
Abstract
In this experimentation hybrid composites using natural fibers and titanium oxide (TiO2) nano filler were fabricated using compression moulding technique. Pineapple (P) and Sisal (S) fibers were used as the natural reinforcements with epoxy as the matrix material. The mechanical results of flexural, impact and tensile properties found good improvement in the properties with SP fiber reinforcement (1:1 ratio) and TiO2 filler addition. The combination with 40 wt.% SP/5 wt.% TiO2 observed better mechanical results. The Taguchi optimization results showed lower Specific Wear Rate (SWR) by the incorporation of high TiO2 filler (5 wt.%) addition with the polymer-based composites. The filler substitutes replace the vacant space between fiber/matrix phase and add to the properties. The multi response optimization with TOPSIS proved that hybrid SP has the high influence in overall tribological properties of the natural fiber composites with rank 1 followed by filler incorporation. The results showed combination with 5 wt.% TiO2/20 wt.% SP Hybrid fiber/500 m Sliding distance/Sliding speed of 1 m/s and applied load of 5 N having optimized results.
Introduction
The world is following an eco-friendly path in every aspect for attaining a non-polluted environment. The higher utilization of plastic usage and synthetic fiber involvement lead to a big barrier for this culture. In the initial researches synthetic based composites from glass, carbon created high demand in the field. The non-biodegradable background and high cost lead to the change of shift from synthetic fibers to natural fiber composites [1–3]. The natural fibers extracted from sisal, pineapple, coconut, kapok, banana, flax, kenaf were used in automobile for light weight applications. These natural based composites possess better mechanical properties, eco-friendly nature, enormous availability, attracting more researchers in this area [4–6].
Natural fiber possess poor bonding ability due to the hydrophilic nature, which reduces the overall properties of composites. Surface treatment using NaOH, benzoyl peroxide, silane, KOH, stearic acid reduced the hydrophilic nature, thereby enhancing the overall properties of the polymer-based composites [7–9]. Pineapple reinforcement up to 30 wt.% added to the tensile properties of polymer-based composites. Surface treatment using NaOH improved the fiber and resin bonding with improvement in the mechanical properties [10]. The incorporation with 45 wt.% of pineapple added to the structural and mechanical applications of the polymer-based composites [11]. The hybridization of sisal/banana fiber combination added to the mechanical properties with 35 wt.% addition, further substitution reduced the overall properties of epoxy-based composites [12].
The hybrid fiber incorporation of pineapple/sisal at 30 wt.% along with fly ash at 1–5 wt.% enhanced the wear resistance of epoxy-based composites, proving the influence of natural reinforcement and fillers in enhancing the properties [13]. Cellulosic nature in flax fiber showed good frictional properties in polymer based composites. The applied load along with surface contact area has a higher influence on tribological properties of lignocellulosic natural composites [14]. Lignocellulosic fibers with flax showed fiber orientation having importance in wear properties of the natural composites [15]. Bamboo/epoxy combination observed better wear resistance nature at high sliding distance. Sliding velocity does not contribute to the coefficient of friction nature of the combinations [16]. Fiber reinforcement substitution of oil palm/kenaf hybrid fibers more than 70 wt.% created multiple grooves, wear cracks, matrix and fiber breakages, debonding surfaces in the combination, declining the wear resistance of the combination [17]. The fiber substitution of grewia optiva J R Drumm, hibiscus sabdariffa L, Musaceae (cavendish valery variety), jute, betel nut, short wood (light brown powder and fibers) adds to the wear resistance of the polymer-based composites [18–23].
The filler mixing using alumina, oil cake fillers and titanium oxide enhanced the mechanical strength of epoxy-based composites [24–26]. The filler incorporation of solid glass microspheres, carbon nano tube, jute, TiO2, jatropha oil cake enhanced the wear resistance of the polymer matrix composites [27–30]. Optimization using response surface methodology was used in short hair/epoxy matrix composites. The significance of fiber addition, sliding velocity, sliding distance and load were observed with the combination [28]. A trial sample of 27 was taken for optimizing wear properties in epoxy-based composites using Taguchi method. The results confirmed the best hybrid fiber combination at 4 wt.%, along with load of 15 N, sliding distance of 2000 m and sliding velocity of 2.5 m/s [22].
