting of a tuck stitch was carried out, and a basic unit of the fabric was completed. The first and second steps of F-II were interlock structures, and the other steps were the same as F-I. Remarkably, the third and fourth steps need to be carried out simultaneously with the help of two knitting systems of the computer flat-knitting machine. That is to say, when the carriage of the computer flat-knitting machine was moving, the first knitting system knitted the reinforced yarn in the way of weft insertion, and the second knitting system knitted the tuck stitch. It was also essential to follow this method in the fifth and sixth steps, mainly because it can prevent the reinforcement yarn from floating on the fabric surface. The structures and corresponding specifications of the two types of FKFR are presented in Figure 2 and Table 2, respectively. Knitting steps of two types of FKFR: (a) F‐I and (b) F-II. Structures of two types of FKFR: (a) F-I and (b) F-II. Specifications of two types of FKFR.


The FKFR developed in this paper had a simple knitting process and low requirements for equipment. Moreover, the thickness and areal density of the two types of FKFR exceeded the parameters of the three-layer fabric of MBWK in reference 21 and the two-layer fabric of 3D orthogonal fabric in reference, 26 and the fabrics in the two references have been widely used in the composite products. Therefore, the FKFR can not only meet the industrialization of simple and rapid production but also meet the basic parameter requirements of composites for reinforcement fabrics.
Testing
According to the standard ASTM D5035-11, tensile tests were conducted on all fabrics using an MTS universal testing machine (MTS Systems (China) Co., Ltd., Shenzhen, China). The stretching speed was set to 100 mm/min, the gauge length was set at 75 mm, and the pretension was 10 N. The size of all fabrics was 25 mm × 175 mm.
The bending property was characterized by an automatic fabric stiffness tester (YG 207, Ningbo Textile Instrument Factory, China) in accordance with ASTM D1388-96 standard. The size of all fabrics was 25 mm × 200 mm. The specimen feeding speed was 120 mm/min.
The drapability of fabrics was measured using a drape tester (Model XDP-1, Shanghai Xinxian Instrument Co., Ltd, Shanghai, China) according to GB/T 23329-2009. All samples were circular with diameters of 250 mm. The motor speed was 100 r/min.
The bursting performance was carried out on the MTS universal testing machine by referencing ASTM D3787-16 standard. The punch was a solid steel rod with a diameter of 8 mm having a flat end. The size of the sample was 180 mm × 170 mm, and the effective test area was a circle with a diameter of 45 mm, which was in the center of the annular holder. The bursting speed was 100 mm/min. The parameters of bursting performance can be obtained directly by testing equipment, including bursting force-displacement curve, bursting peak force, and bursting energy. Five samples for each specification were used for the test.
Experimental results and discussion
Tensile test results
Tensile property is an important content to evaluate the mechanical properties of fabrics, and the tensile stress-strain curve can directly reflect the tensile properties of the fabric. The tensile test device is shown in Figure 3(a). Figures 3(b) and (c) shows the stress–strain curve of two types of FKFR. The longitudinal elongation of the two fabrics was about 60%, while the transverse elongation was within 10%. For ordinary knitted fabrics without reinforcing yarn, most studies have shown that the transverse tensile elongation of the fabric is higher than the longitudinal elongation.27,28 However, the transverse elongation at break of the two fabrics in this article was less than 10%, indicating that when the transverse stretching fails, the basic structure of the fabric was deformed very little under the external force, and the external force was mainly borne by reinforcement yarns. Figure 4(a) shows the fracture morphology of knitting yarn and reinforcement yarn after transverse tensile failure. It can be found that the knitting yarns of the fabric are in good condition, and reinforcement yarns are broken due to the external force of the fiber axis. This phenomenon once again proves that during the transverse stretching process, reinforcement yarns bear the main external force. Tensile properties of two types of FKFR: (a) tensile testing device; (b) transverse tensile stress-strain curve; (c) longitudinal tensile stress-strain curve; (d) tensile strength; (e) absorbed energy and (f) yarn strength utilization (0°: transverse stretch, 90°: longitudinal stretch. The data in the column is the mean ± standard deviation.). Fracture morphology of the yarn after tensile failure: (a) yarn fracture morphology after transverse tensile failure of fabric; (b) yarn fracture morphology after longitudinal tensile failure of the fabric.

