
Abstract
In this study hybrid polytetrafluoroethylene (PTFE)/glass fibers were employed in hierarchical braided structure as a composite reinforcement. PTFE-covered glass fibers were braided to achieve the hierarchical structure, then the composites were prepared through vacuum assisted resin transfer molding (VARTM) process. Tribological experiments were performed on the composites. The results showed self-lubricating and lower dynamic friction coefficient due to the PTFE transfer film formation. SEM micrographs confirmed the transfer film formation. Friction coefficient of 0.112, 0.105 and 0.096 were obtained under loading of 20, 30 and 40 N forces, respectively. The experimental coefficient of friction results were confirmed by mixture theory. The self-lubricating feature of PTFE-glass braided epoxy composite along with its mechanical characteristics makes it a feasible alternative for traditional wet bearing parts.
Introduction
Self-lubricating composites show a great potential for utilizing in several applications due to their positive economic and environmental aspects. The oil lubricants include harmful substances such as polycyclic aromatic hydrocarbons or contaminants such as cadmium, zinc, arsenic, mercury, and chlorine. Self-lubricating composites cause a lower usage of toxic petroleum-based lubricants and higher energy economization in industry and consequently, as a promising approach for a green world [1–3]. These composites have a simpler manufacturing process and are made of cheaper materials. In addition, the weight of parts that are manufactured by them are lower than the conventional materials such as metal bearing [2].
Liquid lubricants encounter some limitations in their application i.e. decomposition in high temperatures or thickening or solidification in cryogenic conditions [4,5]. It is conceivable to achieve the best performance and the lowest disbursement through an optimum design by using some alternative materials. The most conventional method to apply a solid lubricant (as an alternative for liquid lubricants) is to form a sliding film on the surfaces. A practical way to utilize the solid lubricant instrument is to make a wear mechanism and manufacture a self-lubricant composite [6–8]. Various materials have been used as a solid lubricant e.g. MoS2, Graphite, PTFE, etc. [9]. PTFE can show a good performance under vacuum and/or vaporous condition, unlike MoS2 and Graphite [10,11].
Braiding is a known technique to create 3 D fabric structure which have been used for composite reinforcement in recent research works [12,13]. Compared to the woven fabric/filament reinforcements[14], braided structures have some advantages e.g. low-cost, high-flexibility, 3 D design, repair ability, structural integrity, and open spaces [13]. Besides open or porous structure [15], seamless tubes and complex shapes which are essential parts of contributing high-tech composites are produced through braiding. Composites made of braided structure show predominant strength and crack resistance in comparison with conventional composites, which is attributed to the fiber coherence [16,17].
Tribological performances of woven fabric reinforced composites have been reported in literatures [18–22]. Friedrich [23] investigated the abrasion wear resistance of epoxy, reinforced with different fabrics. Omrani et al. [24] studied tribological properties of self-lubricating carbon fiber-reinforced bio-based epoxy composites. They reported minimum value of 0.15 for friction coefficient of the composite, in contact with hardened 440 C stainless steel disk. Wan et al. [25] studied the dry sliding conditions of 3 D-braided carbon/epoxy composites. Zheng et al. [26] showed that higher braiding angle causes a lower wear rate for braided fabric reinforced composites.
Recent research works show a considerable interest in development of modern self-lubricating composites by different materials [27]. Besides the material, structure of reinforcement is an effective parameter on tribological properties of composites, like bearing in wear and friction. Thus using a solid lubricant such as PTFE fibers and preventing it from moving, along with seamless and tubular strong structure of hierarchical braid structure, make it a good candidate for self-lubricant composite. First step braid is for hybridization of reinforcement and the lubricant and placing PTFE ubiquitously. in the second step braiding PTFE fibers is fixed and concurrently the final seamless fabric is formed.
To the best of our knowledge no other authors have worked on tribological performance of hierarchical braided composites. In this study hierarchical braided PTFE-glass-epoxy composite are fabricated and their tribological properties are evaluated in a systematic way. Measuring and evaluating method for the tribological characteristics of the composites is very important and essential. Therefore, tribological characteristics of the composites are studied using pin on disk technique for evaluation of self-lubricating and load-bearing performance.