In the literatures, it is evident that finding a suitable combination in the natural fiber polymer-based composites for wear applications is quite a difficult task. Different research works focused on operating parameters of the combination than composite specifications. This research emphasis on influence of both composite specification and operating parameters in determining wear nature of pineapple/sisal/TiO2 epoxy hybrid composites. The wear study of the novel combination having different levels of hybrid fiber wt.%, filler addition %, sliding distance, sliding speed and load were optimized.
Materials and methods
Materials
The natural fibers of Pineapple (P) (Ananas comosus) and Sisal (S) (Agave sisalana) from Coimbatore, Tamilnadu, India was used as the reinforcement material for this Epoxy (LY556 Grade) matrix along with Hardener (HY951 grade). Resin and hardener were purchased from ‘Covai Seenu and Company’, Tamilnadu, India. Fibers were taken in equal ratio of 1:1 for all the combinations. Titanium oxide nano filler powder was chemically synthesized in the previous work [25]. It was incorporated with this epoxy matrix for enhancing the properties of polymer-based composites. The properties of Pineapple and Sisal reinforcements are showed in Table 1.
The properties of Pineapple and Sisal fibers.

Epoxy matrix/TiO2 nano filler incorporation
The titanium oxide nano filler powder is combined with the epoxy resin using mechanical stirring and ultrasonication process. In the initial step epoxy resin is mixed with 1, 3 and 5 wt.% TiO2 filler with acetone combination (10 wt.%) and allowed to stir for 30 min with mechanical stirrer. In the next step it was undergone with ultrasonication process (using ultrasonicator), having sonics vibration of 500 W for 30 min and temperature of 40°C. After these processes, this mixture is heated up to 60ºC (30 min) to remove the acetone content and then it is allowed to cool at room temperature and combined with hardener at 10:1 ratio [25]. This final mixture is used for compression moulding process with natural fibers.
Fabrication procedure
The compression moulding fabrication with a steel mould was used for the hybrid combination of pineapple (P) and sisal (S) with TiO2 nano filler. Prior to the fabrication, the natural fiber reinforcements were surface treated using 5 % NaOH, this improves the adhesion properties with the polymer-based composites [25]. The fibers were cropped at 5 mm fiber length and equal ratio of 1:1 for both the fibers were taken for the fabrication [13]. The hybrid pineapple (P) and sisal (S) combination with wt.% varying from 20, 30 and 40 was fixed in the mould for different combinations and the TiO2 filler/epoxy matrix mixture explained in 2.2 procedure was poured into the mould. A constant temperature of 100 °C and pressure of 10 MPa was used in the fabrication. A total of 9 combinations were fabricated using SP and TiO2 nano filler epoxy-based combination. The details of the combinations are showed in Table 2.
Natural fiber hybrid combinations.

Experimental details
Mechanical testing
In the mechanical testing tensile, flexural and impact properties were taken as the results. Universal Testing Machine (UTM) (Tinius Olsen H10KL) was used in detecting tensile and flexural properties of hybrid natural fiber composites. Tensile specimen was cropped at 17 * 1.3 * 0.3 cm3 specification by using ASTM D 638 standard with a dog bone shape [24]. Flexural test with ASTM D 790 standard specimen having rectangular shape of 12.5 * 1.3 * 0.3 cm3 dimensions. The Charpy impact testing machine was used for detecting impact properties with ASTM D 256 standard of 6.5 * 1.3 * 0.3 cm dimensions [31]. Each composite sample were tested from five parts, to find the mean value of each results.
Wear testing
Pin-on disc equipment was used for detecting wear and frictional properties of the natural hybrid composites. ASTM G 99 standard was followed with counterface polished with silicon carbide abrasive paper of grade no 1200 and composites were polished with grade no 800 [32]. Here EN 31 steel counter disc (65 HRC) material was used as the sliding surface with the specimen. These provides good contact with the two surfaces. Dry sliding wear testing was carried out with change in the hybrid fiber composition, filler incorporation, applied load (L), Sliding distance (SD), Sliding speed (Vs). The specific wear rate and coefficient of friction are the two responses. The specific wear rate (SWR) is the ratio of wear volume to unit distance and unit length. Coefficient of friction (µ) is a dimensionless number with the ratio of frictional force and normal force between two specimens and has sliding movement with each other. The value of µ varies between 0 and 1. Higher the value more will be the friction between two specimens [32]. The equation for both SWR and µ is the following. Each composite specimen were tested from five parts to find the mean value of wear testing.