From Figures 3(d)–(f), it was not hard to find that the tensile strength, energy absorption value, and yarn strength utilization of the two fabrics in the transverse direction were significantly higher than those in the longitudinal direction. The tensile strength and yarn strength utilization in the transverse direction were about five times that in the longitudinal direction. As may be immediately apparent, the reinforcement yarn in the transverse direction of the fabric played a decisive role. Since the direction of the external force was equal to the axial direction of the fibers of the reinforcement yarn, the high specific strength characteristics of the UHMWPE fiber were fully exerted. However, in the longitudinal direction of the fabric, since the yarn that bears the external force had a loop structure that intersects each other, the knot strength during tensile fracture was much lower than the axial tensile strength of the yarn. Therefore, the longitudinal tensile performance of the fabric was poor.
It can be seen from Figure 3(b) that in the initial stage of transverse stretching, the trends of the stress-strain curves of the two fabrics were highly consistent. As the stretch continues, the curve slope of F-II was slightly larger. By observing the transverse stretching process of the two types of fabrics in Figure 5, it can be found that F-I had obvious distortion during the stretching process, while the surface structure of F-II was stable. The two fabrics had the same course and wale density, so the number of reinforcement yarn in the test specimens with the same width was equal. However, there were many inconsistencies in the tensile stress–strain curves and the tensile process, which were mainly due to the different basic structures of the two fabrics. The structure of F-I was a 3D flat-knitted spacer structure, and its basic structure was composed of a tuck stitch connected with two independent irreversible plain structures, and the reinforcement yarns in the fabric were mainly bound by tuck stitch. F-II was a 3D flat-knitted fabric with outstanding integrity, and its basic structure was composed of a tuck stitch and interlock structure. The reinforcement yarns in F-II can be bound together by the tuck and interlock. In addition, it can be seen from the cross-section diagram of the two fabrics in Figure 2 that there were more contact points between the basic structure of F-II and the reinforcement yarn, which can increase the friction resistance to the reinforcement yarn during the stretching process, and