Experimental
Materials
PTFE fibers with linear density of 44 Tex were supplied by Shanghai Lingqiao Environment Protecting Equipment Works Ltd. China (manufactured through thin-film cutting process). S-Glass roving with 203 Tex was purchased from AGY Co. USA. Low viscosity epoxy resin (Diglycidyl ether), West System 105–C105 B, with a density of 1.15–1.20 g/cm3 and a room temperature curing hardener (tetramine), West System 206-C206 B, were supplied by Geugeon Brothers, Inc. USA. Physical properties of the materials are shown in Table 1 (according to the data sheets have been provided by the manufacturers).
Material properties.

The following are the practical steps of the work and the flowchart of the research process is shown in Figure 1.

Process flow chart.
Braiding process
PTFE yarns were braided in 16 carriers around the core glass yarn using a conventional braiding machine, to produce a hybrid core-sheath yarn (PTFE covered glass). The core-sheath (hybrid) yarns were braided again on a modified 64 carrier horizontal braiding machine (Figure 2) to obtain the final hierarchical structure in a tubular form (Figure 3). All the braids used in this study were fabricated using a 32 and 64 carriers New England Butt machine.

Braiding process with 64 carriers machine.

Braided hierarchical structure from PTFE covered glass fiber.
In order to compare the effect of PTFE yarns and their initial interaction on the frictional properties of epoxy composites, three groups of primary experiments were conducted. In these experiments, 8, 16 and 32 strands of PTFE yarns were braided around a glass strand. After tribological testing, the optimum PTFE counts was 16 strands, braided around one glass fiber strand to achieve the hybrid yarn.
Composite manufacturing
The braided structure was used to reinforce epoxy matrix composite through VARTM process. An aluminum mold was made by three parts: a base block as the bottom of the mold, a frame and a top plate with inlet and outlet vents. Figure 4 shows the details about the mold. The inside surface of the mold was finished with a water-based release agent, the braided tubular fabric was folded and double layered seamless fabric was carefully put inside the mold. The fabric was cut in some parts in order to fit the mold cavity and cover the angles in horizontal direction. Then, the top plate is put in order to completely seal the mold. The epoxy resin and curing agent were mixed by mass ratio of 5:1 (according to the manufacturer’s instruction) at ambient temperature and degassed for 30 min under vacuum condition. The low viscosity resin inserted by vacuum and fully saturated the fabric and squeezed from the outlet vent. Braided fabric-reinforced composites were left in the mold for 24 h at room temperature to complete the curing process. Finally, the cured solid composite specimens were removed from the mold.

Parts of the mold and the casted composite in between A) Schematic view, B) Real view.
The void content of composites was estimated using ASTM D2734-70 procedure. The void content (Vol. %) of 3.6 was determined.
Tribological analysis
The main task and advantage of this designed composite is to have a good tribological characteristics such as low friction coefficient and wear rate. So, tribological tests should be performed to evaluate the behavior of composite and whether this composite provides these benefits. Dry friction and wear tests were performed using pin-on-disk setup, T50 model, NANOVEA, USA according to ASTM G99 (Figure 5). A stationary pin and ball with ball diameter of 6 mm was pushed against a rotating disk. The pin was used as a ball holder, therefore its dimension is not important because there is no contact between the pin and the sample disc. The disk samples (in 4 mm thickness) were cut from the molded composite by water jet machine.

Picture of the pin on disk tribometer.
For evaluation of the self-lubricating of the composites, their friction coefficient was determined based on the wear path's sliding distance, depth and width, under different loads. Tribological testing was performed under ambient conditions over 55 min at a sliding velocity of 0.15 m/s under the normal loads of 20, 30 and 40 N for a distance of 500 meters. Trajectory radius for the pin on disk was 10 mm and rotational speed of the disk was 300 rpm. The surface of the composite specimens and counterpart steel pin were cleaned before running the test. Three repetitive tests were performed for each condition.
Finally the wear data were presented as the friction coefficient and the specific wear rate in well-known unit (mm3/N.m). The specific wear rate (Ks) was calculated by dividing the wear volume into load and sliding distance, using the equation (1):
Where V is the volume loss in mm3, L is the applied load in Newton and D is the sliding distance in meter [18].