WL is loss of weight in grams, 
SEM analysis
The Scanning electron microscopy analysis (SIGMA HV – Carl Zeiss model) was taken to detect the morphological characteristics of natural hybrid composite after the wear testing. The working distance and voltage of 5.7–15 mm and 4 kV, 15 kV was used in the testing. Ultra-thin coating using gold/palladium was provided for smooth passing of electron beams into the specimen called as sputter coating process.
Taguchi optimization
The optimization using Taguchi approach was used for determining the best conditions for wear and frictional applications. The main factors such as SP hybrid fiber wt.% (20-40), TiO2 filler wt.% (1-5), sliding distance (500-1500 m), sliding speed (0.5-1.5 m/s) and load (5-15 N) were varied in different levels. Taguchi optimization with 27 trials were used for confirming this Five factor three level experimentation. This research aims to reduce the SWR and coefficient of friction in the combinations, thus smaller the better ratio method were used (3), minitab-16 software was used for the application. The factors and levels in the experimentation are showed in Table 3.
Factors and levels in Taguchi optimization.

Here ‘i’ states the trial number, ‘n’ states number of results in the experiment and ‘yi’ states response for the ith trial.
Results and discussion
Mechanical results
The mechanical testing using TiO2 and Sisal/Pineapple (SP) Hybrid fiber in wt.% observed the following results (Table 4). The results observed significant enhancement in tensile strength (TS), flexural strength (FS) and impact strength (IS) by the incorporation of TiO2 filler. Fiber reinforcement mixing ranging from 20 to 40 wt.% also leads to the mechanical property enhancement [3]. The combination with 20 wt.% SP (20 SP) observed 27.34 to 37.24 MPa tensile strength with the TiO2 filler mixing up to 5 wt.%. Then final combination with 40 wt.% SP observed enhancement from 42.02 to 50.12 MPa in tensile properties. Nano filler incorporation reduced the void gap between natural fiber and epoxy matrix and add to the tensile properties of the combination [33]. The fabricated specimens are shown in Figure 1. The incorporation of optimum level of natural fiber and nano fillers added to the mechanical properties of epoxy-based composites [24].
Mechanical results of TiO2/SP hybrid fiber combinations.


Fabricated composites of (a) 3 wt.% TiO2/20 wt.% SP and (b) 5 wt.% TiO2/40 wt.% SP hybrid combinations.
In impact strength properties maximum improvement was observed in 40 SP/5 TiO2 with 34.19 kJ/m2, similarly maximum flexural strength was attained in the same combination. This proved the significance of both fiber addition and filler substitution in enhancing mechanical properties of epoxy-based polymer composites [31]. The SEM image of TiO2 is showed in Figure 2. The reduced particle size of filler provides an improved adhesion along with interfacial stiffness enhancing the stress transfer and elastic deformation of epoxy-based polymer composites, this enhances the tensile properties of the composites [31]. The addition of hybrid natural fibers (at 1:1 ratio) beyond 40 wt.% created a non-homogenous distribution in epoxy-based composites, creating a weak point and forms a stress concentrator by applying load. This will reduce the tensile, flexural and impact properties [13]. Nano filler incorporation up to 5 wt.% creates homogenous arrangement of filler in the natural fiber/epoxy matrix combination [33].

SEM image of TiO2.
The 20 wt.% SP fiber natural composites (Figure 3(a) and (b)) with epoxy resin matrix have more porous structure, matrix breakage and fiber breakages in their compositions. It is due to improper adhesion of fiber and resin matrix with lesser filler incorporation [26]. Titanium oxide at 3 and 5 wt.% (Figure 3(c) and (d)) reduced the deformations in the hybrid combinations and add to the mechanical properties. Fiber reinforcement addition also has a major influence in reduction of deformations in epoxy-based composites [2]. Figure 3(c) and (d) observed even distribution of fibers in the matrix with lesser porosity and low fiber breakages, this adds to the enhancement of mechanical properties. The good bonding in the combination, added to the stress transfer and load bearing capacity of the composites [2]. Nanoparticle addition significantly showed good properties to biobased fibers and enhancing their application [34–36].