it also helped to improve the force uniformity and consistency of the reinforcement yarn at different positions. Therefore, the surface structure of F-II was more stable and a higher modulus can be maintained during the stretching process. It was also for these reasons that the transverse tensile strength, absorbed energy value and yarn strength utilization of F-II were higher than F-I by 20.43, 27.03, and 14.13%, respectively. Tensile failure process of two types of FKFR.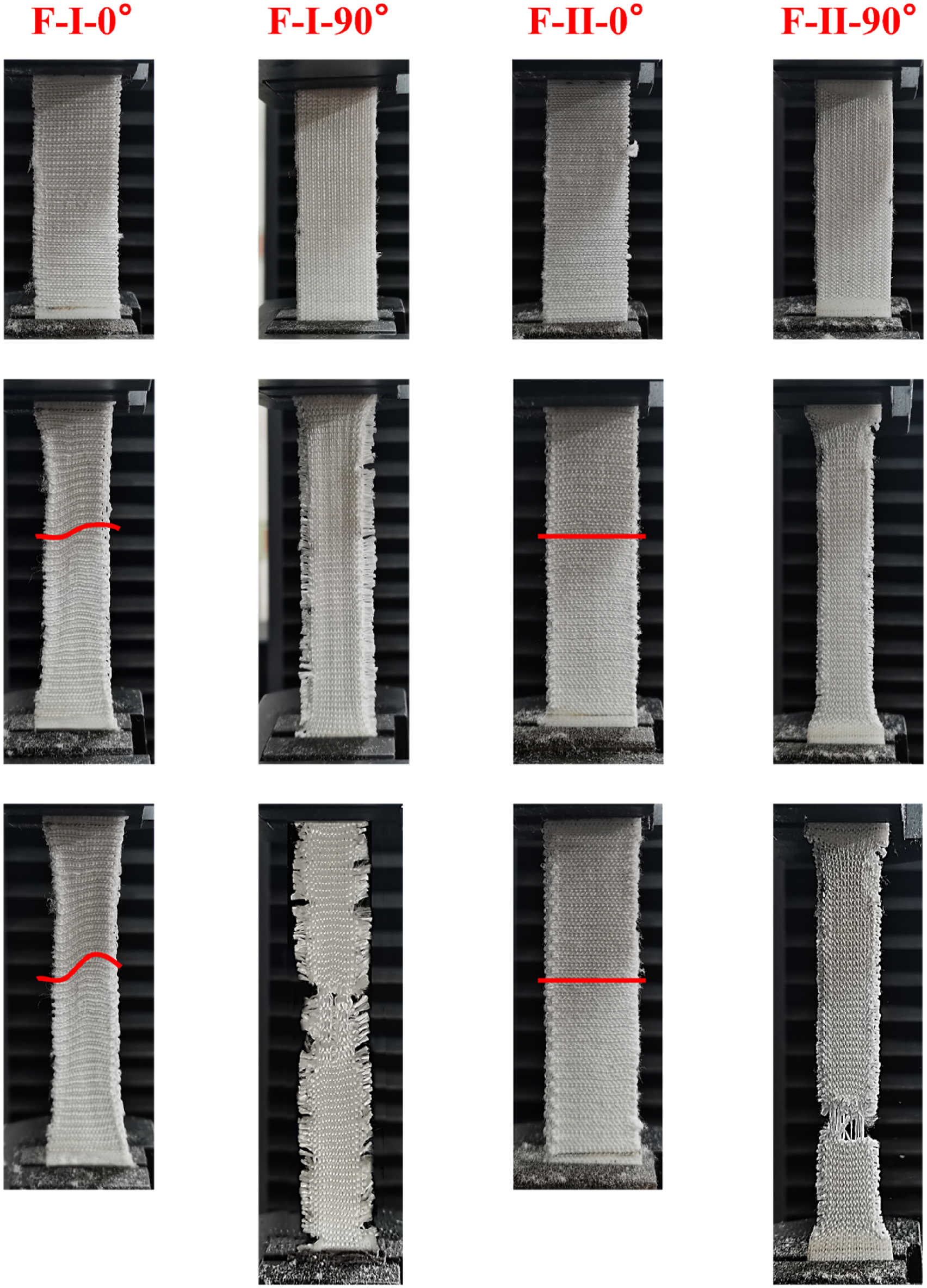
Figure 3(c) shows the longitudinal stretch curves of the two fabrics. The slopes of the stress-strain curves of the two fabrics for the initial stretching were small, and as the stretching continues, the slopes of the curves increased significantly. This is because the yarn inside the fabric was in a bent state when initially stretched, so the modulus of the fabric was small. As the stretching progresses, the coil deformed, and the axial direction of the loop pillar was the same as the direction of the external force, thereby increased the modulus of the fabric. In addition, it can be found from Figures 3(d)–(f) that the longitudinal tensile strength, energy absorption value, and yarn strength utilization of F-II were higher than F-I by 31.18, 2.66 and 17.65%, respectively. The main reason is that the stability of the interlock structure inside F-II was higher than the two independent plain structures inside F-I. Under the external force, the knitting yarn of the interlock structure produced extrusion and friction at the interlacing point, which helped to reduce the uneven force on the yarn and improve the breaking strength of the fabric. The surface morphology of the two fabrics during the longitudinal stretching is shown in Figure 5. It can be found that both fabrics had an obvious girdle phenomenon in the width direction. When the fabric was stretched longitudinally, the width of the fabric decreased, and the reinforcement yarn in F-I was exposed obviously, while the reinforcement yarn in F-II was still hidden in the fabric, which further illustrated that the binding force of F-I to the reinforcement yarn was less than that of F-II.
By comparing the tensile properties of the two fabrics, we found that both fabrics had higher transverse tensile strength and low elongation. In addition to having outstanding tensile properties, F-II has good structural stability during the stretching process, and is suitable for the development of rigid composites that require high uniaxial tensile properties and good stability.