Morphological characterization
Mitutoyo surftest machine (SJ-210, Japan) was used to explore the two dimensional (2 D) surface profile and surface roughness of the samples. Also, tribological specimens were removed and cleaned after a predetermined duration to measure the cross-sectional area of the wear scar and the wear depth with a stylus profilometer (Dektak XT, Bruker, Germany). Stylus profilometry has an advantage in comparison with optical one which is direct contact and measurement between instrument and the worn surface. The stylus tip of 12.5 microns makes it possible to surface topography was recorded. The mentioned profilometer had a stylus force of 3 mg, which allowed the stylus to evaluate surface hills and valleys without any undesirable damage.
Also, the tribological samples were observed by scanning electron microscope (SEM, FEI quanta 650, Japan) at 20 kV to analyze topology of worn surface of composites. Samples were sputter coated with gold for 50 seconds to make them more conductive before SEM processing. EDS graph was resulted along with SEM micrographs.
Results and discussion
Tribological properties
Braided tubular fabric structure can tolerate high loading and absorb cyclic energies due to the resistance of fibers which is promising performance for tribological applications [28]. Owing to the high strength and modulus of S-glass fibers, the hybrid composite tolerates high tensile and cyclic loads. Furthermore, tribological properties can enhanced due to the presence of PTFE fibers as a solid lubricant. Table 2 represents the tribological analysis results. According to the results, the PTFE covered glass fibers serve as a self-lubricating component within polymer composite and reduce the friction coefficient and wear rate. Figure 6 shows the quantity of friction coefficient during variant loadings in comparison with relevant literature and steel samples.
Tribological analysis results: friction coefficient, volume loss and wear rate at 20, 30 and 40 N load.

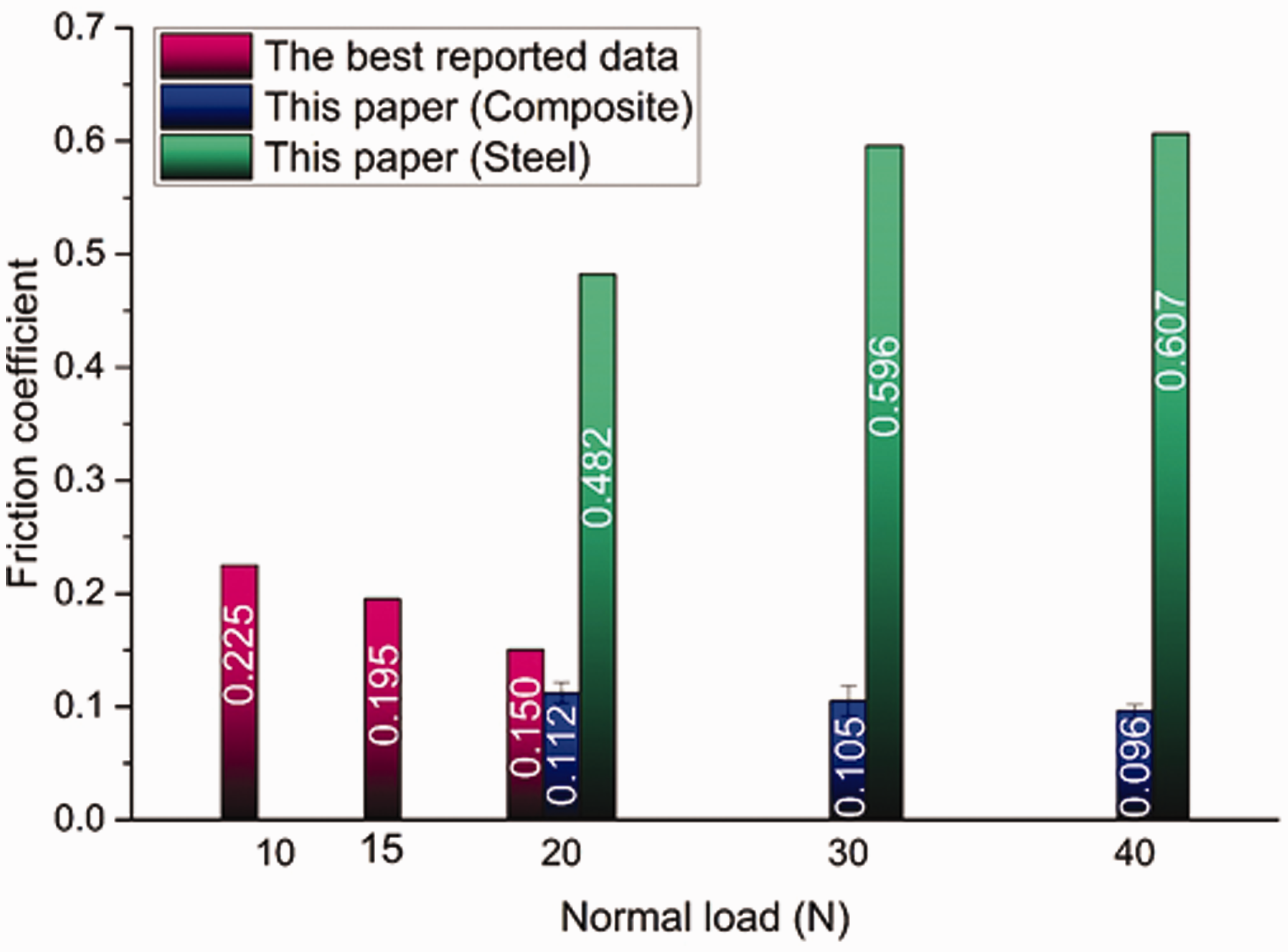
Friction coefficient of hierarchical braided PTFE-glass-epoxy composite under different loadings in comparison with a relevant literature [24].