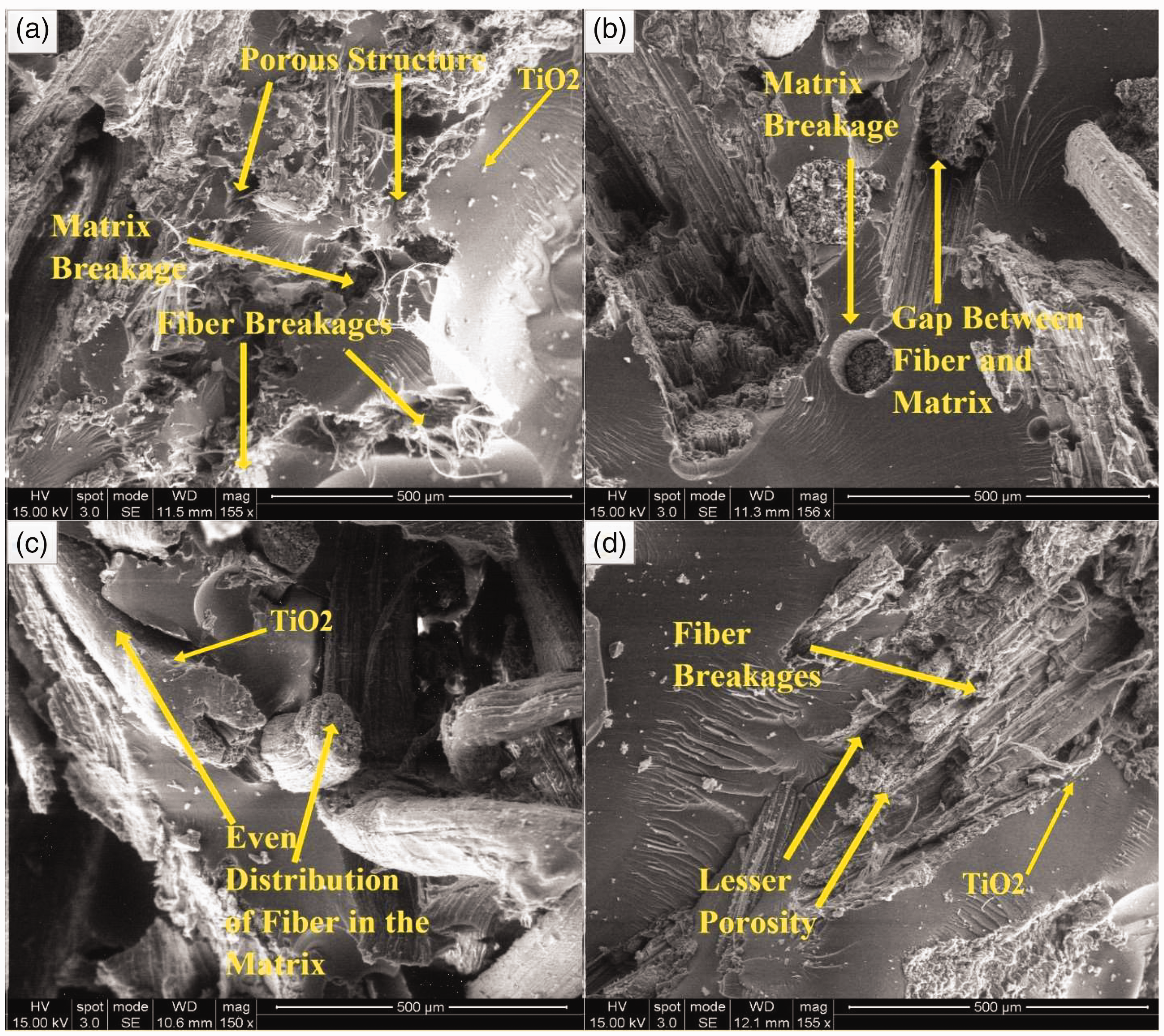
SEM results after tensile testing for (a) 20 SP/1 TiO2, (b) 30 SP/1 TiO2, (c) 40 SP/3 TiO2 and (d) 40 SP/5 TiO2.