Bending and drape test results
Bending and drape properties are not only an important parameter of fabric mechanical properties but also a key index to evaluate fabric formability. The bending test device is shown in Figure 6(a). The principle diagram of the bending test is shown in Figure 6(b), where the length of the fabric when it is bent to 41.5° under its own weight is the length of fabric projecting, which is twice the bending length of the fabric. Bending length reflects the stiffness of fabric when bent in one plane under the force of gravity and is part of the drape. The flexural rigidity of the fabric is the main factor affecting the drape and bulging effect of the fabric. The bending length and flexural rigidity of the two fabrics are shown in Figures 6(c)–(d). The bending test diagram of the fabric is given in Figure 7. It can be seen that the transverse bending length and flexural rigidity of the two fabrics were greater than the longitudinal direction of the fabric. This is because the reinforcement yarn in the straightened state was added in the transverse direction, which greatly improved the rigidity of the fabric. Comparing the bending length and flexural rigidity of the two fabrics in the same direction, it can be found that the value of F-II with a slightly smaller thickness and area density was greater than that of F-I, and the difference in flexural rigidity in the longitudinal direction was the largest, which was 62.33% higher than that of F-I. In the case of transverse bending, the contact points of reinforcement yarn and knitting yarn in F-II can increased the resistance of yarn bending deformation, and then effectively resisted the fabric deformation. Comparing the cross-sections of the two fabrics in Figure 2, it can be found that the thickness direction of F-I only contained the cross structure formed by tuck stitch, while the thickness direction of F-II also contained the cross structure formed by interlock structure. Therefore, the more complex cross structure in F-II had better resistance to fabric deformation when bending longitudinally. Bending properties of the two types of FKFR: (a) bending test device; (b) working principle of bending test; (c) bending length and (d) flexural rigidity. Bending test results of two types of FKFR: (a) F-I-0°; (b) F-I-90°; (c) F-II-0°; (d) F-II-90°.

Compared with the bending property, the drapability can more comprehensively characterize the overall bending performance and formability of the fabric. Like the bending length, drapability is also used to describe the drape state of the fabric under its own mass.
29
The drape coefficient represents the percentage of the ratio of the projected area of the sagging part of the sample to the original area. The smaller the value, the better the drape, and the better the fabric flexibility. The drape tester is illustrated in Figure 8(a). The principle and results of the drape test are presented in Figures 8(b)–(d). The dynamic and static drape coefficient ratio of the two fabrics was 1, which indicates that the two fabrics have high stiffness. The drape coefficient of F-II was 2.28% higher than that of F-I. This indicates that the stiffness of F-II is higher, which is consistent with the bending test results. The main reason is related to the fabric structure, which is the same as the analysis of the bending results. The test results of the bending and drape together indicated that F-II had a higher stiffness, which once again proves that it is suitable for the development of rigid composites. Drapeability properties of the two types of FKFR: (a) drape tester; (b) working principle of drape test; (c) F-I and (d) F-II. (D: drape coefficient; R: ratio of dynamic and static drape coefficient).
Bursting test results
Bursting property is an important index to evaluate the multi-directional damage resistance of fabric. The bursting device and experimental results are shown in Figure 9. From Figure 9(b), it can be seen that the basic trends of bursting force-displacement curves of the two fabrics were the same, but certain differences were discernible. With the increase of bursting displacement, the slope of the curve of F-II increased rapidly. The slope of the curve of bursting force and displacement is the integral of force to displacement, which is the bursting stiffness of the fabric, and its value is closely related to the flexibility of the fabric.
30
With the increase of bursting displacement, the bursting stiffness of the two fabrics increased gradually. This is mainly because the yarn in the bending state in fabrics was gradually straightened under the external force, which improves the bursting stiffness of the fabric. Due to the small elongation of the interlock structure, the bursting stiffness of F-II increased rapidly. Before reaching the peak bursting force, compared with the smooth curve of F-II, there were fluctuations in the middle of the curve of F-I. Since the breaking force was relatively small, it can be preliminaries inferred that the curve fluctuation was caused by the yarn breaking of the basic structure of F-I. It can be seen from Figure 9(c) that the equivalent peak force and equivalent bursting energy of F-I were higher than those of F-II. Usually, fabrics with outstanding tensile properties have excellent bursting properties. However, the bursting force of F-II with outstanding tensile properties in this article was lower than that of F-I. This is mainly related to the extensibility of the fabric. The extensibility of F-I in all directions was higher than that of F-II. During the bursting process, the deformation and displacement of F-I was large, which expanded the energy absorption area of the fabric and improved the bursting force of the fabric. Bursting performance of two types of FKFR: (a) bursting testing device, bursting punch and fixture; (b) bursting force-displacement curves; (c) equivalent peak force and equivalent bursting energy.