As shown in Figure 6, the friction coefficient resulted from the pin on disk test on PTFE-glass-epoxy composites and steel samples exhibited that the composite demonstrated predominant friction coefficient compared to the steel disk specimen in dry condition. The friction coefficient is reduced due to the self-lubricating effect of PTFE film. The results confirmed the standard friction level for bearing application (below 0.15) under 50 N load, as well. Moreover, in comparison with results of Omrani et al. [24], PTFE-glass reinforcements showed a lower friction coefficient which is due to the better self-lubricating effect.
Figure 7 presents the friction coefficient versus sliding distance during the tribological process. High friction coefficient and oscillation were occurred during the initial stages which is due to the rough surfaces of both composite and steel pin, causing an interlocking effect. However, continuing the wear process, the formation of transfer film on the surface of the composite smoothers its surface roughness. Therefore, PTFE transfer film acts as a self-lubricant or bearing media between steel pin and composite surface, causing the friction coefficient reduction during tribological testing. This achievement is in accordance with the results reported in literature [29–31].

Friction coefficient versus sliding distance during the tribological analysis of PTFE-Glass-Epoxy composite under 20, 30, and 40 N load.
Figure 8 shows the volume loss versus load during tribological test analysis. It is manifested that the volume loss has been increased rapidly by increment in applied loading.

Volume loss of the composite samples and steel samples under same tribological testing versus applied load.
Since the wear resistivity of PTFE fibers are low and due to their presence at surface, they are more involved in friction and worn away than glass fibers. The major mass loss is referred to the PTFE fibers, and the surface softening as a result of heating, generated at higher loadings [32].
The last column of Table 2 represented the wear rate test data at various loads. The results show that, increasing the applied load from 20 to 40 N caused different wear rates. Both ascending and descending wear rate variations versus applied load are reported in literatures [33–35]. The results show that the wear rate is initially decreased and then increased by load increment, in agreement with results reported by Gopal [36] and Hager [35]. Thermochemical degradation and fiber pull-out are the main factors affecting the wear rate.