Wear results
The third trial and twenty seventh trial showed maximum and minimum Specific Wear Rate (SWR) in the 27-trial combination with 5.838 × 10−5 mm3/Nm and 3.767 × 10−5 mm3/Nm (Table 5). Third trial with 1 wt.% TiO2/20 wt.% SP hybrid fiber/1500 m Sliding Distance (SD)/1.5 m/s Sliding speed (Vs)/15 N load (L) observed maximum wear rate. The twenty seventh trial having 5 wt.% TiO2/40 wt.% SP hybrid fiber/1500 m SD/1 m/s Vs/5 N load showed lowest wear rate.
Taguchi 27 trial of TiO2/SP hybrid fiber combinations.

The Signal to Noise (SN) ratio response data of SWR observed involvement of five factors in various levels taken from Minitab 16 software (Figure 4) (Table 6). The incorporation of TiO2 filler reduced the wear properties from 1 wt.% (First level) to 5 wt.% (Third level). The filler incorporation reduces the void space between reinforcement/matrix phase, that enhance the compatibility of polymer-based combination [25]. Similarly, hybrid fiber addition of SP also reduced the wear properties from 20 wt.% to 40 wt.%. This intimate good bonding strength of reinforcements with epoxy-based composites. The mixing of fiber reinforcements provided proper bonding with epoxy matrix, which add to the wear resistance of the polymer-based composites [17]. Sliding distance, sliding speed and applied load observed increase in the SWR with the levels. Increase in the sliding distance provides more passages and more contact with the counter surface that increase the wear rate of the samples [15]. The applied load up to 15 N add to the pressure exerted in the natural composite sample, this increases the SWR [32]. The atomic forces produced by the adhesion of two contacts were