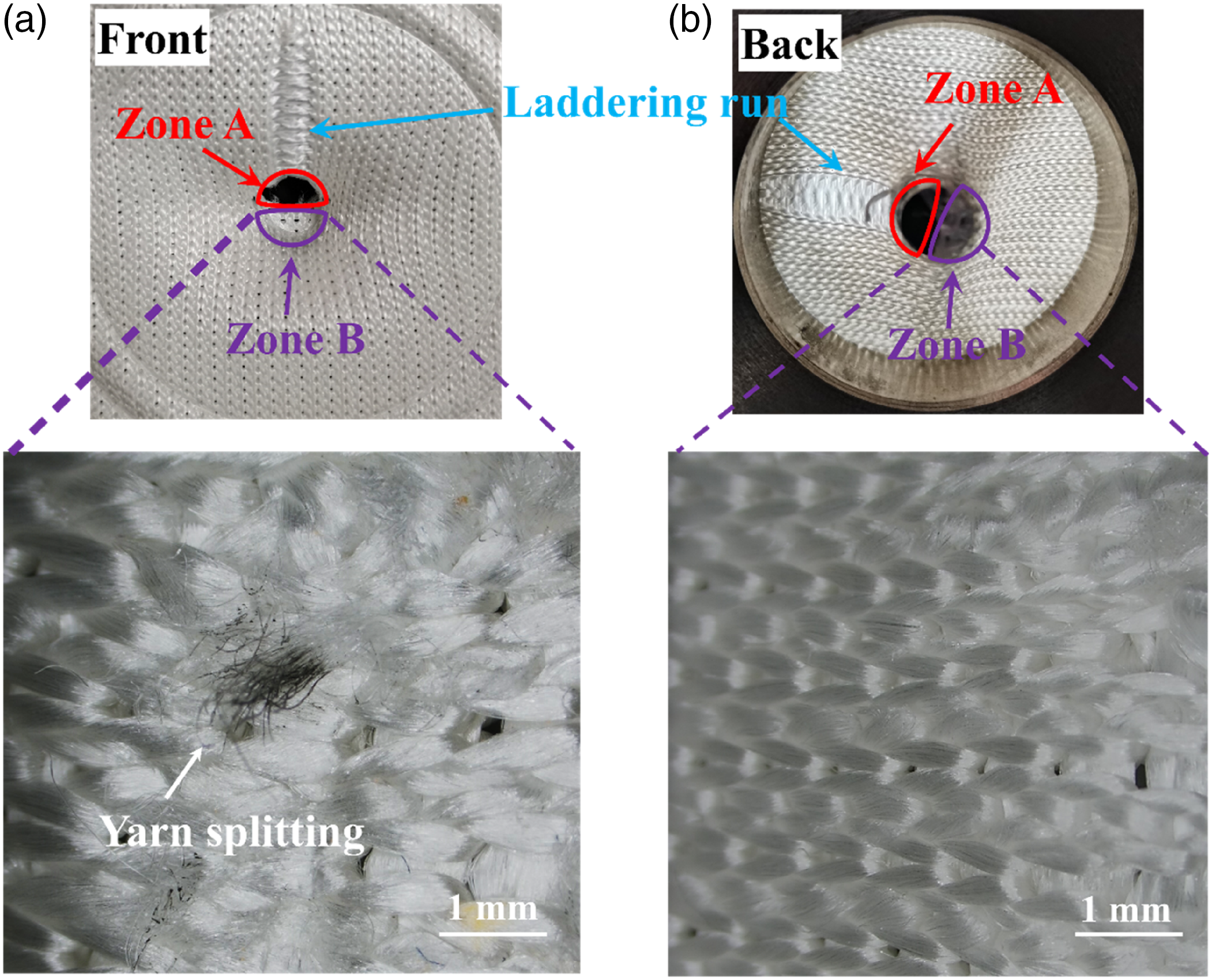
Figure 10 and Figure 11 respectively show the damage morphology of the two fabrics after the bursting test. It can be observed that the bursting edge of the two types of fabrics appeared laddering run, and the bursting point was not completely penetrated, but there was a semicircular hole damage area (Zone A) on the side of the fabric. By observing the area not penetrated by the punch (Zone B), it can be found that the back of Zone B of the two fabrics had no obvious damage (as shown in Figure 10(b) and Figure 11(b)), but the damage on the front of Zone B of F-I was the most serious, with yarn breakage (as shown in Figure 10(a) and Figure 12(a)). This finding once again explains the reason for the curve fluctuation during the bursting process in Figure 9(b). There were only a few yarns splitting on the front of Zone B of F-II (as shown in Figure 11(a) and Figure 12(b)). Figure 12(a) shows the damage morphology of yarn fracture on the front of Zone B of F-I, and Figure 12(b) shows the damage morphology of yarn splitting on the front of Zone B of F-II. It can be seen from Figure 12(a) that the fracture surface of the yarn was flat, which is caused by shearing. As described above, F-I was a spacer fabric, and the fabric on the side contacting with the punch was an independent plain structure. The yarn of the plain structure was easy to break under the action of stretching and shearing. However, the other side of F-I was only subjected to tensile action, so less damage to the surface. The basic structure of F-II was an interlock structure with better integrity, and the stretching and shearing effects during the bursting process directly acted on the entire fabric, so the damage was less. Damage morphology of F-I after bursting: (a) burst front and (b) burst back. Damage morphology of F-II after bursting: (a) burst front and (b) burst back. Damage morphology of yarn fracture on the front side of the two fabrics Zone B: (a) yarn breakage; (b) yarn splitting.

The burst test results showed that the bursting force of F-I was high, and the energy absorbed was large, but its burst displacement was large. In practical applications, F-I can be used as the preferred material when the requirement for bursting displacement is not high, and F-II can be selected if the requirement for bursting displacement is high.