Morphological characteristics
There are four principal wear mechanisms, i.e. adhesion, abrasion, fatigue, and corrosion in which one mechanism can be appear upon the tribo-system depending on wear parameters e.g. load, temperature, speed, time, etc. The worn surfaces of composites were analyzed by SEM to understand the wear mechanism. Figure 9 represents SEM photographs of the tribo-surface of PTFE-glass braided/epoxy composites. Abrasion and fatigue are the main mechanisms for the current wear process. The nature of 3 D interphase is one of the most important decisive factors governing the overall wear mechanism. In the case of glass fibers, the debris is very abrasive and hence the friction coefficient could be very high but it was controlled by PTFE film. So abrasion is the main mechanism. On the other hand, when fibers are in different direction to the sliding path, the pin has a “leading edge” that makes cyclic contact with the epoxy and fibers. This cyclic contact can break fibers by fatigue when the leading edge hits the fibers. So fibers and debris will break under fatigue (repeated loading and unloading).
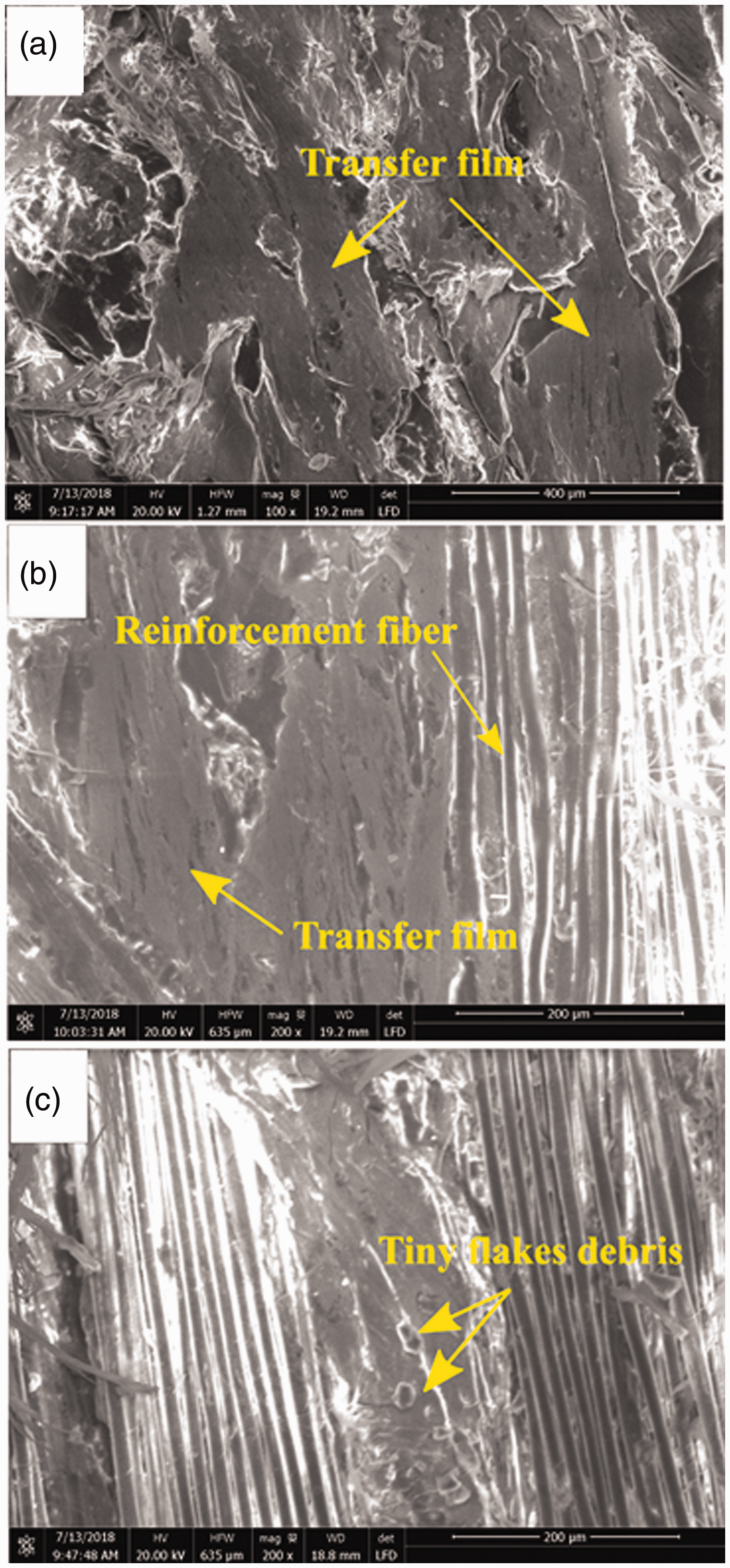
SEM photographs of the tribo-surface at 30 N load: (a) visible PTFE transfer film (b) transfer film and reinforcement fibers (c) wear tiny flake debris.