more than inherent properties of materials, thus continuous travel of combination at more load break the composition and created wear in the weaker region of combination [28]. Sliding speed from 0.5 to 1.5 m/s created high speed movement of disc, with more wear rate [20].
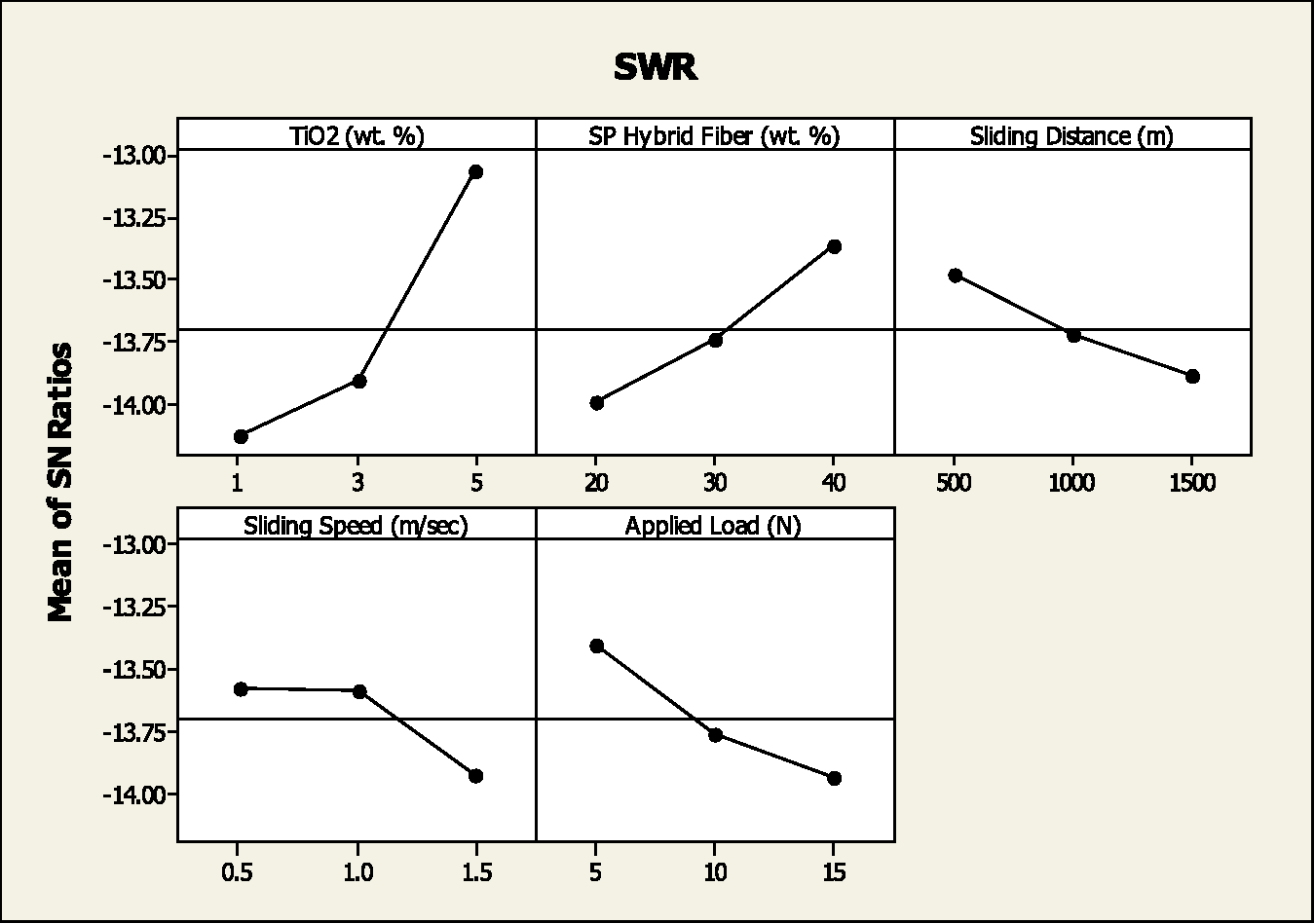
SN ratio of specific wear rate (SWR) in TiO2/SP hybrid combinations.
Response table for SN ratio of SWR in TiO2/SP hybrid combinations.

The response table showed the ranks of each factors in the research by calculating the delta values (subtracting low level values from high level values) (Table 6) also proved that TiO2 filler incorporation has the high influence on SWR than other factors. The SP hybrid fiber has the second main influence on SWR properties. Other factors such as applied load, sliding distance and sliding speed are in the third, fourth and fifth positions. The ANOVA table showed in Table 7 proved the significance of all the factors in the experimentation with P value ranging less than 0.05. This proved all the factors in the experimentation is vital for determining SWR.
ANOVA table for SWR in TiO2/SP hybrid combinations.

Figure 5(a) observed more fiber breakages, voids surface deformations due to availability of lesser TiO2 filler and hybrid fiber wt.%. The incorporation of low reinforcement and filler addition reduces the wear resistance of the epoxy-based composites [15]. The next results (Figure 5(b)) observed low SWR due to the availability of high filler (5 wt.%) and hybrid fiber addition (40 wt.%) with the polymer-based composites. The filler substitutes replace the vacant space between fiber/matrix phase and add to the properties [32].