Conclusion
In order to develop a 3D flat-knitted fabric with excellent mechanical properties, this paper prepared two types of 3D flat-knitted fabric with reinforcement yarn using UHMWPE yarn. The basic structures of the two fabrics were composed of plain structure and interlock structure with tuck stitch respectively, and the reinforcement yarn was integrated into the fabric as the weft inlay. To study the basic mechanical properties of the two types of fabrics and explore the influence of the basic structure on the mechanical properties of the two fabrics, the tensile, bending, drape and bursting properties were tested. These results showed that the basic structure of the fabric had a significant impact on the mechanical properties of the fabric. The tensile and bending properties of F-II with interlock structure were better than that of F-I with plain structure. During the transverse stretching process, the surface structure of F-II was more stable. Since the direction of the external force was the same as the axial direction of the reinforcement yarn during the transverse stretching process, the high specific strength characteristics of the UHMWPE fiber were fully exerted, thereby increasing the transverse tensile strength of the fabric. At the same time, due to the good binding of the interlock structure to the reinforcement yarn, the transverse yarn strength utilization of F-II was 1.05, which reached the level of ordinary woven fabric. Due to the better extensibility, F-I occurred with greater deformation and absorbed more energy during the bursting process, which makes the bursting force of F-I was higher than that of F-II with excellent tensile properties. Although the bursting performance is not as good as that of F-I, overall, F-II has greater application potential in rigid composites, given it better in tensile strength, bending resistance, and stability during stretching.
Footnotes
Declaration of Conflicting Interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was support from the National Science Foundation of China (61772238, 11972172), the Fundamental Research Funds for the Central Universities (JUSRP22026), the Taishan Industry Leading Talents (tscy20180224), and the Provincial and Ministry Joint Open Project (M2-201805).