As it is observed in Figure 9, some wide furrows are created by the pin on the disk surface. In addition, material shifting and stripping holes are created by the plastic deformation in some regions. SEM images show that braided structure play a constructive role in producing smaller debris which is useful for self-lubricating. These debris can be located between moving surfaces (composite and metal pin). This sacrificial layer is called a transfer film and it shields the polymer from damage by a harder layer which results in friction reduction and lubrication effect.
Accordingly, delamination phenomena and flake formation-spalling were observed for wear of epoxy matrix and the hybrid yarns, separately.
The worn tracks were investigated by profilometer and measured profiles are shown in Figure 10. Horizontal axis of the diagrams represents needle path on the surface and vertical axis shows the surface topography in angstrom unit. The roughness surftest arithmetic measured average asperity height was Ra = 0.466 µm.
Since there are numerous pores in the braided structure, and can be filled by resin (during the composite fabrication), tiny flakes would trap in these spots easily which can repair the worn and damaged surfaces. These trapped PTFE debris play a lubricant role. By increasing the applied load, the wear track groove grows, the worn surface enhances and more debris are produced. Another elucidation is formation of an appropriate transfer film that is very crucial for polymer based composite lubricant, which should always be available on the surface to cause friction reduction [18]. Figure 11 displays the EDS analysis graph of the tribo surface of the composite. Large number of F and C elements present in the trajectory demonstrate PTFE film. Based on the observation, a visible PTFE transfer film was formed on wear track for all the samples. This is due to the fact that PTFE macromolecules can slip easily on each other, similar to layered structures, since they possess a low surface energy [37]. It is also observed that a thin and uniform transfer film is formed on the pin. The formed transfer film is actually adhered to the pin surface, since it cannot be easily scaled off.
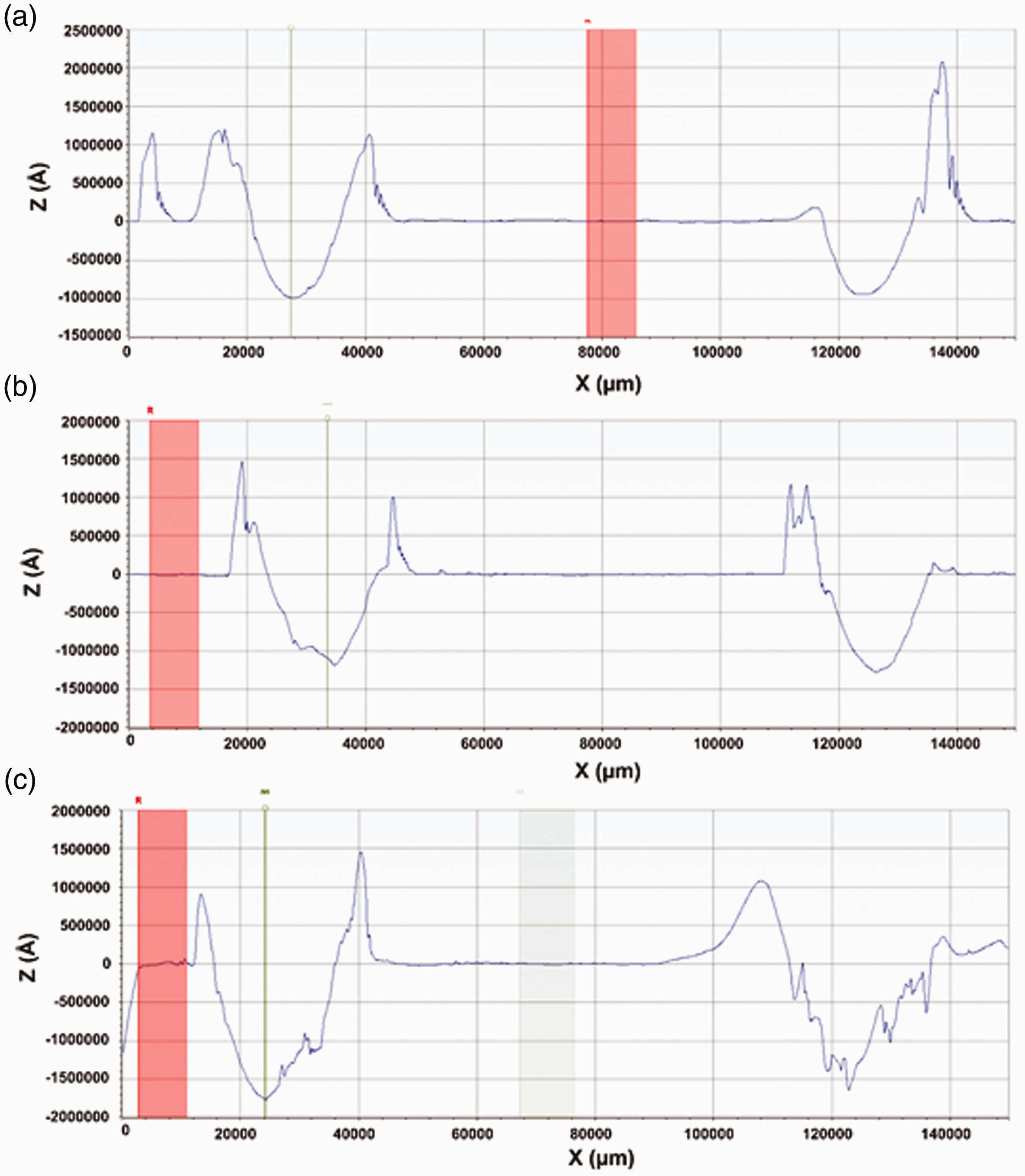
Typical wear track profiles measured by contact-mode stylus profilometer. Loads are (a) 20 N (b) 30 N and (c) 40 N.

EDS micrograph of the worn surface tribo-surface under 30 N loading.