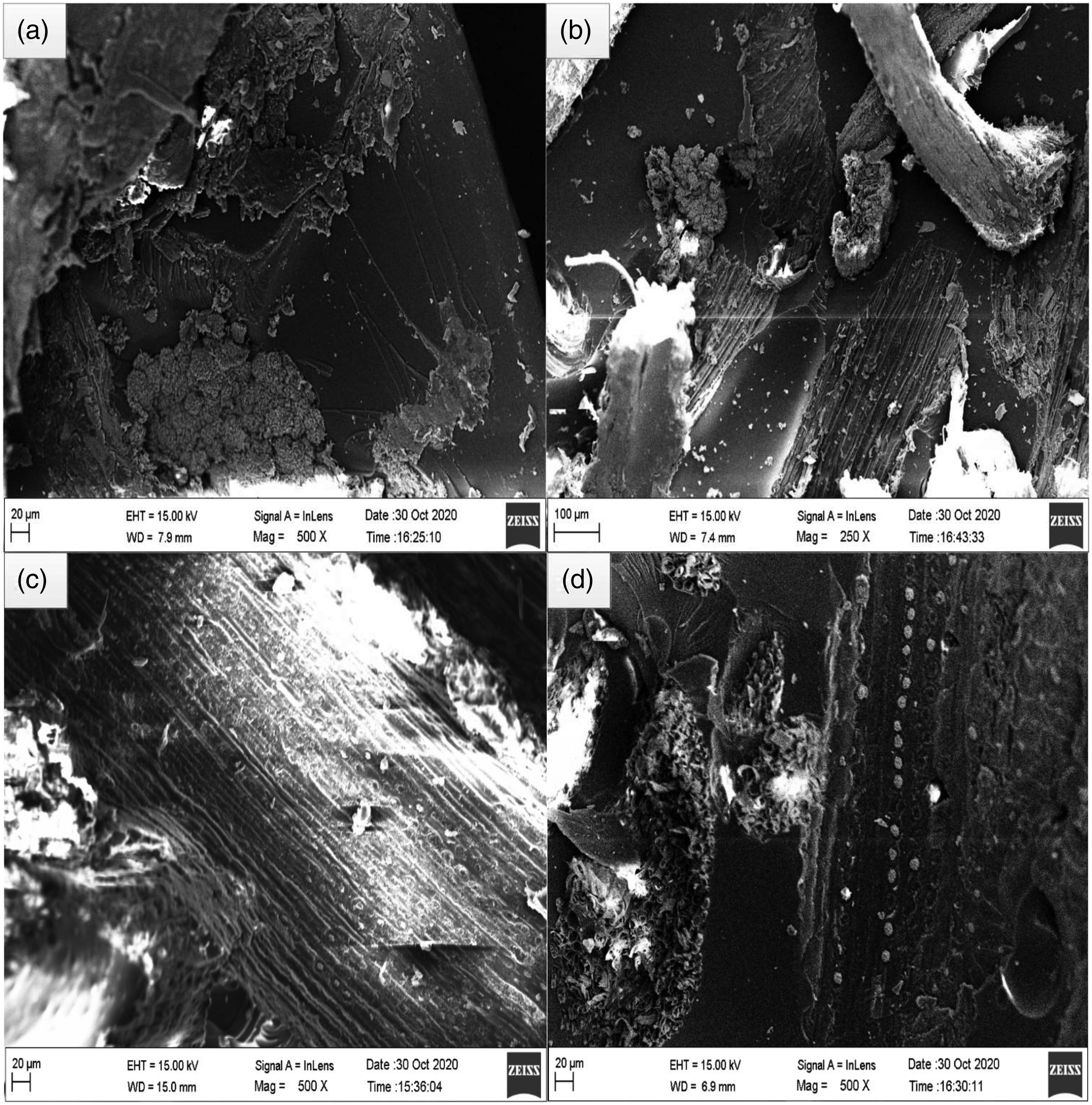
SEM results after wear testing for (a) 1 wt.% TiO2/20 wt.% SP, (b) 5 wt.% TiO2/40 wt.% SP, (c) 500 m SD/0.5 m/s Vs/5 N load and (d) 1500 m SD/1.5 m/s Vs/15 N load combinations.
Figure 5(c) observed lesser wear rate compared to 5 d) due to the influence of operating parameters in the pin on disc equipment. Initial combination 5 c) observed low sliding distance (500 m), sliding speed (0.5 m/s) causing lesser contact of the specimen with pin on disc, this reduced the SWR of the hybrid combination. Figure 5(d) with high load created high pressure zone in the composite specimen, that increases the wear rate of the combination [37]. The better bonding between fiber reinforcement/TiO2 filler/epoxy resin produces a tribolayer surface in the combination which reduces the contact between pin on disc and specimen surface.
Coefficient of friction
The nineteenth trial and eighth trial showed minimum and maximum COF in the 27 trial combinations with 0.086, 0.69 values (Table 5). The eighth trial with 1 wt.% TiO2/40 wt.% SP hybrid fiber/1000 m SD/0.5 m/s sliding speed/15 N load observed maximum coefficient of friction. The nineteenth trial having 5 wt.% TiO2/20 wt.% SP hybrid fiber/500 m SD/0.5 m/s sliding speed/5 N load showed lower COF.
The SN results of COF in Figure 6 proved the influence of each factors in COF properties. The TiO2 filler incorporation reduces the frictional nature of hybrid composites. The addition of filler provides good bonding strength with small decrement in hardness behavior. This reduces the friction properties at 5 wt.%. The addition of SP hybrid fiber from 20 to 40 wt.% increases the COF due to the increase in hardness behavior of the combination. Increase in the fiber substitution has already increased the hardness nature of the epoxy-based composites [13]. The higher sliding distance up to 1500 m observed decline in the frictional behavior due to continuous disc rotation. The sliding speed and applied load showed lesser COF at 1 m/s and 5 N. The increase in applied load created more pressure to be applied in the specimen with higher frictional nature [38].

SN ratio of coefficient of friction (COF) in TiO2/SP hybrid combinations.
The response table (Table 8) of COF showed SP hybrid fiber having high influence on frictional properties of the hybrid natural composites. Filler mixing using TiO2 is in the second position. These two proved the major influence of fiber reinforcement and filler substitution in COF properties [32]. The operational parameters such as sliding distance, sliding speed and applied load are in the third, fourth and fifth positions for the COF property.
Response table for SN ratio of COF in TiO2/SP hybrid combinations.

ANOVA table for COF proved significance of filler, reinforcement, sliding distance and sliding speed in the hybrid combination (Table 9). The applied load was not significant for COF having P value of 0.345. This proved the importance of the included parameters in the experimentation.
ANOVA table for COF in TiO2/SP hybrid combinations.

Multi response optimization using TOPSIS method
The multi-response optimization using Topsis method proved the best combination as the nineteenth trial. It is the best combination out of 27 having low wear properties and coefficient of friction (Table 10). The sixth trial is having high wear and coefficient of friction properties. The final response (CC) from the Topsis method is used for optimizing the parameters. The response table of the Topsis results (CC) proved that hybrid SP has the high influence on overall tribological properties of the natural fiber composites with rank 1 (Table 11). Filler incorporation with TiO2 is in next position. Operating parameters don’t show much impact like composite specifications. Sliding distance, sliding speed and load are in the next positions. The results showed combination with 5 wt.% TiO2/20 wt.% SP Hybrid fiber/500 m Sliding distance/Sliding speed of 1 m/s and applied load of 5 N with optimized results. This combination will have good tribological properties, that can be used for better applications.
TOPSIS method for TiO2/SP hybrid fiber combinations.

Response table of CC in TiO2/SP hybrid combinations.

Conclusions
This compression moulded TiO2/hybrid Sisal Pineapple fiber combinations observed following mechanical and wear results.
• The results observed significant enhancement in tensile, flexural and impact properties by the incorporation of TiO2 filler.
• Fiber reinforcement mixing ranging from 20 to 40 wt.% also leads to the mechanical property enhancement.
• The combination with 40 wt.% SP/5 wt.% TiO2 observed maximum mechanical properties.
• Low SWR was found out due to the availability of high filler (5 wt.%) and hybrid fiber addition (40 wt.%) with the polymer-based composites. The filler substitutes replace the vacant space between fiber/matrix phase and add to the properties.
• The response table of the Topsis results (CC) proved that hybrid SP has the high influence in overall tribological properties of the natural fiber composites with rank 1 followed by filler incorporation.
• Sliding distance, sliding speed and load are in the 3–5 positions for tribological properties.
• The Topsis results showed combination with 5 wt.% TiO2/20 wt.% SP Hybrid fiber/500 m Sliding distance/Sliding speed of 1 m/s and applied load of 5 N with optimized tribological results.
• This optimized result combination can be used for tribological applications, also these combinations can be combined with different fiber reinforcement and fillers for further applications.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors acknowledge support from European Social Fund Project, “International Mobility of Researchers in CTU” (CZ.02.2.69/0.0/0.0/16_027/0008465).