To investigate the wear resistance of the composite, width and depth of wear tracks were studied by cross section micrography of samples. The first reason for the better performance of the braided composite samples (in comparison with steel) is its resistance against wear, which is due to the presence of PTFE fibers which acts as a load bearing media. Mechanical interlocking asperities of hierarchical structure causes the braided fabric not to be scattered easily and complex load distribution accrues to improve the wear resistance. The second reason is the lubricating effect of PTFE in all places by formation of a tribo-layer on the sample surface concluding in worn volume reduction.
As shown in Figure 12, the wear track depth and width increase by applied force increment. This phenomenon can be due to the high plastic deformation of the matrix, resulting in subsurface cracks and production of larger debris [38,39]. Another reason for this issue is the separation of torn PTFE and matrix small debris, which leads in bigger tracks. As illustrated, considerable changes in the amount of width of the wear track of steel disk could not be detected by increasing the applied force from 20 to 40 N, opposite to the results for track depth which changed into deeper tracks.

Track width and depth in worn composite and steel samples versus applied load.
Theoretical analysis
Tribological characteristics of composites and polymer matrices are determined experimentally, due to the lack of simple and feasible equations. However, the well-known rule of mixtures is used to estimate the tribological characteristics, despite its insufficient accuracy.
In heterogeneous materials, such as composites, two tribology circumstances are defined: EW and EP. EW is stand for normal stress distribution and Equal Wear rate, as well as EP for Equal Pressure and different wear rates. At EW circumstance, both phases are worn by the same rate and each phase has the same wear rate as worn individually. At EP circumstance, both phases are subjected to the same normal stress for wear. In this study, the equations are based on the EP model which is more representative to mentioned structure.
The reported theoretical equation on tribological characteristics of composites [40] (based on EP model) has been used for theoretical evaluation. In that equation, the plastic deformation of the surface was assumed to be due to the tangential component of load. Thus, the friction coefficient can be described as shown in equation (2):
According to the aforementioned assumptions, and introducing the rule of mixture theory and adding third part of composite (PTFE) terms to equation (2), equation (3) is achieved:
Here A, A
PTFE
and A
G
are the composite total volume fraction, the volume fraction covered by PTFE and the volume fraction covered by glass fiber, respectively. EPTFE, EG and Eep are the elastic modulus for PTFE, glass fiber and epoxy matrix, respectively.
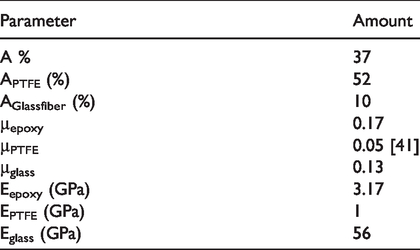
Friction coefficient of hybrid composites can be evaluated through equation (3). Elastic modulus, friction coefficient, and volume fraction for epoxy, glass, and PTFE fibers are presented in Table 3. The friction coefficient value of hybrid composites both experimentally and theoretically are presented in Table 4. The results show that, the theoretical value of the friction coefficient calculated by equation (3) approves the experimental values.
Preliminary data of glass/PTFE hybrid epoxy composite (for equation (3)).
Experimental and theoretical values of friction coefficient.

Due to the fact that the rule of mixtures in the theoretical equation is used as one of the theories in determining the friction coefficient; all composite components are (PTFEs, Glass fibers, and epoxy matrix) are involved due to their volume fraction in the equation. However, through the wear process, the PTFEs are separated from the composite and a transfer film forms on the surface. Hence, the probability of touching glass fibers with ball is decreased. As a result, the role of the reinforcement and matrix component, and in particular glass fibers, is reduced in the theoretical equation. Consequently, this fact can lead to differences between theoretical and practical achieved values.
According to the morphological characteristics, PTFE can perform a transfer film, causing considerable self-lubricating effect. The PTFE transfer films forming includes the following steps: first, PTFE fibers are subjected to a plastic deformation under compression loads; then, bare fibers perform a cold flow under the co-action of normal loads and frictional shear stresses, in which PTFE fibers began to spread and fill the gaps on the liner surfaces; finally, PTFE transfer films came into account.
Accordingly, the transfer film formation mechanism of the hierchical structures with PTFE/glass fibers is necessary to be investigated. The physical model about the transfer film formation process can be established as shown in Figure 13.

Regional wear schematic showing film forming process: (a) basic structure of glass-PTFE/epoxy composite; (b) plastic deformation occurred and PTFE film begin to spread on surface; (c) sustained transfer film formed.
Figure 13 shows the schematic section view of the hierarchical braided structure in braided yarn direction before and after wear test, respectively. The wear process of composites in the lubrication region could be concluded that the variation and shear effect of the friction force, as a result of high frequency rotating motion cause a convex effect on PTFE fibers braided around glass fibers. Accordingly, there were two actions of the wear debris on the worn surface. First, the wear debris initially formed due to the three-body abrasion which had a scratch and rolling effect on the friction surface. Second, the wear particles including PTFE and matrix resin were embeded into the concaves on the composite surface, decreasing the surface’s roughness. Concaves filled gardually due to PTFE fibers plastic deformation due to the rotary motion and applied force. The worn PTFE debris in the concaves provided lubrication effect when a steady wear state was achieved.
Conclusion
Hierarchical braided fabrics were fabricated using pre-braiding (covered) PTFE-glass fibers. Hybrid PTFE-glass/epoxy composites were manufactured by VARTM method. Tribological analysis showed a low dynamic friction coefficient for aforementioned composite. This is attributed to the smooth surface profile of PTFE fibers which caused a transfer film to be formed at matrix-glass reinforcement interface, resulted in slipping or self-lubricating effect. Enhanced tribological properties in higher loading forces confirmed self-lubricating effect of the braided hybrid reinforcement. Self-lubricant reinforcements also provide a considerable resistance against severe plastic deformation and brittle fracture. Rule-of-mixtures equation was applied for confirmation of the experimental friction coefficient results. Finally, the transfer film forming was presented through a physical model. Mechanical characteristics along with self-lubricating feature of PTFE-glass braided epoxy composite makes it one the best alternative for traditional wet bearing and bushings.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.